图 1表 1连续运转 12
一般运转 60低速运转 140℃﹣200~+280有油 < 0.06无油 < 0.20有油 < 50
无油 < 3.6
图 2
12345(二)主要性能
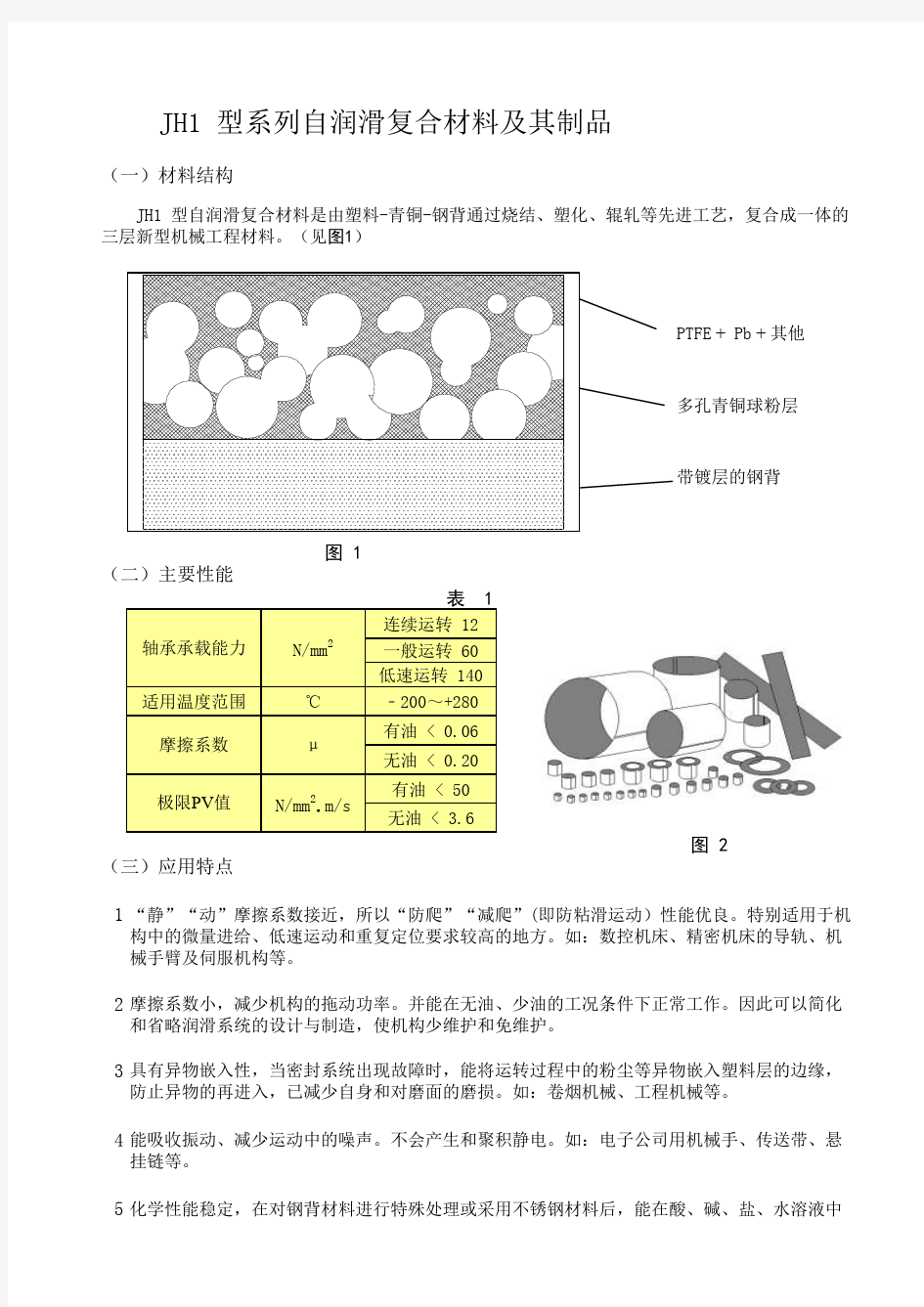
μ + Pb + 其他
JH1 型自润滑复合材料是由塑料-青铜-钢背通过烧结、塑化、辊轧等先进工艺,复合成一体的三层新型机械工程材料。(见图1)
JH1 型系列自润滑复合材料及其制品
(一)材料结构
N/mm 2.m/s 具有异物嵌入性,当密封系统出现故障时,能将运转过程中的粉尘等异物嵌入塑料层的边缘,防止异物的再进入,已减少自身和对磨面的磨损。如:卷烟机械、工程机械等。
适用温度范围
摩擦系数
极限PV 值轴承承载能力
N/mm 2“静”“动”摩擦系数接近,所以“防爬”“减爬”(即防粘滑运动)性能优良。特别适用于机构中的微量进给、低速运动和重复定位要求较高的地方。如:数控机床、精密机床的导轨、机械手臂及伺服机构等。
(三)应用特点
摩擦系数小,减少机构的拖动功率。并能在无油、少油的工况条件下正常工作。因此可以简化和省略润滑系统的设计与制造,使机构少维护和免维护。
能吸收振动、减少运动中的噪声。不会产生和聚积静电。如:电子公司用机械手、传送带、悬挂链等。
化学性能稳定,在对钢背材料进行特殊处理或采用不锈钢材料后,能在酸、碱、盐、水溶液中或 SF6 气体、电弧分解物的气氛中正常工作。如:印刷、印染、造纸机械、化工设备、海洋机械、高压开关等。
671表 2连续运转 12一般运转 60低速运转 140℃﹣200~+280有油 < 0.04无油 < 0.18有油 < 50
无油 < 3.5
图 3
2表 3
连续运转 12
一般运转 60
低速运转 140
℃﹣200~+280有油 < 0.06无油 < 0.20有油 < 60
无油 < 4.2
图 4
JH1Z 增强型自润滑复合材料。比 JH1 型自润滑复合材料具有更高的承载能力和良好的抗磨损性能。是为高PV值特定部位而设计的。特别适合于齿轮泵、叶片泵、拄塞泵及其类似工况条件的使用。
适用温度范围
摩擦系数
μ轴承承载能力N/mm 2N/mm 2.m/s 应用范围广,该材料的制品已广泛应用在航空航天、船舶、汽车、火车、水电、冶金、石油化工、农业机械、工程机械、采矿、液压、机床、食品机械、办公机械、纺织、印刷印染、测量仪器、医疗器械等行业及游览车、健身器械、机械停车库等机构中。
摩擦系数
JH1G 改进型自润滑复合材料。比 JH1 型自润滑复合材料具有更低的摩擦系数,能够承受更大的瞬时速度变化和负荷变化。适用于边界润滑、无油、少油润滑的部位。如,汽车减震器及其类似工况条件下使用。
适用温度范围
μ极限PV 值轴承承载能力
N/mm 2(四) JH1 型自润滑复合材料的姐妹材料
我厂在十几年的生产 JH1 型自润滑复合材料及制品的过程中,为满足不同用户的要求,在JH1型自润滑复合材料的基础上又开发出了一些特殊用途的系列自润滑复合材料及制品。
极限PV 值N/mm 2.m/s 具有极好的磨合性,可大大减少磨合过程的时间。
化学性能稳定,在对钢背材料进行特殊处理或采用不锈钢材料后,能在酸、碱、盐、水溶液中或 SF6 气体、电弧分解物的气氛中正常工作。如:印刷、印染、造纸机械、化工设备、海洋机械、高压开关等。
3表 4连续运转 12一般运转 60低速运转 140℃﹣200~+280有油 < 0.05无油 < 0.20有油 < 50
无油 < 3.4
图 5
4表 5
连续运转 12
一般运转 60
低速运转 140
℃﹣200~+280有油 < 0.06无油 < 0.20有油 < 50
无油 < 3.6
图 6
5表 6
连续运转 12
一般运转 60
低速运转 150
℃﹣200~+280有油 < 0.06无油 < 0.20有油 < 50
无油 < 3.6
图 7
μ极限PV 值N/mm 2.m/s 轴承承载能力N/mm 2轴承承载能力N/mm 2 JH1B 不锈钢背自润滑复合材料。在 JH1 型自润滑复合材料的基础上,将带镀层钢背用不锈钢板材替代,使其具有更好的耐腐蚀性能。适用于在化工、海洋等特殊环境下使用。
适用温度范围
极限PV 值N/mm 2.m/s 适用温度范围
摩擦系数
JH1T 铜背自润滑复合材料。在 JH1 型自润滑复合材料的基础上,将带镀层钢背用青铜板材替代。使其具有更好的耐腐蚀性能和良好的导热性能,适用于冶金行业连铸机、高温炉吊环部位、水泥灌浆泵轴承等。
适用温度范围
摩擦系数
μ摩擦系数
μ轴承承载能力 JH1W 无铅型自润滑复合材料。在 JH1 型自润滑复合材料的基础上,采用不含铅的改性PTFE 减摩层。特别适合食品、医疗卫生和家用电器等相关机械中使用。
极限PV 值N/mm 2.m/s N/mm 2
1234567121(五) JH1 型自润滑复合材料轴套的安装注意事项
轴套座孔及轴颈尺寸公差的选择,可按轴套标准系列表中的推荐值选取。特殊环境可由试验来决定其合理间隙。
当要求在较长的轴套座孔中装入两个轴套时,两轴套其接缝处应在同一方向上,且两轴套之间应留有 1 ~ 2 mm 的间隙。
在安装轴套时,应避免轴套的接缝处在承受最大负荷的方向。
当需要限制工作轴的轴向移动时,可加装止推垫圈或采用翻边轴套。
与轴套内径相配合的轴颈表面粗糙度要小于 Ra 0.8μm ,表面硬度不低于 HRC 46 。轴套内径工作表面(塑料面)不允许进行车、镗、磨、铰、刮等加工。
(六) JH1 型自润滑复合材料止推垫圈的安装注意事项
机床导轨板的规格尺寸按用户来图定制。
圆柱销钉端面必须低于垫圈工作表面 0.25mm 。
(七) JH1 型自润滑复合材料机床导轨板的安装注意事项
轴套座孔的表面粗糙度要小于 Ra 1.6μm 。轴套座孔的压入端面应按 T × 20。倒角,并去除毛刺,涂少量的润滑脂以利于压入。轴套压入时,应先自制一个导向杆,用专用工具或压力机垂直地压入轴套座孔,应避免直接敲打轴套的端面。(见图 8 )
止推垫圈的安装固定是以垫圈凹槽定位,以圆柱销钉来固定的。凹槽直径尺寸等于垫圈外径 φD 其公差为 G10,凹槽深度比垫圈厚度 T 小 0.3 ~ 0.5 mm ,垫圈内径 φd 与轴颈间应有单边不小于 1 mm 的间隙。(见图 9)
图 9 止推垫圈安装示意图
图 8 轴套压装示意图轴套
轴座孔
止推垫圈
销钉定位孔
凹槽直径小于
直径
直径大于
2345a )b )c )d )123图 10 螺钉固定方式之一
与导轨板相对磨的导轨面,表面粗糙度应小于 Ra 1.6 μm , 当需要在对磨的导轨面上开油槽、钻油孔时,应严格去除其毛刺。
挡板固定:在运动方向的两端各用一挡板固定。适用于短的导轨板。
轴套座孔及轴颈尺寸公差的选择,可按翻边轴套标准系列表中的推荐值选取。特殊环境可由试验来决定其合理间隙。非标准轴套及特殊要求的轴套,工厂均可定制。
轴套座孔的表面粗糙度要小于 Ra 1.6μm 。轴套座孔的压入端面应按 T ×20。倒角,并去除毛刺,涂少量的润滑脂以利于压入。轴套压入时,应先按图 11 自制一个导向杆,用专用工具或压力机垂直地压入轴套座孔,应避免直接敲打轴套的端面。
其他要求与轴套相同
导轨板安装基面的表面粗糙度应小于 Ra 3.2 μm ,其基面精度应达到机床或机构相关部件总安装精度的要求。
注: JH1 型自润滑复合材料的姐妹材料制品其安装方法、规格、尺寸及公差与 JH1 型自润滑复合材料制品相同。螺钉与粘接同时固定:适用于脉动疲劳载荷的机构中。
粘接固定:将被粘接表面清洗干燥后,用聚胺脂类胶或压敏胶均匀涂在需粘接处,放上
导轨板及对磨件,加压固化。或采用带有精度的双面胶带固定,将更为方便快捷。螺钉固定:用铜埋头螺钉(一般采用 M4 )固定,螺钉面应低于导轨板工作面 0.20 mm (八) JH1 型自润滑复合材料翻边轴套的安装注意事项
图 11 翻边轴套压装示意图
导轨板表面也可以要求定制油槽及油孔等。
导轨板的固定方式: