JMP和Minitab可靠性分析调查
可靠性分析是指运用数据分析的方法对产品和设备按照规定的标准在规定的时间内提供规定服务的能力进行量化分析或评估,它可以帮助企业降低产品故障和失效率,从源头上提升产品竞争力,乃至于提升顾客满意度。出于不同的目的需要,越来越多的国内企业也开始重视起可靠性分析来。我们公司是Apple 的PCB供应商,受客户影响,我们质量管理部门近几年来也可以编写可靠性分析报告。这可是件技术活,没有专业的软件帮忙,那绝对是一件又苦又难的差事。
最近部门申请到一笔预算,总算可以购买正版的可靠性分析软件了,老板叫我调查一下相关软件。目前在国内电子企业,用得最多的可靠性统计软件有两个:JMP和Minitab。(本来还想比较另一个软件Weibull++的,但是它的基本功能很简单,如果要用其它可靠性分析功能,就得买其它模块,一个个模块加起来价格贵得惊人,就不考虑了。)下面就把我花了大量心血整理的技术调查结果和各位分享一下。
一功能
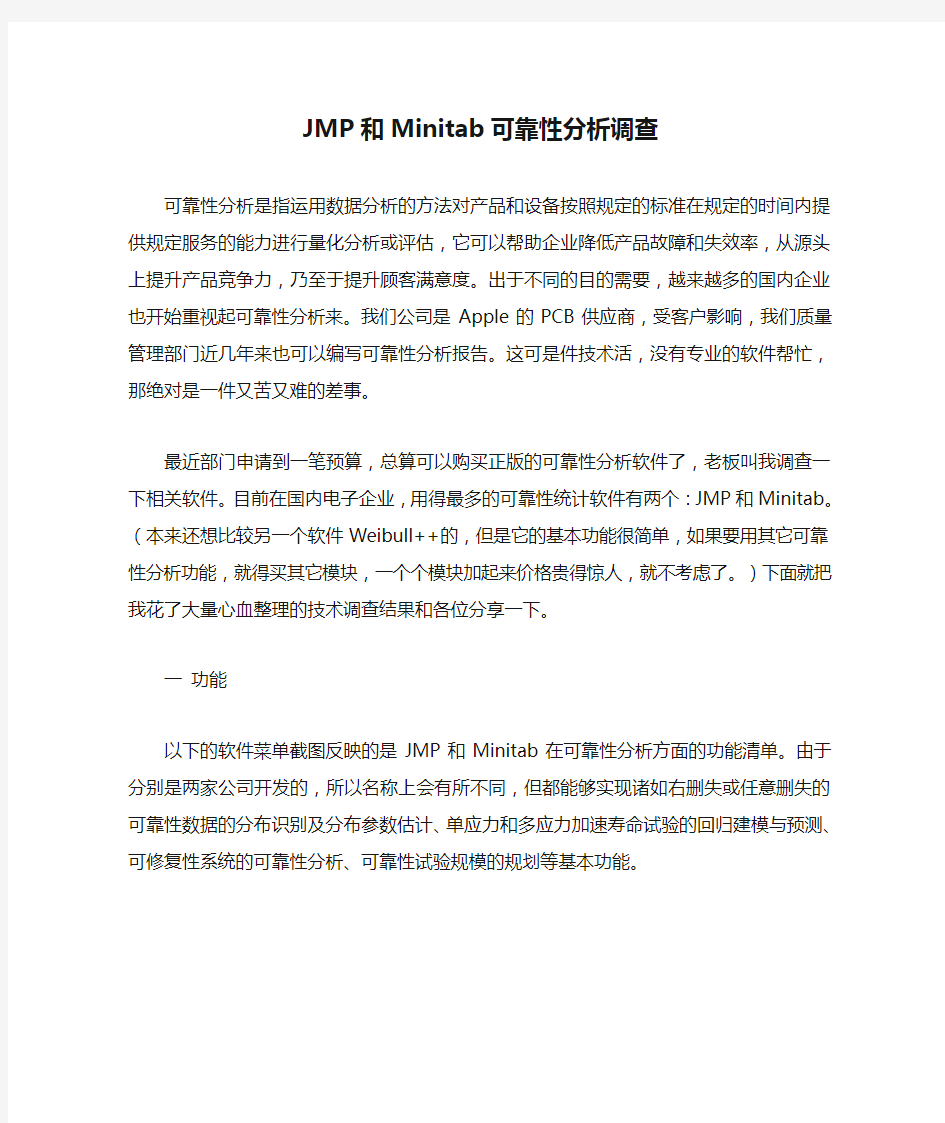
以下的软件菜单截图反映的是JMP和Minitab在可靠性分析方面的功能清单。由于分别是两家公司开发的,所以名称上会有所不同,但都能够实现诸如右删失或任意删失的可靠性数据的分布识别及分布参数估计、单应力和多应力加速寿命试验的回归建模与预测、可修复性系统的可靠性分析、可靠性试验规模的规划等基本功能。
我仔细试用了一下两个软件的相关菜单,明显地感受到似乎JMP软件的功能更加强大。比如JMP自带了19种概率分布模型,而Minitab只有11种概率分布模型;JMP支持两个加速因子的加速寿命试验设计(可包含交互作用),而Minitab只支持一个加速因子的加速寿命试验设计,等等。
此外,JMP软件还多了Minitab软件无法实现的三个分析平台:第一个是“退化”平台,它能够构建线性或非线性的产品老化模型,还可以用来进行稳定性检验和产品的破坏性退化分析;第二个是“拟合比例风险”平台,它能够构建Cox模型,Cox模型适合为找不到合适概率分布的寿命数据构建加速寿命回归建模;第三个是“可靠性增长”平台,它可以进行更复杂的 Crow-AMSAA 建模,通过计算可修复系统的平均故障间隔时间 MTBF以及多阶段系统的累积故障计数等参数,分析和展现新产品系统可靠性的改善状况。
二易用性
这方面的差异最为明显。JMP软件的菜单命令设计得较为简洁,操作时人机交互性强,输出的图形种类丰富,效果逼真,所以哪怕是从未接触过可靠性的新手,上手也很快。相比之下,Minitab软件就逊色不少。菜单命令多得很,操作界面看上去密密麻麻的一堆选项,也不知道什么时候该选什么参数选项,图形种类相当少,效果也很一般,用户一定要对可靠性有比较深入的了解,才敢用这些菜单命令。
举一个最常用的例子来说吧,如果要对产品的寿命数据进行可靠性建模与预测。在JMP软件中,只要用一个“寿命分布”的菜单平台就能搞定。如下图所示,我只要用“拟合所有分布”这条下拉菜单命令就
能发现“阈值对数正态”分布对这组数据的拟合效果最好,然后用右边的“分布刻画器”就能直接预测出经过某个特定的使用寿命后产品的累积失效概率是多少。既有直观的定性图形显示,又有详细的定量统计分析报告,方便极了。
可是换成用Minitab软件就麻烦了。我得先用一个“分布ID图”的菜单平台,逐一画出所有可能的数据分布图形,然后用肉眼判断哪一个数据分布最合适(如下图所示)。接着再用一个“参数分布分析”的菜单平台计算产品使用寿命所对应的累积失效概率,不过不能同时得到对应的统计图形。整个操作过程给我的感觉就两个字:费劲。
三售后服务
JMP软件是SAS软件公司(全球最大的统计学软件公司)的产品,在中国有专门的研发和售后技术支持团队,还可以为本地用户提供可靠性分析方面的技术培训与服务;Minitab软件目前通过国内的软件代理公司销售,据说目前在国内还没有可以提供可靠性分析培训和服务的技术人员。
我们现在已经是JMP软件的正式用户。在实际使用过程中,我们还有一个意外的发现:JMP软件不但可以做可靠性分析,还能做实验设计DOE、统计过程控制SPC、测量系统分析MSA、过程能力Cpk分析、一般回归分析和比较分析(即假设检验)等很多我们工程技术工作中需要的其他数据分析。
Minitab DOE操作說明: 範例: 全因子實驗設計法 3因子2水準實驗設計: 因子—A.時間 ,B.溫度 ,C.催化劑種類 Step 1:決定實驗設計 開啟Minitab R14版 1.選擇Stat > DOE > Factorial > Create Factorial Design 2.點擊 因所要討論的因子有三個 , 由表中可以作二種選擇:
選擇Ⅲ作4次實驗 選擇Full作8次實驗 一個三因子2水準的設計共有23 (或8)種可能的組合 , 一個包含所有可能組合的設計 , 即稱之為全因子設計(Full Factorial Design) ,好處是可避免交絡(Confounding)的情況 ,也就是所有因子的效應無法與其它的效應明確分辨出來 ; 然而 ,使用較少的組合設計稱 之為部份因子設計(Fractional Factorial Design) 此範例決定是全因子設計 , 因在化學工廠內 , 要控制這些因子(時間/壓力/催化劑種類) 並不耗費時間及成本 , 且實驗可在非尖峰時間進行 , 避免打斷生產線的進度 , 如果這 實驗所需成本很高或困難執行 , 你可能需做不同決定。 3.點擊回到主對話框中 4.選擇 5.點擊,選取Full factorial
6.在Number of replicates選項中選2 ,按 Step 2:因子命名與因子水準的設定 因子水準的設定可以是文字或數值 若因子為連續性→使用數值水準設定 ,可為量測的任意值(ex.反應時間) 若因子為類別變數→使用文字水準設定 ,為有限的可能值(ex.催化劑種類) , 建議數值儘可能分開: 1.點擊按鈕
Minitab的运用培训课程 ●课程背景 MINITAB作为6sigma最佳工具软件,让复杂的统计技术在您的企业中变成广泛应用的工具。本课程内容设计兼顾对学员相关统计技术的巩固,同时结合六西格项目应用时的相关工具来讲授。学员不但会操作MINITAB,更重要的是在实施过程中如何选择合适工具与方法。 ●培训对象 本教程适用于那些直接负责数据收集、控制图构筑和监控、以及对产品和过程特性的测量作统计分析的人员,包括研发、工程、技术、质量、生产、项目以及对六西格玛感兴趣的所有人员。 ●培训条件 学员配合电脑分组学习。 参加培训企业最好明确希望解决那些问题,并在课前收集好相关数据:质量检验结果,SPC,MSA,DOE等数据,课程进行中老师将以企业的实际数据为例展开教学。 ●培训时间 2天,可根据客户要求增删培训内容,调整培训时间。 ●课程收获 1.掌握Minitab基本统技技术的操作方法。 2.进一步理解和掌握图表分析、过程能力分析、测量系统分析、试验设计以及统计过程控制SPC和QC 常见工具之应用。 3.能结合六西格项目和质量管理需要选择适用的统计工具。 4.掌握相关工具的minitab操作、数据和图形结果的分析与判定。 ●课程大纲 第一章变化的度量-初识Minitab 一.变化与变化的度量 二.总体与样本的统计量
三.中心趋势的度量-用Minitab来练习。 四.离散度的度量-用Minitab来练习。 五.正态分布-用Minitab来练习。 第二章Mintab软件基础介绍 一.Mintab 的系统要求 二.Minitab界面 三.工具栏的介绍 四.视窗结构 五.文件类型 六.数据类型 七.常用菜单与命令 八.操作便捷高效 九.数据与图形的对应 第三章Mintab软件的功能运用(计算功能、统计功能、绘制图表功能等) 一.使用计算器 二.数据类型的转换 三.数据的堆积 四.描述性统计及练习 五.正态概率图及练习 六.非正态数据的正态概率图及练习 七.箱线图及练习 八.时间趋势图及练习 第四章常用的过程能力衡量指标CPK和Z值 一.Cp介绍和练习 二.Cpk指标与Z值介绍和练习 三.过程能力指数与6σ原理 四.Minitab计算过程能力指数CPK与Z值 五.练习:Minitab计算CPK与Z值