硬质合金电火花加工裂纹特性分析
周继烈 凌 湛 徐建中
(浙江大学机械与能源学院,浙江杭州310027)
摘要:从动态热冲击的角度,分析了热应力对硬质合金等硬质材料在电火花加工时产生裂纹的影响,提出了减少和避免裂纹产生的方法。
关键词:硬质合金;电火花加工;裂纹
硬质合金在电火花加工时易产生裂纹,从而影响其更广泛的工程应用。在电火花加工能量的作用下,材料表面产生了非均匀的时变温度场,从而产生很大的热应力,且这种热应力具有较强的热冲击性质[1]。在此条件下,材料表面裂纹产生、扩展的机理和方式有许多特点。对于硬脆材料,加工时呈现出裂纹敏感性。本文以动态热冲击的角度来分析硬质合金等硬脆材料热作用下裂纹的特性,并提出减少和避免裂纹产生的方法。
1 裂纹的概貌
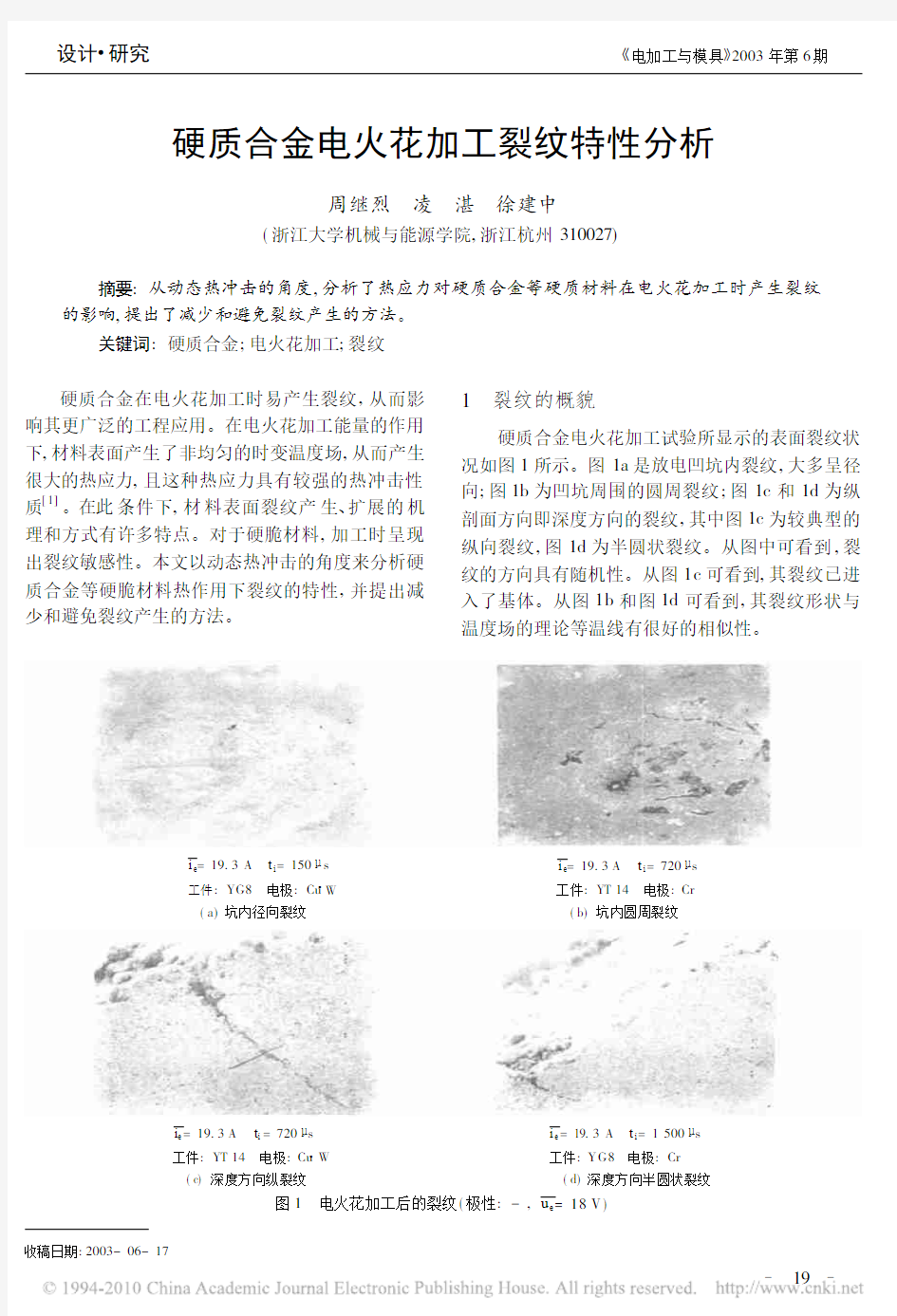
硬质合金电火花加工试验所显示的表面裂纹状况如图1所示。图1a 是放电凹坑内裂纹,大多呈径向;图1b 为凹坑周围的圆周裂纹;图1c 和1d 为纵剖面方向即深度方向的裂纹,其中图1c 为较典型的纵向裂纹,图1d 为半圆状裂纹。从图中可看到,裂纹的方向具有随机性。从图1c 可看到,其裂纹已进入了基体。从图1b 和图1d 可看到,其裂纹形状与
温度场的理论等温线有很好的相似性。
i e =19.3A t i =150 s 工件:YG8 电极:Cu W (a)坑内径向裂纹
i e =19.3A t i =720 s
工件:YT 14 电极:Cr (b)
坑内圆周裂纹
i e =19.3A t i =720 s 工件:YT 14 电极:Cu W (c)深度方向纵裂纹
i e =19.3A t i =1500 s
工件:YG8 电极:Cr (d)深度方向半圆状裂纹
图1 电火花加工后的裂纹(极性:-,u e =18V )
收稿日期:2003-06-17
19 设计 研究
!电加工与模具?2003年第6期
2 裂纹的产生
裂纹的产生是局部应力超过该部位材料的强度极限所致,如前所述,电火花加工时,加工表面骤热骤冷,材料胀缩不均,可造成很大的热应力,一旦热应力超过强度极限,表面便产生裂纹。电火花加工作用后产生的热应力在空间域和时间域的变化很大,近表面处的热应力作拉、压性质的交替变换,局部的热应力值可达到很大,且具有热冲击性质。一定区域内的热应力超过材料的相应强度极限,势必造成材料的局部破坏,产生裂纹,相当参数的试验也证明了裂纹的存在。
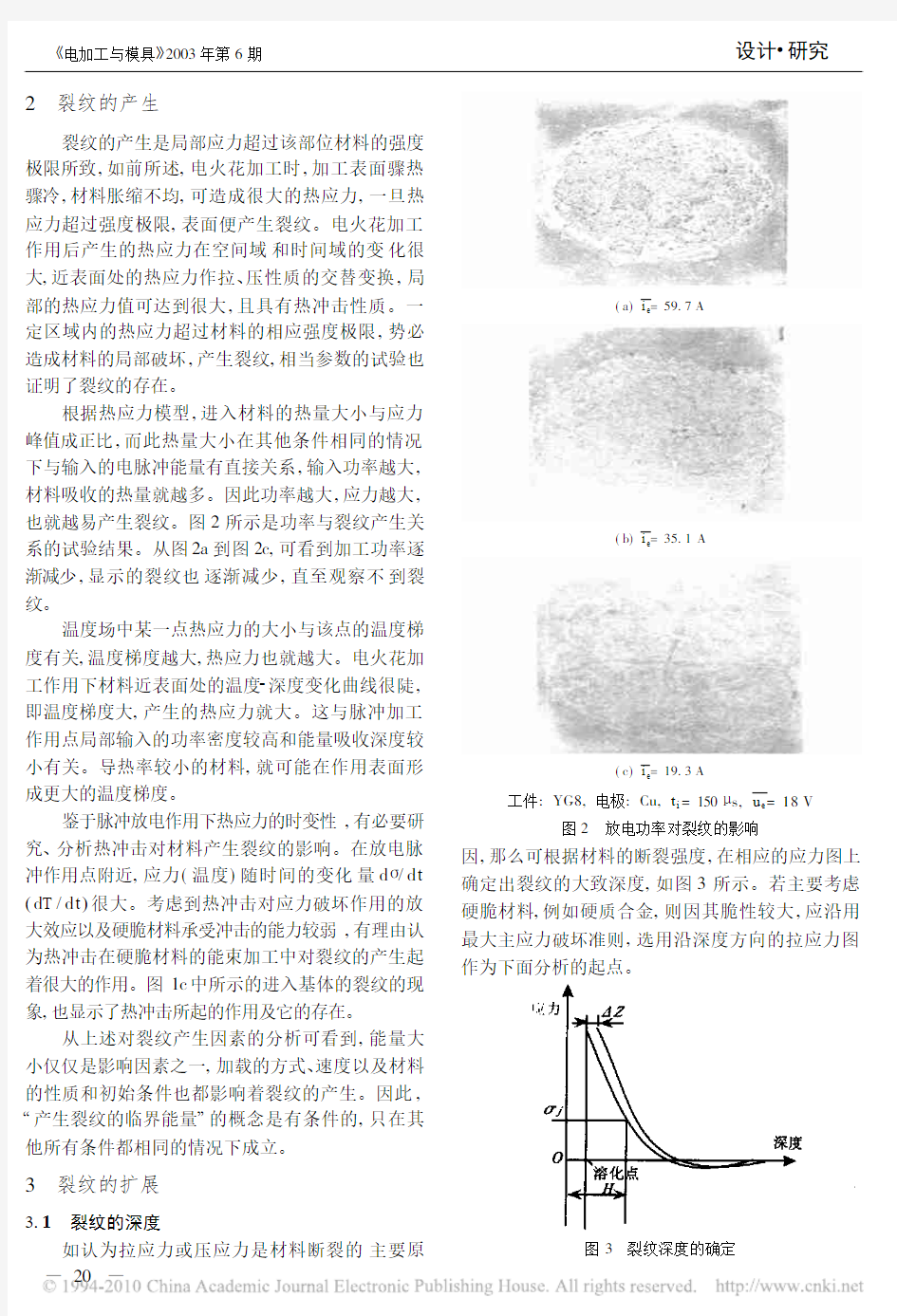
根据热应力模型,进入材料的热量大小与应力峰值成正比,而此热量大小在其他条件相同的情况下与输入的电脉冲能量有直接关系,输入功率越大,材料吸收的热量就越多。因此功率越大,应力越大,也就越易产生裂纹。图2所示是功率与裂纹产生关系的试验结果。从图2a到图2c,可看到加工功率逐渐减少,显示的裂纹也逐渐减少,直至观察不到裂纹。
温度场中某一点热应力的大小与该点的温度梯度有关,温度梯度越大,热应力也就越大。电火花加工作用下材料近表面处的温度 深度变化曲线很陡,即温度梯度大,产生的热应力就大。这与脉冲加工作用点局部输入的功率密度较高和能量吸收深度较小有关。导热率较小的材料,就可能在作用表面形成更大的温度梯度。
鉴于脉冲放电作用下热应力的时变性,有必要研究、分析热冲击对材料产生裂纹的影响。在放电脉冲作用点附近,应力(温度)随时间的变化量d /d t (d T/d t)很大。考虑到热冲击对应力破坏作用的放大效应以及硬脆材料承受冲击的能力较弱,有理由认为热冲击在硬脆材料的能束加工中对裂纹的产生起着很大的作用。图1c中所示的进入基体的裂纹的现象,也显示了热冲击所起的作用及它的存在。
从上述对裂纹产生因素的分析可看到,能量大小仅仅是影响因素之一,加载的方式、速度以及材料的性质和初始条件也都影响着裂纹的产生。因此, #产生裂纹的临界能量?的概念是有条件的,只在其他所有条件都相同的情况下成立。
3 裂纹的扩展
3.1 裂纹的深度
如认为拉应力或压应力是材料断裂的
主要原
(a)i e=59.7
A
(b)i e=35.1
A
(c)i e=19.3A
工件:YG8,电极:Cu,t i=150 s,u e=18V
图2 放电功率对裂纹的影响
因,那么可根据材料的断裂强度,在相应的应力图上确定出裂纹的大致深度,如图3所示。若主要考虑硬脆材料,例如硬质合金,则因其脆性较大,应沿用最大主应力破坏准则,选用沿深度方向的拉应力图
作为下面分析的起点。
图3 裂纹深度的确定
20
!电加工与模具?2003年第6期 设计研究
假设产生破坏的临界应力为 j ,那么实际应力 % j 的最深点的深度H ,即为加工表面产生的裂纹深度(这里没有考虑冲击,没有考虑材料失去延展性使裂纹加长的那部分)。假设后续脉冲作用产生的应力分布与前相同,只是随加工深度变化,此分布在Z 方向有一个偏移值 Z(图3),若不考虑应力集中和动态扩展,那么当 Z >0时,裂纹深度为H + Z,而 Z <0时裂纹深度仍为H 。
3.2 影响裂纹深度的几个因素
从试验结果可看到,裂纹深度H & H 。这是因为:?从照片上可看到,裂纹尾部较尖,因而会产生很大的应力集中,使该部位应力得到强化,裂纹将扩展一段距离,即使尾部的应力 很小,也可能使裂纹扩展;(由于硬质合金的脆性,在裂纹深度较浅时,近表面处的拉、压交替应力对裂纹的影响较大,使裂纹扩展加快;)近表面处急热急冷引起的热冲击使裂纹增长。这就是硬质合金在电火花加工时表面裂纹会超过热影响区而深入基体的原因。图4表示了裂纹进入基体的状况。图4a 是凹坑表面的形貌,图4b
是凹坑纵剖面的形貌。
i e =59.7A t i =1500 s 工件:YT14 电极:Cu W (a)
凹坑表面的形貌
i e =59.7A t i =150 s 工件:YT 14 电极:Cr (b)凹坑纵剖面的形貌
图4 裂纹进入基体的状况(极性:负,u e =18V )
从上所述可看到,在电火花加工中硬质合金裂纹是以脆性开裂为特征的,这正是硬质合金等硬脆材料在其加工表面易产生裂纹、裂纹长而区别于其他普通金属材料的一个特性。
实际的裂纹扩展过程比理论分析要复杂得多。其中包含了一系列的应力松弛、裂纹愈合过程和材料缺陷对裂纹的影响。这些都是裂纹产生随机性的原因。当裂纹扩展到一定程度后,裂纹尖端扩展增长的速度大于加工深度增长的速度,尖端部位与应力作用区离得较远,热冲击产生的热应力影响也减小,因而尖端对应力的强化作用减弱,裂纹扩展速度减慢,裂纹逐渐趋于平衡状态。这一平衡状态是准静态的,随加工深度变化而变化,它所对应的裂纹深度则与材料的性能和加工的参数有关。另外,较深处的压应力对裂纹扩展会起阻碍作用。
关于材料缺陷对裂纹的影响,可从两个方面分析:一是材料固有的缺陷,另一是加工时高温下的钴的蒸发[2]。由于缺陷的存在造成了局部应力集中,强度减弱,而强度是受最弱的一个缺陷控制的,因而裂纹的扩展方向与缺陷的分布一样具有随机性。缺陷的存在,不仅能改变裂纹的扩展方向,而且能改变扩展深度。在缺陷处很易诱发裂纹,从实验结果可明显看到,裂纹的源头处常常有小空洞存在,在裂纹所经路线中也往往有小孔洞存在。图5显示了缺陷
对裂纹扩展的影响。
i e =59.7A t i =1500 s 工件:YG20C 电极:Cu
图5 缺陷对裂纹扩展的影响(极性:负,u e =18V )
对于一些烧结时压力不足的硬质合金产品,电火花加工时产生裂纹的可能性与程度大大增加,因此选用时应引起注意;若无法避免,则应在加工时采取减少裂纹的措施。
4 结论
从上述分析表明,电火花加工时工件表面承受着冷热骤变带来的剧烈温度变化。这种变化具有速
21
设计 研究
!电加工与模具?2003年第6期
电火花线切割机的抗电磁干扰设计
王连英1 王 秀2 刘建春1
(1江西现代职业技术学院,江西南昌330029;2蓝天职业技术学院,江西南昌330029)
摘要:从电磁干扰信号的产生、耦合的途径出发,介绍了数控电火花线切割机抗电磁干扰设计的几种常用的思想和方法。
关键词:电火花线切割机;电磁干扰;设计
电火花线切割机由于自身的结构、工作原理和工作环境,其抗电磁干扰设计是至关重要的。本文拟从机床自身及工作环境电磁干扰信号的产生和耦合的途径出发,讨论抗电磁干扰设计的原则和常用的方法。
1 电磁干扰信号的产生
当不希望的电压和电流信号影响电器设备的正常运行时,称这种信号为电磁干扰信号。电火花线切割机组成和工作环境示意图如图1所示。其电磁干扰信号可能来自机床系统内部,也可能来自机床系统外部,主要表现在如下几个方面:
(1)脉冲电源
电火花线切割机是依据火花放电的电蚀原理来收稿日期:2003-07-20实现切割加工的,脉冲电源通常采用矩形脉冲波的形式,其电压高、电流大、频率高、谐波丰富,是系统
内部的一个很强的宽带电磁干扰源。
图1 数控电火花线切割机组成和工作环境示意图
(2)机床电器
目前多数高速走丝电火花线切割机采用开关信
度快、幅值大的特点,使加工显现了强烈的瞬态热冲击过程的特征。因此,裂纹状况与材料表面吸收的功率密度、温度梯度即应力、应力的时变性质及材料性质等因素有关。要减少或避免裂纹的产生,就要针对这些因素,采用相应的方法。从根本上说,所有降低应力幅值及其时变性即热冲击的方法都是有效的,尤其是针对脆性材料加工的时候。由此出发,减少和避免裂纹产生的方法大致有:
(1)选择合适的功率参数。试验表明,在加工中一旦产生了裂纹并超过某一临界尺寸,在热冲击的作用下较易扩展,即使后续改用小功率参数,要将裂纹减小到无影响的程度,就十分困难了。文献[3]表明材料的强度对较大尺寸的裂纹较敏感,而微小裂纹则影响不大。
(2)充分利用温度场的叠加效应[1]。叠加效应能降低热应力的大小及其冲击性质,从而降低破坏作用。这也就是要求在选择加工参数时,在相同输入能量的条件下,选择窄脉宽脉冲进行加工。
(3)降低应力集中程度。应力集中是裂纹产生和加剧的重要影响因素。产生应力集中的主要原因一是材料的缺陷如位错、偏析和气孔等;二是组织的不均匀,性能差异较大引起界面上的应力集中,差异越大,应力集中的程度就越大。
参考文献:
[1] Zh eng Lianggui,Zhou Jilie.The pile up effect during EDM and its
application in research of cracking behaviours of sintered carbi des.
Proceedings of the9 th IS EM,Nagoya,Japan,1989:267~270 [2] Young R S.Cobalt its chem i stry metal lurgy and uses.London:
Chapman and Hall Ltd.,1960
[3] 白世鸿,乔生儒,舒武炳,等.先进结构陶瓷高温力学性能测试
与表征.材料工程,2000(10):45~48
[4] 竹内洋一郎.热应力.北京:科学出版社,1982
22
!电加工与模具?2003年第6期 设计研究
MAIN TOPICS,ABSTRACTS&KEY WORDS
New developing field of manufacturing science and technology: organism m anufacturing
On the First National Symposium on Organism M anufac turing Zhang Renji,et al.(1) Abstract:By regarding or ganism manufactur e as a new r ealm of manufacturing science&technology,w e r ecord the survey of the F irst National Sy mposium on Org anism M anufac turing.O rganism manufacture has ex tensive applied for eg round at mimetic manufacture,rehabilitation,r eg eneration medicine and other bio engineering.Sufficient attention needs to be paid in it.W hat is especially w orthy of pointing out is that the scien tists in our countr y are devot ing t hemselves in t he for eland of t echnolog y in the whole world at present.
Key words:org anism manufacture;RP;droplet spraying and deposition
New development of three dimensional laser bending
L iu Shunhong,et al.(5) Abstract:In this paper the new r esearches and the future development of three dimensio nal laser bending are presented. T he influences of laser scan strategies on the forming during the process of bending are discussed.And also the rules of t he var ia tion of the path in the scan str ategies used to form the typical parts are analyzed as w ell as the influential factor of the tube bending and its forming rules.At last the key factors and the future pr ospects of the laser bending used in the industr ial appli cation are given.
Key words:laser for ming;laser bending;mechanisms
The balanceable inter electrode gap in higher frequency group pulse electrochemical m achining T ang Xinglun,et al.(17) Abstract:T he mathematical model of balanceable inter electrode gap in higher frequency gr oup pulse electrochemical machining is pr esented.Based on the model,the relationships between the balanceable inter electrode gap and the electrode v oltage,the feeding velocity of cat hode and the pulse frequency of supply pow er are di scussed.Simulation and exper iment show:the balanceable inter electrode gap linear ly increases with t he increase of the voltag e,nonlinear ly decreases w ith t he in crease of t he feeding velocity;there is strict linear relationship between the balanceable inter electrode gap and the pulse fre quency.In addition,it is also show n that the o riginal inter elec trode g ap has no influence on the balanceable inter electrode g ap.T hese conclusions provide significant guidance to optimize t he electrochemical machining processing.
Key words:pulse electrochemical machining;balanceable;inter electrode gap
Research on technology of generating glyph of C hinese charac ters in WEDM Wang Donghui,et al.(13) Abstract:T he w ire cutting of Chinese char acters has the pro mi sing market potentials.In this paper,t he generation of Chinese character glyphs is studied.T he int ersections of glyphs are eliminated throug h relev ant editing.W ith the method,the operation on the CA D models and the generatio n of w ire cutt ing paths are simplified.
Key words:Chinese character;glyph of characters;sets operation of loops
Study on volt ampere properties in WEDM
Jia Zhixin,et al.(16) Abstract:T he development of dischar ge pr ocess and its volt ampere pr operties in W EDM are inv est igated.V olt ampere pro perty of discharge clearance and ex terior circuit?s parameter?s relation are discovered in different short circuit peak current.
Key words:WEDM;squeare wave pulse generator;volt ampere propert y
Cracking behaviours of sintered carbides during EDM
Zhou Jilie,et al.(19) Abstract:T he affects of thermal stress on cracks dur ing EDM of sintered carbides were analyzed in the v iew point of dy namic and hot shock.And the technolog ical met hods of avoid ing or reducing the cracks were intr oduced.
Key words:sintered carbide;EDM;crack
Design of resisting the interference by electromagnetic wave for WEDM machine tools Wang Lianying,et al.(22) Abstract:F rom the w ay of t he g eneration and the coupling of the interfering signal by electromagnet ic wave,this paper in troduces several commo n thoughts and methods on design of re sisting the interference by electromagnetic w av e for N C electri cal discharg e W EDM machine tools.
Key words:WEDM machine tools;the interfer ence by electromagnetic w ave;desig n
Linear approximation of corresponding curves for ruled sur faces in WEDM Zhai Hongjun,et al.(25) Abstract:T he intricate ruled sur face can be machined by WEDM machine tool with at least4 ax is simultaneous control. Prog ramming for ruled surface consists of profile synthesis of the top and bottom profile,linear approx imation of corresponding
+
电火花加工 一、加工费用:电火花加工的费用计算方法与其它机加工方法是相似的,一般是按小时来计算加工费的。时间可以按从调平工件开始到完成加工为止来计算,也可以按自动加工的时间累加时间来计算。每小时的加工费用,可以按照[(电极设计费+电极加工费+机器折旧费+人工费+电费+期望的利润值)*(1+税率)]来计算。当然,加工后工件的表面粗糙度和精度是每小时加工费用的重要参考指标,工件在加工后表面粗糙度越小、精度越高,则每小时加工费越高。 电火花加工需要丰富的经验,用合适的加工方式、到位的粗加工和半精加工、以及用高效的精加工条件一次性地完成图纸的要求,是获取低成本电火花加工的决定因素。 机床的精度、电极的精度以及电极的损耗程度是电火花加工精度的决定因素。
二、电火花加工 目录 发明与发展 工作原理 分类 使用说明 电火花加工特点 电火花加工的特点如下: 简介 发明与发展 工作原理 分类 使用说明 电火花加工特点 电火花加工的特点如下: 简介 电火花加工是利用浸在工作液中的两极间脉冲放电时产生的电蚀作用蚀除导电材料的特种加工方法,又称放电加工或电蚀加工,英文简称EDM。 发明与发展 由苏联学者发明 1943年,苏联学者拉扎连科夫妇研究发明电火花加工,之后随着脉冲电源和控制系统的改进,而迅速发展起来。最初使用的脉冲电源是简单的电阻-电容回路。
50年代初 改进为电阻-电感-电容等回路。同时,还采用脉冲发电机之类的所谓长脉冲电源,使蚀除效率提高,工具电极相对损耗降低。 随后又出现了大功率电子管、闸流管等高频脉冲电源,使在同样表面粗糙度条件下的生产率得以提高。 60年代中期 出现了晶体管和可控硅脉冲电源,提高了能源利用效率和降低了工具电极损耗,并扩大了粗精加工的可调范围。 70年代 出现了高低压复合脉冲、多回路脉冲、等幅脉冲和可调波形脉冲等电源,在加工表面粗糙度、加工精度和降低工具电极损耗等方面又有了新的进展。在控制系统方面,从最初简单地保持放电间隙,控制工具电极的进退,逐步发展到利用微型计算机,对电参数和非电参数等各种因素进行适时控制。 电火花加工 工作原理 进行电火花加工时,工具电极和工件分别接脉冲电源的两极,并浸入工作液中,或将工作液充入放电间隙。通过间隙自动控制系统控制工具电极向工件进给,当两电极间的间隙达到一定距离时,两电极上施加的脉冲电压将工作液击穿,产生火花放电。 电火花加工 在放电的微细通道中瞬时集中大量的热能,温度可高达一万摄氏度以上,压力也有急剧变化,从而使这一点工作表面局部微量的金属材料立刻熔化、
铝合金焊接缺陷分析及预防 1、焊缝尺寸不符合要求 主要是指焊缝宽窄不一、高低不平、余高不足或过高等。焊缝尺寸过小会降低焊接接头的强度;尺寸过大将增加结构的应力和变形,造成应力集中,还增加焊接工作量。焊接坡口角度不当或装配间隙不均匀,焊接电流过大或过小,运条方式或速度及焊角角度不当等均会造成焊缝尺寸不符合要求。 2、咬边 由于焊接参数选择不当,或操作工艺不正确,沿焊趾的母材部位产生的沟槽或凹陷即为咬边。咬边使母材金属的有效截面减小,减弱了焊接接头的强度,而且在咬边处易引起应力集中,承载后有可能造成在咬边处产生裂纹,甚至引起结构的破坏。产生咬边的原因主要有操作方式不当,焊接规范选择不正确,如焊接电流过大、电弧过长、焊条角度不当等。咬边超过允许值应予以补焊。 3、焊瘤 焊接过程中,熔化的金属流淌到焊缝之外未熔化的母材上,所形成的金属瘤即为焊瘤。焊瘤不仅影响焊缝外表的美观,而且焊瘤下面常有未焊透缺陷,易造成应力集中。对于管道接头来说,管道内部的焊瘤还会使管内的有效面积减小,严重时使管内产生堵塞。焊瘤常在立焊和仰焊时产生,焊缝间隙过大,焊条角度和运条方法不正确、焊条质量不好、焊接电流过大或焊接速度太慢等均可引起焊瘤的产生。 4、烧穿 焊接过程中,熔化的金属自坡口背面流出,形成穿孔的缺陷称为烧穿。烧穿常发生于打底焊道的焊接过程中。发生烧穿,焊接过程不能继续进行,是一种不能允许存在的焊接缺陷。造成烧穿的主要原因是焊接电流太大焊接速度过低、坡口和间隙太大或钝边太薄以及操作不当等。为了防止烧穿,要正确设计焊接坡口尺寸,确保装配质量,选用适当的焊接工艺参数。单面焊接可采用加铜板或焊剂垫等办法防止熔化金属下塌及烧穿。手工电弧焊接薄板时,可采用跳弧焊接法或续灭弧焊接法。 5、未焊透 焊接时接头根部未完全熔透的现象称为未焊透,未焊透常出现在单面焊的根部和双面焊的中部。未焊透不仅使焊接接头的机械性能降低,而且在未焊透处的缺口和端部形成应力集中点,承载后会引起裂纹。未焊透的原因是焊接电流过小,焊接速度太快、焊条角度不当或电弧发生偏吹、坡口角度或对口间隙太小、焊件散热太快、氧化物或焊渣等阻碍了金属间充分的熔合等。凡是造成焊条金属和基本金属不能充分熔合的因素都会引起未焊透的发生。 防止未焊透的措施包括:1)正确选择坡口形式和装配间隙,并清除掉坡口两侧和焊层间的污物及熔渣;2)选用适当的焊接电流和焊接速度;3)运条时应随时注意调整焊条的角度,特别是遇到磁偏吹和焊条偏心时,更要调整焊条角度,以使焊缝金属和母材金属得到充分熔合;4)对导热快、散热面积大的焊件,应采取焊前预热或焊接过程中加热的措施。 6、未熔合 未熔合指焊接时,焊道与母材之间或焊道之间未完全熔化结合的部分;或指点焊时母材与母材之间未完全熔化结合的部分。 未熔合的最大危害大致与未焊透相同。产生未熔合的原因有:焊接线能量太低、电弧发生偏吹、坡口侧壁有锈垢和污物、焊层间清渣不彻底等。 7、凹坑、塌陷及未焊满
硬质合金的焊接方法 硬质合金的性能主要有密度、矫顽力、硬度、抗弯强度。为改善现有硬质合金的质量,要进一步发展新技术、新工艺、新设备和新材料。在新的工艺和新的设备方面,最近发展起来的有喷雾干燥,搅拌球磨等。在改进现有和寻找新材料方面,主要有涂层硬质合金、细晶硬质合金。 那么硬质合金的焊接方法包括以下几点: 1、焊接式切削刀具结构应具有足够的刚性足够的刚性是以最大允许的外形尺寸以及采用较高强度的钢号和热处理来保证. 2、硬质合金刀片应固定牢靠硬质合金焊接刀片应有足够的固定牢靠程度,它是靠刀槽及焊接质量来保证的,故要根据刀片形状及刀具几何参数选择刀片镶槽形状. 3、认真检查刀杆。 在将硬质合金刀片焊接至刀杆上以前须要对刀片,刀杆进行必要的检查,首先应检查刀片支承面不能有严重弯曲.硬质合金焊接面不得有严重渗碳层,同时还应将硬质合金刀片表面及刀杆镶槽中的污垢进行清除,以保证焊接牢靠. 4、合理选用焊料 为了保证焊接强度,应选择合适的焊料.在焊接过程中,应保证良好的湿润性和流动性,并排除气泡,使焊接与合金焊接面充分接触,无缺焊现象. 5、正确选择焊接用熔剂 建议采用工业硼砂,在使用前应在烘干炉中进行脱水处理,然后进行碾碎,过筛去除机械杂物,待用. 6、选用网状补偿垫片 在焊接高钛低钴细颗粒合金及焊接长而薄的合金刀片时,为减少焊接应力,建议采用厚度为0.2--0.5mm的薄片或网孔径2--3mm的网状补偿垫片进行焊接. 7、正确采用刃磨方法 由于硬质合金刀片脆性较大,对裂纹形成敏感性强,所以刀具在刃磨过程中应避免过热或急冷,同时还要选择合适粒度的砂轮及合理的磨削工艺,避免产生刃磨裂纹,影响刀具使用寿命. 8、正确安装刀具 在安装刀具时,刀头伸出刀架的长度应尽量小,否则,容易引起刀具震动,从而损坏合金片. 9、正确重磨、研磨刀具 刀具使用达到正常磨钝时,必须进行重磨,重磨后的刀具,一定要用油石对刃口及刀尖圆角进行研磨,这样会提高刀具的使用寿命及安全可靠性.
电火花加工工艺 1. 常用工件金属材料 1.1 钢的名称、牌号及用途 普通碳素结构钢:用于一般机器零件,常用的牌号有 A1~A7,代号 A 后的数字愈大,钢的抗拉强度愈高而塑性愈低。 优质碳素结构钢:用于较高要求的机械零件。常用牌号有钢 10~钢 70。钢 15(15 号钢)的平均含碳量为 0.15%,钢 40 为 0.40%,含碳量愈高,强度、硬度也愈高,但愈脆。 合金结构钢:广泛用于各种重要机械的重要零件。常用的有 20Cr、40Cr(作齿轮、轴、杆)、18CrMnTi、38CrMoAlA(重要齿轮、渗氮零件)及 65Mn(弹簧钢)。前边的数字 20 表示平均含碳量为 0.20%,38 表示 0.38%。末尾的 A 表示高级优质钢。中间的合金元素化学符号含义为:Mn 锰、Si硅、Cr 铬、W 钨、Mo 钼、Ti 钛、AL 铝、Co 钴、Ni 镍、Nb 铌、B 硼、V 钒。 碳素工具钢:因含碳量高,硬而耐磨,常用作工具、模具等。碳素工具钢牌号前加 T 字,以此和结构钢有所区别。牌号后的 A 表示高级优质钢。常用的有 T7、T7A、T8、T8A (13) T13A等。 合金工具钢:牌号意义与合金结构钢相同,只是前面含碳量的数字是以 0.10%为单位(含碳量较高)。例如 9CrSi 中平均含碳量为 0.90%。常用作模具的有 CrWMn、Cr12MoV(作冷冲模用)、5CrMnMo(作热压模用)。 1.2 铸铁的名称、牌号及用途 灰口铸铁:牌号中以灰、铁二字的汉语拼音第一字母为首,后面第一组数字为最低抗拉强度,第二组数字为最低抗弯强度。常用的有 HT10-26,HT15-33,HT20-40,HT30-54,HT40-68 等,用以铸造盖、轮、架、箱体等。 球墨铸铁:比灰口铸铁强度高而脆性小,常用的牌号有 QT45-0,QT50-1.5,QT60-2 等。第一组数字为最低抗拉强度,最后的数字为最低延伸率%。 可锻铸铁:强度和韧性更高,有 KT30-6,KT35-10 等,牌号意义同上。 1.3 有色金属及其合金 铜及铜合金:纯铜又称紫铜,有良好的导电性和导热性、耐腐蚀性和塑性。电火花加工中广泛作为电极材料,加工稳定而电极损耗小。牌号有 T1~T4(数字愈小愈纯)。铜合金主要有黄铜(含锌),常用牌号有 H59、H62、H80 等。黄铜电极加工时特别稳定,但电极损耗很大。 铝及铝合金:纯铝的牌号有 L1~L6(数字愈小愈纯)。铝合金主要为硬铝,牌号有 LY11~LY13,用作板材、型材、线材等。 1.4 粉末冶金材料 最常用的是硬质合金,具有极高的硬度和耐磨性,广泛用作工具及模具。由于其成分不同而分为钨钴类和钨钛类两大类硬质合金。
钨钢焊接技术分析 钨钢是具有高硬度和高强度的工具材料,具有耐高温、耐腐蚀、耐磨损耐用的特性,同时也具有很高的脆性,其抗冲击韧性不如一般常用合金钢材,因钨钢的提炼、制取及生产烧结工艺复杂,又因钨是稀有贵金属,属战略战备物资,是以其价格比常用合金钢材贵许多。鉴于此,人们着眼于成本的考虑,常将钨钢与其它常用钢材通过焊接的方法制成钨钢合金工具或是钨钢合金刀具和耐磨零件等。 钨钢与钢的焊接主要用于机械加工的刀具、刃具、模具、采掘工具和以耐磨作为主要性能的各种零部件,特点是可以节省大量的贵重金属,降低生产成本,提高零部件的使用寿命。钨钢工具和钨钢刀具在各工业部门已经得到广泛的应用,并收到了显著的效果,能显著提高生产效率和产品质量。一. 钨钢的焊接特点 钨钢主要用于制造刀具、量具、模具、采掘工具以及整体刀具等双金属结构。切削部分为钨钢,基体为碳素钢或低合金钢,通常为中碳钢。这类工件在工作时受到相当大的应力作用,特别是压缩弯曲、冲击或交变载荷,要求接头强度高、质量可靠。钨钢具有高硬度和耐磨性好的特点,但也存在脆性高、韧性差等缺点。大部分钨钢工具是用焊接的办法镶嵌在中碳钢或低合金钢基体上使用,焊接工艺与钨钢的使用性能密切相关,焊接性能的好坏直接影响到钨钢的使用效果。一般焊接性特点 钨钢含有较高含量的碳化物和合金元素,虽然可以进行焊接加工,但焊接时容易出现淬硬组织和裂纹。必须采取有效的工艺措施,才能获得满意的焊接接头。目前生产中钨钢与钢焊接常用的焊接方法有氧-乙炔火焰钎焊、真空钎焊、电弧焊、惰性气体保护焊、摩擦焊、等离子弧焊、真空扩散焊和电子束焊等。 钨钢与钢焊接时有如下的特点。 ①线膨胀系数与钎焊裂纹的关系钨钢的尺寸比较小,一般是固定在一个比较厚大的钢支撑材料上使用。钎焊是把钨钢和基体金属连接在一起的有效焊接方法。钨钢的线膨胀系数(4.1~7.0×10-6/℃)与普通钢的线膨胀系数(12×10-6℃-1)相比差别很大,钨钢只有钢的1/3~1/2左右。加热时钨钢和钢都自由膨胀,但冷却时钢的收缩量比钨钢大得多。此时焊缝处于受压力状态,而在钨钢表面上则承受拉应力。如果残余应力大于钨钢的抗拉强度时,钨钢的表面就可能产生裂纹。这是钨钢钎焊时产生裂纹的最主要原因之一。 ②硬度与裂纹敏感性的关系钨钢的硬度与耐磨性和焊接裂纹敏感性成正比,钨钢的硬度越高,钎焊时产生裂纹的可能性越大。而且,一般精加工或超精加工所用的钨钢,在钎焊时容易发生裂纹。根据不同牌号的钨钢的硬度和强度大小可以判断钨钢的焊接裂纹敏感性,由差到好的排列顺序如下 YG类 YG3X,YG3,YG4,YG6X,YG6,YG8,YG11,YG15 YT类 YT60,YT30,YW1,YT15(YW2),YT14,YT5 以上两类钨钢,从左至右表明硬度和耐磨性逐渐降低,而强度和韧性增加,钎焊裂纹发生的可能性减小。 ③焊接残余应力的影响焊接区域的残余应力是一种潜在的危害,尽管焊接后钨钢工件上不一定能马上发现裂纹,但在随后的刃磨、保管或使用过程中却容易产生裂纹,造成工具报废。
电火花加工 一、概述 二、电火花成形加工 1.电火花加工机床 常见的电火花成形加工机床由机床主体、脉冲电源、伺服系统、工作液循环系统等几个部分组成。 (1)机床主体:包括床身、工作台、立柱、主轴头及润滑系统。用于夹持工具电极及支承工件,保证它们的相对位置,并实现电极在加工过程中的稳定进给运动。 (1) 脉冲电源:把工频的交流电流转换成一定频率的单向脉冲电流。 (2) 伺服进给系统:使主轴作伺服运动。 (3) 工作液循环过滤系统:提供清洁的、有一定压力的工作 2.电火花成形加工的原理 电火花成形加工的基本原理是基于工具和工件(正、负电极)之间脉冲火花放电时的电腐蚀现象来蚀除多余的金属,以达到对零件的尺寸、形状及表面质量预定的加工要求。要达到这一目的,必须创造下列条件: (1)必须使接在不同极性上的工具和工件之间保持一定的距离以形成放电间隙。一般为0.01~0.1mm左右。 (2)脉冲波形是单向的,如图所示。 (3)放电必须在具有一定绝缘性能的液体介质中进行。 (4)有足够的脉冲放电能量,以保证放电部位的金属熔化或气化。 如图,自动进给调节装置能使工件和工具电极保持给定的放电间隙。脉冲电源输出的电压加在液体介质中的工件和工具电极(以下简称电极)上。当电压升高到间隙中介质的击穿电压时,会使介质在绝缘强度最低处被击穿,产生火花放电。瞬间高温使工件和电极表面都被蚀除掉一小块材料,形成小的凹坑。 1
一次脉冲放电之后,两极间的电压急剧下降到接近于零,间隙中的电介质立即恢复到绝缘状态。此后,两极间的电压再次升高,又在另一处绝缘强度最小的地方重复上述放电过程。多次脉冲放电的结果,使整个被加工表面由无数小的放电凹坑构成 极性效应 (1)什么是极性效应? 在脉冲放电过程中,工件和电极都要受到电腐蚀。但正、负两极的蚀除速度不同,这种两极蚀除速度不同的现象称为极性效应。 (2)为什么会有极性效应? 产生极性效应的基本原因是由于 电子的质量小,其惯性也小,在电场力作用下容易在短时间内获得较大的运动速度,即使采用较短的脉冲进行加工也能大量、迅速地到达阳极,轰击阳极表面。而正离子由于质量大,惯性也大,在相同时间内所获得的速度远小于电子。 ①当采用短脉冲进行加工时,大部分正离子尚未到达负极表面,脉冲便已结束,所以负极的蚀除量小于正极。这时工件接正极,称为“正极性加工”。 ②当用较长的脉冲加工时,正离子可以有足够的时间加速,获得较大的运动速度,并有足够的时间到达负极表面,加上它的质量大,因而正离子对负极的轰击作用远大于电子对正极的轰击,负极的蚀除量则大于正极。这时工件接负极,称为“负极性加工”。 (3)极性效应在电火花加工过程中的作用 在电火花加工过程中,工件加工得快,电极损耗小是最好的,所以极性效应愈显著愈好, 3.电火花加工的特点及应用 1)电火花加工的特点 (1)优点 2
电火花测漏仪操作规程 、概述 电火花检测仪是用于检测金属基体上涂层质量的专用仪器,使用本仪器可以对金属基体 上不同厚度的搪玻璃、玻璃钢、环氧煤沥青和橡胶里层等涂层进行质量检测。当涂层有质量问题时,如出现针孔、气泡、砂眼或裂纹,仪器将发出明亮的电火花,同时声光报警。该仪器设计先进,稳定可靠,可广泛应用于化工、石油、橡胶、搪瓷等防腐行业,是用来检测金属表面防腐涂层质量的必备工具,适用检测厚度为0.2-10mm (也可根据用户需要提供 检测防腐层在12mr以上的仪器)。(外形如下图) 二、检测原理及结构简述 1、检测原理:电火花检测仪器是通过对各种导电基体涂层表面加一定量的脉冲高压,如因防腐层过薄,漏金属或有漏气针孔,当脉冲高压经过时,就形成气隙击穿而产生火花放电,同时声光报警,从而达到对防腐层检测之目的,检测时工件和仪器地线必须接触良好。 2、设备结构图 图二:后面板示意图
令5 3、结构简述:该仪器有主机、高压探头、探极三大部分组成。 (1)主机部分:内装集成控制电器,声光报警装置等。 (2)高压枪部分:内装高压发生器、高压输出按钮开关和引出线等。 (3)探极部分:毛刷探极 三、操作步骤 1、操作前,先要熟悉各部件名称功能,具体名称见设备结构图部分。 (1)咼压液晶显示:其数值直接指示输出的咼压(KV。 (2)电压调节旋钮:调节电压输出的强弱,以适应不同防腐层检测需要(3 )开机键:用于打开主机(4 )关机键:用于关闭主机(5 )高压枪连接插座:用于连接高压探头及主机部分。 (6 )工作指示灯:按开机键即亮。 (7 )欠压指示灯:此灯高时请充电。
(8 )保险座:电源保险丝此处为2A。 (9 )接地座:用于连接接地长线。 (10)充电插座:接入充电器。 (11 )探极连接端子:用于连接各种探极。 (12 )咼压枪。 (13 )手柄:检测时用手握住此柄。 (14 )高压开关:打开此开关,才能产生高压。 (15)连接电缆。 (16)多芯插头:此插头与⑸ 插座连接。 2、使用方法: (1)、高压探头连接电缆(15)与多芯插头(16)插入主机高压枪插座(5) (2)、根据不同的探测需要选择适当的探极。 ⑶、检查机器工作情况; a、按开机键工作指示灯应点亮 b、按下高压枪上的高压开关(14),调节高压调节旋钮至检测所需要的电压。 c、将接地长线的裸点与探极接近,应有火花产生,并伴有声光报警,徐徐调节输出电压,火花产生的距离越来越大,说明仪器工作正常,即可开始检测。检测时接地线夹,应在被测工件金属基体上。
虽然已经应用铝及其合金焊成许多重要产品,但实际焊接生产中并不是没有困难,主要的问题有:焊缝中的气孔、焊接热裂纹、接头“等强性”等。由于铝及其合金的化学活泼性很强,表面极易形成氧化膜,且多具有难熔性质(如Al 2 O3的熔点为2050℃,MgO熔点为2500℃),加之铝及其合金导热性强,焊接时容易造成不熔合现象。由于氧化膜密度同铝的密度极其接近,所以也容易成为焊缝金属中夹杂物。同时,氧化膜(特别是有MgO存在的,不很致密的氧化膜)可以吸收较多水分而常常成为焊缝气孔的重要原因之一。此外,铝及其合金的线胀系数大,导热性又强,焊接时容易产生翘曲变形。这些也都是焊接生产中颇感困难的问题。下面,对在试验过程中产生比较严重的裂纹进行深入的分析。 1铝合金焊接接头中的裂纹及其特征 在铝合金焊接过程中,由于材料的种类、性质和焊接结构的不同,焊接接头中可以出现各种裂纹,裂纹的形态和分布特征都很复杂,根据其产生的部位可分为以下两种裂纹形式:(1)焊缝金属中的裂纹:纵向裂纹、横向裂纹、弧坑裂纹、发状或弧状裂纹、焊根裂纹和显微裂纹(尤其在多层焊时)。 (2)热影响区的裂纹:焊趾裂纹、层状裂纹和熔合线附近的显微热裂纹。按裂纹产生的温度区间分为热裂纹和冷裂纹,热裂纹是在焊接时高温下产生的,它主要是由晶界上的合金元素偏析或低熔点物质的存在所引起的。根据所焊金属的材料不同,产生热裂纹的形态、温度区间和主要原因也各有不同,热裂纹又可分为结晶裂纹、液化裂纹和多边化裂纹3类。热裂纹中主要产生结晶裂纹,它是在焊缝结晶过程中,在固相线附近,由于凝固金属的收缩,残余液体金属不足不能及时填充,在凝固收缩应力或外力的作用下发生沿晶开裂,这种裂纹主要产生在含杂质较多的碳钢、低合金钢焊缝和某些铝合金;液化裂纹是在热影响区中被加热到高温的晶界凝固时的收缩应力作用下产生的。 在试验过程中发现,当填充材料表面清理不够充分时,焊接后焊缝中仍存在较多的夹杂和少量的气孔。在三组号试验中,由于焊接填充材料为铸造组织,其中夹杂为高熔点物质,焊接后在焊缝中仍将存在;又,铸造组织比较稀疏,孔洞较多,易于吸附含结晶水的成分和油质,它们将成为焊接过程中产生气孔的因素。当焊缝在拉伸应力作用下时,这些夹杂和气孔往往成为诱发微裂纹的关键部位。通过显微镜进一步观察发现,这些夹杂和气孔诱发的微观裂纹之间有明显的相互交汇的趋势。然而,对于夹杂物在此的有害作用究竟是主要表现为应力集中源从而诱发裂纹,还是主要表现为脆性相从而诱发裂纹,尚难以判断。此外,一般认为,铝镁合金焊缝中的气孔不会对焊缝金属的拉伸强度产生重大影响,而本研究试验中却发现焊缝拉伸试样中同时存在着由夹杂和气孔诱发微裂纹的现象。气孔诱发微裂纹的现象是否只是一种居次要地位的伴生现象,还是引起焊缝拉伸强度大幅度下降的主要因素之一,亦还有待进一步的研究。 2热裂纹产生的过程 目前关于焊接热裂纹理论,国内外认为较完善的是普洛霍洛夫理论。概括地讲,该理论认为结晶裂纹的产生与否主要取决于以下3方面:脆性温度区间的大小;在此温度区间内合金所具有的延性以及在脆性温度区间金属的变形率大小。 通常人们将脆性温度区间的大小及在此温度区间内具有的延性值称为产生焊接热裂纹的冶金因素,而把脆性温度区内金属的变形率大小称为力学因素。焊接过程是一系列不平衡的工艺过程的综合,这种特征从本质上与焊接接头金属断裂的冶金因素和力学因素发生重要的联系,如焊接工艺过程与冶金过程的产物即物理的、化学的与组织上的不均匀性、熔渣与夹杂物、气体元素与处于过饱和浓度的空位等。所有这些,都是与裂纹的萌生与发展有密切联系的冶金因素。从力学因素方面看,焊接热循环特定的温度梯度与冷却速度,在一定的拘束条件下,将使焊接接头处于复杂的应力-应变状态,从而为裂纹的萌生与发展提供必要的条件。 在焊接过程中,冶金因素和力学因素的综合作用将归结为两个方面,即是强化金属联系还是弱化金属联系。如果在冷却时,焊接接头金属中正在建立强度联系,在一定刚性拘束条件下能够顺从地应变,焊缝与近缝区金属能够承受外加拘束应力与内在残余应力的作用时,裂纹就不容易产生,焊接接头的金属裂纹敏感性低,反之,当承受不住应力作用时,金属中强度联 铝合金焊接接头产生裂纹特征及产生机理分析 谢辉 (广东省第二农机厂,广东广州512219) 摘要:近40年来,由于焊接技术的进步,高效率和高性能的焊接方法得到了推广,铝及铝合金在车辆、船舶、建筑、桥梁、化工机械、低温工程和宇航工业等各种结构方面的应用在不断扩大,但国产化的铝合金和铝合金焊接材料均还存在着一定的差距。对铝合金焊接接头产生裂纹的特征及产生机理进行了分析,提出了几点防范措施。 关键词:铝合金;焊接接头;裂纹;机理 —116—
第三章 电火花加工工艺规律 3.1 电火花加工的常用术语 电火花加工中常用的主要名词术语和符号如下: 1.工具电极 电火花加工用的工具是电火花放电时的电极之一,故称为工具电极,有时简称电极。由于电极的材料常常是铜,因此又称为铜公(如图3-1所示)。 图3-1 电火花加工示意图2.放电间隙 放电间隙是放电时工具电极和工件间的距离,它的大小一般在0.01~0.5 mm 之间,粗加工时间隙较大,精加工时则较小。 3.脉冲宽度ti(μs) 脉冲宽度简称脉宽(也常用ON 、TON 等符号表示),是加到电极和工件上放电间隙两端的电压脉冲的持续时间(如图3-2所示)。为了防止电弧烧伤,电火花加工只能用断断续续的脉冲电压波。一般来说,粗加工时可用较大的脉宽,精加工时只能用较小的脉宽。 图3-2 脉 冲参数与脉冲电压、电流波形4.脉冲间隔to(μs)) 脉冲间隔简称脉间或间隔(也常用OFF 、TOFF 表示),它是两个电压脉冲之间的间隔时间(如图3-2所示)。间隔时间过短,放电间隙来不及消电离和恢复绝缘,容易产生电弧放电,烧伤电极和工件;脉间选得过长,将降低加工生产率。加工面积、加工深度较大时,脉间也应稍大。 5.放电时间(电流脉宽)te(μ s) 21—工具电极;2—工件; 3—脉冲电源;4—伺服进给系统
放电时间是工作液介质击穿后放电间隙中流过放电电流的时间,即电流脉宽,它比电压脉宽稍小,二者相差一个击穿延时td 。ti 和te 对电火花加工的生产率、表面粗糙度和电极损耗有很大影响,但实际起作用的是电流脉宽te 。 6.击穿延时t d (μs) 从间隙两端加上脉冲电压后,一般均要经过一小段延续时间t d ,工作液介质才能被击穿放电,这一小段时间t d 称为击穿延时(见图3-2)。击穿延时t d 与平均放电间隙的大小有关,工具欠进给时,平均放电间隙变大,平均击穿延时t d 就大;反之,工具过进给时,放电间隙变小,t d 也就小。 7.脉冲周期t P (μs) 一个电压脉冲开始到下一个电压脉冲开始之间的时间称为脉冲周期,显然t P =t i +t o (见图3-2)。 8.脉冲频率f P (Hz) 脉冲频率是指单位时间内电源发出的脉冲个数。显然,它与脉冲周期t P 互为倒数,即 9.有效脉冲频率f e (HZ) 有效脉冲频率是单位时间内在放电间隙上发生有效放电的次数,又称工作脉冲频率。 10.脉冲利用率λ 脉冲利用率λ是有效脉冲频率f e 与脉冲频率f p 之比,又称频率比,即亦即单位时间内 有效火花脉冲个数与该单位时间内的总脉冲个数之比。 11.脉宽系数τ 脉宽系数是脉冲宽度t i 与脉冲周期t p 之比,其计算公式为 12.占空比ψ 占空比是脉冲宽度t i 与脉冲间隔t o 之比,ψ=t i /t o 。粗加工时占空比一般较大,精加工时占空比应较小, 否则放电间隙来不及消电离恢复绝缘,容易引起电弧放电。 13.开路电压或峰值电压(V) 开路电压是间隙开路和间隙击穿之前td 时间内电极间的最高电压(见图3-2)。一般晶体管方波脉冲电源的峰值电压=60~80 V ,高低压复合脉冲电源的高压峰值电压为175~300 V 。峰值电压高时,放电间隙大,生产率高,但成形复制精度较差。 14.火花维持电压 火花维持电压是每次火花击穿后,在放电间隙上火花放电时的维持电压,一般在25 V 左右,但它实际是一个高频振荡的电压(见图3-2)。 15.加工电压或间隙平均电压U(V) 加工电压或间隙平均电压是指加工时电压表上指示的放电间隙两端的平均电压,它是多个开路电压、火花放电维持电压、短路和脉冲间隔等电压的平均值。 16.加工电流I(A) 加工电流是加工时电流表上指示的流过放电间隙的平均电流。精加工时小,粗加工时大,间隙偏开路时小,间隙合理或偏短路时则大。 17.短路电流Is(A) p p 1t f = p e f f =λo i i p i t t t t t +==τ
1.硬质合金 ?硬质合金是一种高生产率的工具材料,具有高硬度、高强度、耐磨损及良好的红硬 性等优异性能。用来制作刀具、模具、量具、采掘工具以及耐磨作为主要性能的各种零部件,在机械加工、地质勘探、矿山开采等工业领域得到广泛应用。 ?硬质合金价格昂贵且韧性差,使其难以生产较大尺寸、形状复杂的制品。而且许多 零件在使用时并不需要整体都用硬质合金制造,所以将硬质合金与韧性较好、强度较高、加工性能优异、廉价的钢连接起来具有重要的使用价值。 ?钎焊法是目前硬质合金与钢的主要焊接方法,近十年来,一些新的焊接方法如烧结 扩散焊、钨极惰性气体保护焊、激光焊等也在积极研究探索之中,将有可能在硬质合金的焊接中得到广泛的应用。 2.钎焊性 ?Ⅰ硬质合金的钎焊性是较差的。这是因为硬质合金的含碳量较高,未经清理的表面 往往含有较多的游离碳,从而妨碍钎料的润湿。此外,硬质合金在钎焊的温度下容易氧化形成氧化膜,也会影响钎料的润湿。因此,钎焊前的表面清理对改善钎料在硬质合金上的润湿性是很重要的,必要时还可采取表面镀铜或镀镍等措施。 ?Ⅱ硬质合金钎焊中的另一个问题是接头易产生裂纹。这是因为它的线膨胀系数仅为 低碳钢的一半,当硬质合金与这类钢的基体钎焊时,会在接头中产生很大的热应力,从而导致接头的开裂。因此,硬质合金与不同材料钎焊时,应设法采取防裂措施。 3.钎焊材料 硬质合金通常采用纯铜、铜锌和银铜钎料。 ?ⅰ纯铜:纯铜对各种硬质合金均有良好的润湿性,但需在氢的还原性气氛中钎焊才 能得到最佳效果。同时,由于钎焊温度高,接头中的应力较大,导致裂纹倾向增大。 采用纯铜钎焊的接头抗剪强度约为150MPa,接头塑性也较高,但不适用于高温工作。 ?ⅱ铜锌钎料:铜锌钎料是硬质合金最常用的钎料。为提高钎料的润湿性和接头的 强度,在钎料中常添加Mn、Ni、Fe等合金元素。例如B-Cu58ZnMn中就加有w(Mn)4%,使硬质合金钎焊接头的抗剪强度在室温达到300~320MPa:在320°C 时仍能维持220—240MPa。在B—Cu58ZnMn的基础上加入少量的Co,可使钎焊接头的抗剪强度达到350MPa,并且具有较高的冲击韧度和疲劳强度,显著提高了刀具和凿岩工具的使用寿命 ?ⅲ银铜钎料:银铜钎料的熔点较低,钎焊接头产生的热应力较小,有利于降低硬质 合金钎焊时的开裂倾向。为改善钎料的润湿性并提高接头的强度和工作温度,钎料中还常添加Mn、Ni等合金元素。例如B-Ag50CuZnCdNi钎料对硬质合金的润湿性极好,钎焊接头具有良好的综合性能。 4.焊前准备 ?①焊前应先检查硬质合金是否有裂纹、弯曲或凸凹不平等缺陷。钎焊面必须平整, 如果是球形或矩形的硬质合金钎焊面也应符合一定的几何形状,保证合金与基体之间有良好的接触,才能保证钎焊质量。 ?②对硬质合金进行喷砂处理,没有喷砂设备的情况下,可用手拿住硬质合金,在旋 转着的绿色碳化硅砂轮上磨去钎焊面上的氧化层和黑色牌号字母。如不去除硬质合
电火花加工技术 一:电火花技术概述 电火花加工是利用两极见脉冲放电时产生的电腐蚀现象,放电时局部瞬时产生的高温把金属蚀除下来。 早在十九世纪,人们就发现了电器开光的触点开闭时,以为放电,使接触部位烧蚀,造成接触面的损坏。这种放电引起的电极烧蚀现象叫做电腐蚀。起初,电腐蚀被认为是有害的,为减少和避免这种有害的电腐蚀,人们一直在研究电副食产生的原因和防止的办法。当人们掌握了它的规律之后,便创造条件,转害为益,把电腐蚀用于生产中。1870年,英国科学家普利斯特里最早发现电火花对金属的腐蚀作用。当两极产生放电的过程中,放电通道瞬时产生大量的热,足以使电极材料表面局部熔化或汽化,并在一定条件下,熔化或汽化的部分能抛离电极表面,形成放电腐蚀的坑穴。直到1934年,前苏联科学家拉扎连柯等把电火花对金属的腐蚀作用利用起来。 后来,人们进一步认识到,在液体介质中进行重复性脉冲放电时,能够对导电材料进行尺寸加工,因此,创立了“电火花加工法”。电火花加工技术作为特种加工领域的重要技术之一,最早应用于二战时期折断丝锥取出时的加工。随着人类进入信息化时代,电加工技术取得了突飞猛进的发展,可控性更高,数字化程度更好。 在中国电火花加工技术起步稍晚。根据中国的国情,实现电火花加工技术的原始创新是很困难的,只能采取引进消化吸收再创新的策
略,因为这套系统集成了很多学科领域的知识,如计算机的软硬件、微电子、数控、电力半导体、机械技术、电气技术等,是多方面、多学科集成的产品,是比较复杂的高科技产品。国内现在显然还没有一个能够独立进行原始创新的团队,因此注定要经历一个长时间痛苦的积淀过程,所以我认为中国的电火花技术创新之路别无选择。政府也越来越认识到高校已经不再是创新的主战场,必须依托企业才能实现。 制造业是一个传统行业。一个国家的发展终归要落脚于制造业,因此作为基础工业,制造业必定拥有永久的生命力,而电加工行业也不例外。随着各项技术的不断发展,电加工技术也在进步,至于一项技术能够发展多久,也要看这个行业中的人怎样去尽心敬业、钻研并推进它。 二: 加工原理及原理图 电火花加工是利用浸在工作液中的两极间脉冲放电时产生的电 蚀作用蚀除导电材料的特种加工方法,又称放电加工或电蚀加工,英文简称EDM。 电火花加工时,脉冲电源的一极接工具电极,另一极接工件电极,两极均浸入具有一定绝缘度的液体介质(常用煤油或矿物油或去离子水)中。工具电极由自动进给调节装置控制,以保证工具与工件在正常加工时维持一很小的放电间隙(0.01~ 0.05mm)。当脉冲电压加到两极之间,便将当时条件下极间最近
[自控 检测] 收稿日期:2009 10 25;修回日期:2009 11 02 基金项目:浙江省科技厅重点攻关项目(2006C21040);浙江省机械制造及自动化重中之重开放基金资助项目 作者简介:张恒(1981-),男,浙江兰溪人,浙江金华职业技术学院机电学院教师,主要从事数控加工方面研究与教学工作。 电火花脉冲电源检测识别系统的 设计与仿真 张 恒,刘高进,郭生霞 (浙江金华职业技术学院机电工程学院,浙江金华 321017) 摘 要:文章对电火花间隙状态的检测方法进行了介绍,通过分析指出其在精细电火花加工中应用上的限制,将双传感器技术引入电火花加工间隙放电状态的判别中。通过M ATLAB 软件对所设计的模糊神经网络在计算机上进行训练,待网络达到相应要求后,进行了仿真实验,验证了该设计在实际条件下的可行性,并且与单一传感器的模糊神经网络进行了对比,从这些数据可知,该识别系统在复杂的间隙工作状态下可以稳定地工作。关 键 词:金属加工;电火花;脉冲电源;识别系统 中图分类号:TG 66;T P391.9 文献标志码:A 文章编号:1005 2895(2009)06 0052 04 D esign and Si m ulation of EDM Pulse Po w er Suppl y D etecti on and Recogniti on Syste m Z HANG Heng ,LI U G ao ji n ,GUO Sheng x ia (Instit ute o fM echan ical and E lectr i ca l Eng i neering ,Zhe jiang Jinhua Co ll ege o fV ocation and T echno logy ,Jinhua 321017,China) A bstract :F irs,t the detection m ethods of electrical d ischarge w ere i n troduced .The analysis de m onstrates the li m ita ti o ns in ED M app lication;and then doub l e sensor techno logy w ill be lead i n to the EDM to disti n guish interval d ischarge state .The fina l tra i n i n g on the co m puter w ith fuzzy neura lnet w o r k desi g ned by MATLA B soft w are ,after t h e net w or k reached a correspond i n g reques,t conducted a si m u lation experi m ent to verify the desi g n s feasi b ility under realistic cond iti o ns ,and co m pari n g w ith a si n gle senso r f u zzy neural net w ork ,the result of t h ese data sho w ed that the recogniti o n syste m in a co m plex i n terva lwork i n g state can carry on stably . K ey words :m etal w ork i n g ;e lectric discharge m ach i n i n g(EDM );pulse pow er ;d ischarge condition recogniti o n 0 引言 正常的电火花加工时,工具和工件间有一放电间隙。放电间隙的大小与加工工艺指标如蚀除速度、表面粗糙度有着密切的关系,为了保持较快的蚀除速度同时兼顾较好的表面粗糙度,应该使放电间隙控制在一个适当的范围内,在电火花加工的过程中,工具和工件间放电间隙的调整与控制非常重要,是能否实现优质、稳定、高效加工的关键。1 常用的间隙检测方法 电火花放电时,放电间隙的值非常小,直接测量放电间隙的大小很不现实,目前通常是通过检测间隙间 的放电状态来实现的。电火花加工中,2个电间隙的放电状态情况非常复杂,一般认为有5种状态,包括开路、正常的火花放电、不稳定的电弧放电、稳定电弧放电和短路 [1 2] 。5种放电状态的电压、电流波形如图1 所示,其放电状态有不同的特点:空载时不产生放电,间隙电压为脉冲电源的电压值,间隙间没有放电电流;正常火花放电时有一个间隙放电维持电压,通常为20 ~30V 左右,且放电过程具有明显的延迟特性,波形存在振荡高频分量;不稳定电弧放电为正常火花放电和稳定电弧放电的过渡状态;稳定电弧放电的放电维持电压比正常放电要低3~4V 左右,放电延时不明 第27卷第6期2009年12月 轻工机械 L i ght I ndustry M achinery Vo.l 27N o .6 D ec .2009
常见铝合金焊接缺陷及检验方法 摘要:本文通过研究铝合金缺陷产生的原因、预防措施,来发现解决缺陷的最佳方法,进一步提高焊接质量。 关键词:焊接,缺陷,检验 随着高速动车轻量化、高速化发展,铝合金以其良好的性能得到越来越广泛的应用。铝合金车体具有耐腐蚀性强、质量轻、造型美观等特点,是今后高速列车车体的主要发展方向。铝合金焊接时最容易产生气孔、裂纹、夹渣等缺陷,下面将分类介绍缺陷的产生原因和预防措施。 1 缺陷类别 1.1 气孔 1.1.1 气孔的根源 铝合金在焊接时会产生气孔等缺陷,而产生气孔的气体主要是氢气、一氧化碳、氮气。氮不溶于液态铝,而且铝合金材质中不含碳,所以铝合金在焊接时不会出现氮气和一氧化碳,只会产生氢气孔。产生气孔的原因一是因为氢在焊缝液态铝中的溶解度为7ml/kg,而在660℃焊缝凝固时,氢的溶解度为0.4ml/kg,使原氢在液态铝中大量析出,会产生气泡。另一方面是铝合金密度小、导热性很强,焊接时冷却速度快,不利于气泡的逸出。为此,在焊接铝合金时,为了减少氢的来源,应限制氢溶入母材金属和填充金属,且应该使用纯度较高的保护气体;焊前对铝合金表面、焊材等要认真清除表面氧化膜、水分和油污;焊接过程尽可能连续焊接,以防止产生气孔。另外在焊接时要选择合理的焊接工艺参数,TIG焊时选择大的焊接电流和较快的焊接速度。MIG焊时选择大的焊接电流和较慢的焊接速度,以提高熔池的形成时间,有利于氢从过饱和固溶状态铝合金焊接金属中逸出,减少焊接缺陷。 氢的来源主要有:(1)在金属表面和焊接材料中溶解的氢;(2)在金属表面和焊接材料表面附着的水分、有机物和其他杂物;(3)焊接保护气体纯度到不到要求;(4)在焊接区域保护不到位时来自空气中的氢和水分。 1.1.2 预防措施 (1)焊前清理。保证铝合金焊接质量的工艺措施是焊前清理。由于铝合金在存放和焊接过程中及易被氧化,母材表面易生成致密而坚硬的氧化膜,该薄膜很容易吸收水分,它不但妨碍焊缝与母材的良好熔合,也是产生气孔和夹渣的主要来源。此外,如工件表面不清洁也会产生气孔等缺陷。为保证焊接质量,焊前要采取清除焊件表面的氧化膜和油污等。
硬质合金的焊接工艺现状与展硬质 合金的焊接工艺现状与展望 高频感应钎焊,硬质合金钎焊,高频感应加热设备硬质合金是一种以难熔金属化合物(WC、TaC、TiC、NbC等)为基体,以过渡族金属(Co,Fe, Ni)为粘结相,通过粉末冶金方法制备的金属陶瓷工具材料,它具有高强度、高硬度、高弹性模量、耐磨损、耐腐蚀、热膨胀系数小以及化学性质较为稳定等优点,广泛应用于切削工具、耐磨零件、采矿与筑路工程机械等领 域【1】。 硬质合金的材质脆硬、韧性差而且价格高,这些因素使其难以被制成大尺寸、形状复杂的构件加以应用,而硬质合金与钢体材质的焊接是弥补其不足的
主要方法,合适可靠的焊接技术正在不断拓展它的应用范围。因此,欲更好更合理地应用硬质合金,必须了解它的性能特点,根据其用途的不同而选择合适的焊接工艺。 1硬质合金的焊接性 由于与硬质合金相焊的基体材料一般是碳素钢,硬质合金与之相比具有较小的热膨胀系数和较低的热导率,因此焊接时容易出现以下问题: 1)焊接裂纹 硬质合金的热膨胀系数较小,一般为钢的1/2? 1/3,硬质合金和钢材焊后由于不能同步收缩,会在焊缝区形成很高的残余应力,且在硬质合金上多为拉应力,由此导致硬质合金开裂。焊接应力是钎焊硬质合金时出现裂纹以及接头低应力断裂的主要原因【2】。 2)焊缝脆化 主要是在焊缝区形成M6C型复合碳化物n相, 其中M包含W、Fe、Co、Ni等元素,主要原因是硬
质合金与钢进行焊接时,硬质合金中的碳向钢侧扩散,使硬质合金中含碳量降低而形成n 相【3】。焊缝脆化导致接头的抗弯强度低。 3)气孔、夹渣及氧化 这主要是出现在钎焊接头中。当加热温度过高时,造成钎缝氧化及焊料成分的严重烧损;而加热温度偏低,则钎料流动性不好,形成虚焊,且焊缝内留有大量气孔和夹渣,以至严重降低焊缝强度 【4,5】。 2硬质合金的焊接方法与工艺要素 由于硬质合金与碳素钢之间的物理性能相差较大,目前钎焊和扩散焊仍然是可行而又实用焊接方法。此外一些新的焊接方法如钨极惰性气体保护电弧焊仃IG),电子束焊(EBW),激光焊(LBW) 等也在积极的研究探索之中,将有可能在硬质合金的焊接中得到应用。 2.1钎焊
课程名称:院系: 专业: 班级: 学号: 姓名:
电火花加工 1.概述 电火花加工是一种自激放电,故又称放电加工(EDM),于20世纪40年代开始研究并逐步应用于生产,是目前机械制造业中应用最广泛的特种加工方法之一,在难切削材料、复杂型面零件等的加工中得到了广泛应用。 2.原理 火花放电的两个电极间在放电前具较高的电压,当两电极接近时,其间介质被击穿后,随即发生火花放电。伴随击穿过程,两电极间的电阻急剧变小,两极之间的电压也随之急剧变低。火花通道必须在维持暂短的时间(通常为后及时熄灭,才可保持火花放电的“冷极”特性(即通道能量转换的热能来不及传至电极纵深),使通道能量作用于极小范围。通道能量的作用,可使电极局部被腐蚀。利用火花放电时产生的腐蚀现象对材料进行尺寸加工的方法,叫电火花加工。电火花加工是在较低的电压范围内,在液体介质中的火花放电。 3.特点 1.脉冲放电的能量密度高,便于加工用普通的机械加工方法难于加工或无法加工的特殊材料和复杂形状的工件。不受材料硬度影响,不受热处理状况影响。 2.脉冲放电持续时间极短,放电时产生的热量传导扩散范围小,材料受热影响范围小。 3.加工时,工具电极与工件材料不接触,两者之间宏观作用力极小。工具电极材料不需比工件材料硬,因此,工具电极制造容易。 4.可以改革工件结构,简化加工工艺,提高工件使用寿命,降低工人劳动强度。基于.上述特点,电火花加工的主要用途有以下几项: 1)制造冲模、塑料模、锻模和压铸模。 2)加工小孔、畸形孔以及在硬质合金上加工螺纹螺孔。 3)在金属板材上切割出零件。4)加工窄缝。 5)磨削平面和圆面。