第35卷第6期
人 工 晶 体 学 报 V o.l 35 N o .6 2006年12月 J OURNA L OF SYNTHET IC CRY S TAL S D ece mber ,2006
高性能超细晶粒金刚石涂层刀具制备及试验研究
薛宏国,孙方宏,马玉平,陈 明
(上海交通大学机械与动力工程学院,上海200030)
摘要:采用改进的预处理方法和变参数沉积工艺在硬质合金刀片上制备了超细晶粒金刚石薄膜涂层。通过玻璃纤
维增强塑料的车削试验,研究了薄膜与基体之间的附着强度、涂层刀具的磨损和加工工件的表面粗糙度。试验结
果表明改进的预处理方法能够有效增强金刚石薄膜与基体之间的附着强度;超细晶粒金刚石薄膜减小了刀具与工
件之间的摩擦,降低了刀具磨损,并使加工表面的表面粗糙度显著降低;使用改进预处理方法和变参数沉积工艺制
备的超细晶粒金刚石涂层刀具的寿命达到未涂层刀具寿命的8倍以上。
关键词:超细晶粒金刚石薄膜;硬质合金;附着强度;玻璃纤维增强塑料
中图分类号:O 484 文献标识码:A 文章编号:1000-985X (2006)06-1251-06
D epositi on and Cutti ng Perfor mance of H igh Quality
U ltra -fi ne G ra i n D i a mond Coated Inserts
XUE H ong-guo ,SUN Fang-hong,MA Yu-p ing,C HEN M ing
(School ofM echan icalE ngi neeri ng ,Shanghai Ji ao Tong U n i vers it y ,Shanghai 200030,C h i na)
(R ecei ved 10Ju l y 2006)
Abst ract :U ltra -fine g rain dia m ond fil m s w ere fabricated on ce m ented tungsten carbide inserts by variable depositi o n process and an i m pr oved co m bined pretreat m ent of M uraka m i 's reagen,t ac i d etch i n g and
m icro w ave plas m a decar burization i n A r -H 2gas .The adhesive streng th of the fil m s to the substrates ,
dia m ond -coated tool w ear and surface roughness of the workp iece w ere further st u died by tur n i n g g lass
fi b er reinforced plastic cy lindrica l bars .The experi m en tal results show that the i m proved co m bined
pretreat m ent is m ore effective on enhanci n g the adhesive streng th of dia m ond fil m s to the substrate .The
lifeti m e o f the d ia mond coated too ls sub jected to such pretreat m ent de m onstrate up to 8ti m es longer than
uncoated ones .U ltra -fi n e g rain dia m ond fil m s lead to re m arkably lo w er surface r oughness of the w orkpiece and longer lifeti m e .
K ey words :u ltra -fi n e grain d ia mond
fil m ;tungsten carbide ;adhesi v e streng th ;glass fi b er
re i n fo rced p lastic 收稿日期:2006-07-10
基金项目:国家自然科学基金项目(No .50575135)
作者简介:薛宏国(1973-),男,江苏省人,硕士研究生。E-m ai:l hgxue @s jt https://www.doczj.com/doc/341879074.html,
通讯作者:孙方宏,教授,博导。E-m ai:l s un f anghong @sjtu .edu .cn
1 引 言
金刚石具有独特的综合性能,如高硬度、良好的导热性和耐磨损、耐化学腐蚀性能等,是一种理想的切削刀具材料,可以广泛应用于有色金属与合金、金属基复合材料、以及硬脆非金属材料的高效高精度加工。
1252
人工晶体学报 第35卷在金刚石薄膜制备中,硬质合金常用作基体材料,但粘接相钴的存在会产生催石墨化作用,导致金刚石形核密度低,金刚石薄膜的附着强度差,并最终影响涂层质量和刀具寿命[1]。在已有的硬质合金基体预处理方法中,采用碱处理刻蚀W C相和酸蚀去钴相结合的二步法预处理是一种经过证实的既能有效去除基体表面钴元素又能对表面适当粗化的有效预处理方法[1-3]。作为一种化学预处理方法,二步法预处理特别适合于复杂形状刀具。结合微波等离子脱碳还原处理[1],对二步法预处理进行改进,将可以进一步提高涂层刀具的附着强度,改善涂层刀具的切削性能。涂层表面金刚石晶粒大小对金刚石涂层刀具切削性能也有很大影响,细晶粒金刚石涂层可以降低刀具后刀面与工件表面之间的摩擦,减少工件材料在刀具表面的粘屑,从而改进工件加工表面质量,减小刀具磨损,延长刀具使用寿命,对于金刚石涂层刀具的推广和应用具有重大意义[4-5]。
玻璃纤维增强塑料(玻璃钢)由于其比强度高等优点,在航空、汽车等行业得到广泛应用,是一种重要的纤维增强复合材料。玻璃钢至少包含两种材料,其高硬度的玻璃纤维在切削过程中对刀具产生持续的冲击和摩擦,使切削力增大,刀具磨损加快,工件表面质量下降。其加工性研究还比较缺乏,进一步研究和开发高性能刀具材料将有助于改善玻璃钢切削加工质量。
本文研究了硬质合金基体的改进预处理方法,并通过调节沉积参数制备了常规金刚石薄膜和超细晶粒金刚石薄膜复合涂层刀具。通过玻璃钢的车削试验,进一步研究了预处理方法和金刚石晶粒尺寸对金刚石薄膜与基体之间的附着强度、涂层刀具的磨损和工件加工表面粗糙度的影响。
2 试验方法
2.1 基体表面预处理方法
采用硬质合金刀片(SC MT120408-HR,6%质量分数的Co)作为制备金刚石薄膜涂层的基体。在涂层制备之前,对刀片进行了两种预处理:(1)二步法预处理,即先在M uraka m i试剂中以超声振动的方式浸蚀WC 相20m i n,溶液配比为K3[Fe(CN)]6 KOH H2O=1 1 10(质量比),再酸蚀去钴10s,溶液配比为H2SO4 H2O2=3 7(体积比);(2)改进预处理,即先进行二步法预处理,然后在A r-H2气体中进行微波脱碳还原处理15m i n,使基体表面的部分W C转变为W,微波功率500W,气体压力1.6kPa。使用能谱仪(EDS)、X射线衍射(XRD)和扫描电镜(SE M)、光学轮廓仪WYKO NT1100检测预处理前后基体表面化学成份、物相组成、表面形貌和表面粗糙度的变化。
表1 金刚石薄膜沉积参数
Table1 Dep osition cond iti on s of d ia mond fil m s
Deposition para m eters Con st ant para m eter depos iti on Vari ab le para m eter deposition
A cet one/H2/Ar vo l um e rati o5/240/03/30/220
Total gas p ress ure/kPa65
F il a m en t-s ubstrat e d istance/mm6-86-8
F il am ent te m perature/ 22002000
Substrate t e m perat u re/ 800-900700-800
B ias cu rren t d ensity/(A/c m2)0.1-0.30.1-0.3
2.2 金刚石薄膜沉积工艺
在偏压增强热丝CVD装置中,采用两种沉积工艺(恒定参数与变参数沉积工艺)制备常规金刚石薄膜与超细晶粒金刚石薄膜涂层刀具,沉积参数见表1。反应物质为丙酮、氢气和氩气,丙酮由氢气带出。在恒定参数下沉积3h得到常规金刚石薄膜,在恒定参数下沉积1.5h后,再以变参数条件在常规金刚石薄膜表面上原位沉积1.5h得到超细晶粒金刚石复合薄膜。使用扫描电镜(SE M)和拉曼光谱(Ra m an)检测金刚石薄膜的表面形貌和质量。
第6期薛宏国等:高性能超细晶粒金刚石涂层刀具制备及试验研究1253
2.3 切削试验方案
切削试验中,刀具的几何角度和切削参数保持不变,以考察刀具材料对其切削性能的影响。切削试验在I N DEX G200车削中心上进行,试验中使用了四种刀片,包括一个未涂层硬质合金刀片以及三种采用不同预处理方法和涂层工艺的金刚石涂层刀片,见表2。刀具的几何角度为:前角14 ,后角7 ,主偏45 ,刃倾角0 。切削参数根据玻璃钢的加工性指数M I确定[6]:
M I=
1
K s
1
R a
103
其中K s为以N/mm2为单位的单位切削力,R a为以mm为单位的表面粗糙度, 和 为系数。加工性指数M I的最大值对应于最佳切削参数:切削速度V c=400m/m i n,进给量f=0.1mm/rev。切削深度选择为1mm。刀具后刀面磨损量(VB)用工具显微镜测量,工件表面粗糙度用Ta lysurf6探针轮廓仪测量。
表2 切削试验使用刀片说明
Table2 Sp ec ificati on of i n serts u sed in the cu tti n g test
In s erts desi gnati on Pretreat m entm ethod Deposition process
T0O ri gi n al state Uncoated
T1Tw o-step pretreat m en t C ons t an t para m eters
T2C o m b i ned pretreat m ent C ons t an t para m eters
T3C o m b i ned pretreat m ent V ariab l e para m eters
3 结果与分析
3.1 预处理对基体表面的影响
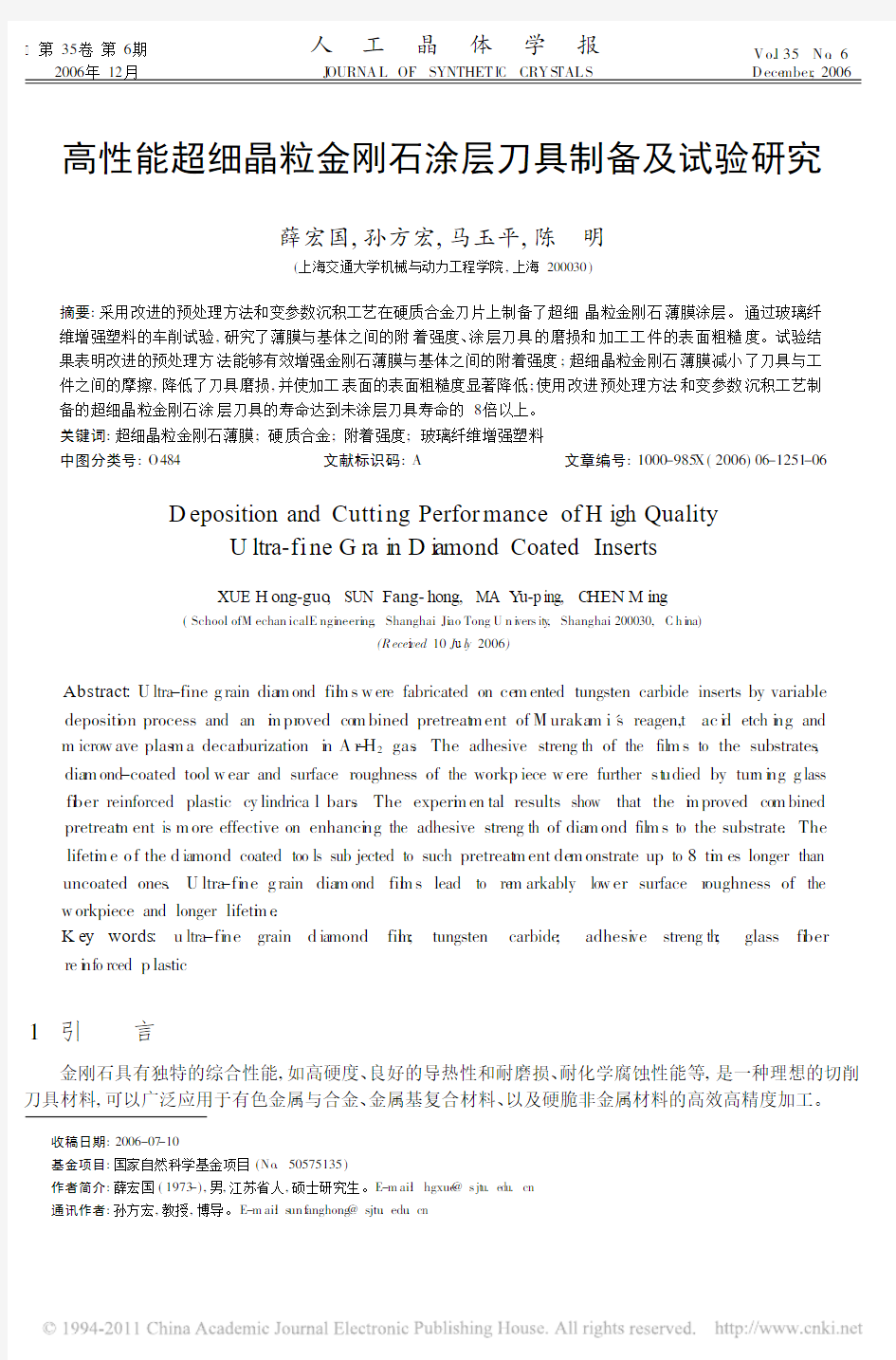
如图1所示,两种预处理方法都对硬质合金基体表面起到了粗化作用,处理后的基体表面出现均匀分布的微小凹坑。与此结果相一致,预处理前后基体表面粗糙度发生明显变化(图2),Ra值由预处理前的0.114 m增大为二步法预处理后的0.349 m和改进预处理后的0.409 m。同时,EDX结果(图3)表明基体表面的钴含量经过二步法预处理后由原来的6.66%下降为0.82%,这说明二步法预处理对于去除基体表面的钴元素有良好的效果。基体表面的粗化与钴含量的降低将有助于提高金刚石形核密度、减小石墨化趋势并提高薄膜与基体之间的附着强度。XRD显示经过微波等离子脱碳还原处理后基体表面材料的物相组成发生了变化。图4(a)中所有谱峰都对应于W C,而(b)图表明经过微波等离子脱碳还原处理后尽管WC 峰仍占主体地位,但部分W C峰的强度出现一定程度的降低,同时出现了一些W峰。这一结果说明基体表面的部分W C还原为W。
图1 基体表面形貌
F i g.1 Surface m orpho l ogy of substra tes
(a)o rig i nal substrate;(b)after t wo-step pretrea t m en t;(c)after comb i ned pretreat m ent
3.2 金刚石薄膜的表征
如图5所示,刀片T1和T2的表面主要表现为传统金刚石薄膜的较粗糙的<111>面,T2刀片表面的金
1254
人工晶体学报 第35卷
图2 基体表面粗糙度
F ig.2 Surface roughness o f substrates surface:(a)orig i nal substrate;(b)a fter t wo-step pre trea t m en t;
(c)a fter co m bi ned pretreat m ent
图3 基体表面ED S
F i g.3 EDS o f substrates before(a)and afte r(b)t wo-step pretreat m ent
图4 基体表面XRD
F ig.4 XRD o f substrates afte r t w o-step pretreat ment(a)and after m i c rowave plas m a decarburization(b)
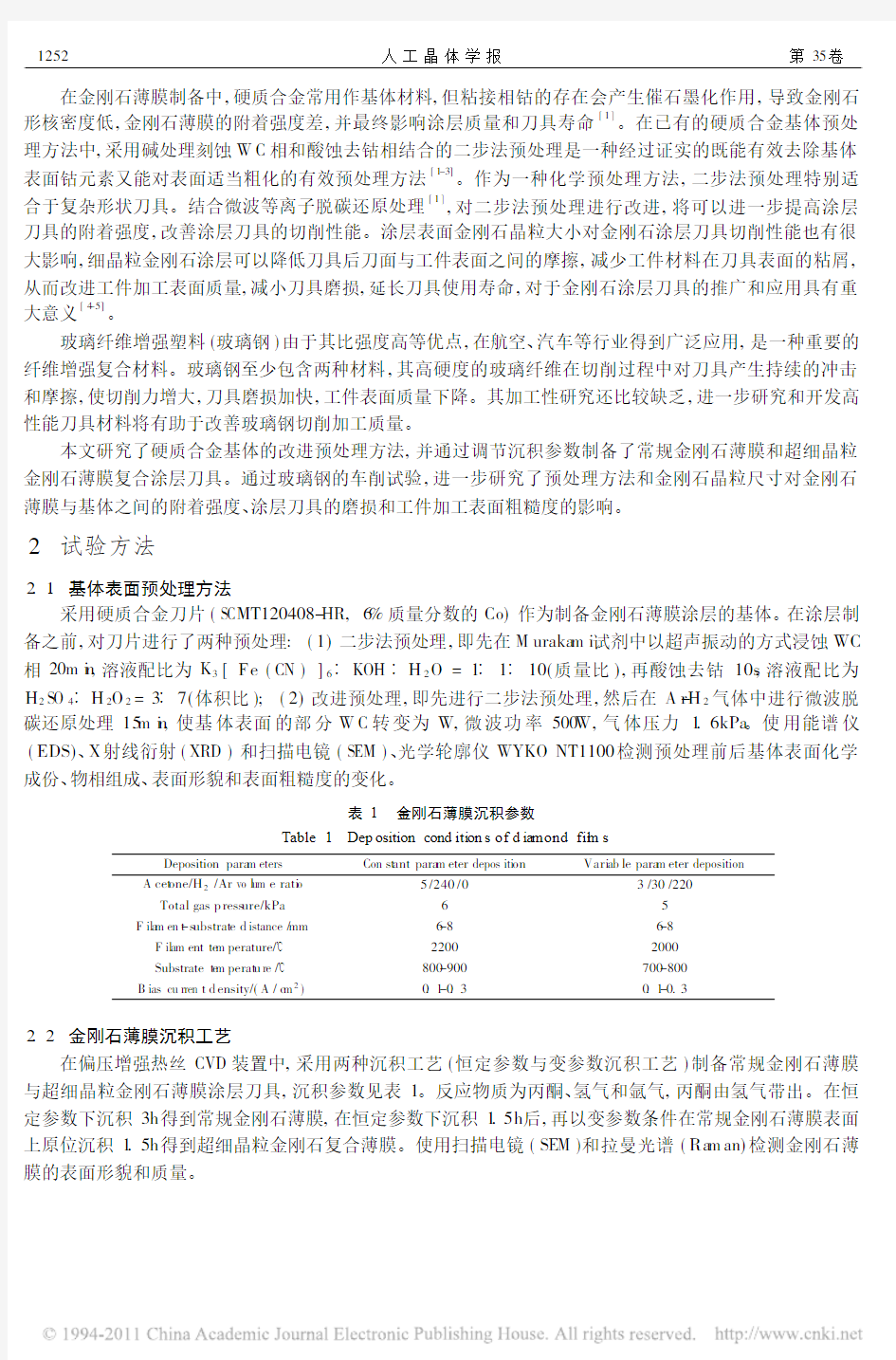
刚石晶粒尺寸比T1的更粗大。与T1和T2相比较,T3刀片呈现出由球形晶粒组成的较光滑的表面,其晶粒尺寸由T1和T2表面传统金刚石薄膜的2~5 m下降为0.3 m。T1和T2刀片的拉曼谱(图6)在1332c m-1处出现尖锐的谱峰,其半高宽F WHM小于10c m-1,表明金刚石薄膜具有很好的结晶质量。T3刀片的拉曼谱在1332c m-1处的特征峰较弱,半高宽F WHM明显增大,同时在1140c m-1和1580c m-1处出现了两个小宽带峰,这是超细晶粒金刚石薄膜的特征。刀片T1、T2表面的金刚石晶粒大小是不同预处理方式所造成的。在经过改进预处理的基体表面上,通过微波等离子脱碳还原得到的W在金刚石沉积初期又再次转变为较细的W C颗粒,从而造成对碳源的额外消耗。碳源浓度减小将使金刚石形核率下降,同时使得已有金刚石晶核充
第6期薛宏国等:高性能超细晶粒金刚石涂层刀具制备及试验研究1255 分生长,金刚石晶粒尺寸变大,形成了刀片T1和T2表面金刚石薄膜的晶粒大小上的差异。另一方面,较细的W C 中间层的存在既增加了金刚石薄膜与基体之间的实际接触面积,又使WC 中间层和金刚石晶粒之间形成锁合效应,这将有助于提高薄膜与基体之间的附着力,并减小薄膜的残余应力。T3刀片表面超细晶粒金刚石复合薄膜的形成与变参数沉积工艺中引入氩气有关。氩气的添加有利于增加反映气体中CH 基团的能量,加速基团对新生长金刚石颗粒的轰击速度和频率,使二次形核率提高,并使原有金刚石晶粒的生长受到抑制,
从而在刀片表面得到超细晶粒金刚石薄膜。
图5 在不同刀片上沉积的金刚石薄膜表面形貌
F i g .5 Surface mo rpho l ogy o f d i amond fil m s deposited on d ifferent inserts :(a)T1;(b)T2;(c)T
3
图6 在不同刀片上沉积的金刚石薄膜的拉曼谱图
F i g .6 R a m an spectra o f dia m ond fil m s depo sited on d ifferent i nserts :(a)T 1;(b)T 2;(c)T3
图7 切削十分钟后的刀具磨损
F i g.7 Too l wear after 10m i n cu tti ng (m agn ificati on 64):(a)T 1;(b)T 2;(c)T 3;(d)T 4
3.3 切削试验结果
由于玻璃钢内所含的高硬度的玻璃纤维的连续冲击和摩擦,试验中所使用的所有刀片都呈现出典型的后刀面磨损,如图7所示。图8表明未涂层刀片T0切削性能最差,切削十分钟后的后刀面磨损达到0.18mm 。与未涂层刀片的后刀面磨损快速增加不同,金刚石涂层刀片的后刀面磨损变化较慢,在加工初期几乎看不出其磨损痕迹。刀片T1在切削十分钟后出现涂层剥落,导致其磨损比T2和T3大。以后刀面磨损值VB 达到0.3mm 作为磨钝标准,T1、T2和T3的寿命分别为T0寿命的2.5倍、6倍和8倍。涂层刀片T1和T2磨损性能的差异说明,与二步法预处理相比,改进预处理在提高附着强度、改善刀具切削性能方面具有
1256 人工晶体学报 第35卷更好的效果。由于T3刀片的涂层表面晶粒细小,比其它刀片表面更光滑,降低了刀具后刀面与工件之间的摩擦,从而得到更好的加工质量和更长的刀具寿命。如图9所示,与未涂层刀片和其它金刚石薄膜涂层刀片相比,超细晶粒金刚石薄膜复合涂层刀片T3
显著降低了加工工件的表面粗糙度。
图8 刀具后刀面磨损随时间变化曲线
F i g .8 F l ank w ea r o f too ls as a functi on of cutting ti m
e 图9 切削十分钟后,使用不同刀具加工
所获得的工件表面粗糙度
F i g .9 Surface roughness of wo rkp i eces m ach i ned w ith different i nserts a fter 10m i n cutti ng
4 结 论
(1)与二步法预处理相比,结合了二步法与微波等离子脱碳还原的改进预处理方法能够有效提高金刚石薄膜与硬质合金基体之间的附着强度;
(2)超细晶粒金刚石薄膜复合涂层刀具由于其表面光滑,降低了刀具后刀面与工件之间的摩擦,在加工玻璃纤维增强塑料时,能显著提高其表面质量;
(3)对于玻璃纤维增强塑料加工,与未涂层硬质合金刀具和其它金刚石薄膜涂层刀具相比,通过改进预处理方法和变参数沉积工艺所制备的超细晶粒金刚石薄膜复合涂层刀具在刀具寿命和加工工件表面质量等方面表现出更优异的性能。
参考文献
[1] Sun F H,Zhang Z M,Chen M,et a.l I mp rove m ent of Adhesive S trength and Su rf ace Roughness of Dia m ond Fil m s on C o -ce m en ted Tungsten
Carb i de T ools [J].Diam ond and R elate d M a te rials ,2003,12:711-718.
[2] Ka m i ya S,Tak ahash iH,Poli n i R ,et a.l E ffect of W C-C o Sub strates Pre -treat m ent and M i cros truct ure on the Adhesi ve Toughness of CVD
D i a m ond [J].D i am ond and Re l a t ed M ateri a ls ,2001,10:786-789.
[3] S ei n H,Ahm ed W,Rego C A ,et a.l Che m i calVapour D epos iti on D i a m ond C oati ng on Tungsten Carb i de D ental Cutti ng Too l s [J].Jou rnal of
Physics :C ond e n se d M a tter ,2003,15:2961-2967.
[4] H anyu H,Ka m i ya S ,M u raka m iY ,et a.l D ry and Se m -i dryM ach i n i ngU s i ng F i nel y Crystalli zed Dia m ond Coati ng Cu tti ng Tools [J].Surfa ce and
C oa ti ngs T ec hnology ,2003,173-174,992-995.
[5] H anyu H,M urak a m iY,Kam i ya S ,et a.l Ne w D ia mond Coati ng w i th Fi n el y C rys t alli zed Sm ooth Surf ace for the Tools to Ach i eve F i ne Su rface
F i n i sh of Non-f errous M et als [J ].Surfa ce and Coa ting s Technol ogy,2003,169-170,258-261.
[6] Davi m J Pau lo ,M at a F rancisco .A New M ach i nab ilit y Index i n Turn i ng F i ber Rei n f orced Plasti cs [J].Jou rnal ofM a t erials Proc e ssi ng T ec hnology ,
2005,170:436-440.
PCD刀具重要的制造技术 1、聚晶金刚石刀具(PCD)的制造过程主要包括两个阶段:①PCD复合片的制造:PCD复合片是由天然或人工合成的金刚石粉末与结合剂(其中含钴、镍等金属)按一定比例在高温(1000~2000℃)、高压(5~10万个大气压)下烧结而成。 在烧结过程中,由于结合剂的加入,使金刚石晶体间形成以TiC、SiC、Fe、Co、Ni等为主要成分的结合桥,金刚石晶体以共价键形式镶嵌于结合桥的骨架中。通常将复合片制成固定直径和厚度的圆盘,还需对烧结成的复合片进行研磨抛光及其它相应的物理、化学处理。②PCD刀片的加工:PCD刀片的加工主要包括复合片的切割、刀片的焊接、刀片刃磨等步骤。 2、PCD复合片的切割工艺 由于PCD复合片具有很高的硬度及耐磨性,因此必须采用特殊的加工工艺。目前,加工PCD复合片主要采用电火花线切割、激光加工、超声波加工、高压水射流等几种工艺方法,其工艺特点的比较如下。 PCD复合片切割工艺的比较: 工艺方法-工艺特点 电火花加工-高度集中的脉冲放电能量、强大的放电爆炸力使PCD材料中的金属融化,部分金刚石石墨化和氧化,部分金刚石脱落,工艺性好、效率高 超声波加工-加工效率低,金刚石微粉消耗大,粉尘污染大 激光加工-非接触加工,效率高、加工变形小、工艺性差 在上述加工方法中,电火花加工效果较佳。PCD中结合桥的存在使电火花加工复合片成为可能。在有工作液的条件下,利用脉冲电压使靠近电极金属处的工作液形成放电通道,并在局部产生放电火花,瞬间高温可使聚晶金刚石熔化、脱落,从而形成所要求的三角形、长方形或正方形的刀头毛坯。电火花加工PCD 复合片的效率及表面质量受到切削速度、PCD粒度、层厚和电极质量等因素的影响,其中切削速度的合理选择十分关键,实验表明,增大切削速度会降低加工表面质量,而切削速度过低则会产生“拱丝”现象,并降低切割效率。增加金刚石刀具(PCD)刀片厚度也会降低切割速度。 3、PCD刀片的焊接工艺 PCD复合片与刀体的结合方式除采用机械夹固和粘接方法外,大多是通过钎焊方式将PCD复合片压制在硬质合金基体上。焊接方法主要有激光焊接、真空扩散焊接、真空钎焊、高频感应钎焊等。目前,投资少、成本低的高频感应加热钎焊在PCD刀片焊接中得到广泛应用。在刀片焊接过程中,焊接温度、焊剂和焊接合金的选择将直接影响焊后刀具的性能。在焊接过程中,焊接温度的控制十分重要,如焊接温度过低,则焊接强度不够;如焊接温度过高,PCD容易石墨化,并可能导致“过烧”,影响PCD复合片与硬质合金基体的结合。 在实际加工过程中,可根据保温时间和PCD变红的深浅程度来控制焊接温度(一般应低于700℃)。国外的高频焊接多采用自动焊接工艺,焊接效率高、质量好,可实现连续生产;国内则多采用手工焊接,生产效率较低,质量也不够理想。 4、PCD刀片的刃磨工艺 PCD的高硬度使其材料去除率极低(甚至只有硬质合金去除率的万分之一)。目前,聚晶金刚石刀具(PCD)刃磨工艺主要采用树脂结合剂金刚石砂轮进行磨削。由于砂轮磨料与PCD之间的磨削是两种硬度相近的材料间的相互作用,因此其磨削规律比较复杂。对于高粒度、低转速砂轮,采用水溶性冷却液可
前端的金刚石如何与后部的金属柄焊接,其焊接材料又是哪种材料 本篇文章来源于“中国金属加工在线”转载请以链接形式注明出处网址:https://www.doczj.com/doc/341879074.html,/zhidao/q/q32.htm 楼层: 1金刚石与后部金属柄的焊接通常是用火焰钎焊焊接的,其焊接材料采用铜基钎料,牌号可用HL105(型号BCu58ZnMn),钎剂可用硼砂或硼砂与硼酸的混合物.也许还有个事项得说明一下,就是最普遍的方法是采用气焊的方法. 回答者:beizhangnx - 操作员1级- 提交时间:2008-4-24 10:25:00 -------------------------------------------------------------------------------- 楼层: 2保护气体钎焊金刚石所用钎料为银铜钛合金,合金银、铜、钛的成份比例分别为 68.8%、26.7%和4.5%。保护气体为氩(95%)与氢(5%)的混合气体。焊接在如图3所示的半开放式腔体进行。钎焊工艺过程如下: (1)充分清除金刚石和金属基体表面上的氧化物; (2)在保护气氛加热基体及钎料,直至钎料熔化并均匀散布于基体的指定位置,然后冷却; (3)在基体的正确部位放置需焊接的金刚石,充入保护气体后重新加热至钎料熔化温度,再缓慢冷却至室温。采用钎焊法装卡金刚石刀头具有以下优点:焊接强度高,焊接面的剪切强度可达340MPa,可将重量仅为0.02克拉的金刚石刀头牢固地焊接在刀杆上;可在钎焊后对金刚石刀头再进行精磨,以保证刀具几何角度的加工精度;可使刀具前刀面高于刀杆,从而保证切屑排出顺畅,使切削过程及工件表面质量更加稳定可靠;可大幅度提高金刚石刀具的系统刚性。 本篇文章来源于“中国金属加工在线”转载请以链接形式注明出处网址:https://www.doczj.com/doc/341879074.html,/zhidao/q/q32.htm 硬质合金的焊接工艺现状与展望 作者:佚名文章来源:网上搜集点击数:359 更新时间:2008-1-5 19:21:50 硬质合金是一种以难熔金属化合物(WC、TaC、TiC、NbC等)为基体,以过渡族金属(Co,Fe,Ni)为粘结相,通过粉末冶金方法制备的金属陶瓷工具材料,它具有高强度、高硬度、高弹性模量、耐磨损、耐腐蚀、热膨胀系数小以及化学性质较为稳定等优点,广泛应用于 切削工具、耐磨零件、采矿与筑路工程机械等领域【1】。 硬质合金的材质脆硬、韧性差而且价格高,这些因素使其难以被制成大尺寸、形状复杂的构件加以应用,而硬质合金与钢体材质的焊接是弥补其不足的主要方法,合适可靠的焊接技术正在不断拓展它的应用范围。因此,欲更好更合理地应用硬质合金,必须了解
刀具涂层制备方法及应用 摘要:随着科学技术的发展,难加工材料的使用越来越多,为了适应这一要求,现代机械加工工业正朝着高精度、高速切削、干式切削技术、绿色制造以及降低成本等方向发展,也因为如此,人们对制造用刀具提出了更高的要求。涂层刀具有高硬度和优良的耐磨性,延长了刀具的寿命。当前刀具涂层制备方法主要包括化学气相沉积和物理气相沉积,刀具涂层的种类也日益丰富。涂层刀具的发展呈现涂层成分多元化,涂层结构多层化,涂层基体梯度化和涂层工艺灵活化的趋势。目前刀具涂层的制备也存在许多不足之处,主要体现在相关技术的研究不够深入方面。本文就刀具涂层的制备方法、刀具涂层制备问题以及刀具涂层的应用等方面进行了一些论述。 关键词:刀具涂层CVD PVD绿色制造清洁化生产 1、前言 随着科学技术的进步,难加工材料的使用日益增多,材料的力学性能不断提高,而且,对加工效率的要求也不断提高,传统的未涂层刀具常常不能适应新的要求。尽管目前常用的刀具如高速钢刀具(硬度66-70HRC)和硬质合金刀具(硬度89-93.5HR C)的硬度都很高,但是对于难加工材料的高效加工已不适用。虽然可以采取各种措施提高刀具材料的硬度与耐磨性,但同时必然带来刀具材料抗弯强度和冲击韧性的下降,即材料变脆,从而影响刀具的使用性能。 在高速钢刀具基体和硬质合金刀具基体上涂覆一层或多层硬度高、耐磨性好的金属或非金属化合物薄膜(如TiC,TiAIN,Al203等)的涂层刀具,结合了基体高强度、高韧性和涂层高硬度、高耐磨性的优点,降低了刀具与工件之间的摩擦因数,提高了刀具的耐磨性而不降低基体的韧性。因此,刀具涂层技术是解决刀具材料中硬度、耐磨性与强度、韧性之间矛盾的一个有效措施。刀具涂层是一种耐磨涂层,其特性要求是:耐磨性好、硬度高、化学稳定性好、摩擦系数低、导热性及稳定性好。 刀具涂层有类似于冷却液的功能,它产生一层保护层,把刀具与切削热隔离开来(因为难熔金属化合物有比刀具基体和工件材料低得多的热传导系数),使热量很少传到刀具,从而能在较长的时间内保持刀尖的坚硬和锋利。表面光滑的涂层(软涂层)还可以减少摩擦来降低切削热,保持刀具材料不受化学反应的作用,因为在大多数高速干切削中,高温对化学反应有很大的催化作用。通常软涂层和硬涂层作复合涂层,形成一个多涂层刀具,既有硬度高、耐磨性好的特性,又有摩擦系数小、切屑易流出的优点,有优良的替代冷却液的功能。
目前已有许多种刀具涂层可供选择,包括PVD涂层、CVD涂层以及交替涂覆PVD和CVD的复合涂层等,从刀具制造商或涂层供应商那里可以很容易地获得这些涂层。本文将介绍一些刀具涂层共有的属性以及一些常用的PVD、CVD涂层选择方案。在确定选用何种涂层对于切削加工最为有益时,涂层的每一种特性都起着十分重要的作用。 1.涂层的特性 (1)硬度 涂层带来的高表面硬度是提高刀具寿命的最佳方式之一。一般而言,材料或表面的硬度越高,刀具的寿命越长。氮碳化钛(TiCN)涂层比氮化钛(TiN)涂层具有更高的硬度。由于增加了含碳量,使TiCN涂层的硬度提高了33%,其硬度变化范围约为Hv3000~4000(取决于制造商)。表面硬度高达Hv9000的CVD金刚石涂层在刀具上的应用已较为成熟,与PVD涂层刀具相比,CVD 金刚石涂层刀具的寿命提高了10~20倍。金刚石涂层的高硬度和切削速度可比未涂层刀具提高2~3倍的能力使其成为非铁族材料切削加工的不错选择。 (2)耐磨性 耐磨性是指涂层抵抗磨损的能力。虽然某些工件材料本身硬度可能并不太高,但在生产过程中添加的元素和采用的工艺可能会引起刀具切削刃崩裂或磨钝。 (3)表面润滑性 高摩擦系数会增加切削热,导致涂层寿命缩短甚至失效。而降低摩擦系数可以大大延长刀具寿命。细腻光滑或纹理规则的涂层表面有助于降低切削热,因为光滑的表面可使切屑迅速滑离前刀面而减少热量的产生。与未涂层刀具相比,表面润滑性更好的涂层刀具还能以更高的切削速度进行加工,从而进一步避免与工件材料发生高温熔焊。 (4)氧化温度 氧化温度是指涂层开始分解时的温度值。氧化温度值越高,对在高温条件下的切削加工越有利。虽然TiAlN涂层的常温硬度也许低于TiCN涂层,但事实证明它在高温加工中要比TiCN有效得多。TiAlN涂层在高温下仍能保持其硬度的原因在于可在刀具与切屑之间形成一层氧化铝,氧化铝层可将热量从刀具传入工件或切屑。与高速钢刀具相比,硬质合金刀具的切削速度通常更高,这就使TiAlN成为硬质合金刀具的首选涂层,硬质合金钻头和立铣刀通常采用这种PVD TiAlN 涂层。 (5)抗粘结性 涂层的抗粘结性可防止或减轻刀具与被加工材料发生化学反应,避免工件材料沉积在刀具上。在加工非铁族金属(如铝、黄铜等)时,刀具上经常会产生积屑瘤(BUE),从而造成刀具崩刃或工件尺寸超差。一旦被加工材料开始粘附在刀具上,粘附就会不断扩大。例如,用成型丝锥加工铝质工件时,加工完每个孔后丝锥上粘附的铝都会增加,以至最后使得丝锥直径变得过大,造成工件尺寸超差报废。具有良好抗粘结性的涂层甚至在冷却液性能不良或浓度不足的加工场合也能起
刀具涂层技术的现状与发展 摘要:刀具涂层技术是一种受刀具市场需求而产生的一种表面改性技术,该项技术能改变切削刀具的综合机械性能,大幅度提升加工效率以及刀具寿命,刀具涂层技术成为高效率、高精度、高可靠性要求的关键机械加工技术之一。本文着重介绍了刀具涂层技术的涂层材料的制备方法及种类,并对刀具涂层技术的应用前景及发展趋势进行了展望。从工艺、装备、技术开发、推广应用、售后服务等方面分析我国刀具涂层技术与工业发达国家的差距;文中建议我国工具行业应针对国内刀具涂层技术现状,建立统一的研究、开发、服务体系,系统地引进国际先进技术,通过消化吸收逐步达到自我开发的能力,最终实现参与国际市场竞争的目的。 关键词:刀具;涂层技术;PVD;CVD 1 引言 刀具涂层技术是一种受刀具市场需求而产生的一种表面改性技术,该项技术能改变切削刀具的综合机械性能,大幅度提升加工效率以及刀具寿命,因此该项技术已与材料、加工工艺并称为切削刀具制造的三大关键技术。为了满足机械加工的高效率、高精度、高可靠性的要求,各个国家都十分注重刀具涂层技术的发展。当前,我国刀具涂层技术正处于一个发展的十分关键的时期,特别是PVD涂层技术,使用原有的涂层技术生产的刀具已不能满足切削加工要求;发展PVD技术,能提高我国切削刀具的水平,获得巨大的经济效益,提高我国的综合国力。 2 国内外刀具涂层技术的现状及发展趋势 刀具涂层技术目前分为两大类,即化学气相沉积(CVD)和物理气相沉积(PVD)技术。 2.1 物理气相沉积(PVD)技术的发展 习惯上,把固体(液态)镀料通过高温蒸发、溅射、电子束、等离子体、激光束、电弧等能量形式产生气相原子、分子、离子(气态,等离子态)进行输运,在固态表面上沉积凝聚,生成固相薄膜的过程称为物理气相沉积(PVD)。 物理气相沉积(PVD)技术产生于上世纪七十年代末,因为它的工艺温度控制在500℃以下,,可作为最终处理工艺用于高速钢类刀具的涂层。PVD技术大大提高了高速钢刀具切削性能,该项技术与八十年代得到迅速推广。八十年代后期,一些发达国家PVD涂层高速钢刀具比例已占市场已超过了60%。 高速钢刀具成功应用PVD技术,引起了世界各国的青睐与重视,各国研究者在不断开发高的性能、高可靠性涂层装备的同时,也对其应用领域进行了更加深入的研究,以进行扩大,特别是在硬质合金刀具、陶瓷刀具方面的应用。与CVD涂层技术相比,PVD技术的处理温度低,刀具材料抗弯强度通常温度在600℃以下不会产生影响;薄膜的内部为压应力,因此,适合涂层硬质合金精密复杂类刀具,PVD技术对环境不会产生不利影响,更加符合绿色工业发展的方向。伴随着高速加工时代的到来,硬质合金刀具、陶瓷刀具使用的比例必然上升,高速钢刀具使用的比例必然下降。因此,一些发达国家在九十年代初便将重心转向硬质合金刀具PVD涂层技术的研究,九十年代中期,PVD涂层技术在硬质合金刀具上的应用已取得了突破性的进展,当时已普遍在铣刀、铣刀片、各种钻头、铰刀、丝锥、等的刀具上应用。 从大的方面来看,现在国际上的PVD涂层技术大致可分成真空蒸镀、溅射、离子镀,但从这三种主要的镀膜技术衍生出了各式各样的新技术。伴随着PVD技术的进一步发展,科学家们把离子束、等离子体引入到PVD涂层技术上,同时通入某些反应气体,由化学反应来制备金属镀层,因此,当前的PVD涂层技术已不是原先单纯的物理制备过程,PVD涂层技术和CVD涂层技术已经相互交融。单一的涂层材料显然无法满足综合刀具机械性能的要求,无法被市场接受,涂层材料正向着多元不断的发展。为实现不同的高性
金刚石刀具的种类与选用 摘要:简要介绍了金刚石材料的的主要性能特点?并对近几年来正在迅速发展的金刚石切削刀具的特点、性能、种类及其选用方法作了较为详细的叙述。 关键词:天然金刚石聚晶金刚石PCI刀具CVD刀具切削性能刀具寿命 目前世界上金刚石的年耗量大约以8%——10%的速度增长?有人预言21世纪将是金刚石全面应用的时代,我国对人造金刚石的研究与应用始于20世纪70年代,并于1969年在贵阳建造了第1个人造金刚石及其制品的专业生产厂——第六砂轮厂。从1970——1990年,人造金刚石年产量从46万克拉增至3500万克拉。20世纪90年代前后,从国外引进了先进设备及金刚石生产技术,产量迅速增,1997年我国人造金刚石年产量已达到5亿克拉左,生产量位居世界首位。 金刚石是碳的同素异形体,是目前已知的最硬物质?其显微硬度可达HV10000,作为刀具材料,也是目前最硬的,并已得到广泛应用。在合适的切削加工条件下,金刚石刀具比高速钢、硬质合金、陶瓷和聚晶立方氮化硼等刀具的使用寿命都要长。特别是用金刚石刀具切削加工铜、铝等有色金属和非金属耐磨材料时特别有效?其切削速度可比硬质合金刀具高一个数量级,例如铣削铝合金的切削速度为3000——4000m/min,甚至可达到7000m/min,且这时的金刚石刀具使用寿命也比硬质合金刀具高几十、甚至几百倍。 金刚石刀具不但可用于一般的车、镗、铣削,还成功地用于精密孔的加工前保证光刻胶线宽与设计一致,并且在需要电铸的部位光刻胶显影干净,在电铸时调整电铸条件和参数得到最佳的电铸效果?只有满足以上工艺要求制备的微弹簧才能获得较好的力学性能。当微弹簧所受拉力增大,便脱离弹性阶段,此时拉力-伸长曲线进入第2段,变为非线形 金刚石刀具的种类较多,可分为:单晶金刚石刀具、聚晶金刚石(PCD)、聚晶金刚石复合片(PCD)、CVD金刚石刀具和电镀金刚石刀具。 单晶金刚石刀具 单晶金刚石有天然的(ND)和人工合成的2种(单晶金刚石用作切削刀具必须是大颗粒的,一般其质量要大于0.1g其最小直径和长度均不得小于3mm,单晶金刚石刀具主要用于对表面粗糙度、几何形状精度和尺寸精度有较高要求的精密加工领域。 天然单晶金刚石是金刚石中最耐磨的材料(它本身质地细密,经过精细研磨,切削刃的刃口圆弧半径可小到0.010——0.002um。但天然单晶金刚石较脆,其结晶各向异性,不同晶面或同一晶面不同方向的晶体硬度均有差异,在进行刃磨和使用时必须选择合适的方向,使用条件较为苛刻,且资源有限,价格十分昂贵(天然单晶金刚石刀具主要用于某些有色金属的超精密切削加工或用于黄金首饰的生产加工中。 人工合成单晶金刚石的尺寸、形状和性能都具有良好的一致性,目前由于高温、高压技术日趋成熟,能够制备一定尺寸的人工合成单晶金刚石,南非DC Boors公司和美国生产的合成单晶金刚石颗粒尺寸可达9——10mm,使人工合成单晶金刚石的应用在工业生产中得到了迅速的发展。尤其在加工高耐磨的层状木板时,其切削性能要优于PCD金刚石,不会引起刃口的过早钝化。 聚晶金刚石及其复合刀片(PCD/CC) PCD是在高温、高压下,利用钴等金属结合剂将许多金刚石单晶粉聚晶成多晶体材料。其硬度虽然稍低于单晶金刚石,但它是随机取向的金刚石晶粒的聚合,属各向同性,用作切
刀具涂层公司十强 内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理! 更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展. 1.星弧涂层科技(苏州工业园区)有限公司 是一家提供气相沉积涂层服务和相关设备开发,生产和制造的高科技企业。其涂层产品包括类金刚石涂层(DLC)和其它金属陶瓷类(CrN,TiN等)全系列硬质涂层,主要服务于汽车零部件、医疗器械、工具模具以及一般机械零部件的市场和加工行业;公司的真空涂层设备和等离子体表面处理设备主要应用于机械加工、各种零件制造、LED芯片以及太阳能利用和转化行业。公司拥有和掌握相关技术的核心知识产权,具有独立的研发和大规模量产能力,尤其是DLC相关技术和产品得到国内外用户的广泛认可和采用。 2.日新高性能涂层(沈阳)有限公司 是日新电机株式会社在沈阳投资兴建的专门从事PVD真空离子镀膜的专业企业。日新涂层是处于全世界领先地位的专业涂层公司,在研制开发机械加工工具、模具和各种设备零部件的PVD 涂层技术方面处于全世界领先地位,从上世纪七十年代开始,日新公司已成为世界的高性能工具涂层行业的先驱者之一。 日新涂层采用独自研发的电弧蒸发源和精细涂层技术,使电弧式中产生的液滴现象明显减少,再加上电弧式具有的高接点,可向客户提供平滑性好的精细涂层。日新涂层产品表面及其平滑(摩擦系数0.3),极高的耐磨损性能,极高的抗氧化性能,极高的热硬性,极强的附着力。公司致力
于中国国内的切削刀具、工具、模具、零部件、电子等基础工业、装. 备制造业,提供优质的表面硬化处理服务与技术支持。 3.胜倍尔超强镀膜(苏州)有限公司 专业低温专利技术真空PVD镀膜服务,PVD涂层,TiN涂层,TiCN涂层,TiAlN涂层,CrN涂层,DLC涂层,TiAlCrN涂层。其中DLC涂层工艺温度为80~150度,其它涂层均小于300度胜倍尔超强镀膜公司为新加坡独资企业,公司的技术为自主国际专利(US11/041,789)的低温PVD涂层技术(磁控阴极弧及强化磁控溅射),涂层时工作温度 本公司所制造的PVD真空镀膜设备具有很强的通用性和柔性,单机可完成几乎所有想要的单层及复合涂层,如TiN,TiCN,TiAlN,TiC,CrN,CrCN,DLC涂层,等等各类单层及复合涂层和纳米涂层, 由其是本公司生产的类金刚石DLC各类涂层0.5~10um早已得到了大面积的运用,本公司以稳定的工艺,出众的质量在中国内地已批量生产了近3年,为各个行业的专门用途开发出了很多类不同用途的DLC涂层,如PCB铣刀钻针专用DLC涂层,无油缝纫机零部件专用DLC涂层,医用手术器具专用DLC涂层,粉末治金模具专用DLC涂层,扬声器振膜专用DLC涂层,汽车喷油系统专用DLC涂层等等,半导体模具专用DLC涂层,玻璃镀膜专用DLC类金刚石涂层,本公司的技术早已克服了目前国内很多研究机构及涂层厂商的DLC涂层无法工业化的瓶劲。 针对机械加工刀具进行低温PVD-超硬耐磨涂层和润滑涂层,可提高刀具寿命3~10倍,节约刀具材料1/2,节约生产成本30%以上,提高生产效率30-50%,大幅度提高机加工水平。提高模具寿半导体模具等各类模具,如冲压模具,粉末治金模具,针对模具行业, 命最少2倍以上,同时可解决模具拉毛等种种不利影响,节约成本35%以上。 针对机械零部件行业此低温技术更具有其它PVD真空镀膜技术所无法比拟的优点,可广泛运
刀具涂层有哪些 内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理! 更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展. 涂层刀具是在强度和韧性较好的硬质合金或高速钢(HSS)基体表面上,利用气相沉积方 法涂覆一薄层耐磨性好的难熔金属或非金属化合物(也可涂覆在陶瓷、金刚石和立方氮化硼 等超硬材料刀片上)而制备的。涂层作为一个化学屏障和热屏障,减少了刀具与工件间的扩 散和化学反应,从而减少了基体的磨损。涂层刀具具有表面硬度高、耐磨性好、化学性能稳 定、耐热耐氧化、摩擦系数小和热导率低等特性,切削时可比未涂层刀具寿命提高3~5倍 以上,提高切削速度20%~70%,提高加工精度0.5~1级,降低刀具消耗费用20%~50%。 现状 涂层刀具已成为现代切削刀具的标志,在刀具中的使用比例已超过50%。切削加工中 使用的各种刀具,包括车刀、镗刀、钻头、铰刀、拉刀、丝锥、螺纹梳刀、滚压头、铣刀、 成形刀具、齿轮滚刀和插齿刀等都可采用涂层工艺来提高它们的使用性能。 类别 涂层刀具有四种:涂层高速钢刀具,涂层硬质合金刀具,以及在陶瓷和超硬材料(金刚 石或立方氮化硼)刀片上的涂层刀具。但以前两种涂层刀具使用最多。在陶瓷和超硬材料刀 片上的涂层是硬度较基体低的材料,目的是为了提高刀片表面的断裂韧度(可提高10%以 上),可减少刀片的崩刃及破损,扩大应用范围。 新型涂层技术
Ti-Al-X-N新型涂层技术是利用气相沉积方法在高强度工具基体表面涂覆几微米高硬度、高耐磨性难熔Ti-Al-X-N涂层,从而达到减少刀具磨损,延长寿命,提高切削速度的目的。它是高档数控机床与基础制造装备国家重大专项课题取得的重要成果。 涂层方法 生产上常用的涂层方法有两种:物理气相沉积(PVD) 法和化学气相沉积(CVD) 法。前者沉积温度为500℃,涂层厚度为2~5μm;后者的沉积温度为900℃~1100℃,涂层厚度可达5~10μm,并且设备简单,涂层均匀。因PVD法未超过高速钢本身的回火温度,故高速钢刀具一般采用PVD法,硬质合金大多采用CVD法。硬质合金用CVD法涂层时,由于其沉积温度高,故涂层与基体之间容易形成一层脆性的脱碳层(η相),导致刀片脆性破裂。 近十几年来,随着涂覆技术的进步,硬质合金也可采用PVD法。国外还用PVD/CVD 相结合的技术,开发了复合的涂层工艺,称为PACVD法(等离子体化学气相沉积法)。即利用等离子体来促进化学反应,可把涂覆温度降至400℃以下(涂覆温度已可降至180℃~200℃),使硬质合金基体与涂层材料之间不会产生扩散、相变或交换反应,可保持刀片原有的韧性。据报道,这种方法对涂覆金刚石和立方氮化硼(CBN)超硬涂层特别有效。涂层材料 涂层材料须具有硬度高、耐磨性好、化学性能稳定、不与工件材料发生化学反应、耐热耐氧化、摩擦因数低,以及与基体附着牢固等要求。显然,单一的涂层材料很难满足上述各项要求。所以硬质涂层材料已由最初只能涂单一的TiC、TiN、Al2O3,进入到开发厚膜、复合和多元涂层的新阶段。新开发的TiCN、TiAlN、TiAlN多元、超薄、超多层涂层与TiC、TiN、Al2O3等涂层的复合,加上新型的抗塑性变形基体,在改善涂层的韧性、涂层与基体
金刚石材料的刀具目前被广泛应用于生产制造中。本文介绍了近十几年来正在迅速发展的金刚石切削刀具材料的性能、品种,幷针对不同类的金刚石材料刀具的性能优劣,作出了选用建议。 金刚石是碳的同素异形体,是目前已知的最硬物质,其显微硬度可达10,000HV,同时也是目前硬度最高的刀具材料。在合适的加工条件下,金刚石刀具相比高速钢、硬质合金、陶瓷和聚晶立方氮化硼刀具的使用寿命更长。用它加工铜、铝等有色金属和非金属耐磨材料时的切削速度比硬质合金刀具高出一个数量级(例如铣削铝合金的切削速度为 3000~4000m/min,高的甚至可达7500m/min),使用寿命是硬质合金刀具的几十甚至几百倍。金刚石刀具过去主要用于精加工,近十几年来通过改进生产工艺,控制原料纯度和晶粒尺寸,采用复合材料和热压工艺等,其脆性有了重大改进,韧性提高,使用可靠性显着改善,已经可以作为常规刀具在生产中应用,对提高工效、保证产品质量起着重要作用。 金刚石刀具材料的性能优劣 金刚石的硬度和耐磨性极高、切削刃非常锋利、刃部粗糙度值小、摩擦因数低、抗粘结性好、热导率高、切削时不易粘刀及产生积屑瘤、加工表面质量好。在加工有色金属时,表面粗糙度值可达R0.10~0.05μ m,加工精度可达IT5(孔IT6)级以上,能有效地加工非铁金属材料和非金属材料,如铜、铝等有色金属及其合金、陶瓷、未烧结的硬质合金、各种纤维和颗粒加强的复合材料、塑料、橡胶、石墨、玻璃和各种耐磨木材(尤其是实心木和胶合板、MDF等复合材料) 。 金刚石的缺点是韧性差,热稳定性低,与铁族元素接触时有化学反应(4C+3Fe →Fe3C4),在700~800℃时将碳化(即石墨化),一般不适用於加工钢铁材料。用它切削镍基合金时,同样也会迅速磨损。所以通常不推荐金刚石刀具加工高熔点金属及合金。此外,金刚石刀具刃磨困难,价格昂贵。表1中列出了金刚石刀具与硬质合金刀具二者性能的比较。 金刚石刀具材料的品种分类 金刚石刀具材料分为单晶金刚石(有天然和人造两种,天然单晶金刚石价格昂贵,部分被人造单晶金刚石替代)、人造聚晶金刚石(PCD)和人造聚晶金刚石与硬质合金复合刀片(PCD/CC)以及CVD金刚石。 单晶金刚石 单晶金刚石用作切削刀具必须是大颗粒的(质量大於0.1g,最小径长不得小於3mm) ,主要用于表面粗糙度、几何形状精度和尺寸精度有较高要求的精密和超精密加工应用领域。 天然单晶金刚石是金刚石中最耐磨的材料。它本身质地细密,经过精细研磨,切削刃的刃口钝圆半径可小到0.008~0.005μm。但天然单晶金刚石较脆,其结晶各向异性,不同晶面或同一晶面不同方向的晶体硬度均有差异,在进行刃磨和使用时必须选择合适的方向。由於使用条件苛刻,加上天然单晶金刚石资源有限,价格十分昂贵,所以生产上大多采用PCD、PCD/CC和CVD金刚石刀具。天然单晶金刚石主要用於某些有色金属的超精密切削加工或黄金首饰的生产中。 人工合成单晶金刚石的尺寸、形状和性能都具有良好的一致性, 目前由于高温高压技术日趋成熟,能够制备一定尺寸的人工合成单晶金刚石,尤其在加工高耐磨的层状木板时,其性能要优于PCD金刚石,不会引起刃口过早钝化。
刀具涂层技术的现状及其发展 趋势 机电商情网添加时间:2007-2-6 15:57:24 添加到我的收藏 1 引言 众所周知,刀具表面涂层技术是应市场需求而发展起来的一项优质表面改性技术,由于该项技术可使切削刀具获得优良的综合机械性能,不仅可有效地提高刀具使用寿命,而且还能大幅度地提高机械加工效率,因此该项技术已与材料、加工工艺并称为切削刀具制造的三大关键技术。为满足现代机械加工高效率、高精度、高可靠性的要求,世界各国都十分注重涂层技术的发展。目前我国刀具涂层技术的发展正处在一个十分关键的时刻,尤其是PVD 涂层技术,一方面原有的技术已不能满足切削加工日益变化的要求;另一方面国内各大工具厂涂层设
备已到了必须更新换代的时期,因此有计划、按步骤的发展PVD技术,不仅能促进我国切削刀具产品技术水平的提高,而且还可获得巨大的经济效益和社会效益。 2 国际刀具涂层技术的现状及发展趋势 刀具涂层技术目前仍可划分为两大类,即 CVD(化学气相沉积)和PVD技术(物理气相沉积)。 2.1 国际CVD技术的发展 CVD技术自上世纪六十年代出现以来,在硬质合金可转位刀具上得到了极为广泛的应用。在CVD工艺中,气相沉积所需金属源的制备相对容易,可实现TiN、TiC、TiCN、TiBN、TiB2、Al2O3等单层及多元多层复合涂层,其涂层与基体结合强度高,薄膜厚度可达7~9μm,相对而言,CVD涂层具有更好的耐磨性。八十年代中后期,美国85%的硬质合金
工具采用了涂层处理,其中CVD涂层占到了99%;九十年代中期,CVD涂层硬质合金刀片在涂层硬质合金刀具中仍占到了80%以上。但CVD工艺也有其先天性的缺陷,一是工艺处理温度高,易造成刀具材料抗弯强度的下降;二是薄膜内部为拉应力状态,使用中易导致微裂纹的产生;三是CVD工艺所排放的废气、废液会造成工业污染,对环境影响较大,与目前所提倡的绿色工业相抵触,因此九十年代中期后高温CVD技术的发展受到了一定的制约。 八十年代末Krupp Widia开发的PCVD(低温化学气相沉积)技术达到了实用水平,其工艺处理温度已降至450℃~650℃,有效地抑制了η相的产生,可进行TiN、TiCN、TiC等涂层,用于螺纹刀具、铣刀、模具等,但到目前为止PCVD工艺在刀具涂层领域内的应用并不十分广泛。 真正引起CVD技术发生突变的是九十年代中期新
刀具涂层的特点及用途 发布日期:[2008-6-10] 共阅[845]次 目前已有许多种刀具涂层可供选择,包括PVD涂层、CVD涂层以及交替涂覆PVD和CVD的复合涂层等,从刀具制造商或涂层供应商那里可以很容易地获得这些涂层。本文将介绍一些刀具涂层共有的属性以及一些常用的PVD、CVD 涂层选择方案。在确定选用何种涂层对于切削加工最为有益时,涂层的每一种特性都起着十分重要的作用。 1.涂层的特性 (1)硬度 涂层带来的高表面硬度是提高刀具寿命的最佳方式之一。一般而言,材料或表面的硬度越高,刀具的寿命越长。氮碳化钛(TiCN)涂层比氮化钛(TiN)涂层具有更高的硬度。由于增加了含碳量,使TiCN涂层的硬度提高了33%,其硬度变化范围约为Hv3000~4000(取决于制造商)。表面硬度高达Hv9000的CVD 金刚石涂层在刀具上的应用已较为成熟,与PVD涂层刀具相比,CVD金刚石涂层刀具的寿命提高了10~20倍。金刚石涂层的高硬度和切削速度可比未涂层刀具提高2~3倍的能力使其成为非铁族材料切削加工的不错选择。 (2)耐磨性 耐磨性是指涂层抵抗磨损的能力。虽然某些工件材料本身硬度可能并不太高,但在生产过程中添加的元素和采用的工艺可能会引起刀具切削刃崩裂或磨钝。 (3)表面润滑性 高摩擦系数会增加切削热,导致涂层寿命缩短甚至失效。而降低摩擦系数可以大大延长刀具寿命。细腻光滑或纹理规则的涂层表面有助于降低切削热,因为光滑的表面可使切屑迅速滑离前刀面而减少热量的产生。与未涂层刀具相比,表面润滑性更好的涂层刀具还能以更高的切削速度进行加工,从而进一步避免与工件材料发生高温熔焊。 (4)氧化温度 氧化温度是指涂层开始分解时的温度值。氧化温度值越高,对在高温条件下的切削加工越有利。虽然TiAlN涂层的常温硬度也许低于TiCN涂层,但事实证
数控刀具涂层的分类 传统刀具涂层技术主要可分为两大类,但由于市场需求的变化及涂层技术本身的特性,物理涂层技术的发展受到了更大的关注。PVD技术在得到飞跃性发展的同时,其应用市场也得到了广泛的拓展。与最初发展相比,不仅涂层成分种类繁多,近几年来在涂层结构上更是有了突破性的发展,并已为市场所接受。随着PVD技术在市场中愈来愈广泛的应用,认识了解各类涂层的特性及适用领域愈加显得重要。因此本文拟对当前PVD涂层进行分类,并分析各类薄膜所适用领域,目的是让使用者对各类涂层有一个较系统的了解,更加合理地使用涂层刀具。从PVD技术的发展和应用角度,笔者认为PVD涂层可按2种方法进行分类。 1. 按涂层成分分类 按涂层成分对涂层进行分类简洁、明了,基于对材料性能的认识,使用者容易了解涂层的功能,易为市场所接受,因此目前各涂层企业更多的是以不同的涂层成分向用户介绍、推荐其技术及产品。按成分对涂层区分通常可分为两大类,即硬涂层和软涂层。硬涂层以TiN、TiCN、TiAlN等为代表,包括了单层薄膜和复合薄膜,随着市场需求的变化及涂层技术的发展,新的涂层成分不断被开发出来,到目前为止所应用的硬涂层成分已有几十种之多;软涂层顾名思义薄膜的硬度相对较低,通常为1000HV左右。软涂层目前种类并不多,以MoS2、碳基薄膜为主,在切削加工领域内,其目的是通过在硬涂层表面覆盖一层这种薄膜,试图增加涂层表面的润滑性,改善被加工工件表面质量,以满足某些应用领域的需要。 2. 按涂层结构分类 尽管按成分进行涂层分类具有良好的市场基础,但从PVD技术的发展来看,涂层的内部结构的变化已越来越多地影响着涂层刀具的应用效果。相同的涂层成分、不同的结构形式,可以导致涂层刀具使用效果的截然不同。因此认识了解目前PVD涂层薄膜的结构形式,对于该项技术的实际应用有着十分重要的意义。就目前PVD技术的发展状况,涂层薄膜结构大体可分类如下: a. 单一层涂层 涂层由某一种化合物或固溶体薄膜构成,理论上讲在薄膜的纵向生长方向上涂层成分是恒定的,这种结构的涂层可称之为普通涂层。如果联系到PVD的发展历程,实际上在过去相当长的时期内一直采用这种技术,其中包含众所周知TiN、TiCN、TiAlN 等。随着应用市场要求的不断提高,人们也愈加认识到这种涂层的局限性,无论是显微硬度、高温性能、薄膜韧性等都难于大幅度提高,但这种涂层在市场中仍占有一定比例。 b. 复合涂层 c. 由多种不同功能(特性)薄膜组成的结构可以称之为复合涂层结构膜,其典型涂层为目前的硬涂层+ 软涂层,每层薄膜各具不同的特征,从而使涂层更具良好的综合性能。 d. 梯度涂层 涂层成分沿薄膜纵向生长方向逐步发生变化,这种变化可以是化合物各元素比例的变化,如TiAl-CN中Ti、Al含量的变化,也可以由一种化合物逐渐过渡到另一种化合物,如由CrN 逐渐过渡到CBC。可以预见这种结构能有效降低因成分突变而造成的内部微观应力的增加。 e. 多层涂层
1 概述 超硬刀具主要包括金刚石刀具和立方氮化硼刀具,其中以人造金刚石复合片(PCD)刀具及立方氮化硼复合片(PCBN)刀具占主导地位。随着现代制造业(尤其是汽车制造业)的快速发展,超硬 刀具的生产及应用也逐年快速增长。图1、图2分别为PCD刀具和PCBN 刀具近十几年来全球销售额的增长情况。至1997 年,PCD刀具年销售额已达2.3亿美元,PCBN刀具年销售额为1.7亿美元。 超硬刀具大部分用于汽车零部件的切削加工。图3、图4分别为1995年全球PCD刀具和PCBN 刀具在各应用领域的销量份额。其中,PCD刀具的60%用于汽车制造业,近30%用于木工刀具 (至九十年代末期PCD木工刀具的份额已占到40%);PCBN 刀具的1/2用于汽车制造业,约 20%用于重型设备(如轧辊等)的加工。 近年来,随着CNC加工技术的迅猛发展以及数控机床的普遍使用,可实现高效率、高稳定性、 长寿命加工的超硬刀具的应用也日渐普及,同时引入了许多先进的切削加工概念,如高速切削、硬态加工、高稳定性加工、以车代磨、干式切削等。超硬刀具已成为现代切削加工中不可缺少的重要手段。 2 超硬刀具的主要品种及特点 (1) PCD金属切削刀具 PCD金属切削刀具可利用PCD材料的高硬度、高耐磨性、高导热性及低摩擦系数实现有色金属及耐磨非金属材料的高精度、高效率、高稳定性和高表面光洁度加工。此类刀具从结构上主要可分为焊接式PCD刀具和可转位式PCD刀片。 近年来焊接式PCD刀具中发展较快的品种是带标准刀柄的PCD刀具,如带柄PCD铣刀、PCD镗刀、PCD铰刀等,刀柄型式主要为圆柱柄、锥柄和HSK柄。这种刀具(尤其是多齿刀具)的特点是切削刃对刀柄的跳动小(如刃长为30mm的HSK柄PCD铣刀的切削刃跳动仅为0.002mm),尤其适合于对各种有色金属零件的成形面、孔、阶梯孔等进行大批量高速加工。例如,采用铝基体刀盘的PCD高速铣刀(六刃,直径100mm),最高转速可达20,000R/MIN, 以上,切削速度可达7,000M/MIN,适合于汽车零部件的成形面加工。https://www.doczj.com/doc/341879074.html, 非标工装夹具设计CNC精密零件加工焊接工装夹具制
金刚石刀具与超硬刀具的区别及优缺点 内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理! 更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、数控系统、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展. 金刚石刀具优缺点 超硬刀具的优缺点 超硬材料具有优异的机械性能、物理性能和其他性能,其中有些性能很适合于刀具。 具有很高的硬度 天然金刚石的硬度达10000HV;CBN的硬度达7500HV。与其他硬物质相比,SiC硬 度为3000~3500HV,A12O3为2700HV,TiC为2900~3200HV,WC为2000HV, Si3N4为2700~3200HV;作为刀具材料用的硬质合金,其硬度仅为1100~1800HV。 具有很好的导热性 天然金刚石的热导率达2000W/m-1*K-1,CBN的热导率达1300W/m-1/K-1。紫铜 的导热性很好,其热导率仅为393W/m-1*K-1;纯铝为226W/m-1*K-1,故金刚石与CBN 的热导率分别是紫铜的5倍和3.5倍,是纯铝的8倍和5倍。硬质合金的热导率仅为35~ 75W/m-1*K-1。 具有很高的杨氏模量 天然金刚石的杨氏模量达1000GPa,CBN的杨氏模量在720GPa。而SiC、Al2O3、 WC、TiC的杨氏模量仅分别为390、350、650、330GPa。物质的杨氏模量大就是刚性好。
具有很小的热膨胀 天然金刚石的线膨胀系数为1×10-6/K,CBN的线膨胀系数为(2.1~2.3)×10-6/K。而硬质合金的线膨胀系数为(5~7)×10-6/K。 具有较小的密度 天然金刚石的密度为3.52g/cm3,CBN的密度为3.48g/cm3。与Al2O3、Si3N4的密度接近。 具有较低的断裂韧性 天然金刚石的断裂韧性为3.4MPa/m0.5,CBN与之接近。陶瓷刀具材料的断裂韧性在各种刀具材料中是属于较低者,然尚能达7~9MPa?m0.5。故金刚石与CBN性脆,是其弱点。 化学性质 CBN热稳定性好,在大气中达1300~1500℃不分解。对铁族元素呈惰性;在酸中不受渗蚀,在碱中约300℃时即受浸蚀;与过热的水蒸汽也能起作用。金刚石在常温下化学性质稳定;在氧气中约660℃开始石墨化,铁族元素特别是铁元素能催进石墨化;在酸、碱中都不受浸蚀。 电学性质 纯净的不含杂质的金刚石是绝缘体,室温下电阻率在1016Ω?cm以上。只有掺人了其他元素后,才显出半导体特性。同Si、Ce、As等半导体材料相比,金刚石具有非常宽的禁带,小的介电常数,高的载电子迁移率,大的电击穿强度,说明金刚石是一种性能优良的宽
涂层刀具的应用现状及发展趋势 涂层技术是提升刀具性能的主要手段之一。通过涂层可以提高切削刀具抗各种磨损的能力,延长了刀具的寿命,提高了被加工零件的表面精度,也提高了切削速度和进给速度,从而提高金属切削效率。本期话题, 主要讨论刀具涂层技术的最新进展情况和发展前景。 涂层刀具的应用现状及发展趋势 涂层技术是提升刀具性能的主要手段之一。通过涂层提高了切削刀具抗各种磨损的能力,延长了刀具的寿命,提高了被加工零件的表面精度,也提高了切削速度和进给速度,从而提高了金属切削效率。今天,在切削刀具主流材料的硬质合金中,涂层硬质合金刀具占了80%,而其中CVD(化学涂层)又占了60%~ 65%,其余为PVD(物理涂层)。 在CVD涂层方面,包括TiCN、TiC、TiN、ZrCN和Al2O3等各种化合物的多层复合涂层对改善涂层的综合性能,如结合强度、韧性、耐磨性和抗磨性及耐腐蚀性具有良好的效果。现在典型的VCDTiN(外层)+ Al2O3(中层)+TiCN(内层)多层式结构正在从涂层工艺上和涂膜的厚度上得到进一步改善。MTCVD (中温化学涂层)因有较低的工艺温度和较快的沉积速率使得涂层与基体分界面上的脆性η相最小化,同时减少了在高温CVD涂层中常见的由高温导致的拉伸裂纹,因此,MTCVD TiCN涂层已成为CVD多层涂层中的一个主要构成,这种MTVCD已用于α- Al2O3涂层,如ISCAR的α-IC9150、α-IC9250、α-IC9350和α-IC4100等,提升了涂层与基体的结合强度和抗后面磨损、前面磨损和抗粘附的能力。 在PVD涂层方面,也从单一的TiN或TiCN或TiAlN涂层发展到现在的复合涂层即硬涂层+软涂层。为适应更高切削速度和干式切削的要求,涂层刀具的红硬性成为近几年PVD技术的开发热点。TiAlN的改进涂层AlTiN提高了薄膜中Al的含量(Al含量大于50%),提升了涂层的红硬性、化学稳定性和抗氧化的性能,如ISCAR的Al-IC910(加工铸铁和钢)、Al-IC900、Al-IC930(加工钢、不锈钢、硬钢、铸铁、 高温合金等)。 现代刀具涂层发展的一个重要特征就是复合化,为了提高其综合性能,涂层材料复合、涂层层复合以及CVD 与PVD复合,如ISCAR的DT7150(K05-K25)通过MTCVD Al2O3和PVD TiAlN复合涂层,提高了材质的综合性能,用于高速加工灰铸铁和球墨铸铁。而多样化是刀具涂层发展的另一个趋势,有各种氮化物、氧化物涂层材料,还有TiB、SN涂层、金刚石涂层、立方氮化硼涂层等等。多样化的深层次原因是专业化,即针对不同的需求采用不同的涂层,并能对涂层的组分、百分比、结构及厚度在更大范围内加以控制和改变,以适应不同的被加工材料和不同的切削条件,从而显著地提高刀具的切削性能。如CrAlN涂层,以Cr 元素替代Ti元素,具有3200HV硬度和1100℃的氧化温度,与TiAlN相比韧性更好,更适合断续切削和难加工材料的加工;以Si元素代替Al元素的涂层可获得用于硬切削的TiSiN,也可获得有润滑性的CrSiN,更适合用于铝、不锈钢等粘附性强的材料加工。此外,涂层材料的细微化是现代刀具涂层发展的另一个令人关注的趋势,纳米复合涂层正在越来越多的地方得到应用。在未来,刀具涂层将是一个系统的概念,即刀具涂层必须根据不断变化的现代切削应用条件来进行系统的组合,这是一种与传统观念中的“在刀具上涂覆一层薄膜”截然不同且复杂得多的系统工程方法,这需要我们进行系统思考。 刀具涂层进展概况 现代切削面临着不断发展的高速、高效、高精加工要求和愈来愈多的高强度、高韧性、难切削等高能级材