MagNet 软件求解PMSM 3D问题的操作说明
前言
本说明文件介绍MagNet 3D 永磁同步电动机分析步骤。
目录
1.PMSM模型导入 (2)
2.拉伸实体设定材料 (3)
3.建立线圈和运动 (13)
4.设置边界条件和网格参数 (21)
5.求解和后处理 (24)
6.PMSM负载瞬态分析 (27)
1. PMSM模型导入
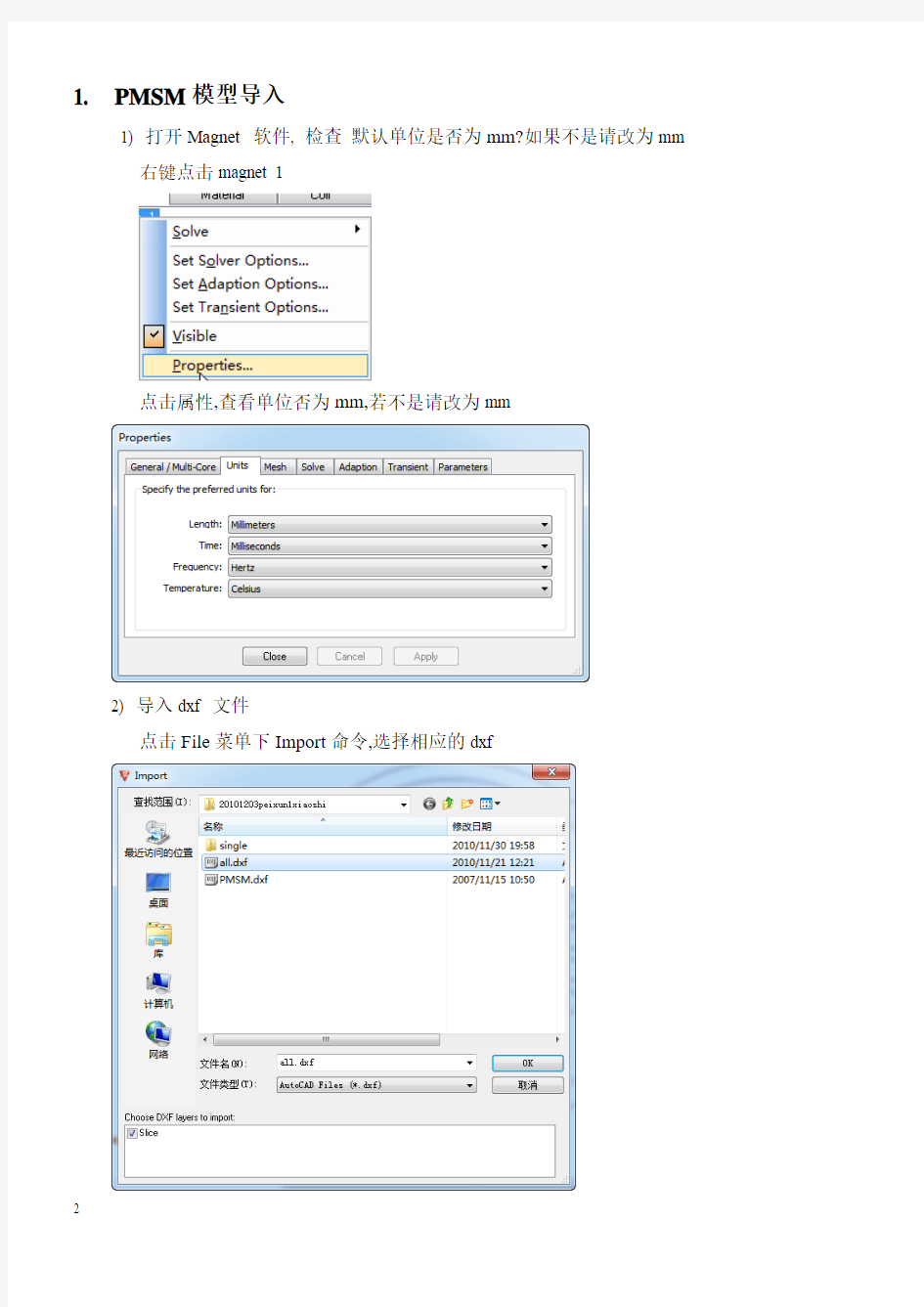
1) 打开Magnet 软件, 检查默认单位是否为mm?如果不是请改为mm
右键点击magnet 1
点击属性,查看单位否为mm,若不是请改为mm
2) 导入dxf 文件
点击File菜单下Import命令,选择相应的dxf
2. 拉伸实体设定材料
1)拉伸转子
拉伸操作:点击
选择图中平面,命名为Rotor,拉伸长度32.5mm, 材料定义为DW310-35,材料库导入参见“材料问题处理方法.docx”
2) 拉伸定子
命名为Stator,拉伸长度32.5mm, 材料定义为DW310-35
3)拉伸磁钢
磁钢方向垂直向外。
选择P1,P2, 旋转复制永磁体P1,P2.
设置旋转角度90degrees,选择Apply the transformation to a copy of selection,起到旋转复制作用,点击Apply三次,得到其他6个永磁体.
设置方向:
选择Copy of P1 #1,在材料方向设置中,将X,Y反向,即由
改为:
对磁体Copy of P2 #1,Copy of P1 #3,Copy of P2 #3同样进行方向操作。4)拉伸Rotor air
选择最内层气隙,命名为Rotor air, 材料AIR ,拉伸长度60mm,选择Ignore holes(useful for air regions),建成一个实心的空气Rotor air.
5)拉伸Rotor remesh air
选择第二层气隙,命名为Rotor remesh air, 材料AIR ,拉伸长度60mm, 注意不要选择Ignore holes.
6) 拉伸Stator remesh air
选择第三层气隙,命名为Stator remesh air, 材料AIR ,拉伸长度60mm
7)拉伸Stator air
按住ctrl选择第四层气隙以外所有平面,命名为Stator air, 材料AIR ,拉伸长度60mm 8) 拉伸导体
构造一些3D线圈的坐标点:
画直线:Line :( 0,0) 至(100, 0 )
选择菜单Tools,选中Keyboard Input Bar,输入起始坐标和终点坐标。
选择所有实体,右键去掉Visible,隐藏实体。
旋转复制:
选择菜单Draw,运行命令Rotate Edges
旋转角度设置为7.5度,并钩选Apply the transformation to a copy of the selection, 旋转复制,点击11次Apply。
绘制三个圆来获取交点,分别在槽的底部、中部、外部,具体位置可以精确计算或估计,如下:
获取坐标:
选择图中三个线条,点击剪刀这个按钮,具体在菜单Draw 下Segment Edges,切断线条获取交点坐标。
记录图中具体位置的坐标
点击1处线段,右键属性,拷贝并记录0和1点的坐标,0(36.5626799055618, 4.8135681280557, 0)
1 (30.9895912548425, 4.07985708791254, 0)
同样方法获取:
2(22.1020361053004, 22.1020361053004, 0)
3(26.0768096208106, 26.0768096208106, 0)
4(4.8135681280557, 36.5626799055618, 0)
5(5.94431813904978, 45.151578952034, 0)
采用多段拉伸做3D线圈,,Make Component in a Multi-Sweep. 首先画一个导线截面:
画一个框,如,长5mm,宽2mm,中心点附近,旋转7.5度复制一个。
选择这个圆面,点击多段拉伸,定义为A1,材料选择Copper
点击Set Sweep Segments
通过点击Insert Row 来增加线各个部分。如下图:
每个线Line 螺旋Helix 或弧Arc 之间有一个连接作用的Blend.
图中标注了1,2,3,4,5的地方坐标X,Y 为上面获取的坐标位置1,2,3,4,5的X,Y坐标值,并注意多段拉伸中的Z坐标高度。
图中方框的是旋转的中心轴方向。
得到的A1,如图:
选择A1,点击菜单Model 下Rotate Components
输入角度90,选择Apply the transformation to a copy of selection
点击3次,此刻有4个线圈作为1相 A 相,依次重新命名为A2,A3,A4 选择A1,A2,A3,A4 4个进行旋转复制,
输入角度60,选择Apply the transformation to a copy of selection
点击2次Apply ,获得第二相和第三相
并依次命名为:
B1,B2,B3,B4,C1,C2,C3,C4
定义线圈
依次选择A1,A2,A3,A4,使用Model 下菜单Make simple coil, 获得Coil #1 依次选择B1,B2,B3,B4,使用Model 下菜单Make simple coil, 获得Coil #2 依次选择C1,C2,C3,C4,使用Model 下菜单Make simple coil, 获得Coil #3 定义3个线圈匝数90,线圈的导电方向如下,2进2出依次间隔开(方形截面)
电路连接:
先教大家一些基础知识,学习破解其实是要和程序打交道的,汇编是破解程序的必备知识,但有可能部分朋友都没有学习过汇编语言,所以我就在这里叫大家一些简单实用的破解语句吧! ---------------------------------------------------------------------------------------------------------------- 语句:cmp a,b //cmp是比较的意思!在这里假如a=1,b=2 那么就是a与b比较大小. mov a,b //mov是赋值语句,把b的值赋给a. je/jz //就是相等就到指定位置(也叫跳转). jne/jnz //不相等就到指定位置. jmp //无条件跳转. jl/jb //若小于就跳. ja/jg //若大于就跳. jge //若大于等于就跳. 这里以一款LRC傻瓜编辑器为例,讲解一下软件的初步破解过程。大家只要认真看我的操作一定会!假如还是不明白的话提出难点帮你解决,还不行的话直接找我!有时间给你补节课!呵呵! 目标:LRC傻瓜编辑器杀杀杀~~~~~~~~~ 简介:本软件可以让你听完一首MP3歌曲,便可编辑完成一首LRC歌词。并且本软件自身还带有MP3音乐播放和LRC歌词播放功能,没注册的软件只能使用15天。 工具/原料 我们破解或给软件脱壳最常用的软件就是OD全名叫Ollydbg,界面如图: 它是一个功能很强大的工具,左上角是cpu窗口,分别是地址,机器码,汇编代码,注释;注释添加方便,而且还能即时显示函数的调用结果,返回值. 右上角是寄存器窗口,但不仅仅反映寄存器的状况,还有好多东东;双击即可改变Eflag的值,对于寄存器,指令执行后发生改变的寄存器会用红色突出显示. cpu窗口下面还有一个小窗口,显示当前操作改变的寄存器状态. 左下角是内存窗口.可以ascii或者unicode两种方式显示内存信息. 右下角的是当前堆栈情况,还有注释啊. 步骤/方法 1. 我们要想破解一个软件就是修改它的代码,我们要想在这代码的海洋里找到我们破解关键的代码确实很棘 手,所以我们必须找到一定的线索,一便我们顺藤摸瓜的找到我们想要的东东,现在的关键问题就是什么
板式家具生产工艺流程 一个完整意义上的板式家具生产工艺流程要从原材料的准备,经过木工制作、油漆涂饰到最后产品包装入库等诸多环节和步骤组成。因为油漆工序在上两期《深圳家具》上已有一些专业人士详尽论述过,所以本次板式生产工艺重点针对木工工序。提到板式家具生产工艺在很多人看来十分简单,三步一体的开料、封边、打孔,所用的设备也无外乎开料锯、封边机、排钻。结构要点无非是32系列拆装连接件等,其实实际上的板式家具生产工艺要远比这些复杂得多,同样是一块板件,有些只要一两道工序就可以完成,而有些则十数道甚至数十道工序才能够完成。如抽屉底板,只要开料就可以,而如一块较复杂的地柜面板其结构是蜂窝空心,面木皮,边实木封边且有边型,上面还要镶嵌玻璃。单一面板的加工就要二十几道工序才能完成,所以说板式工艺的复杂程度同产品的外观设计、产品结构、用料以及生产线上产品品种的种类数量等诸多因素息息相关,涉及的要素越多就越复杂。板式生产工艺的主要构成要素:原材料、工艺文件、机器设备、操作工人以及相应的品质和生产管理系统。其中原材料准时到位是整个工艺流程的前提和基础,而工艺文件则是整个加工流程和管理活动的行动依据,工艺文件要全面细致。板式家具工艺文件大概有:效果图、三视图、零部件分解图、零部件加工图、五金配件清单、包装方案、安装示意图、原材料明细表(BOM)、零部件加工工艺流程表、产品使用说明书。其中零部件加工图要与零部件加工工艺流程表结合使用并与生产线上的零部件产品同步运行效果最佳。零部件加工流程表里面的主要内容要涵盖名称、规格、数量、用料、批次、加工注意事项、特殊检验标准、工时、工序及序列号等基本内容。
ETAP V7.0 Installation Guidelines ?Freshtime:2010-07-29 13:13:27 ?Tag:ETAP SN ETAP CRACK HOW TO INSTALL ETAP 1. After unzip the file be sure you have the following elements: - Folder peta_7 - File ETAP 7.0.0.iso - This instruction file 2. Mount ETAP 7.0.0.iso and install ETAP 7.0.0. Instead of mounting ETAP 7.0.0.iso, it may possible to extract the files/directories to a temporary folder. 3. After install ETAP, runs the application. It will ask to connect to the licence manager. Click cancel and software will exit. 4. Find the folder 'peta_7'. Open folder and run etap7.exe 5. It will ask to restart. Restart PC. 6. After reboot run Etap again. It will now ask for serial instead of licence manager. 7. Enter the following serial: Qt***L 8cx*** i***** R****i /***** W****+ (the same that appears in file etap6 serial.txt located in folder peta_7. Be sure to include the / and +, because they are part of the serial too. 8. ETAP 7.0.0 it ready to run. Test with the examples located in the Etap 700 folder (C:etap 700). If in case after restart, it goes to licence manager again instead of asking for serial, do the following: 9. Unzip file ETAP_7_Crack.rar 10. Go to your installed Etap folder (C:etap 600) and locate file 'etapsdb.dll'. 11. Cut it and paste it in a safe folder (or make a copy). You will need it back later. 12. Copy the 'etapsdb.dll' file from ETAP_Demo_Crack.rar into the Etap installed folder (C:etap 700). 13. Run Etap and you will get an error. ETAP will close. 14. Now copy back the original 'etapsdb.dll' back to your Etap 600 folder and replace
加密狗的概述与破解原理 加密狗的概述: 加密狗是外形酷似U盘的一种硬件设备,正名加密锁,后来发展成如今的一个软件保护的通俗行业名词,"加密狗"是一种插在计算机并行口上的软硬件结合的加密产品(新型加密狗也有usb口的)。一般都有几十或几百字节的非易失性存储空间可供读写,现在较新的狗内部还包含了单片机。软件开发者可以通过接口函数和软件狗进行数据交换(即对软件狗进行读写),来检查软件狗是否插在接口上;或者直接用软件狗附带的工具加密自己EXE文件(俗称"包壳")。这样,软件开发者可以在软件中设置多处软件锁,利用软件狗做为钥匙来打开这些锁;如果没插软件狗或软件狗不对应,软件将不能正常执行。 加密狗通过在软件执行过程中和加密狗交换数据来实现加密的.加密狗内置 单片机电路(也称CPU),使得加密狗具有判断、分析的处理能力,增强了主动的反解密能力。这种加密产品称它为"智能型"加密狗.加密狗内置的单片机里包含有专用于加密的算法软件,该软件被写入单片机后,就不能再被读出。这样,就保证了加密狗硬件不能被复制。同时,加密算法是不可预知、不可逆的。加密算法可以把一个数字或字符变换成一个整数,如DogConvert(1)=12345、DogConver t(A)=43565。 加密狗是为软件开发商提供的一种智能型的软件保护工具,它包含一个安装在计算机并行口或USB 口上的硬件,及一套适用于各种语言的接口软件和工具软件。加密狗基于硬件保护技术,其目的是通过对软件与数据的保护防止知识产权被非法使用。 加密狗的工作原理: 加密狗通过在软件执行过程中和加密狗交换数据来实现加密的.加密狗内置 单片机电路(也称CPU),使得加密狗具有判断、分析的处理能力,增强了主动的反解密能力。这种加密产品称它为"智能型"加密狗.加密狗内置的单片机里包含有专用于加密的算法软件,该软件被写入单片机后,就不能再被读出。这样,就保证了加密狗硬件不能被复制。同时,加密算法是不可预知、不可逆的。加密算法可以把一个数字或字符变换成一个整数,如DogConvert(1)=12345、DogConver t(A)=43565。下面,我们举个例子说明单片机算法的使用。比如一段程序中有这样一句:A=Fx(3)。程序要根据常量3来得到变量A的值。于是,我们就可以把原程序这样改写:A=Fx(DogConvert(1)-12342)。那么原程序中就不会出现常量3,而取之以DogConvert(1)-12342。这样,只有软件编写者才知道实际调用的常量是3。而如果没有加密狗,DogConvert函数就不能返回正确结果,结果算式A=F x(DogConvert(1)-12342)结果也肯定不会正确。这种使盗版用户得不到软件使用价值的加密方式,要比一发现非法使用就警告、中止的加密方式更温和、更隐蔽、
Proteus软件是来自英国Labcenter Electronics公司的EDA工具软件,Proteus软件除了其具有和其它EDA工具一样的原理布图,PCB自动或人工布线及电路仿真的功能外,其革命性的功能是,他的电路仿真是互动的,针对微处理器的应用,还可以直接在基于原理图的虚拟原型上编程,并实现软件源码级的实时调试,如有显示及输出,还能看到运行后输入输出的效果,配合系统配置的虚拟仪器如示波器,逻辑分析仪等,您不需要别的,Proteus为您建立了完备的电子设计开发环境 先运行“P7.8sp2.exe”安装,然后运行“Proteus Pro 7.8 SP2破解1.0.exe”破解,用管理员身份运行破解文件 先破解,再汉化,这个汉化补丁用7.5的汉化修改而来,覆盖前注意备份原文件,如果汉化报错,就将“汉化报错.exe”复制到安装文件夹再运行。 7.5安装方法 1.执行setup75 Sp3.exe安装proteus 7.5 Sp3; 2.添加licence时指定到Grassington North Yorkshire.lxk; 3.安装完成后执行LXK Proteus 7.5 SP3 v2.1.2,将目录指定到X:\Progr> Altium Designer 2013 v.13 新特性包括: PCB对象与层透明度(Layer transparency)设置——新的PCB对象与层透明度设置中增添了视图配置(View Configurations)对话 丝印层至阻焊层设计规则——为裸露的铜焊料和阻焊层开口添加新检测模式的新规划 用于PCB多边形填充的外形顶点编辑器——新的外形顶点编辑器,可用于多边形填充、多边形抠除和覆铜区域对象 多边形覆盖区——添加了可定义多边形覆盖区的指令 原理图引脚名称/指示器位置,字体与颜色的个性设置——接口类型、指示器位置、字体、颜色等均可进行个性化设置 端口高度与字体控制——端口高度、宽度以及文本字体都能根据个人需求进行控制 原理图超链接——在原理图文件中的文本对象现已支持超链接 智能PDF文件包含组件参数——在SmartPDF生成的PDF文件中点击组件即显示其参数 Microchip Touch Controls支持——增添了对Microchip mTouch电容触摸控制的支持功能 升级的DXP平台——升级的DXP平台提供完善且开放的开发环境 Altium Designer 2013 v.13 的破解方法: 1,运行安装好的Altium Designer,在home页点击Add standalone license file 2,选择证书路径,在安装包解压文件中的Licenses文件夹中 3,选择前十个中任意一个打开,破解有效期到2025年。 Altium Designer 2013 v.13 的汉化: Altium designer自带了汉语汉化,不过还是建议使用英文的。点左上角DXP按钮,以此选择 Preferences---System---General 在最下面选择Use localized resources,点击OK后,重新启动软件就变成汉语的了
雕刻机(DIY 全程录) 设计要求是:有效工作行程:X轴= 200 mm ;Y轴= 270 mm ;Z轴= 60 mm ;工作精度:<0.05mm ;外表:精致美观;电气箱与机械部分合二为一。 整机打算分三个部分来介绍: 第一部分-----机械 第二部分-----电气 第三部分-----试机 第一部分-----机械 一.材料选取与加工:12mm 铝板(6061);台面板是20mm铝板(6061) 1.采购铝板(6061) 2.这是全部自己加工好的零件:(电气箱不包含) 2.X轴部件与装配:
X轴部分2 1. 当初设想是龙门架移动台面固定的,X轴与Y轴的侧板是独立的。 改进:现在可以成合二为一。(要重新修改图纸) 2. 电气箱体选取2mm的铝板是为了减轻重量,但在加工和装配时比较繁琐,要钻太多的孔和螺纹,固定螺丝位置每个都要在偏差范围内,外表也不美观。如果量产是不可取。 改进:选取5mm 的铝板,可以在侧面打孔攻丝3mm,,直接固定,去除了12根固定条。 3. 步进电机驱动板选用的接口与驱动一体的,优点是体积小、接线少,安装方便,但并行口的输入输出信号弱(没有接上拉电阻,恒电流方式)。造成我现在用笔记本电脑来控制时,脉冲信号弱步进电机有时会走不动(刚开机时发生的几率最多)。 改进:二种方法1. 选用接口与驱动分别独立的控制板,或是并行口有带恒电流的驱动板(笔记本能 带动)。目前我还没有去寻找。 2. 换成台式机箱的电脑。我现在已换好了(见图),之后就再也没有发生过一切正 常。后来再铣了一块260 x 190 mm的尼龙板 Z轴部分1
在设计Y轴的活动时,是选择龙门架活动呢还是工作台板活动,因为步进电机的特性是:走步精度高、过载能力差、容易失步;龙门架活动优点是:在机器的加工过程中碎屑不会粘在滚珠丝杆和光轴上,缺点是负载重(龙门架后面还背着电箱),工作台板活动优缺点正好与之相反。综合考虑后还是以机器的精度为主,选择台面板活动方案,同时也有了克服碎屑粘在滚珠丝杆和光轴上办法。(办法其实也很简单:用透明有机玻璃在台面板四周做个围边,高度不影响工作为限;三面固定正面可以活动的,便于清理碎屑。) Y轴部分2 四.整机机械部分组装: 由于考虑铝板表面随着时间推移会发黑,表面应该要做阳极氧化处理,所以要装配二次。第一次装配是为了检验整机设计方案是否存在缺陷和零件加工是否准确,装配工艺与实际是否相符等。第一次的装配过程图在这里先省略了(表面处理好后第二次装配时会把过程图发上来),只上一些初步装配好的整机图。固定滚珠丝杆二端的轴承座没有装上,因为是紧配合,
妙解破解的原理 不可不说一下学习破解的三个阶段: 初级,修改程序,用ultraedit等工具修改exe文件,称暴力破解,简称爆破. 中级,追出软件的注册码. 高级,写出注册机. 先说这爆破.所谓爆破,就是指通过修改可执行文件的源文件,来达到相应的目的.你不明白?呵呵,举个例子好了,比如说某共享软件,它比较用户输入的注册码,如果用户输入的,跟它通过用户名(或其它)算出来的注册码相等的话(也就是说用户输入的注册码正确了),那么它就会跳到注册成功的地方去,否则就跳到出错的地方去. 明白过来了吧,我们只要找到这个跳转指令,把它修改为我们需要的“造型”,这样,我们是不是就可以为所欲为了?(某软件双手放在胸口,你要干嘛?) 常见的修改方法有两种,我给你举例说明: no.1 在某软件中,这样来进行注册: 00451239CALL00405E02(关键CALL,用来判断用户输入的注册码是否正确) 0045123DJZ004572E6(!!!<——此为关键跳转,如果用户输入的注册码正确,就跳向成功处,即004572E6处) 0045XXXXYYYYYYYYYY XXXXXXXXYYYYYYYYYY XXXXXXXXYYYYYYYYYY XXXXXXXX执行到此处,就提示用户注册失败 ……提示用户注册码不正确等相关信息 ……
004572E6……<——(注册成功处!!!) ……提示用户注册成功等相关信息 呵呵,看明白了吗?没有的话,我来给你讲一下.在软件执行到00451239处的时候,CALL置0045E02处来进行注册码判断.接着回来后就来一个跳转语句,即如果用户输入的注册码正确就跳到004572E6处,跳到此处,就算是注册成功了.如果用户输入的注册码不正确的话,那么就不会在0045123D处进行跳转,而一直执行下去.在下面等它的,是注册失败部分. 想明白了吗?嘿嘿……没错,我们只要把那个关键跳转JZ给改为JNZ(如果用户输入的注册码错误,就注册成功,输入正确则注册失败).当然你也可以将JNZ修改为Jmp,这样的话,你输入的注册码无论正确与否.都可以注册成功. no.2 我们再来讲一下另外的一种情况: 00451239CALL00405E02(关键CALL,用来判断用户输入的注册码是否正确) 0045123DJNZ004572E6(!!!<——此为关键跳转,如果用户输入的注册码不正确,就跳向失败处,即004572E6处) 0045XXXXYYYYYYYYYY XXXXXXXXYYYYYYYYYY XXXXXXXXYYYYYYYYYY XXXXXXXX执行到此处,就提示用户注册成功 ……提示用户注册成功等相关信息 …… 004572E6……<——(注册失败处!!!) ……提示用户注册码不正确等相关信息 这次我相信,并且深信不疑.你一定明白了.我还是不明白……倒…… 你一定看出跟第一种情况不同的地方了吧.没错!它与第一种不同的,就是第一种情况是如果
手机3D玻璃盖板生产加工工艺流程 手机3D玻璃盖板生产加工工艺的流程主要包括:工程→开料开孔→精雕→研磨→清洗→热弯→抛光→检测→钢化→开模→UV转印→镀膜(PVD)→印刷(丝印/喷涂)→镭雕→检包→贴合→包装等,工艺流程长,品质要求高,良率低。 一、工程 确认客户图纸是否可以生产,制作本厂图纸及菲林,并确认流程。(图纸菲林需有制作日期,编号。有修改及时更新,收回旧图纸及菲林),下达指令单,样品全线跟踪。二、CNC开料 材料要求:玻璃材料必须是3D曲面玻璃材质。 板材玻璃在进入深加工作业时,第一道工序就是按照客户的图纸尺寸要求,进行加工余量放量后(一般单边留0.1mm余量),把数据输入到玻璃基板CNC切割机里进行粗坯制作,俗称开料。 注意事项:玻璃切割机需能够高效的进行直线、圆孔、曲线切割,这样可大量节省后续盖板玻璃CNC成型、抛光等工序的加工时间,对盖板玻璃行业提高生产效率,降低生产成本有着十分积极的意义。 第一道工序和普通盖板一样。 三、CNC精雕玻璃(磨边) CNC精雕玻璃是采用精雕机砂轮槽对毛坯玻璃进行磨边,去除余量;并通过钻头将玻璃原料进行倒边和钻孔,用细砂轮对外形及摄像头孔精加工,以满足最终成品要求。加工精度达0.01mm 四、研磨抛光
加入抛光粉,通过研具在一定压力下与加工面作复杂的相对运动,将玻璃原料磨至要求厚度,并抛光成表面镜面效果。 五、清洗 不同加工企业清洗工艺时段不同,一般在磨边之后需清洗,然后再次打磨抛光。 主要清洗掉表面残留废渣,一般采用超声波清洗。 等离子体与固体表面发生反应可以分为物理反应(离子轰击)和化学反应,以介质阻挡放电DBD等离子技术对玻璃基片进行预处理,可引起玻璃藕片表面键后和基团显著变化,使基片表面硅氢基含量显著增加,同时亲水性增强,而表面并不会粗糙,从而能够有效的活化材料的表面 六、热弯工艺 热弯工艺是3D玻璃制程中最核心的工艺之一,也是难点之一。
有线电视数字机顶盒破解原理方法和软件工具把杀毒软件删除了下载的 数源机顶盒程序烧写步骤 此步骤为机顶盒串口升级,利用一条串口线把PC机与机顶盒相连。 第一步:打开“迷你终端MINICOMM”; 第二步:在“通讯”中,点“建立连接”,串口设置键附录1串口设置; 第三步:一直按住“Enter回车键”; 第四步:打开机顶盒电源; 第五步:等迷你终端出现:testtool>; 第六步:输入“update boot”,然后按回车键,出现:等待从串口发送boot文件.........;第七步:在“通讯”菜单中,点“发送文件”,弹出目录框,找到要烧写的程序(boot_rs232.bin),打开即可。然后等待(大概持续8分钟)。直到出现testtool>。说明boot烧写完毕;第八步:重启机顶盒(或者敲命令update reset)。 第九步:使用升级工具“STBUpdate-Search.exe”升级程序 (STM5105_program_update.bin)、字库(SHUYUAN_font_update.bin)、loader后即可正常使用; 把杀毒软件删除了下载的 数源机顶盒程序烧写步骤 此步骤为机顶盒串口升级,利用一条串口线把PC机与机顶盒相连。 第一步:打开“迷你终端MINICOMM”; 第二步:在“通讯”中,点“建立连接”,串口设置键附录1串口设置; 第三步:一直按住“Enter回车键”;
第四步:打开机顶盒电源; 第五步:等迷你终端出现:testtool>; 第六步:输入“update boot”,然后按回车键,出现:等待从串口发送boot文件.........;第七步:在“通讯”菜单中,点“发送文件”,弹出目录框,找到要烧写的程序(boot_rs232.bin),打开即可。然后等待(大概持续8分钟)。直到出现testtool>。说明boot烧写完毕;第八步:重启机顶盒(或者敲命令update reset)。 第九步:使用升级工具“STBUpdate-Search.exe”升级程序 (STM5105_program_update.bin)、字库(SHUYUAN_font_update.bin)、loader后即可正常使用; 机顶盒加密系统称之为条件接受系统(ContionalAccess),广电说的CA系统就是它了。付费频道实际上就是CA加密的频道,必须经过广电授权才能够解密。MPEG2码流经过通用加扰器加扰后,需要密钥进行还原,这个密钥就是CW(Control Word)。不同家CA的解密过程就是对CW复原,并把它传送到机顶盒解扰器。 图1广电机顶盒解码原理 在图1中,机顶盒通过高频头收下来是加扰并复用过的TS,首先机顶盒对它进行解复用(Demux),并提取出其中的加密过的ECM、EMM传送给IC卡,IC卡计算出CW控制字后传送给解扰器,解扰器根据控制字还原加扰码流,输出清流,也就是没有加密的码流传递给解码器,供解码器进行MPEG2正常解码。CW一般为8个字节,每隔5-10秒钟更换一次。从上面的CA解密原理中可以看出其中可能存在的安全漏洞。在IC卡的条件接收系统传递CW的这个过程中,是可能被攻破的。 一般来说,IC向解扰器传递CW有三种可能: 第一种情况:直接传递明文。 这种情况最简单,只要把CW捕捉下来传递给其他机顶盒即可。
手机3D玻璃盖板生产加工工艺的流程 内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理! 更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展. 手机3D玻璃盖板生产加工工艺的流程主要包括:工程→开料开孔→精雕→研磨→清洗→热弯→抛光→检测→钢化→开模→UV转印→镀膜(PVD)→印刷(丝印/喷涂)→镭雕→检包→贴合→包装等,工艺流程长,品质要求高,良率低。 一、工程 确认客户图纸是否可以生产,制作本厂图纸及菲林,并确认流程。(图纸菲林需有制作日期,编号。有修改及时更新,收回旧图纸及菲林),下达指令单,样品全线跟踪。 二、CNC开料 材料要求:玻璃材料必须是3D曲面玻璃材质。 板材玻璃在进入深加工作业时,第一道工序就是按照客户的图纸尺寸要求,进行加工余量放量后(一般单边留0.1mm余量),把数据输入到玻璃基板CNC切割机里进行粗坯制作,俗称开料。 注意事项:玻璃切割机需能够高效的进行直线、圆孔、曲线切割,这样可大量节省后续盖板玻璃CNC成型、抛光等工序的加工时间,对盖板玻璃行业提高生产效率,降低生产成本有着十分积极的意义。 第一道工序和普通盖板一样。 三、CNC精雕玻璃(磨边) CNC精雕玻璃是采用精雕机砂轮槽对毛坯玻璃进行磨边,去除余量;并通过钻头将玻璃原料进行倒边和钻孔,用细砂轮对外形及摄像头孔精加工,以达到成品要求。加工精度达0.01mm
四、研磨抛光 加入抛光粉,通过研具在一定压力下与加工面作复杂的相对运动,将玻璃原料磨至要求厚度,并抛光成表面镜面效果。 五、清洗 不同加工企业清洗工艺时段不同,一般在磨边之后需清洗,然后再次打磨抛光。 主要清洗掉表面残留废渣,一般采用超声波清洗。 六、热弯工艺 热弯工艺是3D玻璃制程中核心的工艺之一,也是难点之一。 精雕好外形和孔的玻璃放置在石墨模具中,再将模具放进热弯机中,经过预热、压型、冷却,玻璃在模具中成型成曲面玻璃。曲面玻璃的尺寸取决于石墨模具设计。成型后的外观取决于成型工艺以及石墨模具设计。热弯机的性能对成型有至关重要的影响,主要的是玻璃在成型过程中炉体内的温度要均匀,并使玻璃能均匀受热,避免应力脆裂。加热炉内部设16-22个炉温点,以监测炉内温度均匀性。 具体操作流程是:在工作中通氮保护气,并防止空气进入.炉温控制在700-750℃.产品在炉内时间根据热弯机器的工位而定,一般需要20~40min.因为玻璃不是结晶态物质,没有固定熔点,它是玻璃态无机化合物,在温度升高的过程中慢慢的变软,通常软化点600℃左右。软化点是我们日常见到的玻璃成品刚开始变软的温度。
玻璃精雕机生产工艺流程 一、玻璃镜片性能 玻璃类产品主要为超薄玻璃(0.4-2.0mm 厚),先将原片玻璃刷、丝印或喷上保护层;经过高精密CNC玻璃开料机开片;雕刻外形、内孔及倒角;去膜;抛光、硬化、超声清洗、真空镀膜、丝印等一系列特殊加工工艺制作而成的产品。它具有美化装饰和保护的功能。目前产品对象主要为手机玻璃镜片、高档数码产品视窗、高档电器开关、高端手表玻璃等小尺寸产品。 1)产品性能 A、极好的表面光洁度; B、极高的表面硬度和超强的抗划伤能力; C、较好的表面强度; D、精确的尺寸控制; E、具有极好的金属视觉效果; F、:表面硬度高,莫氏硬达 8H,耐划伤,透光度良好; G、.产生破裂时成碎末状不会划伤皮肤; 2) 产品结构: 平片、卜面、单桥、双桥、批花、异形等 3)产品表面处理: 真空镀膜、丝印、镭射、幻彩、镀金刚膜、AR 膜、AF 膜、AS 膜特殊工艺为生产特色 二、玻璃手机镜片生产工艺简介 1.开料:将原片玻璃经过特殊保护胶处理,将被保护好的玻璃开成比产品大 15-20 个 S,再转到下一工序生产;再将材料按要求进行成型加工,加工成与图纸一致的产品;用精度高、速度快、性能稳定的创造玻璃精雕机,外形和双面倒角一次完成,很多产品都可以不用仿形铣车边环节,而且可以给你带来更为精准的外形尺寸,产品合格率99%以上; 2.开槽:将要求有槽位的产品进行开槽,开槽间隙小的产品,需进行双面加工工艺,有效提高磨头寿命,实现更好的效果! 3.倒边:原始做法是将车边完成的产品进行磨边处理,按客户要求达到外观和性能的要求。新工艺倒边都不需要单一的倒边机了,由工程人员设计加工砂轮磨头,实现外形、内孔、细槽直边斜边一次搞定,大大提高了生产效率和提高了产品品质; 4.精刻细雕:主要将需要打孔、异形挖槽和开台阶等一般工艺做不到的玻璃产品进行加工,更可以代替车边、开槽、倒边等工艺。不过雕刻机的销售价格不菲,很多厂家还是按传统工艺制作;但各位可以仔细核算下,省下原始工艺后,你可以减少多少开支?(设备、人力、电费、占地面积)而且还给你制造出更为精良的产品; 5.去膜、平磨:将雕刻完成的产品进行表面光洁度的检测,把表面刮花的产品进行平磨,完好产品流入下一个工序,表面印膜保护可以减少原始工艺三分之二的平磨设备,而且还会得到更高的成品率,此环节可以为客户减少很大部分的投资; 6.硬化:将平磨加工完成的产品进行强化处理,使玻璃的表面硬度和抗冲击性能提高,从而达到客户要求; 7.电镀/丝印:将平磨完成的白片产品进行电镀效果处理,达到镜片要求的效果; 8.包装:将效果处理完成且达到客户要求的产品进行清洗、检验、包装、出货。
只用一个软件,说明破解的层次! 前言 网上流传的卡巴斯基30天循环使用补丁,是怎么制作出来的如何把共享软件的注册码变成形同虚设遇到软件要注册,不用到处跪求注册码,如何自己寻找到真正的注册码如何制作一个属于自己的注册机我将对一个软件《拓维美容美发行业管理系统》进行多层次破解,借助最基本的方法来说明这些原理。 软件下载地址: 一、修改注册表文件,清除软件使用次数限制。 打开软件,首先跳出来一个注册的框,其中用户名可以随便填写。左下角红色的字显示还可以试用的次数。点击试用以后,可以进入软件。但是试用总共有100次。我们要做的是消除次数限制,无限试用。
原理分析:一般来说,试用次数被记录在注册表中,不管使用了多少次,我们如果能找到这个注册表文件,把已经使用的次数改为0,又可以重头计算,那样不就是无限循环使用了吗 工具:Regshot,一款体积小巧的注册表比较软件能在操作前后对注册表进行两次快照,自动比较。 步骤: 1、安装好软件以后,先不要启动软件。打开regshot,选择第一快照。这记录的是试用次数还有100次的注册表状态。
2、扫描完成后,不要关闭regshot,这时打开软件,点击试用,进入软件,然后可以退出了。 3、启动regshot,选择第二快照。扫描结束后,自动比较两个扫描结果,并弹出如图的报告。
报告显示有3处发生改变,找到显示改变注册表的路径。其中的[HKEY_LOCAL_MACHINE\SOFTWARE\tw\twzc]引起了我们的注意。因为这个路径tw是软件名称拓维的缩写,而且键的名称是day,肯定和时间有关。
4、点击开始—运行—输入regedit,回车,进入注册表编辑器。按照路径找到这个键,选中它,依次点击文件—导出。 可以将这个注册表文件任意命名保存。
软件暴力破解的原理和破解经验 我想今天就向大家介绍一下关于暴力破解的知识和破解经验。这个当然也是我个人的经验,但是对于高手来说应还有其它方面的经验,如果你认为我的经验不足的话,希望能够来信补充一下。 现在就开始介绍暴力破解的原理。对于暴力破解通常是无法得到注册码或是注册码的运算过程太复杂,无法通常计算得到(这里指使用反推法来计算注册码)所以就能够使用修改程序的方法来破解这个软件,这样通常就是暴力破解。 现在将使用暴力破解的软件分一下类型,也好让大家来知道如何对不同的软件进行注册码破解还是暴力破解了。 1.测试版软件 这种软件是属于测试使用的,通常无法注册,这样它只有一个time bomb限制,对于破解它只能使用暴力破解方法了。只要将它的时间炸弹解除就行了。 2.共享软件中不需要注册码输入的形式 这种软件是比较成熟的软件,但是作者通常没有使用注册码保护软件,而是仅做一个time bomb,同上面的一样,所以破解就同上面相同了。 3.共享软件中注册码运算过程过于复杂情况 这样的软件是作者设计时使用了十分复杂的运算过程,你使用反推无法得到它的注册码,所以它也只能使用暴力破解才能使用这个软件。 4.共享软件的提示窗口 通常这种软件是在开始运行的时候有一个提示窗口,最为可气是有的软件提示窗口有一定的时间要求,你必要等10秒才能运行这个软件,所以通常破解它就使用暴力破解了。(这不包括破解出注册码的情况) 5.共享软件使用Key File保护的形式 对于这种软件来说,通常的解密人是比较难破解的,但是使用暴力破解就相当的轻松了,你只要找对地方就可以破解它了。 6.共享软件加壳处理 这种破解是属于暴力破解中最难的一种了,因为如果你没有脱壳知识的话,你将无法使用暴力破解来得到这个软件的破解过程。所以对于这种来说,一定好好学习脱壳知识才能对付这个破解。
手机3D玻璃盖板的生产工艺流程 手机3D玻璃盖板生产加工工艺的流程主要包括:工程→开料开孔→精雕→研磨→清洗→热弯→抛光→检测→钢化→UV转印→镀膜(PVD)→印刷(丝印、喷涂)→贴合→贴膜→包装等。 下面我们来系统的了解一下每道加工工序。 开料: 材料要求:玻璃材料必须是3D曲面玻璃材质。 板材玻璃在进入深加工作业时,第一道工序就是按照客户的图纸尺寸要求,进行加工余量放量后(一般单边留0.1mm余量),把数据输入到玻璃基板CNC切割机里进行粗坯制作,俗称开料。 注意事项:玻璃切割机需能够高效的进行直线、圆孔、曲线切割,这样可大量节省后续盖板玻璃CNC成型、抛光等工序的加工时间,对盖板玻璃行业提高生产效率,降低生产成本有着十分积极的意义。 磨边: 第一道工序和普通盖板一样。CNC精雕玻璃是采用精雕机砂轮槽对毛坯玻璃进行磨边,去除余量;并通过钻头将玻璃原料进行倒边和钻孔,用细砂轮对外形及摄像头孔精加工,以满足最终成品要求。加工精度达0.01mm。 抛光: 加入抛光粉,通过研具在一定压力下与加工面作复杂的相对运动,将玻璃原料磨至要求厚度,并抛光成表面镜面效果。 清洗: 不同加工企业清洗工艺时段不同,一般在磨边之后需清洗,然后再次打磨抛光。
主要清洗掉表面残留废渣,一般采用超声波清洗。 热弯: 热弯工艺是3D玻璃制程中最核心的工艺之一,也是难点之一。 精雕好外形和孔的玻璃放置在石墨模具中,再将模具放进热弯机中,经过预热、压型、冷却,玻璃在模具中成型成曲面玻璃。曲面玻璃的尺寸取决于石墨模具设计。成型后的外观取决于成型工艺以及石墨模具设计。 扫光: 玻璃经热弯后,产品表面须经抛光。采用羊绒轮,通过调整上下抛光轮转速,对产品压力,时间控制,并辅助研磨粉或泡沫液,对玻璃产品表面精抛光,以达通透无瑕疵。 质量检测: 需经过层层质量检测流程。3D玻璃检测需要根据工艺要求。一般需检测两次,钢化前一次外观和尺寸,钢化后有应力释放延展曲变,应该再次进行外观和翘曲变形监测。 化学强化: 采用高纯度的硝酸钾溶液及搭配的催化剂混合,一般4-6小时450℃高温钢化处理。 其原理是:玻璃结构表面的钾离子和钠离子进行离子交换而形成强化层。硬度可达7H,提高玻璃的防划伤,抗冲击等能力。 UV转印: UV转印通俗点说是加纹理,这里指的是GDF工艺,将纹理或数码图文转印到玻璃防爆膜上(一般为PET材质),转印过程中无像素损失。 PVD:
雕刻机操作工艺流程 一,文件排版制图, 1,在CDR9/X4软件里将要切割的文件导出文泰格式类型(PLT) 2,按工程图纸在软件里制作需要的图形, 简单的文字切割,2D3D雕刻可以在文泰三维雕刻软件里做文件,(2D为双色板雕刻机,割为切割即外轮廓,内轮廓,原线输出三种,3D雕刻机为三维雕刻机) 在文件排版中,尽可能的减少材料的浪费,合理选择雕刻刀具,图形之间的间距d=刀的直径D*2 如是原线输出则是刀的直径D,图形的边距=刀具的直径 3,版面大小的设定,长为材料的宽为1200,长为2400单位都是毫米(MM)根据实际情况而定二,路径计算 1,选择排好版的加工文件移动到软件空白页面的以左下角为原点对齐,根据实际情况选择2D 3D 割三种雕刻方式,(2D 割都要更改雕刻深度,2D是水平铣底再勾边,勾边的作用是为了让雕刻的边缘更好看更光滑, 三,保存路径,文件类型为NC
四,在Ncstudio雕刻软件打开文件路径 点文件菜单下的卸载,先卸载原有的路径,再点文件菜单下打开并装载,选择保存的NC格式路径,点打开, 五,把加工材料放在机床台面上装用夹具把材料固定平稳 六,定工件坐标加工原点 把雕刻机雕刻模式更改为手动模式(Ctrl+2),移动机床的XYZ坐标,移动XY到机器正面的左边,即机器的机械原点右边多一点为5MM左右即可,Z轴移到被加工材料的正表面(刀尖刚好接触在材料表面,)再点维宏控制软件的工件坐标下的XYZ,这时,XYZ会自动变成0,即可,再把Z轴抬高10MM, 七,加工试运行 在雕刻机控制软件里按仿真或按F8再次确认是否有误,确认无误后,再按F8退出仿真,把进给倍率调在15%左右,主轴转速调到24000转每分钟,按F9开始加工八,试运行无误后,就可以把进给倍率调快即可正式加工 九,在加工过程中,如出现情况时,可以按F10(暂停)F11(停止)解决问题后,可以按F9继续加工,如断电后需要重新加工时,可以在菜单栏中操作下的断电继续,继续加工. 流程:排版→计算路径→保存路径→打开路径→定工件原点→仿真→加工
从工艺、设备、加工,看手机3D玻璃生产全过程! 内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理! 更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展. 目前的玻璃盖板分为2D玻璃、2.5D玻璃和3D玻璃。 1、2D玻璃: 就是普通的纯平面玻璃,没有任何弧形设计。以前的手机屏幕玻璃基本都是平的,玻璃上所有的点都处在同一平面上,这种手机屏幕的玻璃统称为2D屏幕玻璃。 2、2.5D玻璃: 2.5D玻璃中间是平面的,但边缘有一定的弧形设计,相对于2D玻璃,也就是在平面玻璃的基础上对边缘进行了弧度处理。 3、3D玻璃: 3D玻璃在中间部位或者边缘都采用了弧形设计。3D玻璃形成的弧度号称能够更加贴合手掌,为打字等功能带来良好手感,3D曲面显示可以增加可视面积,更符合人类视网膜的弧度,也为观影和游戏带来更好的视觉体验。
不过从更长的时间尺度上来讲,传统玻璃材质毕竟限制了OLED屏幕全柔性的发挥,3D玻璃也可能只是未来一段时间的过渡。 OLED柔性显示屏开始采用的是塑料基本,借助薄膜封装技术,在面板背面粘贴保护膜,让面板变得可弯曲和不易折断。 但相比玻璃基板,由于塑料基板开口率和透光率方面有着一定的缺陷,不能满足高级显示设备的性能要求。 而3D玻璃配合柔性AMOLED应用,面板盖板玻璃可以作为3D形状。 这些玻璃是这样生产出来的: 2.5D玻璃加工工艺
3D玻璃加工工艺 目前3D玻璃生产的工艺主要有:开料、CNC、研磨抛光、烘烤、镀膜、热弯等,其中热弯工艺是为关键,制约着良品率的高低。 目前国内用于生产3D曲面玻璃的热弯机主要以进口韩国设备为主,价格在120-180万,月产能在1.5万片左右。 4、3D玻璃工艺流程简述: 开料开孔 将玻璃片材放置在三轴开料机台面,粗砂轮刀开外形,开摄像头孔。切断面较粗糙,同时单边留0.1mm余量。 CNC雕刻 利用精度高的先进设备进行外形、特殊要求的精加工。 超声波清洗 利用全自动超声波对产品进行清洗,增加产品的清洁度。磨边即侧面精磨。细砂轮对外形及摄像头孔精加工,加工精度可达0.01mm,并将切断面细化。 超声波清洗 利用全自动超声波对产品进行清洗,增加产品的清洁度。 玻璃热弯 平板玻璃加热软化在模具中成型,再经过退火制成的曲面玻璃。根据炉体的大小和所需烧制
雕刻机制作详细过程标准化管理处编码[BBX968T-XBB8968-NNJ668-MM9N]
雕刻机(DIY 全程录) 设计要求是:有效工作行程:X轴 = 200 mm ;Y轴 = 270 mm ;Z轴 = 60 mm ; 工作精度:< ;外表:精致美观;电气箱与机械部分合二为一。 整机打算分三个部分来介绍: 第一部分-----机械 第二部分-----电气 第三部分-----试机第一部分-----机械一.材料选取与加工:12mm 铝板(6061);台面板是20mm铝板(6061)1.采购铝板(6061)2.这是全部自己加工好的零件:(电气箱不包含) 2.X轴部件与装配:
X轴部分2 1. 当初设想是龙门架移动台面固定的,X轴与Y轴的侧板是独立的。 改进:现在可以成合二为一。(要重新修改图纸) 2. 电气箱体选取2mm的铝板是为了减轻重量,但在加工和装配时比较繁琐,要钻太多的孔和螺纹,固定螺丝位置每个都要在偏差范围内,外表也不美观。如果量产是不可取。改进:选取5mm 的铝板,可以在侧面打孔攻丝3mm,,直接固定,去除了12根固定条。 3. 步进电机驱动板选用的接口与驱动一体的,优点是体积小、接线少,安装方便,但并行口的输入输出信号弱(没有接上拉电阻,恒电流方式)。造成我现在用笔记本电脑来控制时,脉冲信号弱步进电机有时会走不动(刚开机时发生的几率最多)。 改进:二种方法 1. 选用接口与驱动分别独立的控制板,或是并行口有带恒电流的驱动板(笔记本能
带动)。目前我还没有去寻找。 2. 换成台式机箱的电脑。我现在已换好了(见图),之后就再也没有发生过一切正 常。后来再铣了一块260 x 190 mm的尼龙板 Z轴部分1 在设计Y轴的活动时,是选择龙门架活动呢还是工作台板活动,因为步进电机的特性是:走步精度高、过载能力差、容易失步;龙门架活动优点是:在机器的加工过程中碎屑不会粘在滚珠丝杆和光轴上,缺点是负载重(龙门架后面还背着电箱),工作台板活动优缺点正好与之相反。综合考虑后还是以机器的精度为主,选择台面板活动方案,同时也有了克服碎屑粘在滚珠丝杆和光轴上办法。(办法其实也很简单:用透明有机玻璃在台面板四周做个围边,高度不影响工作为限;三面固定正面可以活动的,便于清理碎屑。)