审核批准Verification and Approvals
修改记录Revision Table
1 目的
指导现场串焊机的保养
2 范围
本作业指导书适用于肖特海润设备部
对串焊机的保养
3 术语
N.A.=不适用
3.1 文件等级
三级文件
4 职责
设备部门负责对该文件的维护与更新;
设备部门负责对该文件的执行。
5 流程描述
5.1每周PM
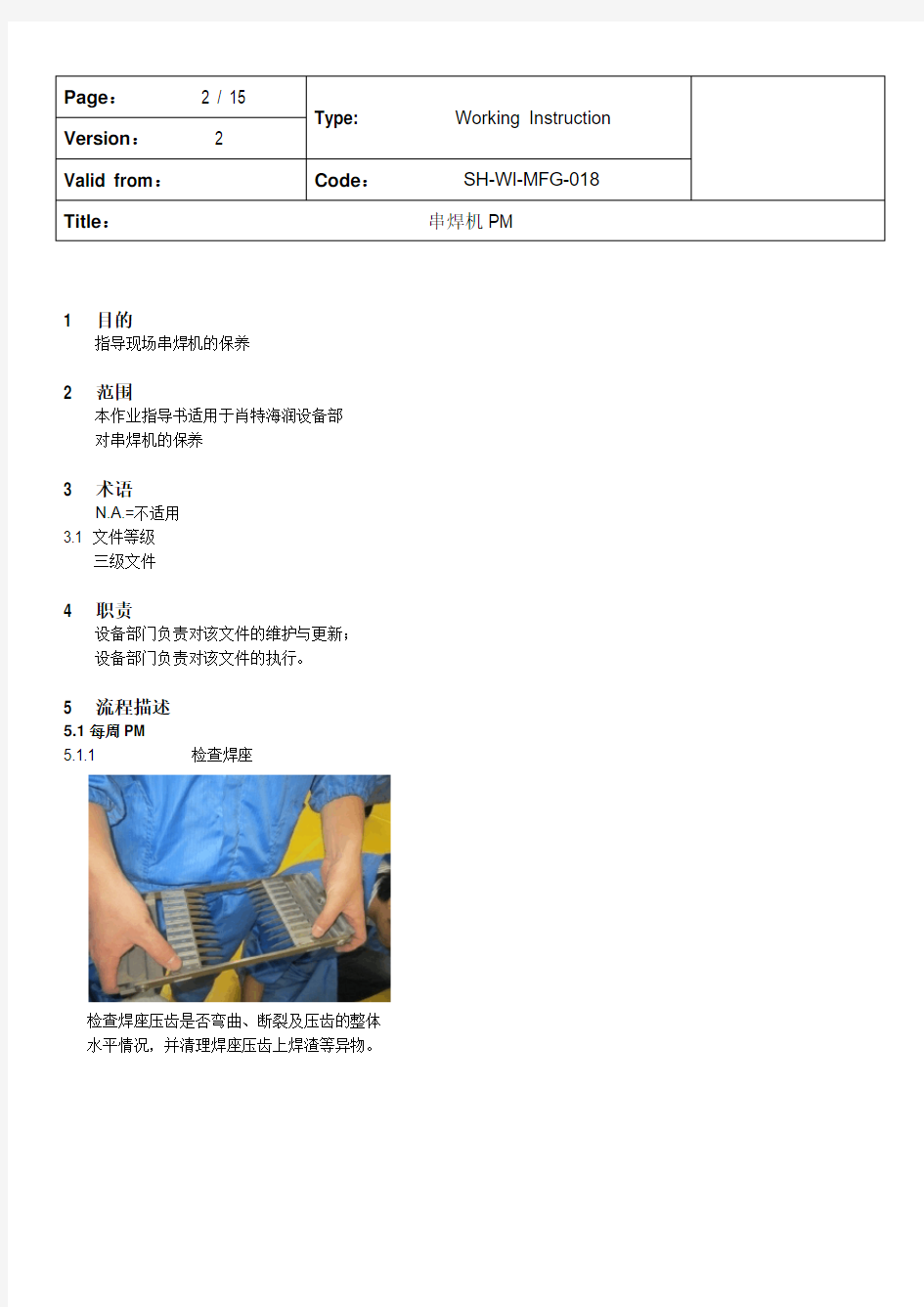
5.1.1 检查焊座
检查焊座压齿是否弯曲、断裂及压齿的整体水平情况,并清理焊座压齿上焊渣等异物。
5.1.2 整平与清洁钢带
查看真空眼是否处
于钢带真空槽中央
查看钢带是否平整,是否有偏移现象,如有,应及时校准钢带位置。并清洁钢带。
5.1.3 检查真空眼
用细钢针导
通真空眼
检查真空眼是否堵塞,如有,用细钢针轻轻
地把异物清理出真空眼
5.1.4 200/205/机器人吸嘴检查
检查200/205/机器人电池片吸嘴有无弹性和破损如有,应及时更换
5.1.5 真空滤芯清洁
将真空泵滤芯拆下,用压缩空气清理
干净后再装上
5.1.6 助焊剂压力罐检查
将助焊剂压力罐拿出来,检查压力罐是否
变形、破损、漏气、密封圈是否丢失。
如有,应及时更换。并清理助焊剂桶内外
助焊剂结晶物。
160机器人
真空泵滤芯
5.1.7 检查455焊带吸钳真空眼
用钢针清理
455真空眼
检查455焊带吸钳真空眼是否堵塞,如有
堵塞,用细钢针轻轻导通。
5.1.8 800真空泵滤芯清洁
800真空泵
滤芯
将真空泵滤芯拆下,用压缩空气清理干净
后装上。
5.1.9 检查油气过滤器
查看分离出
的油水量
查看油气过滤器中的过滤出来的油水量,
及时将油水清理干净
5.1.10 455气缸螺丝检查
检查气缸与滑块之间的连接螺丝,有无松动或
断裂现象,如有应及时紧固或更换。
5.1.11 加热灯管检查
在设置模式下启用灯管测试功能,检查灯管是否损坏,如有应及时更换,并擦拭灯管保护玻璃。
5.1.12 130位置检查
检查气缸与
滑块的连接
螺丝
在设置模式下检查举起电池片的位置是否低于电
池片盒护栏倒角线,吸嘴碰到电池片并往下压
1mm左右如偏差过大则及时调整。
5.1.13 455高度检查
在设置模式下运行机台位置于放焊带的位置,这时吸钳与钢带之间的高度需要确认,
吸钳一和二,距离钢带的高度为0.7-0.8mm
吸钳三和四,距离钢带的高度为0.1-0.2mm
5.1.14 检查205/200真空度
检查200/205吸气电池片时的真空值0.20-0.30 左右如过大或过小应及时调整。
5.1.15 800提取电池片吸盘检查
检查800提取电池片位置吸盘的高度,800吸盘放在钢带上的时候吸盘和钢带之间的距离为
0.75mm发现过高或过低现象因及时调整参数,
或调整其位置。
5.2每月PM
5.2.1 455直线导轨加注润滑油
润滑油加注
油嘴
用黄油枪在轴承上加注适量的润滑油并来回运动查看润滑油是否溢出,将多余的润滑油清理干净。
5.2.2 355直线导轨,轴承加注润滑油
加注润滑油
的油嘴
用黄油枪在轴承上加注适量的润滑油并来回运动查看润滑油是否溢出,将多余的润滑油清理干净。
5.2.3 470直线导轨加注黄油
加注润滑油
的油嘴
用黄油枪在轴承上加注适量的润滑油并来回运动
查看润滑油是否溢出,将多余的润滑油清理干净。
5.2.4 检查所有软管,衬套,螺纹连接
检查软管是否破损、连接处喉箍是否松动,
螺纹连接是否松动。如有松动应及时紧固。
5.2.5 检查焊座传输钢带
检查焊座传输钢带是否弯曲,焊座真空值是否符合要求如有弯曲现象,需及时开启特殊功能—整平钢带。
检查喉箍是
否松动
5.2.6 钢带松紧度检查
检查所有钢带的松紧度情况,如过紧或过松,应及时调整。防止因疲劳现象而导致钢带断裂。
5.2.7 清理钢带表面脏污
用沾有钢带清洁剂的1200目细砂纸轻轻地打磨钢带,去除钢带上残留的焊带残渣。
5.3季度PM
在季度保养作业时,必须关闭设备电源,方可作业5.3.1 急停测试
在机器正常工作的情况下按下急停按钮看机台
是否能马上停止工作。必须检查每个急停按钮。
5.3.2 电磁阀导清洁
检查电磁阀工作是否工作正常,并清理消音器。
5.3.3 传输钢带磨损度检查
拆下消音器清
理干净后装上
检查所有传输钢带磨损程度,是否磨损严重,是否需要更换。如有,立刻通知当班工程师。
5.3.4 电气线路检查并紧固
注:进行此项操作
时必须切断连接设
备的外部所有电源
用干燥的压缩空气吹除电控柜里面的灰尘,
并紧固所有的螺丝确保每根导线都被压实,
无松动与虚接现象。
5.3.5 影像系统灯光检查
在设置模式下手动运行影像系统红光灯,查看是否有不亮的灯,如有应及时更换。
5.3.6 检查真空泵滤芯并更换
检查400真空泵滤芯是否有破损,如有应及时更换
6 备注
N/A
7 环保与安全
在进行周保养与月保养的时候机台必须关闭控制,
并打开至少一扇安全门。
在进行季保养的时候必须关闭机台所有电源后方可进行保养。
8 文件
8.1引用文件
N/A
9 分发
设备部
2011-12-15 09:57 CO2气保焊机常见故障及排除方法 熊谷KR系列CO2气保焊机常见故障及排除方法熊谷KR系列CO2气保焊机常见故障及排除方法 KR系列CO2气保焊机常见故障及排除方法 一、焊机故障原因 KR系列CO2气保焊机以其独特的控制技术和较高的品质在国内正在受到越来越多用户的认可。众所周知,电焊机不同于家电,它大多都处在比较差的环境下工作,因此从客观上讲,电焊机在使用过程中出现一些故障是在所难免的。究其产生故障的原因,从维修的角度看不外乎以下三种: 1.内部原因 2.外部原因 3.认为原因 具体来说造成电焊机故障的内部原因主要是: 1. P板上的元器件损坏。 2.可控硅模块损坏。 3.接触器或控变损坏。 4.主变、电抗器等器件损坏。 5.电流互感器损坏。 6.输入组件损坏。 造成电焊机故障的外部原因主要有: 1.外电波动较大,波动范围超过焊机正常工作电压380V+-10%以上。 2.送丝机控制电缆砸伤。 3. 4.输入输出端子外部接线不实。 5. CO2气体不纯。 6.环境条件恶劣(露天无防护措施使用,在粉尘、油烟较大或有腐蚀性气体场所使用)。 7.动物进入机内(蛇、老鼠等)。 8.其它金属异物进入机内。 造成电焊机故障的人为原因是: 1.运输中损坏(特别是流动作业的用户经常搬运电焊机)。 2.使用、保养不当(如操作者或其他人用手拽电缆的方式移动送丝机,导电嘴没拧紧等)。 3.修理中P板上的电位器调乱,或将保险插错位置。 对维修人员来说,在着手检修电焊机时,首先应根据电焊机的故障现象判断故障的起因是在焊机的内部还是外部,然后通过现场观察,向操作者了解和亲自动手检查以便迅速准确地找到故障点。 二.故障检修的程序与注意事项 1.故障检修的程序: 第一步:调整送丝机遥控盒上的两个电位器,观察焊机的空载电压和送
在太阳能光伏组件制造过程中,全自动串焊机设备应用于将电池片焊接成电池串这道工序,由于太阳能电池片的焊接质量直接影响到组件的性能,所以焊接方式的选择显得尤为重要.串焊机设备温度控制系统采用温区分段加热控制方式,避免了由于温度分布不均匀造成的电池片变形;采用红外加热焊接方式,降低了电池片的虚焊以及隐裂问题。红外测温仪广泛应用于串焊机的温度控制系统中。从温度控制和焊头温度控制两方面因工作速快,不容易接触到物体本身,因此非接触式的测温方式是非常必要的选择,红外测温仪应用到串焊机有很多成功的应用经验。分析认为:串焊机设备温度控制系统采用温区分段加热控制方式,避免了由于温度分布不均匀造成的电池片变形;采用红外加热焊接方式,降低了电池片的虚焊以及隐裂问题。 产品说明 CTLT20系列规格型号有: CT20,全称CTLT20 红外测温仪技术特点: ●温度测量范围-50~975℃ ●微型红外传感头,测距比22:1 ●Optris CT20不锈钢传感头及聚四氟 电缆,耐温180℃ ●分离式电子变送盒,带LCD背光显示智能面板 ●完善的模拟输出,多种数据接口模块可选 ●Optris CT20通过RS485可将32个传感头组网 ●组件式聚焦透镜,灵活配置 深圳市中欧特普科技有限公司是德国optris在中国区域的一级分销商。以上信息为中欧特普科技CE-TEMP为您提供,如需了解更多的产品信息:可联系我们的专业工程师,我们提供的产品:便携式测温仪、在线式测温仪、光纤红外测温仪、双色测温仪、红外热像仪、黑体辐射源、激光焊接测温控制系统等;我司有技术工程师为您提供在线交流。为您的应用交流和选型建议。 可联系我们技术人员进行在线交流。深圳市中欧特普科技有限公司,德国高端红外测温控制方案提供商!
电焊机常见故障维修 本文首先以BX -330型电焊机为例介绍了电焊机的工作原理,然后以表格的形式列出了BX 型电焊机的常见故障及其排除方法,给出了电焊机的日常维护方法。最后以BX-3系列为例介绍了典型故障的维修方法。 关键字:BX 型电焊机故障维护 电焊机被广泛使用于建筑、维修、制造业等行业中,尤其以BX 型使用最为广泛。因此了解BX 型焊机的常见故障及其排除方法是非常重要的。 1.工作原理 首先以BX -330型电焊机为例介绍它的工作原理。 BX -330 型电焊机,是一种动铁芯漏磁式电焊机,电焊机的空载电压为60 V~70 V,工作电压为30 V。电流调节范围为50 A~450 A。图1是BX -330型电焊机的初级、次级绕组的接线图。焊接电流的粗调节是靠改变次级绕组的接线方式来实现的,当连接2端头和3端头时,空载电压为70 V。焊接电流为160 A -450 A。电流的微调节是靠可动铁芯的移动,增减电焊机的漏磁来实现的。 BX -330型电焊机的初级、次级绕组接线图 2.常见故障及其排除方法 2.1BX 型焊机常见故障以及排除方法见下表: 1.焊机无焊接电流输出 1、焊机输入端无电压输入; 2、内部接线脱落或断路; 3、内部线圈烧坏。 1、检查配电箱到焊机输入端的开关、导线、熔断丝是否完好; 2、检查焊机内部开关、线圈的接线是否完好; 3、更换烧坏的线圈。 2.焊机电流偏小或引弧困难 1、网络电压过低; 2、电源输入线截面积太小; 3、焊接电缆过长或截面积过太小;
4、工件上有油漆等污物; 5、焊机输出电缆与工件接触不良。 1、待网络电压恢复到额定值后再使用; 2、按照焊机的额定输入电流配备足够截面积的电源线; 3、加大焊接电缆截面积或减少焊接电缆长度,一般不超过15米; 4、清除焊缝处的污物; 5、使输出电缆与工件接触良好。 3.焊机发烫、冒烟或有焦味冒出 1、焊机超负载使用; 2、输入电压过高或接错电压(对于可用220伏和380伏二种电压的焊机,错把380伏电压按220伏输入); 3、线圈内部短路; 4、风机不转(新焊机初次使用时,有轻微绝缘漆味冒出是属正常) 1、严格按照焊机的负载持续率工作,避免过载使用; 2、按实际车入电压接线的操场作; 3、检查线圈,排除短路故障; 4、检查风机,排除风机故障。 4.焊机噪声大 1、线圈短路; 2、线圈松动; 3、动铁芯振动; 4、外壳或底架紧固螺钉松动。 1、检查线圈,排除短路处; 2、检查线圈,紧固好松动处;
二氧化碳气保焊机操作方法及日常保养第一页 一1.焊接开始: ○1先打开配电盘开关,再打开焊机电源开关。(注意:再打开电源开关时,应侧身操作,避免因电器短路造成烧伤等)。○2缓慢打开储气瓶阀门。○3调节合适的气压。○4调节合适的电流,电压。 2.焊接结束: ○1关闭储气瓶阀门,放出气管内残留气体。○2关闭电源。○3把设备整理好放回原处。 3.焊丝盘的安装: ○1选择合适的焊丝直径。○2向焊丝盘轴装焊丝盘,并固定牢固。○3将焊丝插入焊丝插口处。○4用焊丝加压手柄给焊丝施加合适的压力。○5选择合适的导电嘴,并拧紧。 二焊枪操作基础: 1.引弧及焊接完成时的操作:因为引弧及焊接完成时容易出现缺陷,所以操作焊枪时一定要遵守喷 嘴-工件间距离及焊枪角度。在引弧前的间隔,受到焊丝接触时的冲击而回升,注意勿使焊枪因冲击而会升。 2.喷嘴-工件间距离:喷嘴-工件间距离过大时,容易产生缺陷(气孔,坑等)。一般情况下采用焊 丝直径的10倍距离左右(如的焊丝,选用距离为10毫米左右)。 3.导电嘴距离喷嘴外缘5mm最佳。 4.气体保护效果不好的识别:根据电弧声音及熔池状态等就可以很简单地判断正常电弧,异常电 弧时的熔池成沸腾状,需经过经验来掌握正常电弧的状态。 5.焊丝伸出长度的影响: 导电嘴-母材间距离过长时,影响有:产生气孔,引弧不好,电弧不稳,熔池浅。 导电嘴-母材间距离过短时:喷嘴容易被飞溅物堵塞,看不清焊接线,熔深变深。 6.焊枪角度:二氧化碳气体保护焊一般采用向前行进法,这样便于观察焊接,焊缝形状,气体保 护效果等。 7.焊枪移动和作业姿势:○1焊枪由送丝软管,气管,控制电缆等构成,为不影响焊接效果,应采 用保证焊枪弯曲不要过大,焊枪平衡的作业姿势。○2操作者姿势及焊枪操作不好时,均得不到均匀的焊缝,因此,改变姿势,计算电压进行联系,以求得到均匀的焊缝。 8.收弧处理:在弧坑部开闭焊枪开关2~3次,使电弧重复闪灭进行处理。在焊缝还是块状时,每 隔秒开1次开关掩埋火口,开3次即可充分埋好火口。 9.焊缝连接方法:在火口前方引弧后,等电弧稳定下来再返回火口部(接点)进行焊接。三.日常检修项目: 1焊枪:○1清除喷嘴,导电嘴,连接杆等部件上的飞溅物。○2导电嘴的检查-焊丝是否吻合,孔径是否合适,连接是否牢固,导电嘴是否在喷嘴的中间位置。○3检查送丝机的零件是否有损坏或松动,并及时清除送丝部位的灰尘及赃物。○4检查气路是否有漏气现象。○5检查焊枪及焊接一体线是否有破损,如有铜线破损应立即用绝缘胶布包好。 四.气保焊机参数调整方法: 1.最佳焊接规范(电流,电压参数)的主要特征 ○1焊缝成型好。○2焊接过程稳定,飞溅小。○3焊接时听到沙……沙的声音,(小电流时声音是滋滋声)。焊接时焊机的电流表,电压表的指针稳定,摆动小。 2.最佳规范的调整方法: ○1根据焊件厚度,焊缝位置,选择焊丝直径,气体流量,焊接电流。 ○2在试板上试焊,根据选择的送丝速度,细心调整焊接电压,最佳的浮动焊接电压一般在1-2V之间。 ○3根据试板上焊缝成形情况,适当调整送丝速度,焊接电压,达到最佳焊接规范。 ○4在工件上正式焊接过程中,应注意焊接回路,接触电阻引起的电压降,及时调整(微调)焊接电
附件2 苏州工业园区第八届科技领军人才名单(1)科技领军人才(领军项目)名单 类别姓名项目名称 领军戴宏杰高精度纳米生物检测技术平台和产业 化 领军俞强 1.1类靶向抗癌药物——新型自噬抑制 剂Spautin1的开发 领军称号马宁全球最大的Windows Phone云游戏社交 平台——OpenXLive 领军称号王鹏抗肿瘤和心脑血管领域Ⅰ类创新药的 研发 领军称号杨维慎分子筛膜脱水技术产业化 领军称号黄牛预防和治疗肥胖症等代谢综合征的首 创药物研究与产业化 领军称号傅盛互联网彩票代购平台 领军称号袁栋八爪鱼在线旅游综合分销平台 领军称号徐如祥移动式X线断层扫描仪的研制与产业化领军称号陈明和高性能航空发动机空心风扇叶片产品 开发 领军称号何川通过抑制铜离子转运的抗肿瘤药物的 筛选 领军称号黄君贤BeeCloud蜂云移动云计算平台
领军称号纪欣经内窥镜对消化道溃疡及微创手术伤 口进行止血及封闭的生物材料公司 领军称号李嘉男欧普瑞医用内窥OCT光学相干层析成像 设备与系统 领军称号秦刚基于LDC技术的ADC药物耦联平台建设 及用于Her2阳性乳腺癌治疗的新一代领军称号周立新新一代基因测序试剂及数据分析临床 应用系统的研发和产业化 领军称号段镶锋基于石墨烯的高性能储能技术 领军称号叶高英基于射频等离子平台的新材料产业化 项目 领军称号朱捷高精度MEMS陀螺仪研发及产业化 领军称号曾晓飞高透明纳米复合节能膜 领军称号郭霞硅基光电探测器件的研发与生产 领军称号周崇武新一代纳米锂离子电池的产业化 领军称号孙钱氮化物半导体外延薄膜材料 领军称号XIE YONGLIN 喷墨打印头研发与生产 领军称号迟力峰原位形貌与光电监测有机半导体真空 沉积系统及关键核心部件 领军称号黄勇力微机电MEMS超声传感器及相关产品的 研发,生产和销售 领军称号张学同气凝胶纳米节能保温材料 领军称号彭毅 用于急性肾损伤检测的人中性粒细胞 明胶酶相关载脂蛋白NGAL和同型半胱领军称号于永利新型动物疫苗
二保焊常见故障及解决措施 1、当CO2焊机发生异常情况如无法焊接,电弧不稳定,焊接效果不好,出现气孔等异常现象时,不要过早断定是CO2焊机发生故障,上述故障或异常现象的发生,往往有下列因素:如保险丝熔断、紧固部分的松脱、忘记开关、设定的错误、电缆的断线、气体胶管的龟裂漏气、CO2焊枪损坏等,这些故障和异常现象是可以由操作者自己排除的。 2、故障和异常现象 ①焊接中产生气孔,一般情况下与CO2焊机本身故障无关 a、气体调节器流量计损坏或堵塞。 b、气体软管的损伤,连接点的松动。 c、焊枪本体的故障。 d、母材表面有油、污、锈、漆膜或焊丝伸出过长。 e、CO2焊丝有质量缺陷的可能。 ②焊接电弧电压不稳定(变电) a、电源线与分电箱连接部分松动或网络电压波动异常。 b、焊接电缆(+)、(-)输出部分松动,或与CO2焊枪连接处接触不良,松动。 c、CO2焊枪导电嘴磨损严重或与导电连杆接触不良,CO2枪弯管(鹅头)与焊枪本体接触不良。 d、送丝软管堵塞,送丝不畅,送丝轮沟槽磨损,导丝管的入口处有焊丝切粉的堵塞。 ③焊接引弧后不送丝,如确认送丝机转则应检查:
a、送丝轮沟槽是否磨损严重,导丝管是否堵塞,压把过紧或过松。 b、送丝软管是否通畅,CO2焊枪本体是否有损伤,是否严重弯曲、盘折。 ④不引弧(不打火),确认主机电压表有电压指示且不低于60V a、检查焊接电缆接触点是否松动或碳化,焊接电缆是否被砸断或损伤。 b、检查CO2焊枪是否存有故障。 c、若CO2焊枪勾住开关后,送丝快且不引弧,则应立即停止,检查CO2焊枪、焊接电缆是否因破皮漏电与母材短接。 3、CO2焊机发生故障和异常情况后,经过检查和确认未能排除,应将CO2焊机电源关闭,上报班长或联系电工来维修。 4、焊接中突然出现故障应及时察看主机有无异常,若主机异常则应立即关闭焊机电源,由于CO2焊机大都有异常保护如温度异常、电压保护异常等,如发现主机面板异常灯亮,经过5-10分钟的冷却等待或开关机后仍未排除,则需电工维修解决。
二氧化碳气保焊机操作方法及日常保养第一页一1.焊接开始: ○1先打开配电盘开关,再打开焊机电源开关。(注意:再打开电源开关时,应侧身操作,避免因电器短路造成烧伤等)。○2缓慢打开储气瓶阀门。○3调节合适的气压。○4调节合适的电流,电压。 2.焊接结束: ○1关闭储气瓶阀门,放出气管内残留气体。○2关闭电源。○3把设备整理好放回原处。 3.焊丝盘的安装: ○1选择合适的焊丝直径。○2向焊丝盘轴装焊丝盘,并固定牢固。○3将焊丝插入焊丝插口处。○4用焊丝加压手柄给焊丝施加合适的压力。○5选择合适的导电嘴,并拧紧。 二焊枪操作基础: 1.引弧及焊接完成时的操作:因为引弧及焊接完成时容易出现缺陷,所以操作焊 枪时一定要遵守喷嘴-工件间距离及焊枪角度。在引弧前的间隔,受到焊丝接触时的冲击而回升,注意勿使焊枪因冲击而会升。 2.喷嘴-工件间距离:喷嘴-工件间距离过大时,容易产生缺陷(气孔,坑等)。 一般情况下采用焊丝直径的10倍距离左右(如的焊丝,选用距离为10毫米左右)。 3.导电嘴距离喷嘴外缘5mm最佳。 4.气体保护效果不好的识别:根据电弧声音及熔池状态等就可以很简单地判断正 常电弧,异常电弧时的熔池成沸腾状,需经过经验来掌握正常电弧的状态。
5.焊丝伸出长度的影响: 导电嘴-母材间距离过长时,影响有:产生气孔,引弧不好,电弧不稳,熔池浅。 导电嘴-母材间距离过短时:喷嘴容易被飞溅物堵塞,看不清焊接线,熔深变深。 6.焊枪角度:二氧化碳气体保护焊一般采用向前行进法,这样便于观察焊接, 焊缝形状,气体保护效果等。 7.焊枪移动和作业姿势:○1焊枪由送丝软管,气管,控制电缆等构成,为不影响 焊接效果,应采用保证焊枪弯曲不要过大,焊枪平衡的作业姿势。○2操作者姿势及焊枪操作不好时,均得不到均匀的焊缝,因此,改变姿势,计算电压进行联系,以求得到均匀的焊缝。 8.收弧处理:在弧坑部开闭焊枪开关2~3次,使电弧重复闪灭进行处理。在焊缝 还是块状时,每隔秒开1次开关掩埋火口,开3次即可充分埋好火口。 9.焊缝连接方法:在火口前方引弧后,等电弧稳定下来再返回火口部(接点) 进行焊接。 三.日常检修项目: 1焊枪:○1清除喷嘴,导电嘴,连接杆等部件上的飞溅物。○2导电嘴的检查-焊丝是否吻合,孔径是否合适,连接是否牢固,导电嘴是否在喷嘴的中间位置。○3检查送丝机的零件是否有损坏或松动,并及时清除送丝部位的灰尘及赃物。○4检查气路是否有漏气现象。○5检查焊枪及焊接一体线是否有破损,如有铜线破损应立即用绝缘胶布包好。 四.气保焊机参数调整方法:
可控硅控制CO2气保焊机典型故障及排除方法
可控硅控制CO2气保焊机典型故障及排除方法 一、焊机故障原因综述 二、故障检修的程序与注意事项 三、典型故障及排除方法 1.故障现象:按焊枪开关,无空载电压,送丝机不转。 2.故障现象:焊接一会儿,异常指示灯亮。 3.故障现象:焊接电流失调。 4.故障现象:电流表显示的数值与实际电流不符。 5.故障现象:焊接电压失调。 6.故障现象:能送丝,并有空载电压,但不能引弧。 7.故障现象:按焊枪开关立即烧8A保险。 8.故障现象:无手动送丝,焊接时送丝正常。 9.故障现象:送丝不稳定。 10.故障现象:未按焊枪开关就送丝。 11.故障现象:气体加热器失灵。 12.故障现象:焊缝产生大量气孔。 13.故障现象:合上电源开关即烧5A保险。 14.故障现象:空载电压低。 15.故障现象:焊接时飞溅大。 16.故障现象:收弧有状态,无工作送丝。 17.故障现象:“收弧无”状态工作正常,“收弧无”状态不自锁无收弧。 一、焊机故障原因 NBC-R系列CO2气体保护焊机以其先进的控制技术、良好的焊接性能以及高可靠性得到了众多用户的认可。众所周知,电焊机外电,大多都处在比较差的环境下工作,因此从客观上讲,电焊机在使用过程中出现一些故障是在所难免的。究其产生故障的维修的角度看不外乎以下三种
1.内部原因 2.外部原因 3.人为原因 具体来说造成电焊机故障的内部原因主要是: 1.P板上的元器件损坏。 2.晶闸管模块损坏。 3.接触器、控变损坏。 4.主变、电抗器等器件损坏。 5.电流互感器损坏。 6.输入组件损坏。 造成电焊机故障的外部原因主要是: 1.外电波动较大,其波动范围超过了焊机正常工作所允许电压范围380V±10%。 2.送丝机控制电缆损伤。 3.输入、输出电缆连接不牢固。 4.CO2气体不纯。 5.环境条件恶劣(露天无防护措施使用,在粉尘、油烟较大或有腐蚀性气体场所使用。 6.动物(蛇、老鼠等)进入机内。 7.其它金属异物进入机内。 造成电焊机故障的人为原因主要是: 1.运输中损坏(特别是流动作业的用户经常搬运电焊机)。 2.使用、保养不当(如操作者或其他人用手拽电缆的方式移动送丝机,导电嘴没拧紧等)。3.修理中P板上的电位器调乱,或将保险插错位置。 对维修人员来说,在着手检修电焊机时,首先应根据电焊机的故障现象判断故障的起因是在焊机的内部还是外部,然后通过观察,向操作者了解和亲自动手检查以便迅速准确地找到故障点。 二、故障检修的程序与注意事项 1.故障检修的程序: 第一步:调整送丝机遥控盒上的两个电位器,观察焊机的空载电压和送丝机的转速,根据焊机的空载电压和送丝机的转速来确认故障现象。
石家庄冀展新能源有限公司全自动串焊焊接机HC800A型 设备型号Device model 单、串焊接一体机HC800A型Single and series integrated welding machine HC800A 设备工作形式Forms of work equipment 全自动正负极双面同时焊接Both positive and negative double-sided automatic welding 主体结构特点The main structural features 直线精度高运行平稳Smooth operation and high precision linear 进料形式Form feed 多个上料盘等待自动移载视觉系统自动检测More waiting feed pan, Automatically set and detects the shift by using the visual system 出料、翻转形式The form of discharge and turning 具有多个成品料盒储存机构实现成品料盒自动切换Finished material storage box with multiple organizations and can be switch automatically 原料盒供给形式Supply form of Material box自动切换Automatic switching 涂锡带供给形式Supply form of Coated with tin 自动供给自动折弯Automatic supply automatic bending 助焊剂供给形式Supply form of Fluc 助焊剂自动加注涂锡带自动烘干Automatic filling flux With automatic drying coated with tin 焊接方式The form of welding 接触式焊接与非接触式焊接(任选)温度自动控制Contact welding and Non-contact welding (optional) Automatic temperature control 适用电池片规格Specifications for Cell 125×125 156×156 (特殊尺寸需另外配置工装件)厚度不小于0.16mm125×125 156×156(An additional
武汉船舶职业技术学院2015年单独招生焊接技术专业专业知识考试样题一(参考答案) 一、单项选择题(每小题3分,共60分) 1、人类历史上最早使用、制作工具及用品的金属材料是(B )。 A:铸铁 B:青铜 C:铝合金 D:镁合金 2、两个10欧姆的电阻串联后的总电阻是( D )欧姆。 A:5 B:10 C :15 D:20 3、两个100欧姆的电阻并联后的总电阻是( A )欧姆。 A:50 B:100 C:150 D:200 4、“金银铜铁”打一城市名( D )。 A:武汉 B:上海 C:黄石 D:无锡 5、把一种交流电压变成频率相同的不同等级电压的一种电器是( A )。 A:变压器 B:电动机 C:发电机 D:整流器 6、焊条型号中,表示焊条的字母是( A )。 A:E B:Q C:H D:A 7、通过人体的电流越大,引起致命的危险( B )。 A:越小 B:越大 C:不变 D:无规律变化 8、人体触电后电流通过人体最危险的路径是( D )。 A:从手到手 B:从手到肩 C:从脚到脚 D:从手到脚 9、电流通过人体的时间越长,则电击的危害程度( B )。 A:越小 B:越大 C:不变 D:不确定 10、瓦是( D )物理量的单位。 A:电量 B:热量 C:能量 D:电功率
11、物质在瞬间以机械功的形式释放出大量的气体和能量的现象是( C )。 A:火灾 B:燃烧 C:爆炸 D:自燃 12、乙炔瓶着火时,不能用( C )来灭火。 A:CO2灭火器 B:泡沫灭火器 C:水 D:四氯化碳灭火器 13、噪声的频率越大、强度越高,则对人体的伤害就( B )。 A:越小 B:越大 C:无规律变化 D:不变 14、我国家庭照明电路的电压是( B )伏。 A:110 B:220 C:440 D:300 15、微型计算机中,能实现算术运算、逻辑运算以及进行控制的部件是( D ) A:运算器 B:控制器 C:存储器 D:中央处理器 16、不属于微型计算机性能的是( D ) A:运算速度 B:内存储器容量 C:字长 D:抗病毒能力 17、铁的化学元素符号是( B )。 A:C B:Fe C:O D:Cr 18、在下列钢号中,( A )是优质碳素结构钢。 A:20 B:Q235-A C:T10 D:16Mn 19、耐腐蚀钢有较好的( B )性。 A:抗氧化 B:抗腐蚀 C:耐高温 20、焊条的直径是以( A )来表示的. A:焊芯直径 B:焊条外径 C:药皮厚度 D.焊芯直径和药皮厚度之和 二、判断题(每小题3分,对的打√,错的打×,共75分) 1、焊接电流的单位是安培。(√) 2、CO气体是易燃有毒气体。(√) 3、两块金属间的焊接连接,是不可拆卸的连接。(√) 4、电弧焊安全生产中对焊工防触电有较高要求和一定的防护措施。(√)
超声波焊接机常见故障 与维修 Company number:【0089WT-8898YT-W8CCB-BUUT-202108】
常见故障与维修 1、打开电源开关,电源指示灯不亮,没有任何动作。 原因:A、电源线与电源插座接触不良; B、机器的电源保险丝烧毁。 2、打开电源开关,电源指示灯亮,但没有任何动作,按超声测试按钮有输出。 原因:A、机器底座与机架连接的五芯线开路; B、机器程序电路板故障。 3、打开电源开关,电源指示灯亮,但没有任何动作,按超声测试按钮没有超声波输出。 原因:A、检查机器急停开关是否按下; B、电源变压器110V或24V电源供电不正常; C、机器程序电路板故障。 4、机器有动作,但按下超声测试按钮和工作按钮都没有超声输出。 原因:A、电源变压器110V电源供电不正常; B、电路主板的110V电源线脱落。 5、按下测试按钮机器能正常工作,但按下工作按钮机器却没有动作。 原因:A、工作开关损坏; B、机器底座与机架连接的五芯线开路。 6、按超声测试按钮时功率负载表指示值大于20%且通过调谐器无法调低。原因:A、换能器系统出现故障;
B、机器功率管烧毁。 7、焊接时机器过载指示灯亮,焊件焊接效果不理想。 原因:A、机器工作气压调节过大; B、插入性的焊件配合过紧; C、换能器系统出现故障。 8、焊件焊接效果不理想,但焊接时过载指示灯不亮,超声波输出较弱。 原因:A、电源变压器24V电源供电不正常,继电器不动作; B、机器程序板上的三端稳压器LM7824损坏。 9、焊件焊接效果不理想,按超声测试按钮听到啸叫声。 原因:换能器系统装配出现问题。 10、打开电源开关就听到微弱的啸叫声。 原因:电路板上功率管烧毁1-2个。 11、工作过程中,焊头下降,但没有超声波输出,焊头也不复位。 原因:A、机器工作气压调节过小; B、机器的触发预置按钮损坏或调整不当; C、机器程序板电路板故障。 12、机器超声波输出正常,但机器不动作。 原因:A、压缩泵供气不正常; B、气路堵塞或气动元件(电磁阀、节流阀或调压阀)有故障。 13、机器和换能器系统正常,但焊接效果不理想,机器工作时观察功率负载表,指示值小于20%。
太阳能光伏组件生产制造工程技术 90(4)保持环境洁净,减少灰尘,灰尘会对设备光学系统产生影响,影响测量的准确度。(5)定期用已经校准的标准电池或自己选定的已测电池(封装过的电池)重新校准。 5.4.3 常见故障及解决办法 组件测试仪的常见故障及解决方法如表5-3所示。 表5-3组件测试仪常见故障及解决方法 常见故障可能的 原 因解决办法 测量结果异常,没有曲线正负极性接反接正确即可测量线接触不好或断开检查接好 测量结果偏小,曲线异常两支灯管有一支没有亮,灯管老化或相 应线路故障 更换灯管或检查相应线路,排 除故障 测量结果表明电压和功率异常修正温度出错,测量温度与实际温度不 符 在参数调整界面重新校正测量 温度 5.5 全自动焊接机 太阳能电池片全自动焊接机(也称全自动串焊机)可按照设定要求对电池片正反面同时自动连续焊接,组成电池串。焊接时焊带自动送料,自动切断,焊接完成后电池串自动收料。焊接方式有红外线灯焊接方式和高频电磁感应焊接方式等。其外形如图5-7所示。 图5-7 全自动焊接机外形图 全自动焊接机具有自动化程度高,操作安全、可靠、简便,运转平稳,噪声小,焊接时间短,快速节能,熔合强度高等特点,焊接后的太阳能电池导电性好。焊接机系统还可根据设定的串接片数自动调整焊接动作,使输出的电池片串达到要求片数。 5.5.1 工作过程简介 全自动焊接机的内部结构如图5-8所示,整个串焊工作过程包括:取料、电池片外观及栅线检测、喷涂助焊剂、第一次预升温、第二次预升温、第三次预升温及焊带铺设、高频电磁感应焊接、缓降温、电池串翻面收集。 1.取料 取料环节采用压缩空气分层,保证轻柔可靠地将电池盒内的电池片取出,配合柔软的硅橡胶吸盘,在精准的机械手动作下,可靠而无损伤地将电池片送入工作区。
全自动串焊机技术资料 为什么采用太阳能电池串焊机? 武汉三工光电研发生产出的太阳能电池串焊机是帮助组件厂家降低残次品数量的一个重要措施。全自动太阳能电池串焊机,其采用先进的无压力热风滚轮焊接,避免了人力加工带来的各种问题,使生产更加规范,质量更有保证。整机设备简洁,操作方便。 为什么要采用太阳能电池串焊机,主要表现以下几方面: 1、手工焊接先单焊再串焊,耗时长、效率低 2、人工焊接质量受情绪影响,影响产品的一致性 3、一个技术娴熟的操作工需要长时间的培养,80后、90后的年轻人不愿意从事单纯手工操作的工作 4、经济复苏阶段企业订单不稳定,人员累积加重企业负担 全自动串焊机与手工焊接相比较有什么优点? 随着科技的进步及发展,不论从焊接质量或成本控制上来看,自动串焊机(单片串焊机)取代人工操作已成为必然的趋势。虽然方面是可以通过有效的管理来解决的,而有些情况是无法完全控制的,对于人工焊接过程中影响焊接可靠性的因素,全自动串焊机均能得到良好解决。全自动串焊机与手工焊接相比较具有如下优势: 1、焊接速度快、质量一致性好,表面美观,没有手工焊接的焊锡不均匀现象。设备焊接可以避免人工焊接时的各种人为因素的影响,比如操作工情绪的影响、身体状况的影响、熟练程度的影响等。保证焊接的一致性、可靠性。 2、降低管理难度及产品成本,减少操作人员及检验人员的数量,现在人工成本逐年增加,每年的招工是最令老板头疼的事情,自动焊接机能大量减少雇佣人员,大大减少产品成本,提高产品竞争力。 3、串焊机的焊接可靠性要远大于人工焊接。焊接不良是导致组件提前失效的重要原因。太阳能光伏组件的设计寿命为25年,而组件通常都安装在户外,每天要承受30℃左右的温度变化,加上季节更替温度的变化更大。由于焊带基材为纯铜,铜的膨胀系数约为硅(电池片)的6倍,这种差异就意味着:只要有温度的变化,焊带与电池片焊接处就会受力。因此不良的焊接会导致组件功率降低,
电焊机常见故障维修 Company Document number:WUUT-WUUY-WBBGB-BWYTT-1982GT
电焊机常见故障维修 本文首先以BX -330型电焊机为例介绍了电焊机的工作原理,然后以表格的形式列出了BX 型电焊机的常见故障及其排除方法,给出了电焊机的日常维护方法。最后以BX-3系列为例介绍了典型故障的维修方法。 关键字:BX 型电焊机故障维护 电焊机被广泛使用于建筑、维修、制造业等行业中,尤其以BX 型使用最为广泛。因此了解BX 型焊机的常见故障及其排除方法是非常重要的。 1.工作原理 首先以BX -330型电焊机为例介绍它的工作原理。 BX -330 型电焊机,是一种动铁芯漏磁式电焊机,电焊机的空载电压为60 V~70 V,工作电压为30 V。电流调节范围为50 A~450 A。图1是 BX -330型电焊机的初级、次级绕组的接线图。焊接电流的粗调节是靠改变次级绕组的接线方式来实现的,当连接2端头和3端头时,空载电压为70 V。焊接电流为160 A -450 A。电流的微调节是靠可动铁芯的移动,增减电焊机的漏磁来实现的。 BX -330型电焊机的初级、次级绕组接线图 2.常见故障及其排除方法 型焊机常见故障以及排除方法见下表: 1.焊机无焊接电流输出 1、焊机输入端无电压输入; 2、内部接线脱落或断路;
3、内部线圈烧坏。 1、检查配电箱到焊机输入端的开关、导线、熔断丝是否完好; 2、检查焊机内部开关、线圈的接线是否完好; 3、更换烧坏的线圈。 2.焊机电流偏小或引弧困难 1、网络电压过低; 2、电源输入线截面积太小; 3、焊接电缆过长或截面积过太小; 4、工件上有油漆等污物; 5、焊机输出电缆与工件接触不良。 1、待网络电压恢复到额定值后再使用; 2、按照焊机的额定输入电流配备足够截面积的电源线; 3、加大焊接电缆截面积或减少焊接电缆长度,一般不超过15米; 4、清除焊缝处的污物; 5、使输出电缆与工件接触良好。 3.焊机发烫、冒烟或有焦味冒出 1、焊机超负载使用; 2、输入电压过高或接错电压(对于可用220伏和380伏二种电压的焊机,错把380伏电压按220伏输入); 3、线圈内部短路;
光伏发电项目采购清单及技术参数要求一、技术参数 (一)采购清单:1、光伏组件; 2、10千瓦光伏并网逆变器; 3、交流配电箱; 4、其他配件。 (二)技术参数要求 1、光伏组件
1.2组件认证要求 太阳光伏组件作为光伏电站的主要设备,应当提供具有专业测试机构出具的符合国家标准(或IEC标准)的测试报告(有国家标准或IEC标准的应给出标准号)、具有CQC认证证书。如果该产品没有国家标准(或IEC标准),亦应出具专业测试机构出具的可以证明该产品的主要性能参数符合技术规范中提供的技术参数和性能指标的测试报告。如果设备已经取得国际/国内认证机构的认证,则应提供认证证书复印件。 a)按国际电工委员会IEC61215:1993标准进行设计,并经过充分的试验论证,确保组件的质量、电性能和寿命要求; b)采用绒面低铁钢化玻璃 (又称为白玻璃),厚度3.2mm, 透光率达91.5%以上,电池组件整体有足够的机械强度,能经受运输、安装和使用过程中发生的冲击、震动和其他应力,并具有优良的防腐、防风、防水和防雹能力; c)采用加有抗紫外剂、抗氧化剂和固化剂的优质EVA(乙烯-醋酸乙烯共聚物)膜层作为太阳电池的密封剂和与玻璃、TPT之间的连接剂。具有高透光率(胶膜固化后透光率≥89.5%)和抗老化能力; d)TPT(聚氟乙烯复合膜):用于太阳电池组件封装的TPT至少应该有三层结构:外层保护层PVF具有良好的抗环境侵蚀能力,中间层为聚脂薄膜具有良好的绝缘性能,内层PVF 需经表面处理和EVA具有良好的粘接性能。电池组件的绝缘强度大于100MΩ; e)专用太阳能电池组件优质密封硅胶,增加组件的绝缘性能和防止湿气进入组件,保证组件寿命; f)太阳能电池片:多晶硅,质量是A级;组件在-40℃的低温下和85℃的高温下可正常工作; g)密封防水多功能接线盒,防护等级达到IP65,内装旁路二极管,有效防止热斑效应造成的电池烧毁等质量事故;
一.逆变焊机产生故障的原因 由于逆变焊机属于电子类产品,其复杂的结构和工艺,加上一些元器件的不稳定性都会使焊机发生故障。常见的引发故障的起因大致有:a. 运输振动b.工作电压超过使用范围 c. 过载 d. 不正当使用 e. 使用环境恶劣如高温潮湿等 f. 个别元器件品质不良等。 二.逆变焊机的常用维修方法 1. 电阻法。就是用万用表测量电路中各个器件的电阻值。检查电路中是否短路,开路。如电阻是否有变值损坏的,电容失容,晶体管击穿损坏短路或开路等。这种方法最为简单,也最常用,适用于电阻,电容,电感,晶体管,集成电路等的初步故障判断。
2. 电压法。就是在电路加电的状态下,测量电路各个工作点的工作电压是否正常。这种方法需要对电路比较熟悉。但是其测量判断结果会比较准确。 3. 替换法。就是将电路中的一些无法确定是否正常的元器件,用好的元器件将其替换,以此来判断和排除故障的方法。这种方法一般用于可以大致确定故障部位的机器上,它一般作为电阻法的后续判断方法。 4. 波形判断法。在有一定的条件下,可以借助示波器等仪器,观察各个工作点的工作波形,从波形上分析电路的故障部位。这个是最直观的故障分析方法,用于分析一些疑难杂症。 二. 逆变焊机的常见故障及处理 1.开机保护
原因分析: 造成这个故障的原因有以下几个: A. 场管损坏,为过流保护。 B. 二次整流管损坏,为过流保护。 C. 中板变压器损坏,为过流保护。 D. 温控开关损坏,为错误保护。 E. 控制板保护电路损坏,为错误保护。 当焊机保护电路不工作时,出现焊机出现过流时,会造成炸机。在维修时一定要特别注意保护电路是否正常。
熊谷KR系列CO2气保焊机常见故障及排除方法 熊谷, 故障, 排除 熊谷KR系列CO2气保焊机常见故障及排除方法熊谷KR系列CO2气保焊机常见故障及排除方法 KR系列CO2气保焊机常见故障及排除方法 一、焊机故障原因 KR系列CO2气保焊机以其独特的控制技术和较高的品质在国内正在受到越来越多用户的认可。众所周知,电焊机不同于家电,它大多都处在比较差的环境下工作,因此从客观上讲,电焊机在使用过程中出现一些故障是在所难免的。究其产生故障的原因,从维修的角度看不外乎以下三种: 1.内部原因 2.外部原因 3.认为原因 具体来说造成电焊机故障的内部原因主要是: 1. P板上的元器件损坏。 2.可控硅模块损坏。 3.接触器或控变损坏。 4.主变、电抗器等器件损坏。 5.电流互感器损坏。 6.输入组件损坏。 造成电焊机故障的外部原因主要有: 1.外电波动较大,波动范围超过焊机正常工作电压380V+-10%以上。 2.送丝机控制电缆砸伤。 3. 4.输入输出端子外部接线不实。 5. CO2气体不纯。 6.环境条件恶劣(露天无防护措施使用,在粉尘、油烟较大或有腐蚀性气体场所使用)。 7.动物进入机内(蛇、老鼠等)。 8.其它金属异物进入机内。 造成电焊机故障的人为原因是: 1.运输中损坏(特别是流动作业的用户经常搬运电焊机)。 2.使用、保养不当(如操作者或其他人用手拽电缆的方式移动送丝机,导电嘴没拧紧等)。 3.修理中P板上的电位器调乱,或将保险插错位置。 对维修人员来说,在着手检修电焊机时,首先应根据电焊机的故障现象判断故障的起因是在焊机的内部还是外部,然后通过现场观察,向操作者了解和亲自动手检查以便迅速准确地找到故障点。 二.故障检修的程序与注意事项 1.故障检修的程序: 第一步:调整送丝机遥控盒上的两个电位器,观察焊机的空载电压和送丝机的转速,根据焊机的空载电压和送丝机的转速受调不受调确认故障现象。 第二步:根据故障现象推断故障所在的范围。 第三步:通过分析、检查、测试等手段找出故障点。 第四步:用合格的部品更换损坏品或用其它手段排除故障。
文件修改历史
● 系统基本组成: 自动串焊机由机械传动装置、温度控制系统、真空发生系统、和PLC 自动控制系统构成的一种自动焊接 电池片的设备。 ● 工作原理: 是利用机械传动机构进行的电池片搬送,在加热底板上利用热风管的高温气体对电池片进行焊接。 ● 操作界面介绍: 操作面板界面: 1:加热开关 2:真空泵开关 3:开机键 4:关机键 5:自动模式 6:自动运行 7:报警复位8:关闭蜂鸣器 9:手动模式: 1 2 3 4 5 6 7 8 9
主界面: 1:NG 设定参数,2:NG 实际数 3:最终取出 4:语言选择 5:电池片生产数 6:计划生产电池片(0为无限) 7:装置状态 8:所用程序号 9:手动操作进入 10:所用程序名 11:参数设定进入 12:监视窗口进入 13 :程序输入输出点监视窗口进入 : 1 2 3 4 5 7 8 9 10 11 12 13 6
手动操作界面: 图一:手动操作主界面 图二:溶着部手动操作界面 图三:搬送部手动操作界面 图四:电池片供给部手动操作界面 图五:电池片投入手动操作界面 图六:电池片位置决定部手动操作界面 图七:焊带投入移栽手动操作界面 图八:焊接溶着部手动操作界面 1:搬送部进入 2:溶着部进入 3: 右边焊带供给进入 4:左边焊带供给进入 5:右边焊带投入移栽进入 6左边焊带投入移栽进入,7:焊接溶着部进入 8:电池片供给一部进入 9:电池片供给2部进入 10:位置决定部进入 11助焊剂搬送部进入 12:电池片供给电机 13:搬送电机 14:分离汽缸 15:供给移栽 16:分离气阀 17:搬送移栽 18:投入移栽 19:助焊剂电磁阀 20:预热台 21:LED 搬送 22:定位移栽(机械手) 23:检查部 24:搬送移栽 25:焊带放置台 26:焊带投入移栽 27:左热风管 28:左边焊针 29:传送带 30:左冷却 31:左焊接底板,32:右冷却 33:右焊接底板 34:右边焊针 在主界面上 按下手动操作进如手动操作界面,按下1进入 图三操作界面,按下2进入图二 1 2 图一 图二 3 4 5 6 7
常见故障与维修1、打开电源开关,电源指示灯不亮,没有任何动作。 原因:A、电源线与电源插座接触不良; B、机器的电源保险丝烧毁。 2、打开电源开关,电源指示灯亮,但没有任何动作,按超声测试按钮有输出。 原因:A、机器底座与机架连接的五芯线开路; B、机器程序电路板故障。 3、打开电源开关,电源指示灯亮,但没有任何动作,按超声测试按钮没有超声波输出。 原因:A、检查机器急停开关是否按下; B、电源变压器110V或24V电源供电不正常; C、机器程序电路板故障。 4、机器有动作,但按下超声测试按钮和工作按钮都没有超声输出。 原因:A、电源变压器110V电源供电不正常; B、电路主板的110V电源线脱落。 5、按下测试按钮机器能正常工作,但按下工作按钮机器却没有动作。 原因:A、工作开关损坏; B、机器底座与机架连接的五芯线开路。 6、按超声测试按钮时功率负载表指示值大于20%且通过调谐器无法调低。 原因:A、换能器系统出现故障; B、机器功率管烧毁。 7、焊接时机器过载指示灯亮,焊件焊接效果不理想。 原因:A、机器工作气压调节过大; B、插入性的焊件配合过紧; C、换能器系统出现故障。 8、焊件焊接效果不理想,但焊接时过载指示灯不亮,超声波输出较弱。 原因:A、电源变压器24V电源供电不正常,继电器不动作; B、机器程序板上的三端稳压器LM7824损坏。 9、焊件焊接效果不理想,按超声测试按钮听到啸叫声。 原因:换能器系统装配出现问题。 10、打开电源开关就听到微弱的啸叫声。 原因:电路板上功率管烧毁1-2个。 11、工作过程中,焊头下降,但没有超声波输出,焊头也不复位。 原因:A、机器工作气压调节过小; B、机器的触发预置按钮损坏或调整不当; C、机器程序板电路板故障。 12、机器超声波输出正常,但机器不动作。 原因:A、压缩泵供气不正常; B、气路堵塞或气动元件(电磁阀、节流阀或调压阀)有故障。 13、机器和换能器系统正常,但焊接效果不理想,机器工作时观察功率负载表,指示值小于20%。
氩弧焊机焊接铁的工件时为什么会起泡? 在焊接的时候,要纯达到百分之九十九点九,风大焊接也要起泡,焊口不干净也容易起泡,氩气的气流量小也容易起泡。 氩弧焊焊接不锈钢为什么总起泡 不同于电焊,电焊焊接的时候是放在上面慢慢移动的,而氩弧焊焊接不锈钢的时候只需要“点焊”,就是靠自己的手一次次的点上去,电焊焊接的时候有焊条,而氩弧焊焊接的时候是用焊丝,焊接完后还要靠打磨,抛光才能漂亮的。。。 追问: 那我焊接的不锈钢管子的时候总有气泡,磨透几次重新焊都有气泡出现。走的快慢都一样,为什么还是有泡,焊口位置很干净的 焊接前是否进行了清理,为了保证,焊接前应将坡口两侧焊件表面清理干净,如有油污,可用酒精或丙酮擦拭,对表面要求高的要在适当范围内涂上调制的糊浆,一方飞溅 用直流正接 12mm厚钢板用混合气保护焊焊接时,CO2和氩气的比例应该是多少? 看到一条人工焊接的焊缝,12mm厚钢板,混合气保护焊,焊接后焊缝很平整,基本看不到鱼鳞纹,和自动焊焊缝没有区别,基本不用打磨,想咨询一下混合气CO2和氩气的比例应该是多少,我让师傅试过纯CO2焊接厚板,电流大的情况下鱼鳞纹比较明显,焊缝平整度不够,必须进行打磨才能美观。 采用80%+二氧化碳20%的混合气,如果是350型,电流调在250以上,如果是500型,电流调在350以上,匹配合适的电压,达到过渡效果即可实现。(焊起来声音很小,几乎没有飞溅) 氩气和co2混合气比例要多少才能达到焊接最佳状态 Ar+CO?10-20%弧稳,熔池流动性好,飞溅小,比纯氩焊速高。 Ar+CO?25%焊3mm以下焊速快,变形小,飞溅小。 Ar+CO?50%焊3mm以上飞溅小,在立焊和仰焊时控制熔池较好。 Ar+CO?25%稳定,飞溅小,成型好。 不锈钢