
轴类UT探伤工艺卡
试件名称:轴材料类型:锻件检测技术:纵波垂直入射法检测时机:圆钢抽检+精车后100%UT 检测灵敏度:¢2
检测标准:QW/GSZA/ZQ2-2009(锻件部分) 探头规格:P2.5 ¢20
耦合剂:机油最大扫查速度:≦150mm/s 探头覆盖率:≧15%轴分类:B类,销轴,从动车轮轴等承载剪切应力轴类。
D类,传动轴,输出轴,输入轴,联轴器,主动车轮
轴等承载弯扭应力轴类。
分区:B类自外圆起向内1/3R(半径)的区域为Ⅰ区,其余为Ⅱ区。
D类自外圆起向内到1/2R(半径)之区域为Ⅰ区,其余
为Ⅱ区。
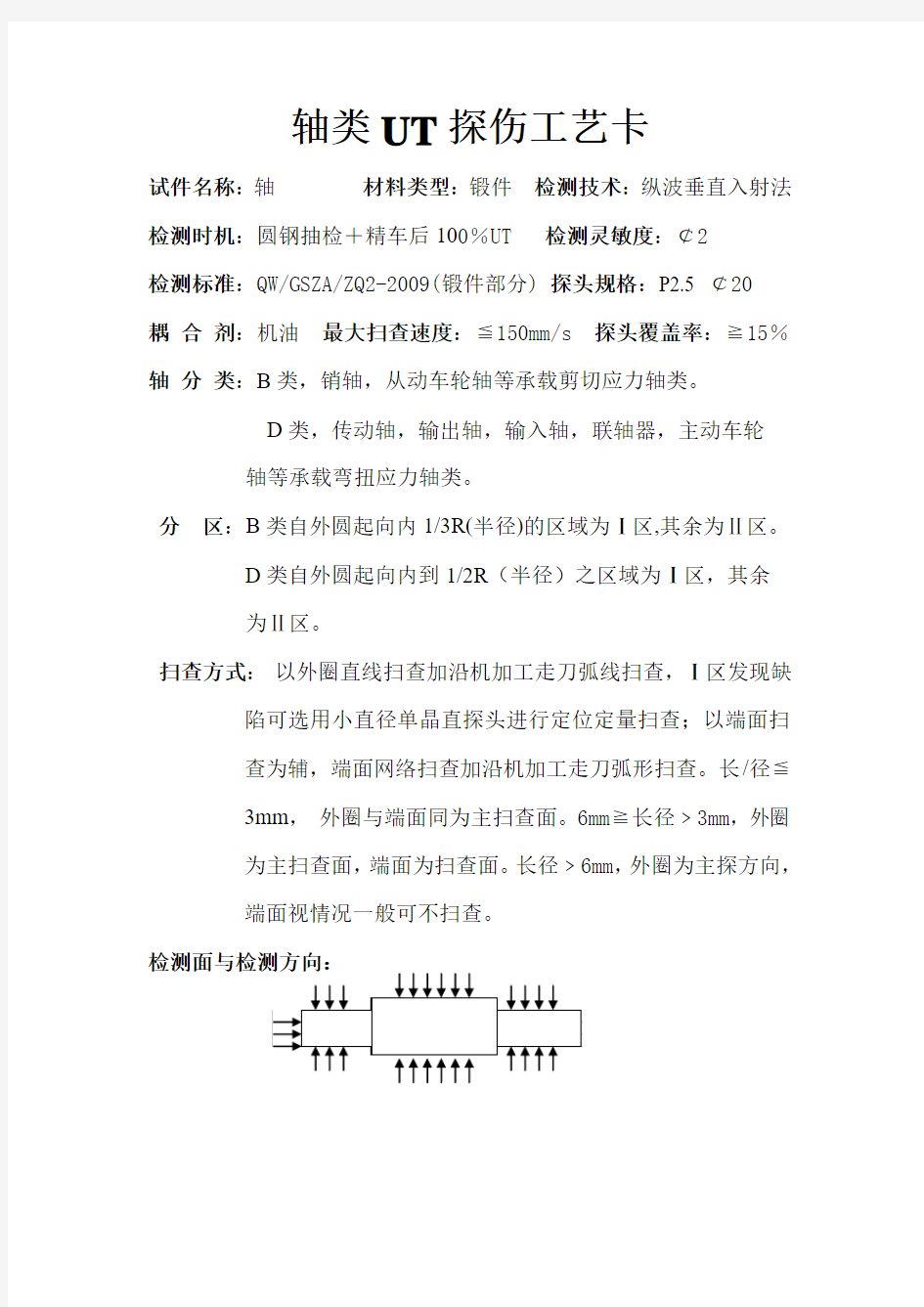
扫查方式:以外圈直线扫查加沿机加工走刀弧线扫查,Ⅰ区发现缺陷可选用小直径单晶直探头进行定位定量扫查;以端面扫
查为辅,端面网络扫查加沿机加工走刀弧形扫查。长/径≦
3mm,外圈与端面同为主扫查面。6mm≧长径﹥3mm,外圈
为主扫查面,端面为扫查面。长径﹥6mm,外圈为主探方向,
端面视情况一般可不扫查。
标记与记录:Ⅰ区发现可记录缺陷必须定量定位精确标记,以便后道工序清除或避让。
(1)单个缺陷记录:
(a)记录Ⅰ区当量直径超过¢1mm,单个缺陷的波幅和位置
(b)记录Ⅰ区当量直径超过¢2mm,单个缺陷的波幅和位置
(2)记录密集缺陷中最大当量缺陷的位置和缺陷分布,密集区面积以50mm×50mm的方块作为最小量度单位,其边界由6db法决定。
(a)记录Ⅰ区当量0.8mm﹤¢≦1mm的密集缺陷
(b)记录Ⅱ区当量1mm﹤¢≦2mm的密集缺陷。
(3)底波降低量记录。
验收要求:
B类:Ⅰ区结果符合下列所有条件者为合格
(1)单个缺陷当量≦4mm;
(2)密集缺陷当量≦1mm
(3)密集缺陷面积≦4%
Ⅱ区符合下列所有条件者为合格
(1)密集缺陷面积≦4%
(2)密集缺陷当量≦2mm
(3)BG/BF≦12dB
(4)单个缺陷当量(D≦100mm) ≦4mm
(100mm≦D≦300mm)≦6mm
(D﹥300mm)≦8mm
D类:Ⅰ区结果符合下列所有条件者为合格
(1)单个缺陷当量≦2mm;
(2)密集缺陷当量≦1mm;
(3)密集缺陷面积≦2%
(4)不存在线状缺陷。
Ⅱ区符合下列所有条件者为合格
(1)密集缺陷面积≦2%(间隔≧120mm)
(2)密集缺陷当量≦1mm
(3)BG/BF﹤6dB
(4)单个缺陷当量(D≦100mm) ≦4mm
(100mm﹤D≦300mm) ≦6mm
(D﹥300mm) ≦8mm