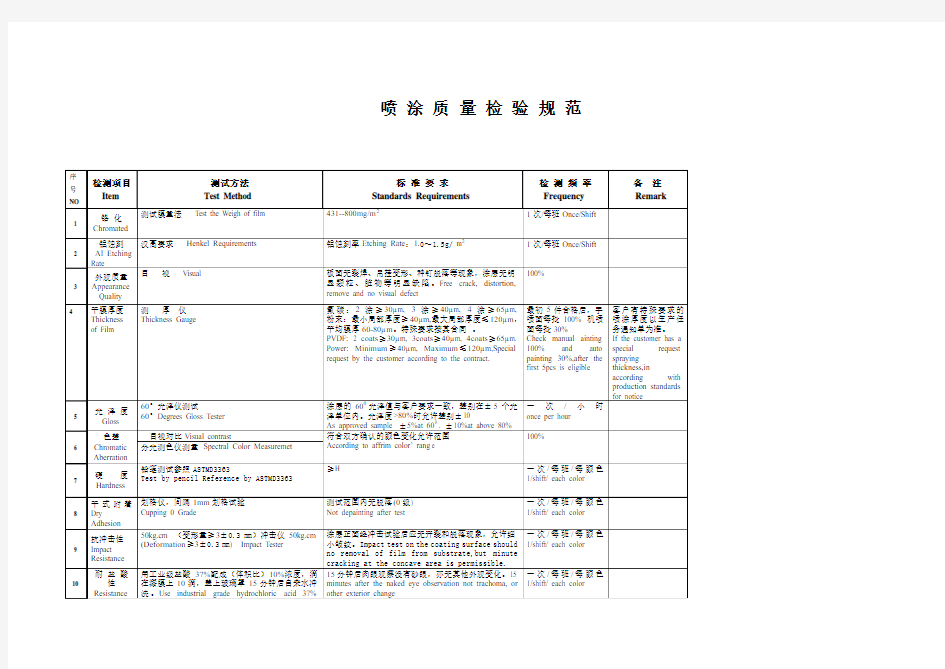
喷涂质量检验规范
序号NO 检测项目
Item
测试方法
Test Method
标准要求
Standards Requirements
检测频率
Frequency
备注
Remark
1
铬化
Chromated
测试膜重法Test the Weigh of film 431--800mg/m21次/每班Once/Shift
2
铝蚀刻
Al Etching
Rate
汉高要求Henkel Requirements 铝蚀刻率Etching Rate:1.0~1.5g/ m21次/每班Once/Shift
3
外观质量
Appearance
Quality
目视Visual 板面无裂焊、吊挂变形、种钉脱落等现象,涂层无明
显颗粒、脏物等明显缺陷。Free crack, distortion,
remove and no visual defect
100%
4 干膜厚度
Thickness
of Film 测厚仪
Thickness Gauge
氟碳:2涂≥30μm, 3涂≥40μm, 4涂≥65μm,
粉末:最小局部厚度≥40μm,最大局部厚度≤120μm,
平均膜厚60-80μm。特殊要求按其合同。
PVDF: 2 coats≥30μm, 3coats≥40μm, 4coats≥65μm.
Power: Minimum≥40μm, Maximum≤120μm,Special
request by the customer according to the contract.
最初5件合格后,手
喷面每批100% 机喷
面每批30%
Check manual ainting
100% and auto
painting 30%,after the
first 5pcs is eligible
客户有特殊要求的
喷涂厚度以生产任
务通知单为准。
If the customer has a
special request
spraying
thickness,in
according with
production standards
for notice
5 光泽度
Gloss
60°光泽仪测试
60°Degrees Gloss Tester
涂层的600光泽值与客户要求一致,差别在±5个光
泽单位内。光泽度>80%时允许差别±10
As approved sample ±5%at 600 . ±10%at above 80%
一次/小时
once per hour
6
色差
Chromatic
Aberration
目视对比Visual contrast 符合双方确认的颜色变化允许范围
According to affrim color’ rang e
100% 分光测色仪测量Spectral Color Measuremet
7 硬度
Hardness
铅笔测试参照ASTMD3363
Test by pencil Reference by ASTMD3363
≥H 一次/每班/每颜色
1/shift/ each color
8 干式附着
Dry
Adhesion
划格仪,间隔1mm划格试验
Cupping 0 Grade
测试范围内无脱落(0级)
Not depainting after test
一次/每班/每颜色
1/shift/ each color
9 抗冲击性
Impact
Resistance
50kg.cm (变形量≥3±0.3㎜)冲击仪50kg.cm
(Deformation≥3±0.3㎜) Impact Tester
涂层正面经冲击试验后应无开裂和脱落现象,允许细
小皱纹。Impact test on the coating surface should
no removal of film from substrate,but minute
cracking at the concave area is permissible.
一次/每班/每颜色
1/shift/ each color
10 耐盐酸
性
Resistance
用工业级盐酸37%配成(体积比)10%浓度,滴
在漆膜上10滴,盖上玻璃罩15分钟后自来水冲
洗。Use industrial grade hydrochloric acid 37%
15分钟后肉眼观察没有砂眼,亦无其他外观变化。15
minutes after the naked eye observation not trachoma, or
other exterior change
一次/每班/每颜色
1/shift/ each color
to Hydrochlori
c aci
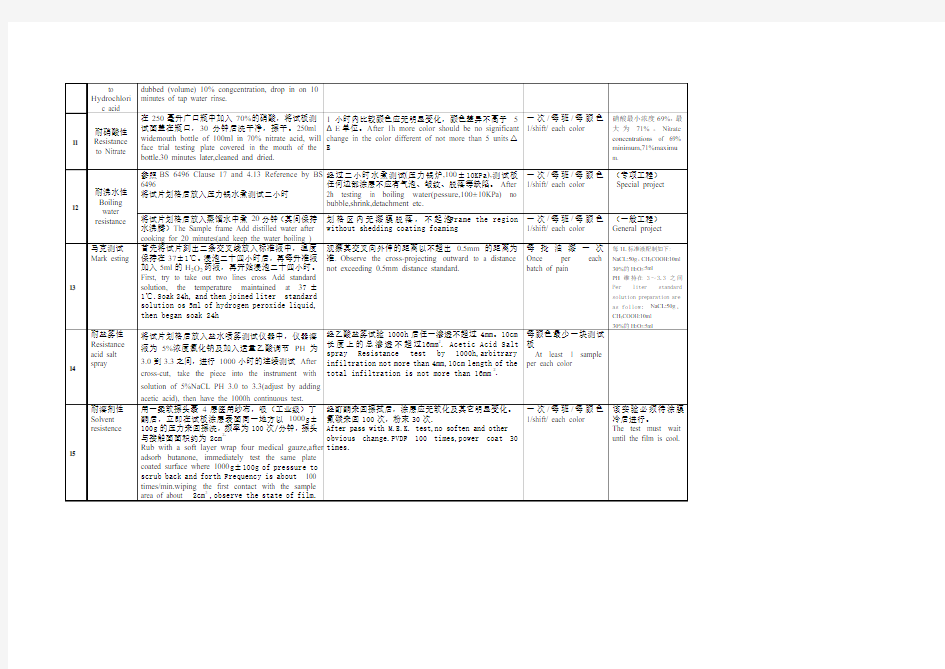
d dubbed (volume) 10% congcentration, drop in on 10 minutes of tap water rinse.
11 耐硝酸性
Resistance
to Nitrate
在250毫升广口瓶中加入70%的硝酸,将试板测
试面盖在瓶口,30分钟后洗干净,擦干。250ml
widemouth bottle of 100ml in 70% nitrate acid, will
face trial testing plate covered in the mouth of the
bottle.30 minutes later,cleaned and dried.
1小时内比较颜色应无明显变化,颜色差异不高于5
ΔE单位。After 1h more color should be no significant
change in the color different of not more than 5 units△
E
一次/每班/每颜色
1/shift/ each color
硝酸最小浓度69%,最
大为71%。Nitrate
concentrations of 69%
minimum,71%maximu
m.
12 耐沸水性
Boiling
water
resistance
参照BS 6496 Clause 17 and 4.13 Reference by BS
6496
将试片划格后放入压力锅水煮测试二小时
经过二小时水煮测试(压力锅炉,100±10KPa),测试板
任何边部涂层不应有气泡、皱纹、脱落等缺陷。After
2h testing in boiling water(pessure,100±10KPa) no
bubble,shrink,detachment etc.
一次/每班/每颜色
1/shift/ each color
(专项工程)
Special project
将试片划格后放入蒸馏水中煮20分钟(其间保持
水沸腾)The Sample frame Add distilled water after
cooking for 20 minutes(and keep the water boiling )
划格区内无漆膜脱落,不起泡Frame the region
without shedding coating foaming
一次/每班/每颜色
1/shift/ each color
(一般工程)
General project
13 马克测试
Mark esting
首先将试片刻出二条交叉线放入标准液中,温度
保持在37±1℃。浸泡二十四小时后,再每升准液
加入5ml的H2O2药液,再开始浸泡二十四小时。
First, try to take out two lines cross Add standard
solution, the temperature maintained at 37±
1℃.Soak 24h, and then joined liter standard
solution os 5ml of hydrogen peroxide liquid,
then began soak 24h
观察其交叉向外伸的距离以不超出0.5mm的距离为
准. Observe the cross-projecting outward to a distance
not exceeding 0.5mm distance standard.
每批油漆一次
Once per each
batch of pain
每1L标准液配制如下:
NaCL:50g,CH3COOH:10ml
30%的H2O2:5ml
PH维持在3~3.3之间
Per liter standard
solution preparation are
as follow: NaCL:50g,
CH3COOH:10ml
30%的H2O2:5ml
14 耐盐雾性
Resistance
acid salt
spray
将试片划格后放入盐水喷雾测试仪器中,仪器溶
液为5%浓度氯化钠及加入适量乙酸调节PH为
3.0到3.3之间,进行1000小时的连续测试After
cross-cut, take the piece into the instrument with
solution of 5%NaCL PH 3.0 to 3.3(adjust by adding
acetic acid), then have the 1000h continuous test.
经乙酸盐雾试验1000h后任一渗透不超过4mm。10cm
长度上的总渗透不超过16mm2. Acetic Acid Salt
spray Resistance test by 1000h,arbitrary
infiltration not more than 4mm,10cm length of the
total infiltration is not more than 16mm2.
每颜色最少一块测试
板
At least 1 sample
per each color
15 耐溶剂性
Solvent
resistence
用一柔软擦头裹4层医用纱布,吸(工业级)丁
酮后,立即在试板涂层表面同一地方以1000g±
100g的压力来回擦洗,频率为100次/分钟,擦头
与接触面面积约为2cm2。
Rub with a soft layer wrap four medical gauze,after
adsorb butanone, immediately test the same plate
coated surface where 1000g±100g of pressure to
scrub back and forth Frequency is about 100
times/min.wiping the first contact with the sample
area of about 2cm2 ,observe the state of film.
经酊酮来回擦拭后,涂层应无软化及其它明显变化。
氟碳来回100次,粉末30次.
After pass with M.E.K. test,no soften and other
obvious change.PVDF 100 times,power coat 30
times.
一次/每班/每颜色
1/shift/ each color
该实验必须待涂膜
冷后进行。
The test must wait
until the film is cool.
工程竣工验收单的格式
?建筑安装工程质量检验评定标准、施工验收规范及相应的国家、地方现行标准。 工程验收单范本 工程质量评估报告是单位工程、分部工程及某些分项工程完工后, 在施工单位自检质量合格的基础上, 监理工程师根据曰常巡查、旁站掌握的情况, 结合对工程初验的意见, 编写对工程质量予以正确评定的报告。它是监理工程师对工程质量客观、真实的评价, 是监理资料的主要内容之一, 也是质量监督站核验质量等级的重要基础资料. 工程质量评估报告内容一般应包括工程概况、质量评估依据、分部分项工程划分及质量评定、质量评估意见四个部分。 1、工程概况应说明工程所在地理位置、建筑面积, 设计、施工、监理单位, 建筑物功能、结构型式、装饰特色等。 2、质量评估依据 (1)设计文件; (2)建筑安装工程质量检验评定标准、施工验收规范及相应的国家、地方现行标准; (3)国家、地方现行有关建筑工程质量管理办法、规定等。 3、分部分项工程划分及质量评定 分部工程质量评估报告应叙述对分项工程进行划分及施工单位自评质量等级情况, 要着重反映监理工程师曰常对分项工程质量等级的核查情况。地基与基础分部工程还应重点说明桩基的施工质量状况, 主体工程分部应增加对建筑物沉降观测及对混凝土强度的评定情况, 砖混结构应说明对砂浆强度的评定情
况。编写单位工程质量评估报告时, 要简述各分部工程的质量评定情况, 设备安装、高度、试运转情况。重点叙述对质量保证资料的审查、观感质量评定等, 反映工程的结构安全、重要使用功能、装饰工程的质量特色等, 另外还应说明建筑物有无异常的沉降、裂缝、倾斜等情况。 4、质量评估意见监理单位应对所评估的分部、分项、单位工程有个确切的意见。监理工程师能够根据对分项工程旁站检查及等级抽查情况评估分项、分部工程的质量等级。单位工程竣工后, 监理工程师应根据主体、装饰工程质量评定、质量保证资料的审查、观感质量评定等评估工程的结构安全、重要使用功能及主要质量情况, 并应有确切的质量评估结论性意见。 人防工程竣工验收报告( 范本) 一、工程概况 XXXX位于XX区XXXX路XXXX号, 具体地址边界为: 北临XXXX号( 路) , 南临XXXX号( 路) , 东临XXXX号( 路) , 西临XXXX号( 路) 。建设占地XXX公顷, 建筑面积XXXX平方米, 人防地下室所处地下XX层, 面积XXXX平方米, 平时用途为XXXX, 战时用途为XXXX。 工程建设投资单位是XXXX, 勘察单位是XXXX, 设计单位是XXXX, 施工总承
产品检验规程 1、目的 为确保产品的符合性,满足顾客对产品质量要求,特制定本检验规程,对产品的检验实施有效控制。 2、适用范围 本规程适用于采购产品,在制品和成品的检验。 3、职责 3.1技质部为产品检验的归口管理部门,其他部门配合。 3.2技术厂长为产品检验的主管领导。 3.3产品检验由兼职质检员进行,并对检验结果负法律责任。 4、控制规程 4.1本规程依据国家标准,企业标准和产品特点制定。 4.2技质部负责制定本公司主要采购产品的验证规范、在制品检验规范、最终产 品检验规范; 4.3进货检验:依据“采购产品验证与确认规程”进行严整; 4.4过程检验 根据在制品的重要程度和加工的难易程度,过程检验采用:产品工序流程纪录卡、自/互检、巡检、首件检验方式; 4.4.1“产品工序流程纪录卡”随在制品流程,每道工序完成后,由此工序责 任人于“纪录卡”上标印。任务单下达后,确立关键工序,流程时下道工序人员对上道工序进行例行检验,并将结果纪录于“纪录卡”上: 4.4.2每道工序的操作人员,都必须对生产的半成品进行自检。下道工序人员, 对上道工序的在制品进行常规检查,如发现轻微质量问题,报请所在部门处理; 4.4.3巡检方式是质检员按《工艺手册》、“图纸”不定时的对每道工序进行例行 检验,及对发现的重大问题进行处理。对确认不合格的在制品,出具“不合格通知单”。送责任部门、技质部: 4.4.4产品数量大于50樘:或结构过于复杂(技质部视情形而定),投入批量生 产前,应进行首件检验,检验人员按《工艺手册》、《钢质防火门检验标准》规程进行,检验后填写《产品首件检验纪录单》; 4.4.5对例行检验不合格的在制品,按《不合格品控制程序》处理;
机械加工工序质量检验规程 目的:加强工序质量控制,提高一次交检合格率,及时发现质量问题,消除产生质量问题的因素。范围:适用于本公司所有零件和工序。 本公司对工序质量的检验采用取操作员工自检,专职检验,成品入库抽检相结合的方法,填写检验记录。 一、冲压工序。 操作人员明确本工序零件技术要求,正确选择安装模具,调整模具间隙,设备行程,连续自检5件零件,符合技术要求后方能进行批量生产。并填写工序质量记录单,生产过程中要随时自查,专职检验人员对工序零件进行抽检,每次抽检不得少于5件,每班不得少于3次,并填写检验记录单。 二、车削工序 操作人员明确本工序零件技术要求,正确选择夹具,刀具,工装,量具,试生产零件应连续自检5件零件,符合技术要求后,方能进行批量加工,填写质量记录清单,生产过程中要随时自检,调整,保证产品质量,专职检验人员应根据零件图纸技术要求,对工序进行抽检,每次抽检不得少于5件每班抽检不得小于4次。 三、钻削工序 操作人员明确本工序零件加工技术要求,正确先择工装,钻头,掌握夹持定位方法,试生产零件应连续自检5件零件,符合零件后方能进行批量加工,并填写质量记录清单,生产过程中要随时进行自检,调整专职检验人员应根据图纸技术要求,对工序进行抽检,每次抽检不得少于5件每班抽检不得少于3次。 四、焊接工序 操作人员要熟悉本加工工序零件技术要求,正确选择调整工装,调节器整电流试生产零件应连续自检3件无误后,方能进行批量加工,自检结果填入质量记录清单。专职检验应对照图纸工序质量要进行抽检,每次抽检不得少于5件,每班不得少于3次,并填写质量记录清单。 五、抛光工序 操作人员要明确本工序零件加工要求,正确选择砂轮和加工方法,粗砂抛光后要自检确认达到技术要求后,才能进行批量加工并填写质量记录清单,发现质量问题应立即返回上道工序,专职检验应按图纸要求进行抽检,并填写质量记录清单,每次抽检不得少于5件,每班不得少于3次。 六、初装组 操作人员应明确本工序加工技术要求试装配后要填写质量记录清单对不合格零件要及时剔除定置放好,经专检人员确认记录后并及时返回所属工序,不合格零件不能装配。由专职检验员全检并填写一次交检合格率记录。 七、总装组 操作人员应明确本工序技术要求,试装配后要填写质量记录清单对不合格零件要及时修复或剔除,定置放好经专检人员确认,填写记录及时返回所属工序,经专检人员全检后填写一次交检合格率记录,总装组检验人员对所装配的产品原则上不超过24小时。
电镀件外观检验规范集团标准化工作小组 #Q8QGGQT-GX8G08Q8-GNQGJ8-MHHGN#
电镀件检验规范 1. 目的: 明确了电镀部件的电镀验收准则,对来料及成品外观检验提供作业方法指导。 2. 引用标准: GB/T 按接收质量限(AQL)检索的逐批检验抽样计划。 GB6461-2002 金属基体上金属和其他无机覆盖层经腐蚀试验后的试样和试件的评级。 3. 适用范围: 本标准适用于所有金属电镀零部件的检验,质检、生产时外观检验可参照本规范执行。 4. 工作职责: 来料检验(IQC)负责按照本规范对相关来料外观进行检验,成品检验(FQC)参照本规范进行外观检验,品质部主管负责监督执行。 5. 外观缺陷检查条件 距离:目视距离一般30~40cm左右; 角度:15-90度范围旋转; 照明:40W日光灯下; 视力要求:视力以上,弱视和色肓者不宜进行外观检验。 6 .产品缺陷定义 致命缺陷(critical defect) 可能导致危及生命或造成非安全状态的缺陷,或可能损坏重要的最终产品的基本功能的缺陷(产品的极重要质量特性不符合规定,或质量特性极严重不符合规定)。 严重缺陷(majoy defect) 不构成致命缺陷,但可能导致功能失误或降低原有使用功能的缺陷(产品的重要质量特性不符合规定,或质量特性严重不符合规定)。 轻微缺陷(minor defect) 对产品的使用性能没有影响或只有轻微影响的缺陷(产品的一般质量特性不符合规定,或质量特性轻微不符合规定)。 7.其它规定 针对有弹性要求的镀层工件若电镀不良第一次可以进行重镀,第二次报废(清洗除外),以防止工件弹性失效以及折弯处断裂。 8. 表面分区
产品质量检验制度 一、总则; 1、为加强公司产品质量保证工作,明确质量检验工作任务、范围、职责, 由品质管理部在公司范围内负责对此制度的监督及执行。 2、本制度包含:产品质量检验制度及控制程序、计量管理制度,各种标 识的用途和定义以及对不良品德管理制度。 二、产品质量检验制度及控制程序 1、品质管理不的基本职责: a/ 负责对原材料、外协件(外协加工件、外协毛坯件)、毛坯、半成品、制成品,直至成品出厂整个过程的质量检验工作。 b/ 执行不良品不流出之原则,保证出货产品符合规定的标准、技术要求。c/ 负责各种量、检具、仪器的校正及管理。 d/ 负责客户之抱怨、不良反馈等情况的分析处理。 e/ 负责统计技术只运用及各类检验报告的整理。 f/ 负责员工对产品品质的教育规划与培训。 g/ 制定各类产品检验标准。 h/ 对各类进料制程的品质保证、检验执行以及理化分析记录。 2、检验工作应严格贯彻质量标准、严格执行检验制度,检验人员应按产 品图纸,技术文件要求进行检验,作出正确判断,做好不良品的管理工作。 3、检验工作应做到“预防为主”坚持首件检验,重视制程检验,严格完 工检验,机加操作人员须做到“三字”。(即:看、做、量;a/上机之前
先看一下代加工件有无不良;b/确认后再上机;c/下机后测量一下是否符合要求。)加强关键工序、关键零件、关键产品的质量检验,并须建立质量记录存档。 4、检验人员要努力做好“三员”(质量检验员、质量宣传员、质量分析员) 检查工艺操作规程,贯彻执行情况,遇到违规操作情况应及时劝阻,必要时向该部门负责人反映,迅速采取措施。 5、不定期组织抽查库存、合格半成品、成品,考核检验工作的质量。 6、做好计量理化工作、严格量检具,周期检定维护。 7、生产过程的质量检验; a/ 各环节检验人员,应按产品图纸,技术标准和工艺规程的要求进行检验,合格产品,由检验人员签字后随《产品QC工程表》流入下道工序,不良品应开具《不良品通知单》交品管部办理手续处理。检验员在检验前,须先做到了解产品,了解工序,确定责任区内的检验量,灵活检验方式。 b/ 各生产环节的检验,均须强调“首检”,加强“巡检”,严格“终检”,操作者“自检”。 (1)、首检:凡设计变更、量产、试做的首件均须进行检查,首件检查应有操作者自检合格后交首检,首检合格后,检验员在《产品QC工程表》及《检验日报表》上签字并加盖产品专属章,以此方准成批加工生产,检验员应对首检后的产品负责。 (2)、巡检:在生产过程中反复进行,检验员2小时/次,做好巡检记录,并对巡检的产品负责。原则上,批量产品实行抽检,比率不少于10%,
电镀检验标准 Final revision by standardization team on December 10, 2020.
1目的:明确公司产品的表面电镀质量标准,以使进料检验判定有章可循 2范围:公司所有电镀工件 3权责: 3.1品管:负责委外电镀的各项项目检验与判定; 4定义: 4.1A面:工件装配后经常看到的外表面(正面) 4.2B面:工件组装后不经常看到,但在一定条件下能看到的(侧面); 4.3C面:一般看不到,或只有在装配过程中才能看到的面(里面) 5作业内容: 5.1外观检验条件: 5.1.1光灯,在220V 50HZ 40W的日光灯下或是自然光下,视力达以上。 5.1.2双手带作业手套握持喷涂件,先东西方向水平放置目测产品,再上下 旋转一定的角度目测,逐步检查每一面;产品在一个方向目测完后,将喷涂 件以铅垂方向为轴,旋转90度,水平放置目测,再上下旋转一定的角度目 测,逐步检查产品的每一面。 5.1.3目测距离:45±5cm 5.2检验方式 按光源标准要求区分产品的等级面,所有等级面涂膜应无基材露底、剥离等缺陷,所有表面应无划痕、颗粒、起泡、桔皮、针孔,积粉、喷流、色差、漏底、杂质、喷薄等不良等现象。在眼睛距离等级面的标准处,以3m/min速度扫描检查。 5.3外观允收标准:
5.4破坏性检验: 5.4.1硬度:用削尖的2H铅笔,与涂膜面呈45度角,施予1KG的力向前 沿直尺向前推划15-30mm,用橡皮把滑痕擦净后检查涂膜表面。判定标准 为:没有丝毫底材显露时为合格。 5.4.2附着力:在10 c㎡内,利用尖刀刻成1mm×1mm的小方格,使用3M 胶纸粘贴,呈45°角撕扯,无镀层脱落。(一般2级以上为合格)
xx6#楼地下车库工程 施 工 单 位 工 程 竣 工 验 收 报 告 x x集团有限公司 2020年5月5日
一、工程概况: XX花园6#楼工程,建筑结构的安全等级为二级,抗震等级为三级,耐火等级2#、3#楼为一级,5#、6#楼为二级,设计使用年限为50年。 本工程2#、3#楼地上18层,地下1层,±0.00到屋面高度为59.6M。基础为混凝土灌注桩、筏板基础,建筑面积分别为13646 M2、13612M2。5#、6#楼地上11层,地下1层,±0.00到屋面高度为37.1M。基础为混凝土灌注桩、桩基础,建筑面积分别为8286M2、8256M2。地下车库为地下1层,基础为混凝土灌注桩、筏板基础,建筑面积为7159M2。本工程砼采用商品砼,砂浆用水泥采用32.5普通硅酸盐水泥,钢筋接头采用直螺纹套筒连接。对工程功能和结构有影响的主要材料为C30、C35砼,钢筋Ⅰ、Ⅲ级。外墙为发泡水泥保温板加涂料。 本工程由扬XX置业有限公司建设,由XX建设工程有限公司设计,由江苏省地质工程勘察院勘察,由XX工程监理咨询有限公司负责监理,由xx集团有限公司负责施工。 二、工程进度: 本工程于2018年11月1日正式开工。基础于2018年11月1日土方开挖;2018年11月22日基础钢筋验收;2018年12月8日地下室顶板钢筋、模板验收;2019年7月15日主体验收;2019年12月31日装饰分部结束;2019年12月10日屋面分部结束,于2020年1月25日完工,2020年2月29日分户验收全部结束;2020年4月19日通过预验收。 自开工以来,由于工程处于住宅小区附近,我们南通三建克服了施工噪音、作息时间对附近居民产生了影响难以协调等困难。经过甲、乙、监理三方共同努力相互协作,全体施工人员近15个月的艰苦奋斗、辛勤施工,终于于2020年1月25日完成了合同范围内所有内容。监理单位对施工单位的资料进行了检查。认为:工程总体质量符合设计和规范要求,达到合格等级。在施工中形成的工程资料,经过汇总
检验规范目录
SP/GC-01-2008元件和材料进厂检验工艺
进货验证时,10个以下全检;10个以上采取抽检,抽检20%+1。当抽检发现不合格品时,应加大抽检量至50%,如果仍不合格则视为本批产品不合格。 SP/GC-02-2008.生产过程检验规程
1、总则 本规程规定了本公司生产的低压成套开关设备和控制设备加工过程(半成品)的检验内容、检验方法及一般要求,通过加工过程的跟踪检验,确保产品质量符合国标的规定和要求。 2、检验内容 2.1产品钣金 按图样要求,检验零部件各部尺寸、加工精度是否满足要求。主要检验以下方面: a.展开尺寸; b.去角、冲孔尺寸及位置尺寸; c.零部件尺寸; d.表面处理(毛刺、焊接、磨光等); e.外形尺寸。 2.2产品元器件装配、接线 a.设备内装的开关电器和元件应符合图纸及有关的国家标准,按照制造厂说明书(使用条件、飞弧距离)进 行安装,必须在成套设备内进行调整和复位的元件应是易于接近的。 b.母线和绝缘导线的尺寸和额定值应符合承载的电流和所承受的机械力。 c.导线的颜色应符合GB2681的要求。 d.指示灯、按钮的颜色应符合GB2682的要求。 e.布线 1)布线应整齐、美观、压接牢固、线号清晰且元器件之间的导线不应有中间接头或焊接点,线束需缠套 有不自燃的软管。 2)绝缘导线不应支靠在不同电位的裸带电部件和带尖角的边缘上,应用适当的方法固定线束。 3)过门的导线,应使门的移动不会对导线产生任何机械损伤,线束的受弯半径大于10倍的线束外径。 4)电气间隙配电箱≥6mm、无功功率补偿装置产品≥8mm、低压配电柜≥10mm;爬电距离配电箱≥ 8mm、无功功率补偿装置产品≥14mm、低压配电柜≥12.5mm 5)验证成套设备的裸露导电部件和保护电路之间是有效连接,接地连接电阻不大于0.1Ω 6)无功功率补偿装置其他要求: a.操作器件的运动方向应符合GB4205之规定要求要求; b.装置中所选用的电器元件及辅件的额定电压、额定电流、使用寿命、接通和分断能力、短路强度 及安装方式等方面应适合指定用途及本身相关标准,并按照制造厂的说明书进行安装; c.所有电器元件及辅件应按照其制造厂的说明书(使用条件、需要的飞弧距离、拆卸灭弧栅需要的空间等)进行安装; d.电器元件及辅件的安装应便于接线,维修和更换,需要在装置内部操作调整和复位的元件应易于操作:
产品质量检验规范 编制:日期: 审核:日期: 批准:日期:
1.目的:规定与产品有关的采购物资(如原材料、包材、外加工品、采购物品等)进货检验的方式和标准,确保产品质量达到预期要求。 2.适用范围:适用于对外购、外协的原材料、辅助物料、包材及外加工品、表面处理、热处理件等的检验过程。 3.职责:采购人员提供到货清单及有关质量证明资料(说明书、合格证、材质报告、热处理报告、型式试验报告、图纸及合同约定的文件)。仓管员依据采购计划对供方来料的规格,数量等进行接收,做好待检标识,并按规定填好《产品报检单》附带有关质量证明资料进行送检。 进货检检员(IQC):根据仓管员的报检信息,对照《国家、行业标准》、《检验作业指导书》、技术图纸和相关附表进行验收作业。 4.缺陷定义: A类为致命缺陷:预计能引起产品功能丧失的或会造成安全事故的,顾客会索赔的。如:功能性能,抗拉强度不良,化学成份不达标、错装,漏装等。 B类为严重缺陷:可能严重影响产品功能或引起产品局部功能失效。如:特殊特性,主要尺寸不良等。 C类轻微缺陷:符合产品标准,不影响产品的使用功能,但不符合产品特性内控标准,影响产品外观或整体观赏。如:外观不良、产品标识不良、包装不良等。 5. 操作流程:
6.进货检验不合格处理流程:
7.验收原则:进货检验员接仓管员的《产品报检单》应对待检物料及时进行检验。(1)正常情况,接报检通知后1小时至3个工作日内应完成检验。(除相关试验有时间规定以外) (2)紧急情况,进货到货后质量部应首先安排急需物料的检验。 (3)异常情况,不超过7个工作日应完成验证工作。(除相关试验有时间规定以外) (4)特殊情况下,如:晚班无检验员或检验条件不具备等,可由生产部以《紧急放行申请单》提出,经上报批准后先上线试用,试用不合格退回仓库,通知质量部按不良品处理。 8.外协配件原材料检验和试验: (1)对原材料的性能试验按《检验作业指导书》、《国家、行业标准》,且要求原材料供方在每批交货中提供对应的检测报告及材质证明书,检验员对照产品原材料的标准核查各项实测结果及有效性。对金属配件每年至少两次对原材料机械性能及化学成份进行抽查(公司不能检测时可委外),试棒至少3根,按AC=0接收准则。 (2)对配件的毛坯件抽样按GB/T-2828.II正常检查一次抽样方案,见附表。 (3)对外购、外协加工件的相关尺寸检测按《检验作业指导书》、技术图纸执行,抽样标准GB/T-2828.II正常检查一次抽样方案见附表。 (4)表面热处理工序的测试抽样判定:按附表1中接收执行。 (5)抽检的结果记录按5.3执行。 9.相关文件: 《国家、行业标准》《检验作业指导书》《控制计划》《设备操作规程》 《生产作业指导书》《产品质量检验规范》《包装规范》《不合格品控制程序》10.相关表单:
施工现场质量管理检查记录表 附表A开工日期:年月日工程名称肃南三级水电站生活用房施工许可证(开工证) 建设单位肃南裕固族自治县白泉门水电开发有限责 任公司 项目负责人 设计单位甘肃澳华建筑规划设计有限责任公司项目负责人 监理单位张掖金水水利水电监理有限责任公司总监理工程师 施工单位武威市水利水电有限责任公司项目经理项目技术负责人序号项目内容 1 现场质量管理制度①质量例会制度;②月评比及奖罚制度;③三检及交接验制度;④质量与经济挂勾制度 2 质量责任制①岗位责任制;②设计交底会制度;③技术交底制;④挂牌制度 3 主要专业工种操作上岗证书测量工、钢筋工、起重工、电焊工、架子工有证 4 分包方资质与对分包单位的管理制度/ 5 施工图审查情况审查报告及审查批准书 6 地质勘察资料地质报告书 7 施工组织设计、施工方案及审批施工组织设计、编制、审核、批准齐全 8 施工技术标准有模板、钢筋、混凝土灌注等20多种 9 工程质量检验制度①有原材料及施工检验制度;②抽测项目的检验计划 10 搅拌站及计量设置有管理制度和计量设施精确度及控制措施 11 现场材料、设备存放与管理钢筋、砂、石、水泥及玻璃、地面砖的管理办法 检查结论: 现场质量管理制度基本完整。 总监理工程师 (建设单位项目负责人) 年月日
砖砌体工程检验批质量验收记录表 GB50203-2002 附表B 020401□□单位(子单位)工程名称肃南三级水电站生活用房 分部(子分部)工程名称验收部位 施工单位武威市水利水电有限责任公司项目经理 施工执行标准名称及编号《砌体工程施工质量验收规范》GB50203—2002 质量验收规范的规定施工单位检查评定记录监理(建设)单位验收 记录 主控项目1 砖强度等级MU10 2 砂浆强度等级M10 3 水平灰缝砂浆饱满度≥80% 4 斜槎留置第5.2.3条 5 直槎拉结筋及接槎处理第5.2.4条 6 轴线位移≤10mm 7 垂直度(每层)≤5mm 一般项目1 组砌方法第5.3.1条 2 水平灰缝厚度10mm 8~12mm 3 基础顶面、楼面标高±15mm 4 表面平整度(混水)8mm 5 门窗洞口高宽度±5mm 6 外墙上下窗口偏移20mm 7 水平灰缝平直度10mm 施工单位检查 评定结果 专业工厂(施工员)施工班组长 项目专业质量检查员:年月日 监理(建设)单位 验收结论 专业监理工程师:
产品检验规程一、目的和范围1、为了验证各部分构件是否满足规定要求,防止不合格构件转入下一制作工序,确保不合格构件不转序、不出厂,以维护本厂质量信誉; 2、本制度适用于生产过程和最终检验活动。二、职责1、归口管理部门:质检部 2、生产技术科负责提供各构件各工序检验所需的标准、图样、工艺文件及检验技术文件等; 3、供销科参与不合格构件的处置及与设计图纸有变更的工程的处置; 4、车间负责产品自检;质检部作自检记录并存档,妥善保管。三、内容1、检验由经过培训、考核并授权的质检人员进行; 2、质检科负责策划本厂各工序的检验活动,指定检验计划和检验规程,并按此验证质量,确保不合格构件不转序、不入库、不出厂; 3、对分承包方所制作的铁塔,按规定的质量要求进行验证; 4、根据本厂实际情况确定验证方式; 5、各工序检验由质检部专人负责,做到每一工序检验无遗漏,经检不合格的构件通报技术部,能够重新
整改的,整改后进行复检,对不能整改的构件做废料处理,具体处理办法按《质量文件》的不合格品的控制规定进行处理; 6、对本厂各工序的验证不允许实施紧急放行,验证各工序构件质量时须保证验证后的质量符合规定质量要求; 7、质检人员根据检验规程要求,认真进行过程检验、巡回抽检和完工检验; 8、质检员对各生产工序所制作的首件实施检验,检验合格后允许进入下一工序,以此类推; 9、工艺文件规定自检的项目由操作人员实施自检,并在《构件加工流动卡片》上签字,质检人员进行巡回抽检; 10、我厂在生产过程中各工序不允许意外放行; 11、每个铁塔制作完成后,需有相应的最终检验合格单、质量保证文件齐备后方可入库 A:制作完工的铁塔依具检验规程和标准规定,由质检人员填写检验记录和签发产品合格证,并加盖检验印章予以确认。 B:对检验不合格的构件按“不合格品的控制”的规定,施实不合格品的措施。C:按标准规定要求,定期委托有质检资质的检验部门进行性能试验审定
4.1.2 过程检验 过程检验流程如下: a)质量部巡检员需按照产品生产工序、图纸的相关要求对每个正在作业的工位进行巡检,每班3次。过程检验需关注的内容主要包括:产品参数、工艺参数、操作规范性等方面。 b) 对特定岗位(关键工序或需重点控制岗位),质量部巡检员需对经该岗位加工后的半成品进行抽验。抽检对象为即将转移到下道工序的半成品,抽检水平为特殊抽样水平S-4,每班3次。 c)如巡检结果符合图纸及作业的要求,则生产线可继续生产。若过程检验结果不符合图纸及作业的要求则按照4.2.2执行。 d)质量部巡检员需将当日巡检发现的不符合项作整理并汇总,第二日将质量巡检记录提交给对口的质量负责人,质量负责人将当日巡检过程的不符合项整理归类,形成日报发给各部门相关负责人,并组织讨论和建立纠正预防措施及跟踪其实施的有效性。 e)质量记录:质量部巡检员需将每次巡检结果如实记录在相应的巡检记录表格中(附件二);过程检验中发现的不符合项汇总记录到《过程质量控制巡检、抽验异常反馈表》(附件三)。 4.2 不合格处置 4.2.1 首件检验不合格处置 a)若首件检验不合格,不得进行批量生产,立即通知生产工艺或相关人员进行现场分析评审。 b)相关评审人员需作出评审结论,对该批产品立即整改或换规格生产、放指标生产,并签字确认。 c)生产线人员和质量部巡检员需对纠正措施进行复检,并重新制作首件直至合格后方可进行批量生产。 4.2.2 过程检验不合格处置 a)过程检验中发现不符合时,质量部巡检员需及时向班长或相关人员反馈,要求操作工现场纠正,并对纠正后的结果进行跟踪。 b)过程抽验中发现轻微缺陷时,质量部巡检员在做好记录后,需通知生产班长或作业员立即修复。 c)过程抽验中严重或致命缺陷时,质量部巡检员在做好记录后,还立即通知相关人员,现场评审,或组织将已生产的产品进行全数返工检验,及时遏制不良品流入下道工序,并对改善措施进行持续跟踪。 4.3 质量记录保存 保存期限一年。 5 附件 5.1抽样检查表
电镀件检验规范. 电镀件检验规范范围1 冲压件加工之电镀品和电镀-封漆品的最终检验和出货检验。本规范适用于
2 引用标准 GB/T 2828.1-2003 按接收质量限(AQL)检索的逐批检验抽样计划 GB6461-2002 金属基体上金属和其他无机覆盖层经腐蚀试验后的试样和试件的 评级 GB/T 6739-2006 色漆和清漆铅笔法测定漆膜硬度 GB/T 1733-93 漆膜耐水性测定法 3 定义 3.1 致命缺陷(critical defect) 可能导致危及生命或造成非安全状态的缺陷,或可能损坏重要的最终产品的基本功能的缺陷(产品的极重要质量特性不符合规定,或质量特性极严重不符合规定)。 3.2 严重缺陷(majoy defect) 不构成致命缺陷,但可能导致功能失误或降低原有使用功能的缺陷(产品的重要质量特性不符合规定,或质量特性严重不符合规定)。 3.3 轻微缺陷(minor defect) 对产品的使用性能没有影响或只有轻微影响的缺陷(产品的一般质量特性不符合规定,或质量特性轻微不符合规定)。 3.4 致命不合格品(critical defective) 包含一个或多个致命缺陷,可能包含严重缺陷和(或)轻微缺陷的一种不合格品。 3.5 严重不合格品(major defective)
包含一个或多个严重缺陷,可能包含轻微缺陷但不包含致命缺陷的一种不合格品。 3.6 轻微不合格品(minor defective) 包含一个或多个轻微缺陷,但不包含致命缺陷和严重缺陷的一种不合格品。 注:本规范将不符合有电沉积覆盖层和相关精饰单位产品规定要求的所有缺陷视为严重缺陷。 3.7 检验批(inspection lot) 由同一生产单位在同一时间或大约同一时间内,按同一规范在基本一致的条件下生产的,并按同一质量要求提交作接收或拒收检验的同一类型的一组镀覆产品。 3.8 样本量(sample size) 取自一个批并且提供有关该批的信息的一个或一组产品称为样本。样本量即样本中产品的数量。 表面分区 4 范围区域特性重要程度 即产品安装后最容易看指产品的正面,极重要主要外露面 A面到的部位。指产品的侧面、向下外露面、边位、角重要次要外露面 B面位、接合位、内弯曲位。一般重要 C面不易看到的面指产品安装后的隐藏位、遮盖位。 缺陷分类5
过程检验规程 1.目的: 规定过程检验的方式、标准,确保生产过程中产品质量能够及时控制,防止 不合格产品转入下道工序。 2.范围: 适用于本公司过程加工的产品 3.职责: 工序操作工: 加工过程中自检. 过程检验员: 按本指示要求对加工过程进行首检、巡检和产品完工后的成品检. 4. 定义: 首件检验:是在生产开始时上班或换班或工序因素调整后,换人换料换活换工装调整设备等对制造的第1 件或前几件产品进行的检验.包括操作工自检,操作工互检和检验员首件确认。 巡回检验:是指检验员在生产现场按一定的时间间隔对有关工序的产品和生产条件进行监督检验. 半成品检:是指对全部加工活动结束的半成品零件进行的检验,半成
品检验的工作包括验证前面各工序的检验是否已完成,检验结果是否符合要求即对前面所有的检验数据进行复核。 5. 运行程序: 5.1操作工首检: 5.1.1首次加工按图纸要求自检合格。 5.1.2向过程检验员报首检结果,提交样件最少2件。 葫芦岛国华能源装备集团有限公司 5.1.3首件未经检验合格不得继续加工或作业。 5.3检验员首检: 5.3.1过程检验员对首次加工样件,按《工序检验标准》要求作首件检验。 5.3.2首件判定后,过程检验员应对首件合格件打上确认标识,以便作业参照,并保留到该批产品完工. 5.3.3首检记录:首检过程如实记录于【生产过程首检、巡检质量记录表】中. 5.4操作工自检: 5.1.6首检合格,过程加工可正式量产作业,操作工应在量产中保持一定频次的自检(每0.5小时一次自检),以保证质量的稳定。 5.5个别装配难度大的零件或测量难度大的零件,首检按操作工→车间管理人员→检验员,三方确认原则执行 5.6巡检:
重庆卡顿尔食品有限公司 产品质量检验操作规程 部门:品控部 编制:范昌勇 文件编号:KDRQC018 日期:2015年1月12日 一、菌落总数检测操作规程 检测国标:GB 4789.2-2010食品安全国家标准食品微生物学检验菌落总数测定 样品:卡顿尔蛋糕、卡曲、西点类产品 产品国标:GB/T 20977-2007糕点通则;GB/T 20980-2007饼干 产品卫生标准:GB 7099-2003糕点、面包卫生标准; GB 7100-2003饼干卫生标准 菌落总数指标:糕点:热加工≤1500cfu/g,冷加工≤10000cfu/g
饼干:≤750cfu/g 试剂:生理盐水(约8.5%)(磷酸盐缓冲溶液);营养琼脂培养基(或平板计数琼脂培养基);75%消毒酒精 设备:电子称(0.01g)、电子万用炉、灭菌锅、恒温水浴锅、超净工作台、电热恒温培养箱 器具:250ml三角瓶、玻璃棒、烧杯(500ml)、试管(15*150或者18*180)、试管架、培养皿、镊子、钥匙、刻度吸量管(1ml、10ml)、移液器(100-1000ul)、酒精灯 操作步骤: 1.药品配制 营养琼脂培养基(配比:32g+1000ml蒸馏水);生理盐水(8.5gNaCl+1000蒸馏水)(或磷酸盐缓冲溶液);75%消毒酒精(500ml95%纯酒精+133ml蒸馏水)。 2.灭菌消毒准备 ⑴往灭菌锅外层锅内加适量的水(水位刚好没过加热管,最好用硬度较低的水,避免结垢而缩短加热管的寿命)。 ⑵培养皿成套同向整齐排列叠放,用干燥的牛皮纸(或者报纸)包裹卷紧,放入灭菌锅内套中。 ⑶将准备好的试管、培养基、刻度吸量管、移液器枪头、生理盐水放入锅内,注意不要放置过于密集紧凑,以免影响蒸汽循环造成灭菌不彻底。 ⑷盖好锅盖并对称地扭紧螺旋。 ⑸加热使锅内产生蒸汽,当压力表指针达到 33.78kPa时,打开排气阀,将冷空气排出,此时压力表指针下降,当指针下降至零时,即将排气阀关好。注意冷空气必须充分排除,否则锅内温度达不到规定温度,影响灭菌效果。 ⑹继续加热,锅内蒸汽增加,压力表指针又上升,当锅内压力增加到所需压力时,将火力减小(自动控制则无需手动操作,老式灭菌锅需手动切断电源来调节),使蒸汽压力升至103.4kPa,温度达121.3°C,维持15~20分钟,然后将灭菌器断电或断火,让其自然冷后再慢慢打开排气阀以排除余气,然后才能开盖取物。 ⑺无菌操作间和超净工作台紫外灯开启,关闭通道门,灭菌30-60分钟。 ⑻更衣进入无菌间,操作前用75%消毒酒精对手部、样品盒表面、操作台、试管架等进行喷洒消毒。 3.样品处理 卡顿尔产品(含半成品)均为固体和半固体样品,样品处理方法如下: 称取25 g 样品置盛有225mL磷酸盐缓冲液或生理盐水的无菌均质杯内,8000 r/min~10000 r/min 均质1 min~2 min,或放入盛有225 mL稀释液的无菌均质袋中,用拍击式均质器拍打1 min~2 min,制成1:10的样品匀液。 1:100样品液稀释方法:用1 mL无菌吸管或微量移液器吸取1:10样品匀液1 mL,沿管壁缓慢注于盛有9mL稀释液的无菌试管中(注意吸管或吸头尖端不要触及稀释液面),振摇试管或换用1支无菌吸管反复吹打使其混合均匀,制成1:100的样品匀液。按此操作程序,制备 10 倍系列稀释样品匀液。每递增稀释一次,换用1次1 mL无菌吸管或吸头。 4.接种培养
电镀检验标准 1 范围 本规范适用于冲压件加工之电镀品和电镀-封漆品的最终检验和出货检验。 2 引用标准 GB/T 2828.1-2003 按接收质量限(AQL)检索的逐批检验抽样计划 GB6461-2002 金属基体上金属和其他无机覆盖层经腐蚀试验后的试样和试件的评级 GB/T 6739-2006 色漆和清漆铅笔法测定漆膜硬度 GB/T 1733-93 漆膜耐水性测定法 3 定义 3.1 致命缺陷(critical defect) 可能导致危及生命或造成非安全状态的缺陷,或可能损坏重要的最终产品的基本功能的缺陷(产品的极重要质量特性不符合规定,或质量特性极严重不符合规定)。 3.2 严重缺陷(majoy defect) 不构成致命缺陷,但可能导致功能失误或降低原有使用功能的缺陷(产品的重要质量特性不符合规定,或质量特性严重不符合规定)。 3.3 轻微缺陷(minor defect) 对产品的使用性能没有影响或只有轻微影响的缺陷(产品的一般质量特性不符合规定,或质量特性轻微不符合规定)。 3.4 致命不合格品(critical defective) 包含一个或多个致命缺陷,可能包含严重缺陷和(或)轻微缺陷的一种不合格品。 3.5 严重不合格品(major defective) 包含一个或多个严重缺陷,可能包含轻微缺陷但不包含致命缺陷的一种不合格品。 3.6 轻微不合格品(minor defective) 包含一个或多个轻微缺陷,但不包含致命缺陷和严重缺陷的一种不合格品。注:本规范将不符合有电沉积覆盖层和相关精饰单位产品规定要求的所有缺陷视为严重缺陷。 3.7 检验批(inspection lot) 由同一生产单位在同一时间或大约同一时间内,按同一规范在基本一致的条件下生产的,并按同一质量要求提交作接收或拒收检验的同一类型的一组镀覆产品。 3.8 样本量(sample size) 取自一个批并且提供有关该批的信息的一个或一组产品称为样本。样本量即样本中产品的数量。
质量检验指导书 质量检验指导书的主要作用,是使检验人员按检验指导书规定的检验项目、检验要求和检验方法进行检验,保证质量检验工作的有效性,以防止错检、漏检等情况发生。 质量检验指导书的格式,通常根据企业的不同类型、不同检验流程等具体情况进行设计。下表1为某汽车制造分厂在质量检验计划管理标准中提供的一份实用的产品质量检验指导书格式样本。 表1 产品质量检验指导书 产品名称零件号 零件名称使用单位 项目号质量特性要求检查方法检查频次 编制 校 对批准 资料来源:刘广第?质量管理学(第二版)·清华大学出版社,2003 表2 产品质量检验指导书 零件 名称 零件件号检验频次发出日期TTA1B×30-02-100全检 注意事项1、测量前清除毛刺和硬点。 2、在使用杠杆卡规检验时,活动脚需松开进出,防止零件表面划伤。 3、需用量块校准尺寸,并清除量块误差。 4、在检验接触精度时,需保持塞规清洁,防止拉毛、起线。 5、在使用各种量仪时,应具备有效期内的合格证。 序号检验项目检验要求测量 器具 检验方 法、方案 重要度内径
1尺寸公差:配合 间隙 < 0.01 千分 尺、 量 块、 杠杆 卡规 与100件 研配,莫 氏锥孔处 允许略小 2级 2粗糙度:外圆0.1样板 比较 目测 3粗糙度:处0.4样板 比较 目测 4粗糙度:莫氏#4 锥孔 0.4/8 样板 比较 目测 5*圆度:外圆0.002杠杆 卡规 H3-42级Δ 6*平行度:0.002杠杆 卡规 1—22级Δ (以下略) 注:*为关键项目,不得申请回用 Δ为工序质量控制点 资料来源:刘广第?质量管理学(第二版)·清华大学出版社,2003 表2为某零件的质量检验指导书。由表2清楚可见,质量检验指导书也是检验规程,它相当于传统质量检验管理中的“质量检验卡”。通常,对建立质量控制点的工序,以及关键和重要的零件都必须编制“检验指导书”。检验指导书应对被检验的质量特性提出明确具体的要求,并规定检验方法、抽样方案、所需量具、仪表,以及检验示意图等。 编制质量检验指导书的主要要求如下: ⑴列出所有质量特性,并对质量特性的要求要明确、具体,使操作者和检验人员容易掌握和理解。包括缺陷的严重分级、尺寸公差、检测秩序、检测频率、抽样方案等有关内容。 ⑵针对质量特性不同的要求,合理选择适用的测量工具或仪表,并在检验指导书中标明其型号、规格和编号,说明其使用方法。 ⑶采用抽样检验时,应正确选择并说明抽样方案。根据具体情况及
常用电镀产品质量检验标准 电镀产品质量检验规范 电镀产品品质检验规范 常用的检验项目为: 1.膜厚; 2.装配检查; 3.镀层附着力; 4.硬度测试; 5. 耐磨测试; 6.耐酒精测试; 7.高温高湿测试; 8.冷热冲击测试; 9.盐雾测试;10.排汗测试;11外观;12包装; 一?膜厚: 1 .膜厚为电镀检测基本项目,使用基本工具为萤光膜厚仪(X-RAY,其原理是使用X射线照射镀层,收集镀层返回的能量光谱,膜厚一般为0.02mm最大不超过0.03mm. 2.检查周期:每批; 3.测试数量:n>5pcs 二.装配检查: 1.确认是否符合图面标出的重要尺寸;装配后有否影
响外观及功能,手感; 2.检查周期:每批;% 3.测试数量:n>2pcs ;0「 二.镀层附着力: 1.将3M胶纸粘贴在刀切100格(每小格为1MM T 1MM 的电镀层表面,用橡皮擦在其上面来回磨擦,使其完全密贴后,以45度方向迅速撕开,镀层需无脱落现象。如目视无法观察清楚,可使用10倍显微镜观察;? a)不可有掉落金属粉末及补胶带粘起之现象。 b)不可有金属镀层剥落之现象。 d)不可有起泡之现象 2.检查周期:每批; 3.测试数量:n>2pcs ;… 四?硬度测试: 1.用中华铅笔以45度角并且以1mm/s的速度向前推进,擦试后镀层不能有划痕;. 其中: UV镀测试:3H铅笔,500g力 真空镀:2H铅笔,500g力… 水镀测试:1H铅笔,200g力 2.检查周期:每批;-… 3.测试数量:n>2pcs ;
五.耐磨测试: 1.头施500g力,用于被测产品来回试擦50次,往返为一次,不能变色,脱镀及露底材;e 2.检查周期:一次/3个月 3.数量:n>2pcs ; 六?耐酒精测试: 1.用500g砝码外包8层棉布,再将白棉布沾湿浓度为95%勺乙醇,以不下滴为宜,将砝码与镀层面垂直,在同一位置往退,移动距离1英寸为一次,共100次, 镀层不能有反应; 2.检查周期:一次/3个月;…? 3.测试数量:n>5pcs ; 七.高温高湿测试: 1.ABS底材温度设定为60度,PC底材温度设定为90度,湿度90沧95%测试时间6小时,看镀层有无拱起,起泡或脱落;6 2.检查周期:一次/3个月; 3.测试数量:n>5pcs ; 八.冷热冲击测试: 1.零下1度30分钟常温2分钟,70度30分钟为一个回合,看镀层有无拱起,起泡或脱落; 2.检查周期:一次/3个月;
建筑工程质量验收标准及表格
一、基本规定 1.施工现场质量管理应有相应的施工技术标准,健全的质量管理体系、施工质量检验制度和综合施工质量水平评定考核制度。 施工现场质量管理可按表1的要求进行检查记录。 施工现场质量管理检查记录开工日期: 表 1
检查结论:总监理工程师
(建设单位项目负责人) 年月日 2.建筑工程应按下列规定进行施工质量控制 (1)建筑工程采用的主要材料、半成品、成品、建筑构配件、器具和设备应进行现场验收。凡涉及安全、功能的有关产品,应按各专业工程质量验收规范规定进行复检,并应经监理工程师(建设单位技术负责人)检查认可。 (2)各工序应按施工技术标准进行质量控制,每道工序完成后,应进行检查。 (3)相关各专业工种之间,应进行交接检验,并形成记录。未经监理工程师(建设单位技术负责人)检查认可,不得进行下道工序施工。 3.建筑工程施工质量应按下列要求进行验收: (1)建筑工程施工质量应符合建筑工程施工质量验收统一标准和相关专业验收规范的规定。 (2)建筑工程施工质量应符合工程勘察、设计文件的要求。 (3)参加工程施工质量验收的各方人员应具备规定的资格。 (4)工程质量的验收均应在施工单位自行检查评定的基础上进行。
(5)隐蔽工程在隐蔽前应由施工单位通知有关单位进行验收,并应形成验收文件。 (6)涉及结构安全的试块、试件以及有关材料,应按规定进行见证取样检测。 (7)检验批的质量应按主控项目和一般项目验收。 (8)对涉及结构安全和使用功能的重要分部工程应进行抽样检测。 (9)承担见证取样检测及有关结构安全检测的单位应具有相应资质。 (10)工程的观感质量应由验收人员通过现场检查,并应共同确认。 4.检验批的质量检验,应根据检验项目的特点在下列抽样方案中进行选择: (1)计量、计数或计量-计数等抽样方案。 (2)一次、二次或多次抽样方案。 (3)根据生产连续性和生产控制稳定性情况,尚可采用调整型抽样方案。 (4)对重要的检验项目当可采用简易快速的检验方法时,可选用全数检验方案。