编号:D 395-03
橡胶性能的标准试验方法----------压缩永久变形1
此项标准在固定编号B 117下发布,紧随编号的数字表示标准采纳的年度,如果是修正,数字表示最后一次修正的年度。在括号内的数字表示最后一次重申批准的年度。上标 表示自最后一次修正或重申批准以来的编辑改动。
此项标准已被批准供美国国防部下属机构使用。
1范围
1.1本测试方法测试应用中会在气体或液体媒介中承受压力的橡胶。本测试方法特别适用于在机械固定器件,
减震器,封条中使用的橡胶。本测试方法包含以下两种方法:
测试方法小节
A—空气中恒定力下的压力永久变形7-10
B—空气中恒定挠力下的压力永久变形11-14
1.2测试方法可以选择,但是应考虑用于与测试结果关联的实际情况下使用的橡胶的性质。除非在具体的规范
中有其他规定,应使用测试方法B。
1.3测试方法B不适用于硬度大于90IRHD的硫化橡胶。
1.4以国际单位(SI)为单位的数值应被认为是标准。在括号内的数值起参照作用。
1.5此项标准不包括与其应用有关的所有的安全隐患。此项标准的使用者有责任在使用前建立合适的安全健康规范以及决定法规限制是否适用
2 参考文件
2.1 ASTM标准2:
D1349 橡胶规范---测试的标准温度
D 3182 混合标准化合物及制备标准硫化橡胶薄片用橡胶材料、设备及工序的标准实施规程
D 3183 橡胶实施规范---从橡胶制品中制备试验目的用试片
D 3767 橡胶的标准规程----尺寸测量
D 4483 评定橡胶和炭黑制造工业试验方法标准的精度的实施规程
E 145 重力对流式和强制通风式烘炉的规范
---------------------------------------
1此测试方法属于ASTM D 11橡胶委员会的工作范围,是其下属D11.10物理测试子委员会的直接责任。
目前的版本在2008.3.1批准,2008.07出版。原始的版本在1934年批准。上一个版本在2003年批准,编号为D395-03.
2如需参照ASTM 标准,访问ASTM网站https://www.doczj.com/doc/337803364.html,,或联系ASTM客户服务Service@https://www.doczj.com/doc/337803364.html,. 如需要《ASTM标准年鉴》的内容信息,浏览ASTM网站的标准索引页。
3 测试方法概要
3.1 用挠力或规定的力压缩试样,并在规定的温度下保持规定的时间。
3.2 在试样在合适的装置内,在规定的条件下经过特定时间的压缩变形后,取出试样,等待30分钟,测量试样的残留变形。
3.3 在测量残留变形后,根据Eq1和Eq2计算压缩永久变形。
4. 意义和用途
4.1 压缩永久变形测试用于测量在长时间受压后,橡胶化合物保持弹性的能力。实际情况下的压力可能包括持续的挠力,持续的已知力,时短时续的压力产生的交替变形和恢复。虽然后者也产生压力永久变形,它的效果更接近于压缩挠曲和滞后测试。因此,压力永久变形测试主要适用于静态力的使用环境。测试经常在高温下进行。
5 试样
5.1 可以使用来自相同样品的2个(选项1)或3个(选项2)相同的试样。选项1的压力永久变形应为两个试样的平均值,表示为百分比;选项2的压力永久变形应为三个试样的中间值,表示为百分比。
5.2 标准测试试样应从实验室准备的平面上切割,形状为圆形。
5.2.1 试样的尺寸为:
尺寸
1A2B
厚度,mm(in.)12.5±0.5 6.0±0.2
(0.49±0.02)(0.24±0.01)
直径,mm(in.)29.0±0.5 13.0±0.2
(1.14±0.02)(0.51±0.01)
A 类型1试样可用于方法A,B.
B 类型2仅用于方法B。
5.2.2 在切割标准试样时,具有5.2.1中规定的内部尺寸的圆形裁刀应在钻床上旋转,并用肥皂溶液润滑。在切割边缘与试样平面边缘之间的距离最小为13mm(0.51in.)。切割压力应越小越好,以最小化切割边的翘弯。裁刀应仔细维护,使切割边缘保持锋利并没有割口。
5.3 制作标准试样的另一个方法是直接模制具有测试方法要求的和5.2.1规定的尺寸的圆形试样。
注1---应注意如果样品平面和模制试样如在相同的温度下进行相同时长的烘培固化,两者的状态不会完全相同。模制的试样的固化程度会更高。如果要使按不同测试方法得出的测试结果具有可比性,一定要调整烘培时间。
注2----为了达到模制试样的一致性和较小的公差,应规定模具的尺寸,弥补模具的收缩。带有溢流槽,腔厚度为13.0±0.1mm (0.510±0.004in.),腔直径为29.20±0.05mm(1.148±0.002in.)的双片模可以为方法A,B提供类型1试样。腔厚度为6.3±0.3mm (0.25±0.012in.),腔直径为13.2±0.1mm(0.52±0.004in.)的相似模具可以为方法B提供类型2试样。
5.4 当要用从厚度大于5.2.1中厚度的硫化橡胶制成的试样替代标准试样,应首先用锋利的刀横切样品,然后抛光以达到规范D 3183中要求的厚度。
5.5 准备试样的另一个方法是将从根据规范D 3182制备的样品片切割的,尺寸符合5.2.1规定,切割方法符合5.2.2规定的圆形试样叠合起来。如果在切割试样是没有钻床,用切割裁刀一次切割试样。
5.5.1 圆形试样叠合时应不使用粘合剂。叠合后的厚度要达到规定厚度。叠合试样应平滑,平坦,厚度一致。对于类型1试样,叠合的圆形试样的数量不应超过7个;对于类型2试样,叠合的数量不应超过4个。
5.5.2 在挪移叠合试样和将叠合试样放入测试装置时应将圆形表面保持水平并与圆柱轴垂直。
5.5.3 从叠合试样得出的结果可能与单片试样的出的结果不同,并且结果可能变动,特别是在圆形层中间有空气的情况下。
表1 压力永久变形测试---测试方法A的类型1精度结果,%
材料平均值单个实验室A多个实验室A
Sr r (r) S R R (R)
1 1.73(%) 0.050 0.14
2 8.2 0.190 0.54 31.1
2 26.1 0.898 2.54 9.7 2.37 6.71 25.7
A Sr=单个实验室标准差
r=重复性(测量单位)
(r)=重复性(百分比)
S R=多个实验室标准差
R=再现性(测量单位)
(R)=再现性(百分比)
5.5.4 只有用相同方法准备的试样的结果才可以相互比较。
5.6 对于常规测试或产品规格测试,有些情况下准备不同大小或形状的试样会更加方便。当使用这些试样时,仅可以比较相似形状或大小的试样的测试结果,而不能与标准试样的结果比较。在这些情况下,产品规格应标明大小和形状。如果不能从产品取得试样,测试方法和允许限度应有买卖双方共同决定。
6 处理
6.1 在长于24小时,短于60天的时间内储存所有硫化橡胶试样或产品样品。当硫化日期未知时,在收到货物60天内测试代表货物的试样。
6.2 在切割试样前让抛光的试样休息至少30分钟。
6.3 在测试前将试样放置在温度为23 ±2℃(73.4±3.6℉)的环境中至少3小时。压力永久变形性能受大气湿度影响的试样应在相对湿度控制在50±5%的大气环境下放置至少24小时。
7 精度和偏差3
7.1此精度和偏差小节根据规范D 4483编制。有关术语和数据计算请参照规范D 4483.
------------------
3 支持数据已在ASTM国际总部存档,可以通过索要研究报告RR:D11-1138获得。
7.2 用于方法A,B的两种橡胶制成的试样被供应给5个实验室。相同试样的数量为2,测试在两个测试日进行。对于方法A,B,测试结果都是两个试样的平均值。
7.3 一个实验室没有进行方法A测试,所以方法A的精度数据是从4个实验室取得的。
7.4 表1,2给出了类型1精度结果。
表2 压力永久变形测试---测试方法B的类型1精度结果,%
材料平均值单个实验室A多个实验室A
Sr r (r) S R R (R)
1 13.7(%) 0.591 1.67 12.
2 1.54 4.36 31.8
2 52.8 0.567 1.60 3.0 5.92 16.8 31.7
A Sr=单个实验室标准差
r=重复性(测量单位)
(r)=重复性(百分比)
S R=多个实验室标准差
R=再现性(测量单位)
(R)=再现性(百分比)
7.5 偏差---在测试方法统计术语里。偏差是指测试平均值与参考或实际性能值的差异。因为所测性能的值完全由此测试方法定义,所以不存在参考值。应此,偏差不能被测定。
测试方法A---------空气中恒定力下的压力永久变形
8 装置
8.1 千分测试盘-------根据规范D3767,方法A1的用于测量试样厚度的千分测试盘
8.2 压力装置由施力弹簧,两个平行的压力片组成。压力装置由框架或螺纹螺栓固定。压力装置的装配方法应使其可移动,并在施力后能够保持压力片的平行。施加的力应符合8.2.1或8.2.2的规定。
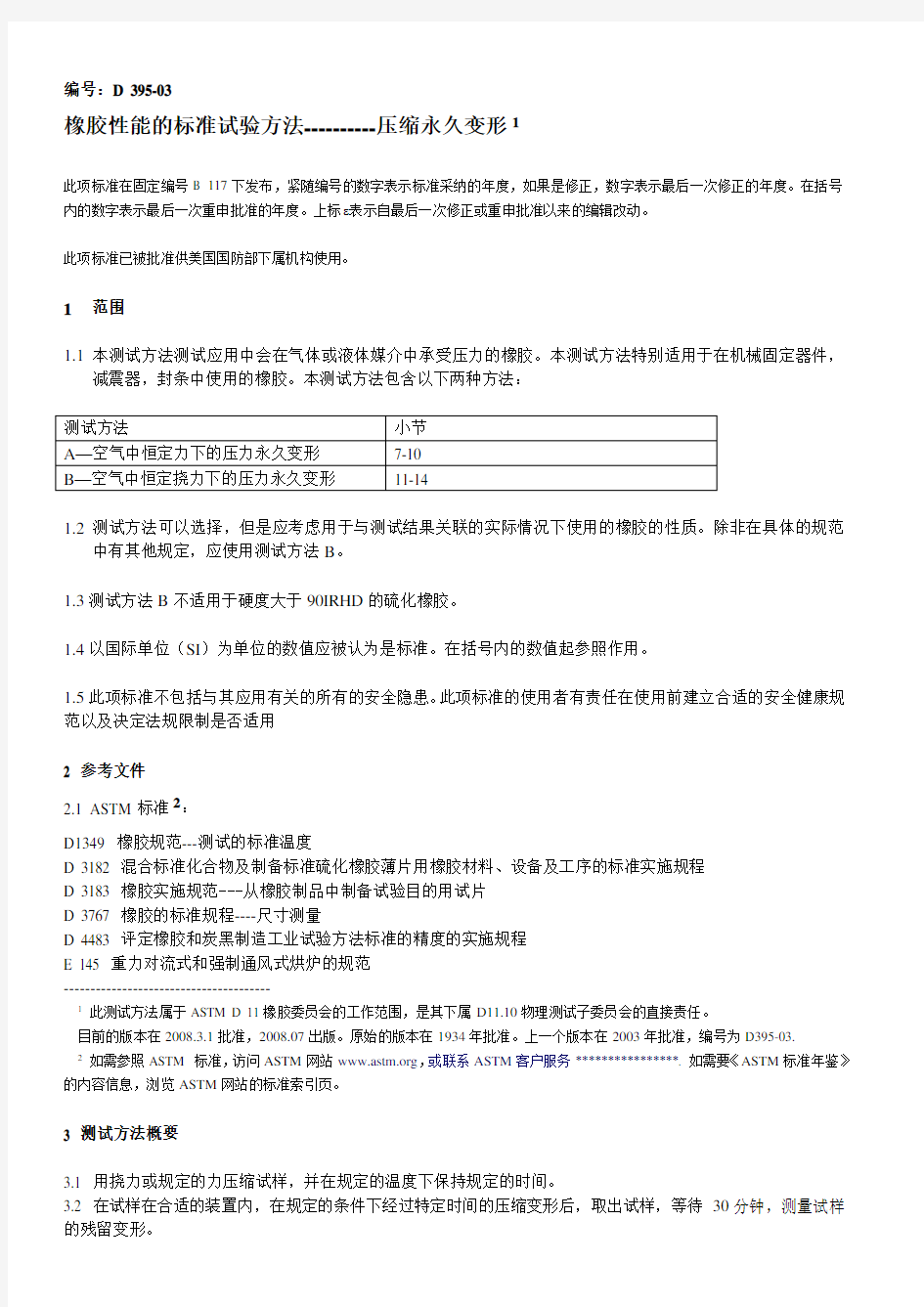
8.2已校施力弹簧------应使用螺丝钉装置向已校弹簧施力。弹簧应由经合适热处理的弹簧钢制成,弹簧应磨平,磨平面与弹簧长轴垂直。图1 是一个合适的压力装置。弹簧应符合以下要求:
8.2.1.1 弹簧应在室温23 ±5℃(73.4±9℉)下校正。连续施以递增的力[递增幅度不超过250N(50lbf)],测量相应的变形长度,取精度为0.2mm(0.01in.)。在 1.8kN(400lbf)的力下,力与变形距离的曲线的斜率应为70±3.5kN/m(400±20lbf/in.) 斜率用相应的变形长度除以1.8kN上下的两个力获得。
8.2.1.2 在弹簧被装入压力装置,在1.8kN(400lbf)的力下被压缩,在温度为70±2℃(158±3.6℉)的热空气炉中加热一周后,由于疲劳造成弹簧原始尺寸的变化不应超过3mm(0.01in.)。在常规的使用中,在一年的时长内,每周对尺寸的检查得出的尺寸变化不应超过上述值。
8.2.1.3 压紧弹簧(压至各线圈接触)所需的最小力应为2.4kN(530lbf).
图1 压力永久变形测试方法A使用的带有已校弹簧压力装置
8.2.2 外部力的施加------在试样装入装置后,应向压力片和弹簧施加必要的外部力。可以使用已校的压力器械或已知重量的重物。应使用螺栓,螺母或其他装置来防止在撤销外部力后弹簧原先的压紧也被释放。弹簧应含有与8.2.1中特征基本相同的特征,但不需校正。图2展示了一个合适的压力装置。
8.3 压力片--------用于压缩试样的压力片应由足够厚度的钢制成,从而在压力下不会弯曲。
8.3.1 试样接触的表面应有铬涂层,并在每次测试前彻底清洗然后擦干。
8.3.2 与试样接触的钢表面应先经最大为250μm(10μm)的粗糙度处理,然后镀上铬并磨光。
8.3.3 铬镀层和其后的磨光不应超出8.3.2中的公差范围影响最终表面处理。
注3-----有关压力片接触表面粗糙度的规格仅能在制造或翻新阶段测定,因为在常规使用中的测定非常困难。装置的合适程度由使用者决定。
8.4 热空气炉应符合规范E 145中IIB型实验室热空气炉的规格。
图压力永久变形测试方法A使用的外部施力压力装置
8.4.1规范E 145描述的IIB型热空气炉在70℃以下可以取得满意的结果。对于更高的温度,必须使用IIA型热空气炉。
8.4.2内部尺寸应如下,或具有相同体积:
热空气炉的内部尺寸
最小 300?300?300mm(12?12?12 in.)
最大 900?900?1200mm(36?36?48 in.)
8.4.3试样的摆放方式应使其不互相接触或接触老化容器壁
8.4.4老化容器的加热媒介内部空气应流动,气压为大气压。
8.4.5热量来源种类是可选择的,但热源应位于老化容器外,空气供应装置中。
8.4.6应使用合适的位于容器的上中部,靠近试样的测试装置来记录实际老化温度。
8.4.7应使用恒温控制装置自动控制温度。
8.4.8为了使老化容器各部分达到精确均匀的温度,应采取以下特殊预防措施:
8.4.8.1应通过机械搅动使热空气在热空气炉内充分流动。当使用马达驱动的风扇,空气必须不与马达的刷形放电接触,以防止臭氧生成。
8.4.8.2应使用折流板防止局部过热和死角。
8.4.8.3恒温控制装置应位于能够精确控制加热媒介温度的地方。最好的位置是8.4.6中的温度测试装置的附近。 8.4.8.4应使用位于热空气炉各个部分的最高读数温度计来核实加热的均匀程度。
9 程序
9.1 测量原始厚度------测量试样的原始厚度,取精度为0.02mm (0.001in.)。将试样放在千分刻度盘的砧铁上,使压脚测量试样中心的厚度。
9.2 压力的使用-------将试样装入装置,小心地将试样放在压力片的中间以防止倾斜。如使用已校弹簧装置(见图1),拧紧螺丝钉,直到刻度上读出的变形数据与校准曲线上对应于1.8kN(400lbf)的力弹簧变形相同。当使用外部施力装置时(见图2),用压力机械或重物对装置施力。在使用重物时,应逐渐添加放置突然的重压。螺栓和螺母的紧固程度应刚好保持试样和弹簧一开始的变形。在拧紧螺栓时,一定不能施加其他的力。
9.3 测试时间和温度---------根据可能的使用环境为压力永久变形测试选择温度和时长。在对比测试中,使用相同的温度和加热时间。建议选择规范D1349中的温度。建议的测试时长是22小时和70小时。当放入装置时,试样的温度应为室温。在组装完成后2小时内将装置放入热空气炉,在选定的测试温度下放置必要的时间。热空气炉中的空气应干燥。在测试结束后,从热空气炉取出装置,马上取出试样冷却。
9.4 冷却周期--------冷却时试样应摆放在导热能力低的表面上(如木头)30分钟,然后测量最终的厚度。在标准实验室温度23 ±2℃(73.4 ±3.6℉)下进行冷却。压力永久变形性能受湿度影响的试样应在相对湿度为50 ±5%的空气中冷却。
9.5 最终厚度测定------在休息期结束后,按照9.1在试样中心测试最终厚度。
10 计算
10.1 按以下公式计算表示为原始厚度百分比的压力永久变形。 [()/]100o o i A C t t t =-? (1)
A C =表示为原始厚度百分比的压力永久变形(方法A )
o t =原始厚度(见9.1)
i t =最终厚度(见9.5)
11 报告
11.1 报告以下信息:
11.1.1 试样的原始尺寸,包括原始厚度o t
11.1.2 试样上的实际压力,由弹簧的校正曲线和弹簧变形读数(见8.2.1)或外部力量大小决定。 11.1.3 从夹紧装置取出30分钟后的厚度i t 11.1.4 试样类型,测试时间和温度
11.1.5 表示为原始厚度百分比的压力永久变形 11.1.6 使用的测试方法(方法A ) 11.1.7 测试试样的数量
测试方法B----空气中恒定挠力下的压力永久变形
12 装置
12.1千分测试盘-------根据规范D3767,方法A1的用于测量试样厚度的千分测试盘
注4 对于硬度低于35IRHD 的硫化橡胶,压脚上的力应被降至0.2 ±0.05N (0.04 ±0.01lbf)
12.2 垫片-------用于维持方法B 需要的恒定挠力。
12.2.1 用于1型样品的垫片的厚度应为9.5±0.02mm (0.375±0.001in.) 12.2.2用于2型样品的垫片的厚度应为4.50±0.01mm (0.1770±0.0005in.)
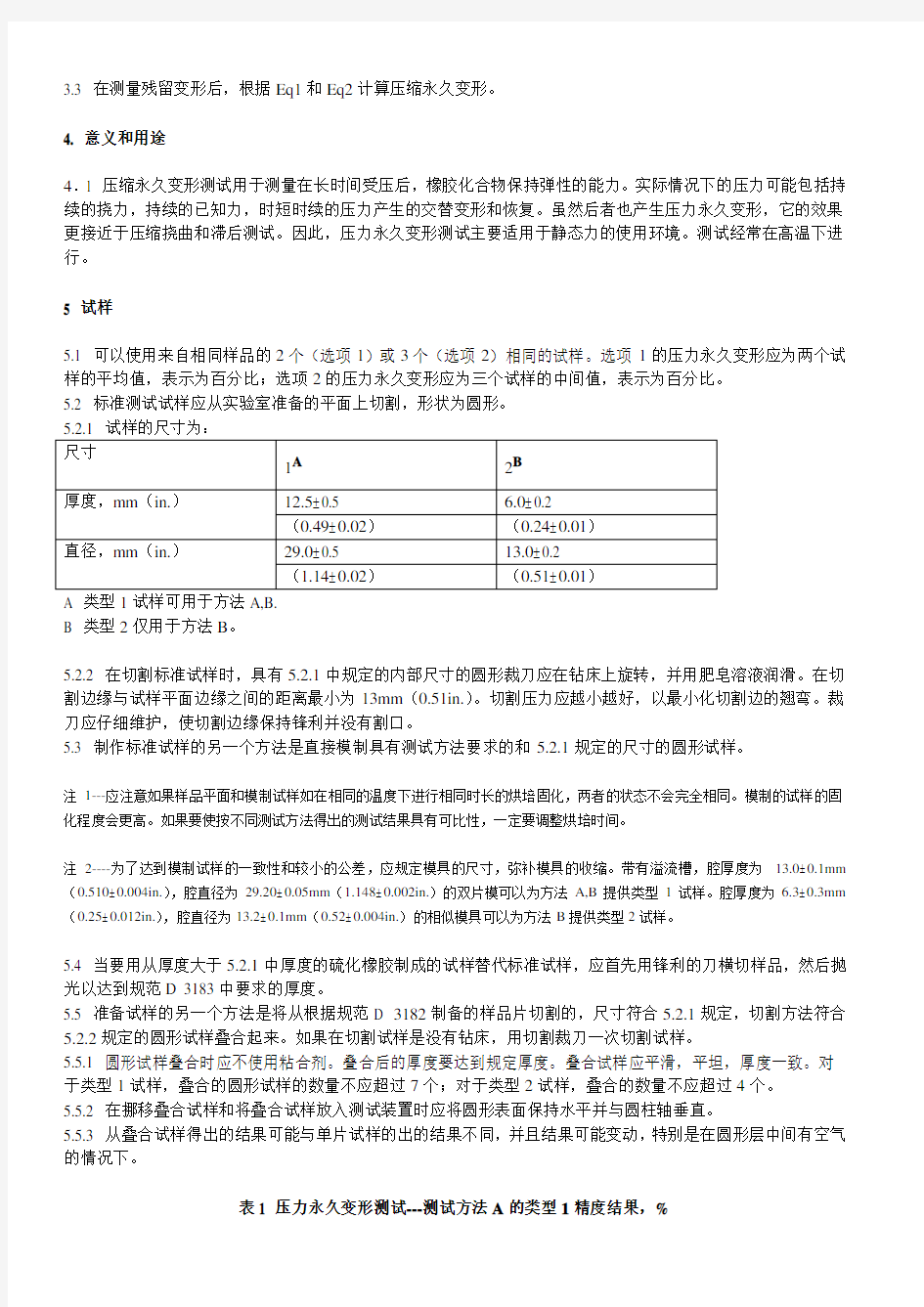
12.3 压力装置-------如图3所示,压力装置有两个或两个以上的压力片组成,试样在压力片平行的表面间被压缩。为了达到13.2中的压缩率,应在试样两侧放置钢垫片以控制试样在压缩时的厚度。与试样接触的钢表面应先经最大为250μm(10μm)的粗糙度处理,然后镀上铬并磨光。(见注3) 12.4 热空气炉,见8.4
图3恒定挠力下的压力永久变形测试方法B 的装置
12.5压力片--------用于压缩试样的压力片应由足够厚度的钢制成,从而在压力下不会弯曲。 12.5.1试样接触的表面应有铬涂层,并在每次测试前彻底清洗然后擦干。
12.5.2与试样接触的钢表面应先经最大为250μm(10μm)的粗糙度处理,然后镀上铬并磨光 12.5.3 8.3.3 铬镀层和其后的磨光不应超出8.3.2中的公差范围影响最终表面处理。
13 程序
13.1测量原始厚度------测量试样的原始厚度,取精度为0.02mm (0.001in.)。将试样放在千分刻度盘的砧铁上,使压脚测量试样中心的厚度。
13.2压力的使用--------将试样放入压力装置的压力片间,试样两边都应有垫片,垫片与试样间应有足够的距离来容纳压缩时试样的侧向延伸(见图3)当使用润滑剂时,应仅敷一层,并且润滑剂不应对橡胶有作用。对于大多数目的,可以使用硅胶或氟素矽胶。拧紧螺栓,使压力片平均地接近试样,直到接触试样。压缩率应约为25%。可以使用合适的机械或液压设备来加速测试设备的运作。
13.3测试时间和温度---------根据可能的使用环境为压力永久变形测试选择温度和时长。在对比测试中,使用相同的温度和加热时间。建议选择规范D1349中的温度。建议的测试时长是22小时和70小时。当放入装置时,试样的温度应为室温。在组装完成后2小时内将装置放入热空气炉,在选定的测试温度下放置必要的时间。热空气炉中的空气应干燥。在测试结束后,从热空气炉取出装置,马上取出试样冷却。
13.4冷却周期--------冷却时试样应摆放在导热能力低的表面上(如木头)30分钟,然后测量最终的厚度。根据9.4维持冷却周期的状况。
13.5最终厚度测定------在休息期结束后,按照13.1在试样中心测试最终厚度。
14 计算
14.1按以下公式计算表示为原始厚度百分比的压力永久变形。 [()/()]100o o n i B C t t t t =--? (2)
B C =表示为原始厚度百分比的压力永久变形(方法A )
o t =原始厚度(见13.1)
t=最终厚度(见13.5)
i
t=使用的垫片的厚度
n
15 报告
15.1 报告以下信息:
11.1.1 试样的原始尺寸,包括原始厚度o t
15.1.2 试样的压缩百分比
15.1.3 从夹紧装置取出30分钟后的厚度i t
15.1.4 试样类型,测试时间和温度
15.1.5 压力装置的表面是否被润滑;如被润滑,润滑剂的类型
15.1.6 表示为原始厚度百分比的压力永久变形
15.1.7 使用的测试方法(方法B)
15.1.8 测试试样的数量
16 关键词
16.1 压力永久变形,恒定挠力下的压力永久变形,恒定力下的压力永久变形,挠力,变形,弹性,滞后,恢复。
ASTM国际不确认任何与在此项标准中出现的物品相关的专利权的有效性。ASTM国际明确声明,对于此等专利权有效性的确定,以及侵犯此等权利的风险由标准使用者完全负责。
此项标准在任何时候都可以被负责的技术委员会修正,每五年重申一次。如果重申时没有修正,此项标准就被再认可或取消。欢迎您对修改此项标准或新增标准的建议。此类建议应投往ASTM国际总部。您的建议会由负责的技术委员会会议考虑,您可以参加。如果您觉得您的建议没有获得公平的对待,您应通知ASTM标准委员会.
此项标准的版权由位于100 Barr Harbor Drive, PO Box C700, West Conshohocken, PA 19428-2959, United States ASTM国际所有。您可以从以上地址获得此项标准的个人翻印(一份或多份),也可以联系610-832-9585(电话),610-832-9555(传真),service@https://www.doczj.com/doc/337803364.html,,(email)或ASTM网站(https://www.doczj.com/doc/337803364.html,).
硅橡胶的特性 硅橡胶 硅橡胶的性能主要源于线型聚硅氧烷的化学结构,即由于主链由Si-O-Si键组成,具有优异的热氧化稳定性,耐候性以及良好的电性能。当生胶侧链中引入少量苯基,可改善橡胶的耐低温性能;引入γ-三氟丙基,可提高耐油、耐溶剂性能。主链中引入亚芳基可提高耐用辐照及机械性能等。此外硅橡胶以白炭黑及金属氧化物等作填料,以有机硅化合物(硅氧烷或硅烷)作结构控制剂,并使用特定的改性添加剂,过氧化物硫化剂以及配合成型工艺等。因而,硅橡胶不仅具有一系列不同于有机橡胶的特性,而且硅橡胶之间的性能也可有相当差异。 1、耐热性 硅橡胶在空气中的耐热性比有机橡胶好得多,在150℃下其物理机械性能基本不变,可半永久性使用,在200℃下可使用1000h以上;380℃下可短时间使用.因而硅橡胶广泛用作高温场合中使用的橡胶部件。 2、耐候性 硅橡胶主链中无不饱和键,加之Si-O-Si键对氧、臭氧及紫外线等十分稳定,因而无需任何添加剂,即具有优良的耐候性.在臭氧中发生电晕放电时,有机橡胶很快老化,而对硅橡胶则影响不严重.长时间暴露在紫外线及风雨中,其物理机械性能变化不大,经户外曝晒试验数十年,未发现裂纹或降解发黏等老化现象。 3、电气特性 硅橡胶具有优良的电绝缘性能,其体积电阻高达1×(1014~1016)?.cm,抗爬电性10~30min(特殊品级可达3.5kv/6h),抗电弧性80~100s(特殊品级可达到420s);表面电阻为(1~10) ×1012?.cm;导电品级可达1×(10-3~107)?.cm;介电损耗角正切(tgδ)小于10-3,介电常数2.7~3.3(50Hz/25℃),介电强度18~36KV/mm,而且在很宽的温度及频率范围内变化不大.甚至浸入水中后,电性能也很少降低,十分适合用作电绝缘材料.硅橡胶对高压下的电晕放电及电弧具有优良的阻尼作用。 4、压缩永久变形 压缩永久变形性是硅橡胶在高、低温条件下作垫圈使用时的重要性能.二甲基硅橡胶的压缩永久变形性较差,在150℃下压缩22h 后形变值高达60%左右.但是甲基乙烯基硅橡胶,特别是使用烷基系列过氧化物硫化的制品,具有优良的压缩永久变形性,其形变值可在20%以下.二段硫化条件对压缩永久变形值也有很大的影响,亦即二段硫化温度愈高,压缩永久变形值愈低.为了改进硫化胶制品的压缩永久变形性,还可在胶料中添加氧化汞、氧化镉、氧化锌及醌类化合物等。 由于硅橡胶的压缩永久变形性能优异,因而适宜制作O形圈、密封垫片及胶辊等之用. 5、耐油、耐化学试剂性
编号:D 395-03 橡胶性能的标准试验方法----------压缩永久变形1 此项标准在固定编号B 117下发布,紧随编号的数字表示标准采纳的年度,如果是修正,数字表示最后一次修正的年度。在括号内的数字表示最后一次重申批准的年度。上标 表示自最后一次修正或重申批准以来的编辑改动。 此项标准已被批准供美国国防部下属机构使用。 1范围 1.1本测试方法测试应用中会在气体或液体媒介中承受压力的橡胶。本测试方法特别适用于在机械固定器件, 1.2测试方法可以选择,但是应考虑用于与测试结果关联的实际情况下使用的橡胶的性质。除非在具体的规范 中有其他规定,应使用测试方法B。 1.3测试方法B不适用于硬度大于90IRHD的硫化橡胶。 1.4以国际单位(SI)为单位的数值应被认为是标准。在括号内的数值起参照作用。 1.5此项标准不包括与其应用有关的所有的安全隐患。此项标准的使用者有责任在使用前建立合适的安全健康规范以及决定法规限制是否适用 2 参考文件 2.1 ASTM标准2: D1349 橡胶规范---测试的标准温度 D 3182 D 3183 D 3767 D 4483 E 145 --------------------------------------- 1此测试方法属于ASTM D 11橡胶委员会的工作范围,是其下属D11.10物理测试子委员会的直接责任。 目前的版本在2008.3.1批准,2008.07出版。原始的版本在1934年批准。上一个版本在2003年批准,编号为D395-03. 2如需参照ASTM 标准,访问ASTM网站,. 如需要《ASTM标准年鉴》的内容信息,浏览ASTM网站的标准索引页。 3 测试方法概要 3.1 用挠力或规定的力压缩试样,并在规定的温度下保持规定的时间。 3.2 在试样在合适的装置内,在规定的条件下经过特定时间的压缩变形后,取出试样,等待30分钟,测量试样的残留变形。 3.3 在测量残留变形后,根据Eq1和Eq2计算压缩永久变形。 4. 意义和用途 4.1 压缩永久变形测试用于测量在长时间受压后,橡胶化合物保持弹性的能力。实际情况下的压力可能包括持续的挠力,持续的已知力,时短时续的压力产生的交替变形和恢复。虽然后者也产生压力永久变形,它的效果更接近于压缩挠曲和滞后测试。因此,压力永久变形测试主要适用于静态力的使用环境。测试经常在高温下进行。 5 试样 5.1 可以使用来自相同样品的2个(选项1)或3个(选项2)相同的试样。选项1的压力永久变形应为两个试样的平均值,表示为百分比;选项2的压力永久变形应为三个试样的中间值,表示为百分比。 5.2 标准测试试样应从实验室准备的平面上切割,形状为圆形。
Designation:D395–02 Standard Test Methods for Rubber Property—Compression Set1 This standard is issued under the?xed designation D395;the number immediately following the designation indicates the year of original adoption or,in the case of revision,the year of last revision.A number in parentheses indicates the year of last reapproval.A superscript epsilon(e)indicates an editorial change since the last revision or reapproval. This standard has been approved for use by agencies of the Department of Defense. 1.Scope 1.1These test methods cover the testing of rubber intended for use in applications in which the rubber will be subjected to compressive stresses in air or liquid media.They are applicable particularly to the rubber used in machinery mountings,vibra-tion dampers,and seals.Two test methods are covered as follows: Test Method Section A—Compression Set Under Constant Force in Air7–10 B—Compression Set Under Constant De?ection in Air11–14 1.2The choice of test method is optional,but consideration should be given to the nature of the service for which correlation of test results may be sought.Unless otherwise stated in a detailed speci?cation,Test Method B shall be used. 1.3Test Method B is not suitable for vulcanizates harder than90IRHD. 1.4The values stated in SI units are to be regarded as the standard. 1.5This standard does not purport to address all of the safety concerns,if any,associated with its use.It is the responsibility of the user of this standard to establish appro-priate safety and health practices and determine the applica-bility of regulatory limitations prior to use. 2.Referenced Documents 2.1ASTM Standards: D1349Practice for Rubber—Standard Temperatures for Testing2 D3182Practice for Rubber—Materials,Equipment,and Procedures for Mixing Standard Compounds and Prepar-ing Standard Vulcanized Sheets2 D3183Practice for Rubber—Preparation of Pieces for Test Purposes from Products2 D3767Practice for Rubber—Measurement of Dimensions2 D4483Practice for Determining Precision for Test Meth-ods Standards in the Rubber and Carbon Black Industries2 E145Speci?cation for Gravity-Convection and Forced-Ventilation Ovens3 3.Summary of Test Methods 3.1A test specimen is compressed to either a de?ection or by a speci?ed force and maintained under this condition for a speci?ed time and at a speci?ed temperature. 3.2The residual deformation of a test specimen is measured 30min after removal from a suitable compression device in which the specimen had been subjected for a de?nite time to compressive deformation under speci?ed conditions. 3.3After the measurement of the residual deformation,the compression set,as speci?ed in the appropriate test method,is calculated according to Eq1and Eq2. 4.Signi?cance and Use 4.1Compression set tests are intended to measure the ability of rubber compounds to retain elastic properties after pro-longed action of compressive stresses.The actual stressing service may involve the maintenance of a de?nite de?ection, the constant application of a known force,or the rapidly repeated deformation and recovery resulting from intermittent compressive forces.Though the latter dynamic stressing,like the others,produces compression set,its effects as a whole are simulated more closely by compression?exing or hysteresis tests.Therefore,compression set tests are considered to be mainly applicable to service conditions involving static stresses.Tests are frequently conducted at elevated tempera-tures. 5.Test Specimens 5.1Specimens from each sample may be tested in duplicate (Option1)or triplicate(Option2).The compression set of the sample in Option1shall be the average of the two specimens expressed as a percentage.The compression set of the sample in Option2shall be the median(middle most value)of the three specimens expressed as a percentage. 5.2The standard test specimen shall be a cylindrical disk cut from a laboratory prepared slab. 5.2.1The dimensions of the standard specimens shall be: 1These test methods are under the jurisdiction of ASTM Committee D11on Rubber and are the direct responsibility of Subcommittee D11.10on Physical Testing. Current edition approved Dec.10,2002.Published January2003.Originally approved https://www.doczj.com/doc/337803364.html,st previous edition approved in2001as D395–01. 2Annual Book of ASTM Standards,V ol09.01.3Annual Book of ASTM Standards,V ol14.04. 1 Copyright?ASTM International,100Barr Harbor Drive,PO Box C700,West Conshohocken,PA19428-2959,United States.
硅橡胶(SiliconeRubber)是一种兼具无机和有机性质的高分子弹性 材料,其分子主链由硅原子和氧原子交替组成(—Si—O—Si—),侧链是与硅原子相连接的碳氢或取代碳氢有机基团,这种基团可以是甲基、不饱和乙烯基(摩尔分数一般不超过01005)或其它有机基团,这种低不饱和度的分子结构使硅橡胶具有优良的耐热老化性和耐候老化性,耐紫外线和臭氧侵蚀。分子链的柔韧性大,分子链之间的相互作用力弱,这些结构特征使硫化胶柔软而富有弹性,但物理性能较差。 硅橡胶发展于20世纪40年代,国外最早研究的品种是二甲基硅橡胶。1944年前后由美国DowCorning公司和GeneralElectric公司各自投入生产。我国在60年代初期研究成功并投入工业化生产。现在生产硅橡胶的国家除我国外,还有美国、英国、日本、前苏联和德国等,品种牌号有1000多种。 1 硅橡胶的分类和特性 1.1 分类 硅橡胶按其硫化机理不同可分为热硫化型、室温硫化型和加成反应型三大类。 1.2 特性 (1)耐高、低温性 在所有橡胶中,硅橡胶的工作温度范围最广阔(-100~350℃)。例如,经过适当配合的乙烯基硅橡胶或低苯基硅橡胶,经250℃数千小时或
300℃数百小时热空气老化后仍能保持弹性;低苯基硅橡胶硫化胶经350℃数十小时热空气老化后仍能保持弹性,它的玻璃化温度为-140℃,其硫化胶在-70~100℃的温度下仍具有弹性。硅橡胶用于火箭喷管内壁防热涂层时,能耐瞬时数千度的高温。硅橡胶在高温下连续使用寿命见表1。 (2)耐臭氧老化、耐氧老化、耐光老化和耐候老化性能 硅橡胶硫化胶在自由状态下置于室外曝晒数年后,性能无显著变化。硅橡胶与其它橡胶的耐臭氧老化性能比较见表2。 (3)电绝缘性能 硅橡胶硫化胶的电绝缘性能在受潮、频率变化或温度升高时变化较
硅橡胶的应用及发展前景 摘要:由于硅橡胶本身具有耐高低温、耐老化、透明度高、生理惰性、与人体组织和血液不粘连、生物适应性好、无毒、无味、不致癌等一系列优良的特性,所以硅橡胶在各个领域有着广泛的应用。本文简要介绍了硅橡胶的种类、不同制备方法的反应机理、最新的研究进展及其应用。 关键字:硅橡胶;应用;加成;缩合;氧化;分类 硅橡胶为一特种合成橡胶,它是由二甲基硅氧烷单体及其它有机硅单体,在酸或碱性催化剂作用下聚合成的一类线型高聚物(生胶),经过混炼、硫化,可以相互交联成为橡胶弹性 体,其基本结构链,表示通式: 硅橡胶的性能特点如下: (1)物理机械性能:硅橡胶在室温下物理机械性能比其他橡胶低,但在150℃高温以上其物理机械性能高于其他橡胶,一般硅橡胶除弹性较好以外,拉伸强度、伸长率、撕裂强度都很差。 (2)耐高低温性能:硅橡胶可在-100℃-250℃长期使用,若适当配合的乙烯基硅橡胶可在250℃下工作数千小时,300℃下工作数百小时。热空气老化后仍能保持橡胶特性,低苯基硅橡胶的玻璃化转变温度为-140℃,其硫化胶在-70℃-100℃下仍具有弹性,硅橡胶可耐数千度的瞬时高温。 (3)优异的耐臭氧老化、热氧老化、光老化和气候老化性能:硅橡胶硫化胶在自由状态下室外暴晒数千年后性能无显著变化。 (4)优良的电绝缘性能:硅橡胶硫化胶在受潮、遇水和温度升高时的电绝缘性能变化很小。 (5)特殊的表面性能:硅橡胶是疏水的,对许多材料不粘可起隔离作用。 (6)优异的生理惰性:硅橡胶无水、无毒,对人体无不良影响,具有良好的生物医学性能。 (7)良好的透气性:硅橡胶的透气率较普通橡胶大数十至数百倍,而且对不同气体的
硅橡胶分类 (1)通用型(一般强度型)采用乙烯基硅橡胶与补强剂等组成,硫化胶物理机械性能 属中等强度,拉伸强度为 4.9?6.9MPa (50?70kgf/cm 2),伸长率为 200?300%,是用量最多、通用性最大的一种类型的胶料。 ( 2)高强度型采用乙烯基硅橡胶或低苯基硅橡胶,以比表面积较高的气相白炭黑或经过改性处理的白炭黑作补强剂,并加入适宜的加工助剂和特殊添加剂等综合性配合改进措施,改进交联结构(产生“集中交联”) ,提高撕裂强度。这种胶料的拉伸强度为7.8?9.81MP(80?100kgf/cm2),扯断伸长率为500?1000%,撕裂强度为29.4? 49kN/m。 ( 3)耐高温型采用乙烯基硅橡胶或低苯基硅橡胶,补强剂的种类和耐热添加剂经适当选择,可制得耐300?350 E高温的硅橡胶。 (4)低温型主要采用低本基硅橡胶,脆性温度达-120 C,在-90 C时不丧失弹性。 (5)低压缩永久变形型主要采用乙烯基硅橡胶,以乙烯基专用的有机过氧化物作硫化剂;当压缩率为30%肘,在150C下压缩24?72小时后的压缩永久变形为7.0?15%(普通硅橡胶为 20? 30%)。 (6)电线、电缆型主要采用乙烯基硅橡胶,选用电绝缘性能良好的气相白炭黑为补强剂,具有良好的压出工艺性能。 ( 7)耐油耐溶剂型主要采用氨硅橡胶,一般分为通用型和高强度型两大类。 (8)阻燃型采用乙烯基硅橡胶,添加含卤或铂化合物作阻燃剂组成的胶料,具有良好的抗燃性。 ( 9)导电性硅橡胶采用乙烯基硅橡胶,以乙炔炭黑或金属粉末作填料,选择 2 高温硫化或加成型硫化方法,可得到体积电阻系数为 2.0?10 Q ? cm的硅橡胶。 (10)热收缩型乙烯基硅橡胶中加入具有一定熔融温度或软化温度的热塑性材料,硅橡胶胶料的热收缩率可达 35?50%。 (11)不用二段硫化型采用乙烯基含量较高的乙烯基硅橡胶,通过控制生胶 和配合剂的PH值,加入特殊添加剂等制得。据Dow Corning公司资料,胶料可分为高
影响硫化橡胶压缩永久变形的因素 字体大小:大| 中| 小2006-09-25 16:15 - 阅读:4193 - 评论:15 压缩永久变形是橡胶制品的重要性能指标之一。硫化橡胶压缩永久变形的大小,涉及到硫化橡胶的弹性与恢复。有些人往往简单地认为橡胶的弹性好,其恢复就快,永久变形就小。这种理解是不够的,弹性与恢复是相互关联的两种性质。但有时候,橡胶的本质没有发生根本的变化,永久变形的大小主要是受橡胶恢复能力的变化所支配。影响恢复能力的因素有分子之问的作用力(粘性)、网络结构的变化或破坏、分子问的位移等。当橡胶的变形是由于分子链的伸张引起的,它的恢复(或永久变形的大小)主要由橡胶的弹性所决定:如果橡胶的变形还伴有网络的破坏和分子链的栩对流动,这部分可以说是不可恢复的,它是与弹性无关的。所以,凡是影响橡胶弹性与恢复的因素,都是影响硫化橡胶压缩永久变形的因素。 有几个概念,如弹性、打击弹性(回弹性)、弹性与模量、压缩永久变形、扯断永久变形等,它们之问的关系,不易表述清楚现把我个人的理解提出与大家讨论。 弹性——橡胶的弹性应是珲论上的一个概念,它表示橡胶分子链段和侧基内旋转的难易程度,或是橡胶分子链柔顺及分子问作用力的大小。对于硫化橡胶,其弹性还与交联网络密度及规整性有关。 弹性与扯断永久变形——我们常说天然橡胶的弹性很好,但它的扯断永久变形往往是很大的,这主要是天然橡胶仲长率很大,仲长过程中造成网络的破坏及分子链的位移很大,断裂后的恢复历程长和不可恢复的部分增加。如果以定仲长的永久变形作比较,天然橡胶的永久变形就不一定很大了。 打击弹性或回弹性是在定负荷(或定能量)条件下测定的,其弹性的大小与硫化胶的交联程度或
三元乙丙橡胶力学及压缩永久变形性能研究三元乙丙橡胶力学及压缩永久变形性能研究三元乙丙橡胶力学及压缩永久变 形性能研究 首先,本文对EPDM常用硫化体系进行对比考察,并对过氧化物硫化体系中助交 联剂的单用及并用、常用防老剂的单用及并用对EPDM硫化特性、力学性能、耐老化性能及耐压缩永久变形性能的影响进行系统研究,以探索助交联剂的交联反应对DCP主交联作用的影响及防老剂的合理选用。研究表明:1)、有效硫化体系及复合 硫化体系力学性能较好,但耐老化及压缩永久性能差,DCP硫化体系综合性能较好。 2)、PDM、TAIC和S,可增大硫化胶的硫化速度和交联密度,并改善耐老化性能,且TAIC可改善加工性能;PDM、TAIC及适量S分别与DCP并用,可较好改善硫化胶压缩永久变形。3)、采用单一防老剂,MB的综合性能及抗老化效果最好,硫化胶压缩永 久变形最小;采用两种防老剂同份量并用,MB与NBC并用抗老化效果最好,而RD与MB并用压缩永久变形性能最好;MB与NBC不同份量并用时,其份量比为1/1时硫化胶综合性能较好,而份量比为0.5/ 1.5时压缩永久变形最小。其次,本文分别从硫化温度、硫化时间、硫化工艺考察对EPDM硫化特性、力学性能、耐老化性能及耐压缩永久变形性能的影响。研究表明:随硫化温度增大,填料间相互作用、交联密度减小,T10和T90明显缩短,压缩永久变形增大。合理选择硫化温度和硫化时间,可使得硫化胶具有较好的综合性能,采用二段硫化能提高硫化胶的力学性能,二段硫化时间为2h时综合性能较佳。随硫化时间和二段硫化时间增大,其压缩永久变形降低。再次,本文研究了炭黑(N23 4、N330、N550及N774)、蒙脱土(DK2-OMMT、DK3-OMMT)、纳米重晶石(BaSO_4)及和纳米凹凸棒(AT)对EPDM的硫化特性、力学性能、耐老化性能及压缩永久变形性能的影响,并从粒径、结构性、微观形貌等因素考察,从而为配方筛选、新型填料
L硅橡胶制品制造常识 什么是样品模? 所有的硅胶产品在制作前都必须先做模具,通过模具才能开发出新产品。 现在来介绍我们的模具。 样品模又名手板模。当客户确认与我们合作要我们打样品时,们首先需要客户提供样板或2D图或3D图。如果客户提供的是样板,我们将根据样板去抄数后得到3D图。如果客户提供的是3D图,那就更方便了,我们模房师傅就会根据客户提供的3D图来编程开模。通常是先开样模打样让客户确认,当客户确认没问题后再开大模进行产。 样品模一般开1穴到2穴,当样品要得多时,我们的样品模也会开4穴。样品模起到一个确认初样的作用,它将图档变成实物。因为硅胶有弹性,所以生产出来的产品实物不一定和图纸上的完全吻合,这时候我们只有先开个样品模,打了样品出来让客人来确认。如果样品模有问题,此时修改模具也比较简单,修改时间短,效率高。每次开模,修模都必须通过打样来确认产品,也就是确认模具。当产品开发出来都符合客人的要求了,此时这个模具也就被确认了。 样品模的原材料
我们公司的样品模都是用钢材做的。根据产品的大小来决定模板的大小。通常采用长*宽*高为300mm*300mm*30mm的模板。 样品模的制作时间 样品模的制作时间长短是由产品的结构复杂程度决定的。通常比较简单的产品一般从编程到加工完成大概就2-3天的时间;复杂的大概就5-7天。产品结构越复杂,开模的时间越长。 开样品模的好处 首先样品模开的穴数少,模板的使用少,加工时间短,这样成本就比较小,效率就高。其次,开样品模还能带来其他一些好处,如即使产品结构第一次没有被确认,修改模具也比较方便,修改后可以马上就打样确认,这样就缩短了时间。第三,因为成本低,所以先开样品模具可以降低风险。如果直接开大模,第一次又不能确认样品,用修改后的模具生产产品时就会带来很多品质方面的问题,这种情况下模具只会越修越坏,越修越不利于生产。所以开个样品模就能达到首先确认产品的目的,确认没问题了,就一次性开好大模,这样生产出来的产品就很少有品质问题。 你想了解更多硅胶的相关知识吗?你想少花钱买高品质的硅胶产品吗? 模具制作前的重要步骤--模具选材
第10期聂勇.低压缩永久变形NR/BR减震支座胶料的研制607低压缩永久变形NR/BR减震支座胶料的研制 聂勇 (广州世达密封实业有限公司,广东广州510425) 摘要:通过研究NR/BR并用比、炭黑品种和用量以及硫化体系对NR/BR并用胶压缩永久变形的影响,得到一种压缩永久变形(100℃×70h,压缩率25%)小于20%的NR/BR减震支座胶料的优化配方.试验结果表明,随着BR 用量增大,NR/BR并用胶压缩永久变形先减小后增大;使用炭黑N774和N550以及过氧化物硫化体系能有效降低 NR/BR并用胶压缩永久变形.优化配方为,NR/BR70/30,炭黑N77460,氧化锌5,硬脂酸1,环烷油12,硫 化剂DCP3,助硫化剂HVA一22. 关键词:减震支座;NR;BR;压缩永久变形 中圈分类号:TQ332.5,TQ333.2,TQ336.4+2文献标识码:B文章编号:1000—890X(2008)10—0607—03 对汽车发动机减震支座来说,减震性能比低频阻尼性能更重要。汽车发动机减震支座用橡胶材料必须具有较低的动态刚度,在ASTMD2000规定的AA级材料中,要求在100℃×70h、压缩率25%的试验条件下,样品的压缩永久变形小于20%。根据规定要求,选择具有良好动态性能的NR作为主体材料。由于NR的耐热性能较差,且成本较高,因此选择损耗因子与NR同为0.15的BR作为并用主体材料。 本工作研究NR/BR并用比、炭黑品种和用量以及硫化体系对NR/BR并用胶压缩永久变形的影响,以期获得一种低压缩永久变形NR/BR减震支座胶料的优化配方。 l实验 1.1主要原材料 NR,牌号SCR5,海南天然橡胶产业集团股份有限公司产品;BR,牌号9000,中国石化北京燕山石油化工股份有限公司合成橡胶厂产品;炭黑N330,上海卡博特化工有限公司产品;炭黑N550,苏州宝化炭黑有限公司产品;炭黑N774,北海炭黑厂产品;硫化剂DCP,中国石化上海高桥石油化工公司产品;防老剂4010NA,促进剂CZ、DM、TMTD、DTDM和助硫化剂HVA一2,浙 作者简介i聂勇(1971一),男。云南个旧人,广州世达密封实业有限公司工程师,主要从事橡胶配方设计与工艺管理工作.江黄岩东海化工有限公司产品。 1.2基本配方 NR/BR100,氧化锌5,硬脂酸1,防老剂4010NA1,环烷油12,活性剂6,炭黑 变品种、变量,硫化体系变品种、变量。 1.3主要设备与仪器 XK一160型开炼机,广东湛江机械厂产品;50t电热平板硫化机,青岛化工机械厂产品;LH-90型硫化仪、401A型老化试验箱,上海化工机械四厂产品;XL-100A型拉力试验机,广州试验机械厂产品;压缩永久变形试验装置,自制。 1.4试样制备 将NR生胶在开炼机上塑炼,薄通10次,待其包辊后加入BR进行合炼,然后依次加入氧化锌、硬脂酸、炭黑和软化剂,最后加入促进剂和硫化剂,混炼均匀后薄通打三角包3次后出片。混炼胶室温停放24h后在平板硫化机上硫化,硫化条件为160℃/10MPa×t90。 1.5性能测试 胶料的压缩永久变形按ASTMD395B进行测试,测试条件为100℃×70h、压缩率25%,试样规格为qb29mm×12.5mm。 2结果与讨论 2.1BR用量 表1示出了BR用量对NR/BR并用胶物理性 万方数据
影响硫化橡胶压缩永久变形的因素 压缩永久变形是橡胶制品的重要性能指标之一。硫化橡胶压缩永久变形的大小,涉及到硫化橡胶的弹性与恢复。有些人往往简单地认为橡胶的弹性好,其恢复就快,永久变形就小。这种理解是不够的,弹性与恢复是相互关联的两种性质。但有时候,橡胶的本质没有发生根本的变化,永久变形的大小主要是受橡胶恢复能力的变化所支配。影响恢复能力的因素有分子之问的作用力(粘性)、网络结构的变化或破坏、分子问的位移等。当橡胶的变形是由于分子链的伸张引起的,它的恢复(或永久变形的大小)主要由橡胶的弹性所决定:如果橡胶的变形还伴有网络的破坏和分子链的栩对流动,这部分可以说是不可恢复的,它是与弹性无关的。所以,凡是影响橡胶弹性与恢复的因素,都是影响硫化橡胶压缩永久变形的因素。 有几个概念,如弹性、打击弹性(回弹性)、弹性与模量、压缩永久变形、扯断永久变形等,它们之问的关系,不易表述清楚现把我个人的理解提出与大家讨论。 弹性——橡胶的弹性应是珲论上的一个概念,它表示橡胶分子链段和侧基内旋转的难易程度,或是橡胶分子链柔顺及分子问作用力的大小。对于硫化橡胶,其弹性还与交联网络密度及规整性有关。 弹性与扯断永久变形——我们常说天然橡胶的弹性很好,但它的扯断永久变形往往是很大的,这主要是天然橡胶仲长率很大,仲长过程中造成网络的破坏及分子链的位移很大,断裂后的恢复历程长和不可恢复的部分增加。如果以定仲长的永久变形作比较,天然橡胶的永久变形就不一定很大了。 打击弹性或回弹性是在定负荷(或定能量)条件下测定的,其弹性的大小与硫化胶的交联程度或模量有直接的关系,表述的是橡胶弹性和粘性(或吸收)的综合。 压缩永久变形是在定变形条件下测定的,其值的大小与橡胶的弹性及恢复能力有关。下面谈谈有关橡胶弹性与恢复的个人认识 一、橡胶的弹性 1.橡胶的种类 弹性取决于橡胶分子链的内旋转难易,分子问作用力的大小。如天然胶、顺丁胶、丁基胶、硅橡胶等被认为足弹性好的橡胶。 2.分子量的大小 影响分子链的卷曲程度、无用未端的数量。分子量大,弹性较好。 3.共聚橡胶的化学组成及结构 丁苯胶、丁腈胶中随苯乙烯和丙烯腈含量的增加弹性变差。乙丙橡胶中,丙烯的含量为4O~5O%时弹性最好,这时形成的共聚物是无规共聚物,如果乙烯含量超过7O%,形成较长的乙烯嵌段,长乙烯嵌段易形成结品而使乙丙胶失去弹性。 二、补强填充剂对硫化胶弹性的影响 非炭黑补强填充剂会损害橡胶的弹性,增大压缩永久变形。这与在应力作用下,橡胶分子在非活性填充剂表面滑动,除去应力以后,又阻碍分子键的恢复有关。偶联荆的应用可以大大地改善非补强填充剂对硫化胶弹性的影响(改善填充荆的分敝性和表面活性)大多文献资料中都说,随着炭黑粒径的增大,硫化胶的弹性增强,但往往忽略了填充量对硫化橡胶弹性的影响。实际上各种橡胶产品都有一定的硬度和强度要求,如单一地使用低补强性炭黑时,用量需要增大,这样同样会损害橡胶的弹性和恢复。在一定变形量的硫化橡胶中,填充的橡胶分子链的变形量要比实际变形量大,扩大的数值与填充量成比例。变形量的增大同样会影响橡胶分子链的位移位置和恢复,增大永久变形。采用适当地补强剂并用和适当地混合工艺,使混炼胶获得理想的结构形态,可以得到高弹性的硫化橡胶。
创作编号: GB8878185555334563BT9125XW 创作者:凤呜大王* 橡胶制品压缩永久变形测试 1.定义和方法 橡胶压缩永久变形,是指压缩橡胶试样在完全去掉引起其压缩形变的力之后所剩余的变形。其用于判定橡胶材料的交织密度,受力状况下的物性。试验方法通常有三种: 1)方法A:在恒定压力作用下,空气中作压缩试验 2)方法B:在空气中恒定形变压缩试验 3)方法C:在空气(气体)或液体中,恒定形变压缩试验 在方法的选择中一般选用B,但是方法B、C不适合于IRHD>90℃的硬度胶料中。以上三种方法可以做常温、高温、低温或溶液中的形变测试。 2.简单的测试步骤如下: 1)按照要求制作压缩永久变形的试块或直接用产品或部分产品(如O-ring,Washer,Disc等); 2)用夹具将试块固定并压缩到一定的压缩量(压缩率),在一定试验条件(通常是一定温度和时间,有时会浸泡在溶液中测试)后取出; 3)在2的操作过程中记录相应数据,同时记录取出的产品在室温下放置30分钟后的数值(有些客户要求不松开夹具放置30分钟,后松开30分钟后测量); 4)按照压缩永久变形的公式计算在要求温度时间和变形量的前提下的压缩永久变形。 3.压缩永久变形CS的计算方法: CS=(h0-h2)/(h0-h1) h0:压缩前试样的高度,mm h1:限制器的高度,mm h2:试样恢复后的高度,mm 4.结果判定: 在压缩永久变形中,对于所测的每一个样品,都要在标准内,否则视为不合格。在每一个数据都在标准内时,一般测三个样品的试验,最后数值以平均值记录,如果五个样品,一般去掉最大和最小的数值,其余求平均值一般测试需要4-5样品。
标准试验方法——橡胶低温下永久变形性能试验 1. 范围 这个试验方法包括了硫化橡胶性能的评估。在室温下压缩橡胶,然后在低温下(空气或者二氧化碳)放置,在低温下将其从压接装置中取出,观察其形变回复情况。 1.2 用国际单位制来记录的值即标准值,而括号中的数据只是作为参考使用。 1.3 这个标准没有任何安全隐患。此测试方法的使用者应注意安全。 2.参考文件 2.1 ASTM标准: D375 橡胶性能试验方法——压缩永久变形 D832 橡胶性能测试方法——低温测试 D3767 橡胶实务——尺寸测量 D4483 橡胶和炭黑工业试验方法标准之测试精确度的决定 3. 试验方法概述 3.1 在室温下,试样将被压缩至它原厚度的25%,然后在设定的低温下放置一段特定时间。 3.2 仍在试验温度下,将此试样恢复(解压) 3.3 将试样从压缩仪器中取出后,在10秒和30分钟两个时间点测量其剩余压缩量。 3.4 根据9.1中的公式计算压缩永久形变。 4. 重要性和应用 橡胶产品可能会被暴露在各种极端温度下,例如是飞行器用的液压密封件制品,潜艇舱密封垫制品,液压制动器皮碗圈。此测试方法可以给出一个极限范围,一个在持续暴露在低温下的压缩力得到释放时,常温下的压缩恢复程度会受到抑制的极限范围; 5. 压缩永久形变 对于这个试验来说,硫化橡胶的永久形变就是指试样厚度减少的百分比,是不可恢复的。而常见的高温下的形变,在将试样放置常温环境中会恢复其原有厚度。 6. 仪器 6.1 压缩永久形变夹具,配有合适的钢制间隔条,见D395中B方法。 6.2 测微仪,见D3767 6.3 低温试验箱,用干冰,液态二氧化碳,液氮,或者适宜物理冷冻的从顶上打开的,温度可以控制在61°C (1.8°F)之内(见D832)。试验箱应该配备一把老虎钳,'C'形螺丝钳或者其他可以固定住夹具的工具。 7. 试样
橡胶制品压缩永久变形测试 1.定义和方法 橡胶压缩永久变形,是指压缩橡胶试样在完全去掉引起其压缩形变的力之后所剩余的变形。其用于判定橡胶材料的交织密度,受力状况下的物性。试验方法通常有三种: 1)方法A:在恒定压力作用下,空气中作压缩试验 2)方法B:在空气中恒定形变压缩试验 3)方法C:在空气(气体)或液体中,恒定形变压缩试验 在方法的选择中一般选用B,但是方法B、C不适合于IRHD>90℃的硬度胶料中。以上三种方法可以做常温、高温、低温或溶液中的形变测试。 2.简单的测试步骤如下: 1)按照要求制作压缩永久变形的试块或直接用产品或部分产品(如O-ring,Washer,Disc等); 2)用夹具将试块固定并压缩到一定的压缩量(压缩率),在一定试验条件(通常是一定温度和时间,有时会浸泡在溶液中测试)后取出; 3)在2的操作过程中记录相应数据,同时记录取出的产品在室温下放置30分钟后的数值(有些客户要求不松开夹具放置30分钟,后松开30分钟后测量); 4)按照压缩永久变形的公式计算在要求温度时间和变形量的前提下的压缩永久变形。3. 压缩永久变形CS的计算方法: CS=(h0-h2)/(h0-h1) h0:压缩前试样的高度,mm h1:限制器的高度,mm h2:试样恢复后的高度,mm 4.结果判定: 在压缩永久变形中,对于所测的每一个样品,都要在标准内,否则视为不合格。在每一个数据都在标准内时,一般测三个样品的试验,最后数值以平均值记录,如果五个样品,一般去掉最大和最小的数值,其余求平均值一般测试需要4-5样品。 5. 压缩永久变形的影响因素: 1)橡胶配方,此决定压缩永久变形好坏的最大关键;如过氧化物硫化的EPDM压缩永久变形比硫磺硫化的小非常多,而且可以通过更高温度的测试; 2)加硫程度,取决于橡胶成型三大因素-温度,时间,压力。正常的橡胶随加硫程度的增加而压缩永久变形变小,到最低值后就开始变大,这时意味着橡胶产品开始过硫化了;特别需要说明的是硫磺硫化的NBR,EPDM等,一次加硫和二次加硫均对此影响非常大(尤其是温度);而过氧化物硫化的NBR,EPDM,一次成型的温度尤其重要,建议在180摄氏度以上,如果一次加硫不足,二次加硫的补足有限;
甲基乙烯基硅橡胶混炼胶压缩永久变形性能的改善 甲基乙烯基硅橡胶是以硅-氧键为主链的有机硅化合物,侧基由甲基、乙烯基取代基构成。它的分子主链是由硅原子和氧原子交替组成(-si-o-si-)的硅氧键,其键能达 370kJ/mol,比一般橡胶的碳碳结合键能(240kJ/mol)要大很多,因此其结构决定了硅橡胶有具有很好热稳定性及绝缘、耐天候老化性。这是硅橡胶广泛地应用在电力、电气、 汽车、机械及其他行业中。 目前国内大多数橡胶加工企业都使用预混炼胶来制作橡胶制品,这种生产方式改进了传统的开炼机混炼工艺,降低了劳动强度,提高了劳动效率,同时避免了因白炭 黑飞扬而造成的环境污染,但硅橡胶混炼胶的压缩永久变形性能较差,在密封制品领域内很难大规模应用,为了拓宽混炼胶的使用范围,需改善其力学性能,尤其是压缩永 久变形性能,我们对此进行了一些技术改进。 1 实验部分 1.1 原材料 硅橡胶预混胶,南京产;甲基乙烯基硅橡胶110-2,吉化公司合成橡胶厂;氧化铁130,市售;硫化剂DCP,双-2,5,市售;常用助剂,市售。 1.2 主要设备及仪器 XK-160型双辊筒开炼机,广东湛江机械厂;50t平板硫化机,湖州橡胶机械厂生产;ZMGL250拉力实验机,江都明珠试验机厂生产;401A型老化实验箱,大连干燥箱厂生产。 1.3 试样制备 胶料在开炼机上进行混炼,基本工艺:硅橡胶混炼胶→硅橡胶110-2→氧化铁→硫化剂→耐热添加剂,混炼均匀,薄通后下片,停放至少24h后硫化试样。 胶料在平板硫化机上硫化。试片硫化条件:160℃×10min,压力10-12MPa;试样(Φ10×10)硫化条件:160℃×15min,压力10-12MPa。 二段硫化在老化试验箱中进行。常温→150℃×1h→(1h)→200℃×4h,鼓风。 1.4 性能测试 按GB/T 528-1998,GB/T 531-1999测量硫化硅橡胶试样的物理机械性能;按GB/T 7759-1987测量试样的压缩永久变形性能;按GB/T3512-2001测量其热空气老化性能;抗撕裂性能按GB/T 529-1999测试,采用直角型试样。 2 结果与讨论 2.1 不同硫化剂的影响
名称:D 395 - 01 橡胶性能的标准测试方法—压缩永久变形 此项标准在固定编号D395下发行,紧随编号的数字表示采纳的年度,如果是修正,数字表示最后一次修正年度,在括号内数字表示最后一次重申批准的年度,上标E表示自最后一次修正或重申批准以来的编辑改动 此项标准已被批准供美国国防部下属机构使用 1. 范围 1.1本测试方法测试使用中会在气体或液体媒介中承受压力的橡胶.本测试方法特别适用于在机械固定器件,减震器,封条中使用的橡胶.本测试方法包括以下两种方法 规范中有其他规定,应使用测试方法B 1.3测试方法B不适用于硬度大于90IRHD的硫化橡胶 1.4以国际单位(SI)为单位的数值应被认为是标准 1.5此项标准不包括与其应用有关的所有的安全隐患,此项标准的使用者有责任在使用前建立合适的安全健康规范以及法定法规限制是否适用 2. 参考文件 2.1ASTM标准: D 1349 橡胶规范—测试的标准温度 D 3182 混合标准化合物和制备标准硫化橡胶薄片用橡胶材料,设备及工序的标准实施规程 D 3183 橡胶实施规范—用橡胶制品制备测试样片 D 3767 橡胶的标准规程—尺寸测量 D 4483 评定橡胶和炭黑制造工业试验方法标准精度的实施规程 E 145 重力对流式和强制通风式烘箱的规范 --------------------------------------- 此测试方法属于ASTM D11橡胶委员会的工作范围,是其下属D11 .10物理测试委员会的直接责任 目前的版本在2001.5.10批准 2001.7出版,原始出版是D395-34,最后编辑版本是D395-34 ASTM标准年度书刊 Vol 09.01 3. 试验方法概要 3.1在挠力或规定的力下压缩试样,并在规定的温度下保持规定的时间 3.2试样在合适的装置内,在规定的条件下 经过特定时间的压缩变形后,取出试样,等30分钟,测量试样的残余变形 3.3测量残余变形之后,根据Eq1和Eq2计算压缩永久变形