第19卷第10期
2007年10月
钢铁研究学报 Journal of Iron and Steel Research
Vol.19,No.10October 2007
作者简介:杨才福(19652),男,博士,教授级高级工程师; E 2m ail :yangcaifu @https://www.doczj.com/doc/2916367393.html, ; 修订日期:2007204226
加热工艺对含铜钢表面氧化的影响
杨才福, 苏 航, 李 丽, 张永权
(钢铁研究总院结构材料研究所,北京100081)
摘 要:研究了加热工艺对含铜钢表面氧化的影响。结果表明,加热温度和加热时间对含铜钢表面氧化程度影响显著。含铜钢液态铜相出现在1100~1200℃的加热温度范围,而在1000℃和1300℃加热时,基体与氧化层界面处不出现液态铜相。加热温度为1100℃时,液态铜相沿奥氏体晶界向基体的渗透能力比1200℃时更强。高温加热时,随加热时间延长,含铜钢的氧化程度加重,同时也增强了液态铜相向基体的渗透。加镍可有效防止含铜钢在高温过程中形成液态铜相,避免铜发生热脆。关键词:含铜钢;面氧化;加热工艺;热脆性
中图分类号:T G 15611,T G 14214 文献标识码:A 文章编号:100120963(2007)1020048206
E ffect of H eating Process on Surface Oxidation of Copper 2B earing Steel
YAN G Cai 2f u , SU Hang , L I Li , ZHAN G Y ong 2quan
(Institute for Structural Materials ,Central Iron and Steel Research Institute ,Beijing 100081,China )Abstract :The effect of heating process on surface oxidation of copper 2bearing steel was studied.The results showed that the heating temperature and time had a great effect on surface oxidation degree of copper 2bearing steel.Liquid Cu phase formed at the scale/steel interface during heating temperature of 1100-1200℃,and pene 2trated into the base metal along austenite grain boundary.Liquid Cu phase disappeared due to faster diff usion at higher heating temperature of 1300℃.Surface oxidation degree of Cu 2bearing steel increased with prolongation of heating time during heating at high temperature ,and also increased penetration of liquid Cu phase into the base metal at the same time.Addition of nickel to copper 2bearing steel could prevent effectively formation of liquid Cu phase at the scale/steel interface ,therefore avoid hot shortness of Cu 2bearing steel.K ey w ords :copper 2bearing steel ;surface oxidation ;heating process ;hot shortness
含铜钢是一种具有高强度、高韧性的船体用钢[1,2]。为了改善钢的焊接性能,采用超低碳技术,依靠高含量的铜在时效过程中的弥散强化来弥补降碳带来的强度损失。同时,铜能提高船体钢抗海水腐蚀的性能。所以,面对日益增长的船体钢的需求,研制和开发含铜钢具有重要的意义。但是,当钢中铜的质量分数超过0140%时,在加热过程中,钢表面易产生裂纹,引起铜的热脆[3,4]。因此,了解和认识加热过程中含铜钢表面热裂现象,对该钢的开发、研制和应用均有一定的意义。本文对不同加热工艺下高铜含量的铜钢和Ni 2Cu 钢的表面氧化进行了研究分析。
1 试验材料及方法
选取含铜钢及Ni 2Cu 钢进行表面氧化试验。试验用钢在实验室50kg 真空感应炉中冶炼后浇注成35kg 圆锭,然后开坯轧成16mm 厚的钢板。试验
钢的化学成分(质量分数)示于表1。
从钢板上切取规格为16mm ×15mm ×20mm 的试样,表面磨光后在箱式电炉中进行高温氧化试验。选取1000、1100、1150、1200和1300℃共5个加热温度。在光学显微镜和HITAC HI S 24300型扫描电镜上观察氧化层结构、氧化层与界面处的微观组织、富镍、铜相的形态和分布。
表1 试验钢的化学成分
T able 1 Composition of experimental steels %
钢 种C Si Mn P S Cu Ni Cr Mo Nb 铜钢
010600120015001012010080197-0170012101019Ni 2Cu 钢
01051
0119
0152
01009
01004
1109
1120
0169
0119
01038
2 试验结果
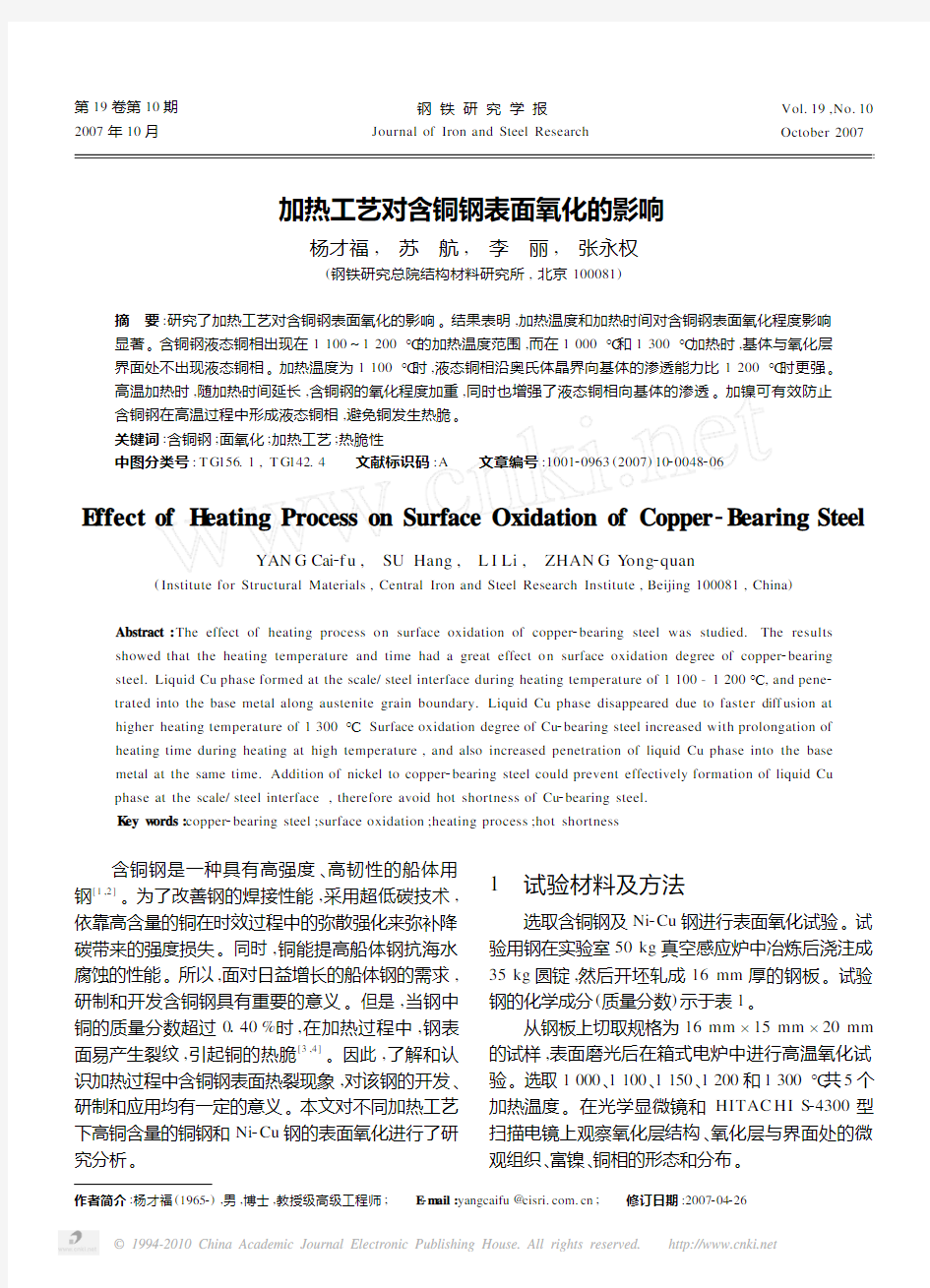
211 铜钢的氧化层组织 图1(a )为铜钢在1000℃氧化时基体与氧化层界面处背散射电子像(BSE )的扫描电镜照片。图中
白亮区域为富铜区。1000℃加热时,富铜相并不
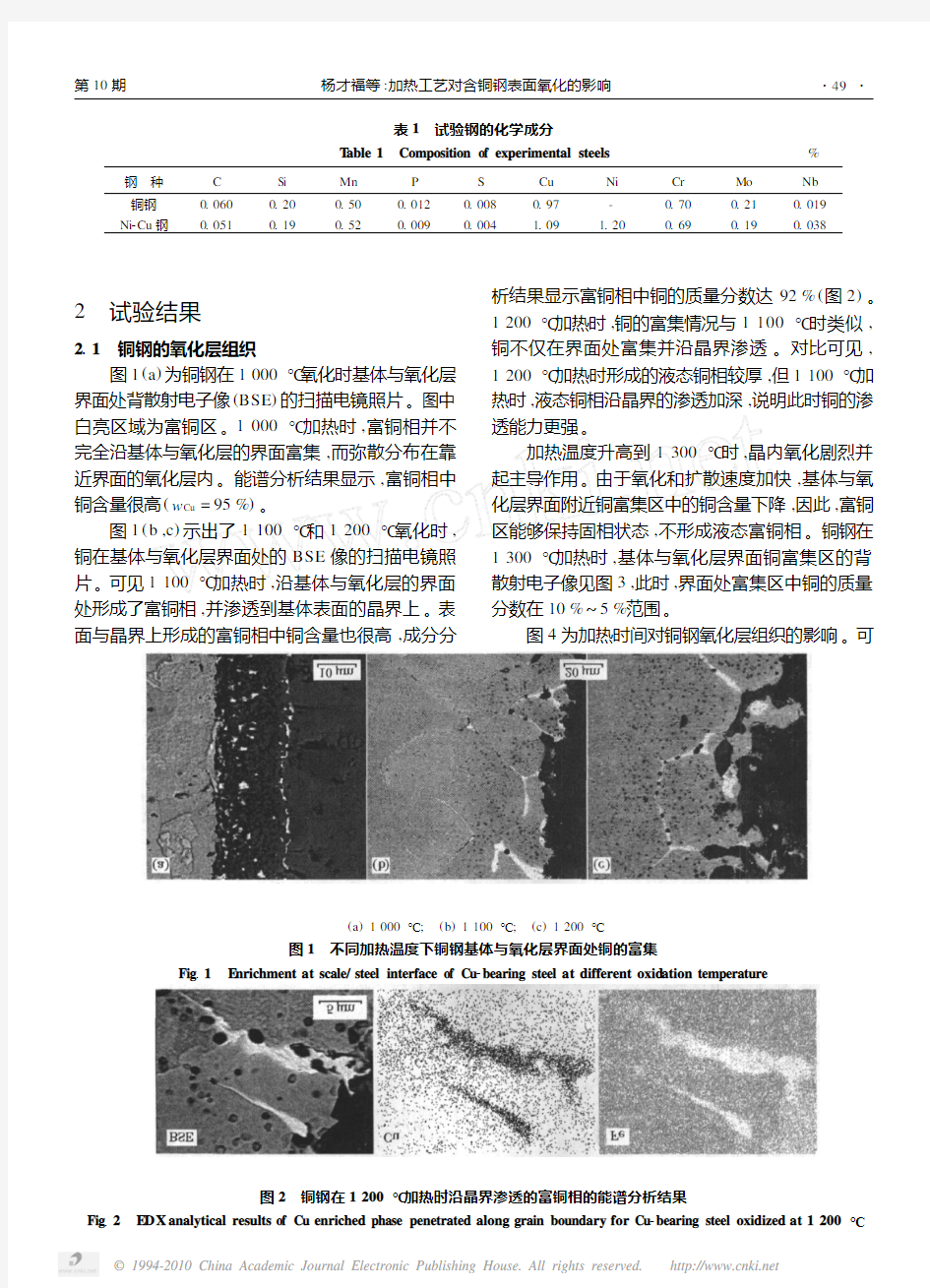
完全沿基体与氧化层的界面富集,而弥散分布在靠近界面的氧化层内。能谱分析结果显示,富铜相中铜含量很高(w Cu =95%)。 图1(b ,c )示出了1100℃和1200℃氧化时,铜在基体与氧化层界面处的BSE 像的扫描电镜照片。可见1100℃加热时,沿基体与氧化层的界面处形成了富铜相,并渗透到基体表面的晶界上。表面与晶界上形成的富铜相中铜含量也很高,成分分
析结果显示富铜相中铜的质量分数达92%(图2)。1200℃加热时,铜的富集情况与1100℃时类似,铜不仅在界面处富集并沿晶界渗透。对比可见,1200℃加热时形成的液态铜相较厚,但1100℃加热时,液态铜相沿晶界的渗透加深,说明此时铜的渗透能力更强。 加热温度升高到1300℃时,晶内氧化剧烈并起主导作用。由于氧化和扩散速度加快,基体与氧化层界面附近铜富集区中的铜含量下降,因此,富铜区能够保持固相状态,不形成液态富铜相。铜钢在1300℃加热时,基体与氧化层界面铜富集区的背散射电子像见图3,此时,界面处富集区中铜的质量分数在10%~5%范围。
图4为加热时间对铜钢氧化层组织的影响。
可
(a )1000℃; (b )1100℃; (c )1200℃
图1 不同加热温度下铜钢基体与氧化层界面处铜的富集
Fig 11 E nrichment at scale/steel interface of Cu 2bearing steel at different oxid ation
temperature
图2 铜钢在1200℃加热时沿晶界渗透的富铜相的能谱分析结果
Fig 12 E DX analytical results of Cu enriched phase penetrated along grain bound ary for Cu 2bearing steel oxidized at 1200℃
?
94?第10期 杨才福等:加热工艺对含铜钢表面氧化的影响
图3 铜钢在1300℃加热时基体与氧化层界面处铜富集区的能谱分析结果
Fig13 E DX analysis results of Cu enrichment at scale/steel interface for Cu2bearing steel oxidized at1300℃
(a)1200℃×2h; (b)1200℃×5h
图4 加热时间对铜钢氧化层组织的影响
Fig14 E ffect of oxid ation time on microstructures at scale/steel interface
见,在1200℃高温加热条件下,随着加热时间的延长,铜钢的氧化程度加重,氧化层厚度增加,同时也加深了液相铜沿奥氏体晶界的渗透。
212 Ni2Cu钢的氧化层组织
图5(a、b)为Ni2Cu钢在1000℃和1100℃加热时基体与氧化层界面处镍、铜富集相的扫描电镜照片。可见,在1000~1100℃加热范围内,镍、铜合金相基本保留在内氧化层中,没有观察到液态铜相沿奥氏体晶界的渗透,同时加入镍使基体与氧化层界面的不平直度更加显著。对比可看出,1100℃氧化时,界面上镍、铜富集相的数量比1000℃时有明显增长。
图5(c、d)显示了Ni2Cu钢在1200℃和1300℃高温氧化下,基体与氧化层界面处和氧化层中镍、铜富集相的BSE像。可见,高温下界面的不平直度更显著。随氧化温度升高,合金相的颗粒更粗大。成分分析结果表明,高温氧化条件下镍、铜富集相中铜含量明显降低。加热温度越高,合金相中铜含量越低。从表2可看出,加热温度为1200℃时,基体与氧化层界面处镍、铜富集相中铜的质量分数约为613%,镍的质量分数约418%;加热温度为1300℃时,基体与氧化层界面处镍、铜富集相中铜的质量分数约为416%,镍的质量分数约513%。在超过1200℃的高温氧化试样中未观察到类似1100℃氧化时出现的高铜、镍含量的合金相。这种合金相中铜、镍含量下降现象与高温下扩散速度提高有关。
3 讨论
311 加热工艺对含铜钢和Ni2Cu钢氧化过程的影响 加热温度对铜钢和Ni2Cu钢表面氧化过程有显著影响。随加热温度升高,铜钢和Ni2Cu钢的氧化程度加剧,表面氧化厚度增加。图6示出了铜钢氧化层厚度随加热温度的变化规律。可见,随加热温度升高,氧化层厚度增加,并且在1100~1200℃加热温度范围内有一个突跃,显示了氧化反应速度对温度的敏感性。即:
(1)加热温度低于1100℃时,氧化反应速度随加热温度升高缓慢增加,氧化过程主要沿表面和晶界进行,氧的扩散速率较低;
?
5
? 钢 铁 研 究 学 报 第19卷
(a )1000℃; (b )1100℃; (c )1200℃; (d )1300℃
图5 Ni 2Cu 钢基体与氧化层界面处的富镍相和富铜相
Fig 15 BSE im ages of Cu and Ni enriched ph ase at scale/steel interface for Ni 2Cu steels
表2 Ni 2Cu 钢中铜、镍富集相的成分(质量分数)
T able 2 Composition of Cu and Ni enriched phases at
scale/steel interface %
位 置元素
氧化温度/℃
1000
110012001300基体与氧化层界面处
Cu 511912613416Ni
714
1011418513
氧化层
Cu Ni 2014251611171110Cu
Ni
43173316
15112117
(2)加热温度在1100~1200℃时,氧在铁中的扩散速度迅速增加,晶内氧化逐渐占主导,氧化反应速度随加热温度升高迅速加快; (3)加热温度超过1200℃后,由于晶内氧化物迅速生成以及氧化活性较低的合金元素在基体与氧化层界面富集,阻止了氧的扩散速度进一步提高,基体与氧化层界面处发生氧化反应区域的宽度和氧化层厚度出现了平台。
据观察可知,铜钢和Ni 2Cu 钢的氧化过程中,在
基体与氧化层界面处靠基体内侧出现了一个发生晶
图6 加热温度对铜钢氧化层厚度的影响
Fig 16 E ffect of oxid ation temperature on scale
thickness of Cu 2bearing steel
内和晶界氧化反应的过渡层。此过渡层的宽度也随
氧化温度的变化而改变。图7为加热温度对铜钢和Ni 2Cu 钢氧化反应过渡层宽度的影响。可见,在1000~1100℃较低加热温度范围内,主要发生晶界氧化,很少发生晶内氧化。发生氧化反应的过渡层范围约为10μm ,不超过一颗晶粒的尺寸。随着加热温度升高,奥氏体晶粒显著长大。同时,由于
?
15?第10期 杨才福等:加热工艺对含铜钢表面氧化的影响
氧的扩散速度加快,发生氧化反应的过渡层的厚度
也明显增加。从金相观察结果可看出,高温下晶内氧化加剧,氧化反应范围在1~2颗晶粒尺寸内。 加热时间也是影响氧化过程的一个重要因素。图8示出加热温度为1200℃时加热时间对铜钢氧化层厚度的影响。可见,随加热时间延长,氧化层厚度呈线性增加,但增加速度比较平缓。与加热温度的影响相比,加热时间对铜钢氧化过程的影响不如加热温度那样强烈。312 镍对含铜钢氧化机理的影响 试验结果表明,镍对含铜钢氧化层结构、铜富集以及液态铜相的形成和渗透等影响明显。1000℃加热时,因加热温度低于铜的熔点,铜钢和Ni 2Cu 钢中的富铜相均以固态颗粒状形态分布在基体与氧化层的界面处以及靠近界面的氧化层中,这就在外氧化层与基体界面之间形成了一个内氧化层。尽管铜钢和Ni 2Cu 钢在1000℃加热时的氧化层结构类似,但其氧化过程在本质上有很大差异:首先,铜钢中的富铜相颗粒仅分布于靠近界面非常窄的区域内,
宽
图7 加热温度对氧化反应过渡层宽度的影响
Fig 17 E ffect of oxid ation temperature on depth of
oxid ation reaction
layer
图8 加热温度1200℃时加热时间对铜钢氧化层厚度的影响
Fig 18 E ffect of oxid ation time on scale thickness of
Cu 2bearing steel oxidized at 1200℃
度为5~10μm ,并且集中在界面处;而Ni 2Cu 钢中镍、铜相分布范围很宽,其内氧化层宽度为100~150μm ,在界面处很难观察到富铜相。其次,含铜钢中富铜相的铜含量很高(w Cu =95%);Ni 2Cu 钢氧化层内富铜相的最高铜质量分数仅40%左右。以上差异表明,镍不仅可改变富铜颗粒的分布,而且还降低了铜的富集程度。 1100~1200℃加热时,铜钢和Ni 2Cu 钢的氧化层结构发生了根本变化。由于加热温度高于铜的熔点,随着氧化的进行,铜钢中的铜在基体与氧化层界面处富集,形成液态铜相,而且液态铜相沿奥氏体晶界向基体渗透;在Ni 2Cu 钢中,富铜相仍然被保留在氧化层内,并且由于镍的溶入,富铜相中的铜含量下降,铁在富铜相中的溶解度提高,因而富铜相熔点升高,稳定性增强,防止了铜在界面上富集形成液相铜。这也是Ni 2Cu 钢能够消除因铜引起的热裂的关键。 铜钢中液态铜相沿奥氏体晶界向基体的渗透与加热温度及加热时间密切相关。图1表明,1100℃加热时,液态铜相的渗透最大;随加热温度升高,铜的富集及渗透减少;1300℃加热时,液态铜相消失。产生这一现象的原因与铜在钢中的扩散能力以及铜的浸润性有关。文献[5,6]的研究结果表明,1100℃时铜的浸润性最强。因此,在该温度下铜沿奥氏体晶界的渗透最容易。本试验结果进一步证实了这一观点。 加热温度超过1100℃时,随加热温度升高,基体与氧化层界面处富铜相减少,这主要是由铜的高温扩散所决定的。不同温度下铜在γ2Fe 中的扩散系数为[7]:1100℃,k =916×10-16;1200℃,k =
511×10-
15
;1300℃,k =111×10-
14
。可以看
出,1200℃时,铜在γ2Fe 中的扩散系数大约是1100℃时的5倍。由于基体与氧化层界面处富铜相中铜含量很高,高温下铜的快速扩散将使界面处富铜相数量减少。1300℃时,铜扩散更快,这将促使液态铜相的消失。
4 结论
(1)加热温度显著影响铜钢中液态铜相的形成。通常液态铜相在1100~1200℃的加热温度范围内
出现,而在1000℃和1300℃加热时,基体与氧化层界面处不出现液态铜相。1100℃加热时,液态铜相
的渗透力比1200℃时更强。
(下转第58页)
(4)析出的极微量μ相和σ相对GH4199合金的组织和力学性能基本不产生影响,微量的TCP相不会导致GH4199合金的室温及高温塑性发生突然脆化,证明GH4199合金长期时效后具有良好的组织和力学性能稳定性。
参考文献:
[1] 师昌绪,陆 达,荣 科.中国高温合金四十年[M].北京:
中国科学技术出版社,1996.
[2] 中国航空材料手册编辑委员会.中国航空材料手册[M].北
京:中国标准出版社,2002.
[3] 黄乾尧,李汉康.高温合金[M].北京:冶金工业出版社,
2000.
[4] 李玉清,刘锦岩.高温合金晶界间隙相[M].北京:冶金工业
出版社,1990.
[5] 吕俊英,杨洪才,王志兴.一种高温合金的γ′相析出初期长大
动力学[J].东北大学学报,1994,(3):1842187.
[6] 乔雪璎,王延庆,蒙肇斌,等.碳含量对GH4199合金拉伸、
持久性能及组织的影响[J].材料与冶金学报,2004,3(1):622
66.
[7] 张玉锁,吕俊英,杨洪才,等.碳对GH4199合金组织及拉伸
性能的影响[J].材料与冶金学报,2004,3(5):2092211.
(上接第52页)
(2)加入镍改变了铜钢的氧化层结构,富镍、铜相以颗粒状形态保留在氧化层中,防止了铜在基体与氧化层界面处形成液态铜相,这是消除含铜钢热裂的关键。
(3)高温加热过程中,铜钢和Ni2Cu钢将同时发生晶界氧化和晶内氧化,而且随加热温度升高,晶内氧化加剧。
(4)加热温度对含铜钢表面氧化层厚度影响显著。随加热温度升高,氧化层厚度增加,尤其在1100~1200℃范围内加热时,其氧化层厚度增加最显著。
参考文献:
[1] Kvidahl L G.An Improved High Y ield Strengt h Steel for Ship2
building[J].Welding Journal,1985,64(7):42248.[2] 杨才福,张永权.新一代易焊接高强度高韧性船体钢的研究
[J].钢铁,2001,36(11):50254.
[3] Shibata K.Surface Hot Shortness due to Cu(+Sn)and It s
Suppression by Physical Metallurgy[J].CAMP2ISI J,2003,
16:139121394.
[4] Habraken L,Lecomte2Beckers J.Hot Shortness and Scaling
of Copper2Containing Steels[A].Lemay I,Schetky L M,eds.
Conference:Copper in Iron and Steel[C].New Y ork:John
Wiley,1982.45281.
[5] Shibata K.Surface Hot Shortness due to Cu in Steel and It s
Suppression Wit hout Using Ni[J].J Jpn Soc Heat Treat,
2000,40(2):55262.
[6] Shibata K,Seo S J,Kaga M,et al.Suppression of Surface
Hot Shortness due to Cu in Recycled Steels[J].Mater Trans, 2002,43(3):2922300.
[7] Oikawa https://www.doczj.com/doc/2916367393.html,ttice Diffusion in Iron2A Review[J].Tet su2to2
Hagane,1982,68:148921497.
钢件表面发蓝(发黑)处理 1.发蓝(发黑)原理 为了提高钢件的防锈能力,用强的氧化剂将钢件表面氧化成致密、光滑的四氧化三铁。这种四氧化三铁薄层能有效地保护钢件内部不受氧化。在高温下(约550℃)氧化成的四氧化三铁呈天蓝色,故称发蓝处理。在低温下(约 3 50℃)形成的四氧化三铁呈暗黑色,故称发黑处理。在兵器制造中,常用的是发蓝处理;在工业生产中,常用的是发黑处理。 能否把钢铁表面氧化致密、光滑的四氧化三铁,关键是选择好强的氧化剂。强氧化剂是由氢氧化钠、亚硝酸钠、磷酸三钠组成。发蓝时用它们的熔融液去处理钢件;发黑时用它们的水溶液去处理钢件。常用的发黑溶液成分见表10-7。 Fe→Na2FeO2→Na2Fe2O4→Fe3O4 具体的化学反应是: 3Fe+NaNO2+5NaOH=3Na2FeO2+NH3+H2O 6Na2FeO2+NaNO2+5H2O=3Na2Fe2O4+NH3+7NaOH Na2FeO2+Na2Fe2O4+2H2O=Fe3O4↓+4NaOH 生产实践经验证明,要获得光亮、致密的四氧化三铁膜层,氧化溶液中亚硝酸钠与氢氧化钠的比例,要保持在1:3~之间。 2.发蓝(发黑)操作 发蓝(发黑)的操作流程: 工件装夹→去油→清洗→酸洗→清洗→氧化→清洗→皂化→热水煮洗→检查。 (1)工件装夹要根据工件的形状、大小,设计专门的夹具或吊具。目的是使工件之间留有足够的间隙,工件间不能相互接触,要使每个工件都能完全浸入氧化液中被氧化。 (2)去油目的是除去工件表面的油污。经过机加工后(发蓝、发黑是最后一道工序),工件表面难免不留下油污,用防锈油作工序间防锈的更是这样。任何油污,都会严重影响四氧化三铁的生成,所以必须在发蓝、发黑之前除去。常用的除油溶液配方,见表10-8。 将除油溶液加热至80~90℃,然后将工件浸入,浸入时间为30min左右,若油污较多,还得延长除油时间,以除油彻底为准。 (3)酸洗酸洗的目的是除去工件表面的锈迹。因为锈迹、锈斑会阻碍生成致密的四氧化三铁层。即使工件无锈迹,也应进行酸洗,因为它使油污进一步去除干净,而且酸洗会提高工件表面分子的活化能,有利于下一工序的氧化,能生成较厚的四氧化三铁层。 酸洗溶液一般是10~15%浓度的硫酸溶液,温度是70~80℃,将工件浸入硫酸溶液中,浸入时间为30min左右,锈蚀较轻的钢件可浸20min,锈蚀严重者,则需要浸40min以上。 (4)氧化氧化是发蓝、发黑的主要工序。四氧化三铁膜层是否致密、是否光滑、是否有足够的厚度,取决于氧化阶段。
钢结构表面处理的方法 ◆去油脂法(SSPC-SP1) 污染表面的油脂可以用以下的方法去除,包括; 溶剂清洁法 蒸汽清洁法 碱清洁法 清洁剂/水清洁法 溶剂清洁法 溶剂清洁法是去除表面油脂最主要的方法。一些溶剂性涂料可以溶解表面薄的油脂沉积物,使其与涂料混合且并无任何不利影响。但对于重油脂沉积或含水性涂料、无溶剂涂料却不适用。溶剂清洁一般用抹布,一旦弄脏可以频繁更换。最后一道清洗一般都用新溶剂,如石脑油。有机溶剂严禁接触眼睛或皮肤,严禁附近有火星或明火,严禁非必要的吸入。溶剂清洁后的金属,一般需要在涂装之前再次清洁。 蒸汽清洁法 蒸汽清洁法是去除油脂的另一有效方法。可以在蒸汽中增加商用清洁剂,提高清洗能力。除此之外,蒸汽清洁法还可以去除涂装后表面的灰尘和尘垢。蒸汽清洁的钢结构,在涂装前要求用其他的方法再次清洁。 碱清洁法 碱清洁法通过湿润、乳化、分散油脂达到有效清洁的目的。此法可能会和金属如铝、锌或木材、混凝土产生化学反应。 清洁剂/水清洁法 较轻的表面油脂沉淀,家用水状清洁剂就足够了,它们很少会对基材产生不利作用。 ◆手动工具清洁法(SSPC-SP2) 手动工具只能清除松散的涂料、锈和氧化皮。手动工具效率低,因此最常用于小范围的清洁。手动工具包括刮刀、金属丝刷和磨沙机。 ◆动力工具清洁法(SSPC-SP3) 动力工具(电动和气动)是对手动工具的动力驱动复制以达到更快的清洁能力。包括:磨砂机、研磨机、金属刷、凿锤、去垢器和针枪。一些工具有真空管连接,有助于减少空气污染和回收清洁过程中的碎片。动力工具通过撞击或研磨或两种方法共同作用。 采用动力工具清洁法要比手动工具清洁成本低多了,喷砂过程中产生对环境污染的粒子也会少很多。因此手动工具只建议在小范围或损坏修补时使用,对大面积的污染物不适用,特别是如果采用表面容忍性的油性涂料更不建议使用。滥用动力清洁工具也会磨光金属表面而不是形成粗糙度不利于涂料的附着。 ◆化学脱漆法(SSPC-TU6) 化学脱漆法主要用于住宅,偶尔也用于工业构件,碱性脱漆对去除油基涂很有效,而溶剂类型的脱漆剂对于去除乳胶涂料比较有效。对于油性和乳胶胶合的涂料必须采用两种方法。脱漆剂通常含有增稠剂,
铜表面处理工艺 SANY标准化小组 #QS8QHH-HHGX8Q8-GNHHJ8-HHMHGN#
最新铜表面处理工艺 1870年经德国材料学科学家研究,在自然环境中,由于铜材材质的特点,其表面在空气中耐腐蚀性差,常常在潮湿的环境中更容易生锈,介于生锈的程度,铜锈主要分为氧化铜和碱式碳酸铜(简称铜绿),则铜材的表面处理主要是抛光(即除锈处理),所以要对铜材进行完美的抛光,云清王鹏研究出要根据实际的情况,推相应的处理工艺: 一、按工件大小分类 1、小尺寸的工件处理工艺: 铜材脱脂剂——→水洗——→铜材酸洗抛光液——→水洗——→铜材钝化液——→(水洗)——→铜材护膜液 2、大尺寸的工件处理工艺: 水洗——→擦铜水——→水洗 二、按工件的特殊用途分类 1、工件后期需要导电、导热、焊接的处理工艺: 铜材脱脂剂——→水洗——→铜材酸洗抛光液——→水洗——→铜材钝化液——→(水洗) 2、工件后期不需要导电、导热、焊接等的处理工艺: 铜材脱脂剂——→水洗——→铜材酸洗抛光液——→水洗——→铜材钝化液——→(水洗)——→铜材护膜液 三、按铜材的材质分类
1、紫铜(即纯铜)的处理工艺有两种: 铜材脱脂剂——→水洗——→铜材酸洗抛光液——→水洗——→铜材钝化液 A——→(水洗)——→铜材护膜液铜材脱脂剂——→水洗——→铜材酸洗抛光液——→水洗——→铜材无铬钝化液——→(水洗)——→铜材护膜液 2、黄铜、青铜、白铜的处理工艺: 铜材脱脂剂——→水洗——→环保洗铜水——→水洗——→铜材铬钝化液——→(水洗)——→铜材护膜液 四、按铜材表面的锈迹严重程度处理 1、锈迹严重的处理工艺: 铜材脱脂剂——→水洗——→铜材酸洗抛光液——→水洗——→铜材铬钝化液——→(水洗)——→铜材护膜液 2、锈迹轻微的处理工艺: 铜材脱脂剂——→水洗——→超声波清洗剂——→水洗——→铜材铬钝化液——→(水洗)——→铜材护膜液 3、只是稍微的一点点锈迹和油污的处理工艺: 铜材除锈脱脂剂——→水洗——→铜材铬钝化液——→(水洗)——→铜材护膜液
金属表面处理种类简介 电镀 镀层金属或其她不溶性材料做阳极,待镀得工件做阴极,镀层金属得阳离子在待镀工件表面被还原形成镀层。为排除其它阳离子得干扰,且使镀层均匀、牢固,需用含镀层金属阳离子得溶液做电镀液,以保持镀层金属阳离子得浓度不变。电镀得目得就是在基材上镀上金属镀层,改变基材表面性质或尺寸。电镀能增强金属得抗腐蚀性(镀层金属多采用耐腐蚀得金属)、增加硬度、防止磨耗、提高导电性、润滑性、耐热性、与表面美观。 电泳 电泳就是电泳涂料在阴阳两极,施加于电压作用下,带电荷涂料离子移动到阴极,并与阴极表面所产生之碱性作用形成不溶解物,沉积于工件表面。 电泳表面处理工艺得特点: 电泳漆膜具有涂层丰满、均匀、平整、光滑得优点,电泳漆膜得硬度、附着力、耐腐、冲击性能、渗透性能明显优于其它涂装工艺。电泳工艺优于其她涂装工艺。 镀锌 镀锌就是指在金属、合金或者其它材料得表面镀一层锌以起美观、防锈等作用得表面处理技术。现在主要采用得方法就是热镀锌. 电镀与电泳得区别 电镀就就是利用电解原理在某些金属表面上镀上一薄层其它金属或合金得过程。 电泳:溶液中带电粒子(离子)在电场中移动得现象。溶液中带电粒子(离子)在电场中移动得现象。利用带电粒子在电场中移动速度不同而达到分离得技术称为电泳技术. 电泳又名—-电着 (著),泳漆,电沉积。 发黑 钢制件得表面发黑处理,也有被称之为发蓝得。其原理就是将钢铁制品表面迅速氧化,使之形成致密得氧化膜保护层,提高钢件得防锈能力. 发黑处理现在常用得方法有传统得碱性加温发黑与出现较晚得常温发黑两种。但常温发黑工艺对于低碳钢得效果不太好。A3钢用碱性发黑好一些。
【摘要】一、钢材表面锈蚀和除锈等级标准为国家标准GB8923-88《涂装前钢材表面锈蚀等级和除锈等级》。 二、标准将除锈等级分成喷射或抛射除锈、手工和电动除锈、火焰除锈三种类型。 三、喷射和抛射除锈,用字母“sa”表示,分四个等级: 一、钢材表面锈蚀和除锈等级标准为国家标准GB8923-88《涂装前钢材表面锈蚀等级和除锈等级》。 二、标准将除锈等级分成喷射或抛射除锈、手工和电动除锈、火焰除锈三种类型。 三、喷射和抛射除锈,用字母“sa”表示,分四个等级: sa1——轻度的喷射后抛射除锈。钢材表面无可见的油脂、污垢、无附着的不牢的氧化皮、铁锈、油漆涂层等附着物。 sa2——彻底的喷射或抛射除锈。钢材表面无可见的油脂、污垢,氧化皮、铁锈等附着物基本清除。 sa21/2——非常彻底的喷射或抛射除锈。钢材表面无可见的油脂、污垢、氧化皮、铁锈、油漆涂层等附着物,任何残留的痕迹仅是点状或条状的轻微色斑。 sa3——使钢材表面非常洁净的喷射或抛射除锈。钢材表面无可见的油脂、污垢、氧化皮、铁锈、油漆涂层等附着物,该表面显示均匀的金属色泽。 手工除锈等级: St2 彻底的手工和动力工具除锈 钢材表面应无可见的油脂和污垢,并且没有附着不牢的氧化皮、铁锈和油漆涂层等附着物。St3 非常彻底的手工和动力工具除锈 钢材表面应无可见的油脂和污垢,并且没有附着不牢的氧化皮、铁锈和油漆涂层等附着物。除锈应比St2更为彻底,底材显露部分的表面应具有金属光泽。 表面处理是取得良好涂装效果的关键。表面处理的投资相当值得。因此,对选择表面处理方法和油漆配套系统必须作周密的考虑。 用国际标准来衡量表面处理程度是很重要的,如瑞典标准:SIS055900或ISO08501。 锈蚀等级 表面处理标准的根本点是四个不同的锈蚀等级: A级钢材表面完全覆盖粘附的氧化皮,几乎无铁锈。 B级钢材表面已经开始锈蚀,氧化皮开始呈片状脱落。 C级钢材表面上的氧化皮已锈蚀,或可刮除,但裸眼可看到轻微锈点。 D级钢材表面上的氧化皮已锈蚀剥落,裸眼可看到大量锈点。 根据SIS055900,这些锈蚀等级的表面处理是根据以下质量标准进行钢丝刷除锈和喷砂除锈的: St - 钢丝刷除锈标准St2,St3 Sa - 喷砂除锈标准Sa1,Sa2,Sa2.5,Sa3 钢丝刷除锈- St St2 彻底的手工和动力工具除锈 表面应无可见的油脂、污物、氧化皮、铁锈、油漆涂层和杂质。 St3 非常彻底的手工和动力工具除锈 同St2,但应比St2处理得更彻底,金属底材呈金属光泽。 这些标准对表面处理有很大的指导和帮助,油漆供应商一般对每种类型的油漆规定有相应的表面处理标准和要求。 喷砂除锈- Sa 喷砂除锈前应去除表面所有的厚锈层,可见的油,脂和污物也应去除。喷砂除锈后表面应清
最新铜表面处理工艺 1870年经德国材料学科学家研究,在自然环境中,由于铜材材质的特点,其表面在空气中耐腐蚀性差,常常在潮湿的环境中更容易生锈,介于生锈的程度,铜锈主要分为氧化铜和碱式碳酸铜(简称铜绿),则铜材的表面处理主要是抛光(即除锈处理),所以要对铜材进行完美的抛光,云清王鹏研究出要根据实际的情况,推相应的处理工艺: 一、按工件大小分类 1、小尺寸的工件处理工艺: 铜材脱脂剂——→水洗——→铜材酸洗抛光液——→水洗——→铜材钝化液——→(水洗)——→铜材护膜液 2、大尺寸的工件处理工艺: 水洗——→擦铜水——→水洗 二、按工件的特殊用途分类 1、工件后期需要导电、导热、焊接的处理工艺: 铜材脱脂剂——→水洗——→铜材酸洗抛光液——→水洗——→铜材钝化液——→(水洗) 2、工件后期不需要导电、导热、焊接等的处理工艺: 铜材脱脂剂——→水洗——→铜材酸洗抛光液——→水洗——→铜材钝化液——→(水洗)——→铜材护膜液 三、按铜材的材质分类 1、紫铜(即纯铜)的处理工艺有两种: 铜材脱脂剂——→水洗——→铜材酸洗抛光液——→水洗——→铜
材钝化液 A——→(水洗)——→铜材护膜液铜材脱脂剂——→水洗——→铜材酸洗抛光液——→水洗——→铜材无铬钝化液——→(水洗)——→铜材护膜液 2、黄铜、青铜、白铜的处理工艺: 铜材脱脂剂——→水洗——→环保洗铜水——→水洗——→铜材铬钝化液——→(水洗)——→铜材护膜液 四、按铜材表面的锈迹严重程度处理 1、锈迹严重的处理工艺: 铜材脱脂剂——→水洗——→铜材酸洗抛光液——→水洗——→铜材铬钝化液——→(水洗)——→铜材护膜液 2、锈迹轻微的处理工艺: 铜材脱脂剂——→水洗——→超声波清洗剂——→水洗——→铜材铬钝化液——→(水洗)——→铜材护膜液 3、只是稍微的一点点锈迹和油污的处理工艺: 铜材除锈脱脂剂——→水洗——→铜材铬钝化液——→(水洗)——→铜材护膜液
钢构件常用表面处理措施 1.1常见钢构件表面处理方法 常用钢构件表面处理技术有以下几种处理方法: ①表面本色白化处理;②表面镜面光亮处理;③表面着色处理。 表面本色白化处理:钢构件在加工过程中,经过卷板、扎边、焊接或者经过人工表面火烤加温处理,产生黑色氧化皮。这种坚硬的灰黑色氧化皮主要是NiCr2O4和NiF二种EO4成分,以前一般采用氢氟酸和硝酸进行强腐蚀方法去除。但这种方法成本大,污染环境,对人体有害,腐蚀性较大,逐渐被淘汰。 目前对氧化皮处理方法主要有二种: ⑴喷砂(丸)法:主要是采用喷微玻璃珠的方法,除去表面的黑色氧化皮。 ⑵化学法:使用一种无污染的酸洗钝化膏和常温无毒害的带有无机添加剂的清洗液进行浸洗。从而达到钢构件本色的白化处理目的。处理好后基本上看上去是一无光的色泽。这种方法对大型、复杂产品较适用。 1.2.2 钢构件表面镜面光亮处理方法:根据钢构件产品的复杂程度和用户要求情况不同可分别采用机械抛光、化学抛光、电化学抛光等方法来达到镜面光泽。这三种方法优缺点如下: 1.2.3 表面着色处理:钢构件着色不仅赋予钢构件制品各种颜色,增加产品的花色品种,而且提高产品耐磨性和耐腐蚀性。 钢构件着色方法有如下几种: ⑴化学氧化着色法; ⑵电化学氧化着色法; ⑶离子沉积氧化物着色法; ⑷高温氧化着色法; ⑸气相裂解着色法。 各种方法简单概况如下: ⑴化学氧化着色法:就是在特定溶液中,通过化学氧化形成膜的颜色,有重铬酸盐法、混合钠盐法、硫化法、酸性氧化法和碱性氧化法。一般“茵科法”(INCO)使用较多,不过要想保证一批产品色泽一致的话,必须用参比电极来控制。 ⑵电化学着色法:是在特定溶液中,通过电化学氧化形成膜的颜色。
铜材质的表面处理方式 镀铬 镍拉丝 仿古铜Imitation antique copper 仿红铜 铜材质的龙头挂件属于最高档处理方式比较多 不锈钢材质的表面处理方式 只抛光或抛光后做一道拉丝 不锈钢材质一般只做挂件不做龙头产品属于低档比锌合金稍微好点 锌合金材质的表面处理方式 镀铬烤漆 锌合金材质龙头挂件属于最低档的处理方式一般就这两种 太空铝材质的表面处理方式 太空铝是一种强度和防腐性能都高的铝制品,具有轻巧耐用等特点,由于前期用于航天制造业,所以叫“太空铝”。太空铝是铝镁合金,表面经氧化处理太空铝材质一般只做挂件不做龙头产品属于中档是近几年家装比较流行的一种材质。 铝不会生锈的。金属属性里也不含铅。 其实说起金属的珍贵性的话,目前肯定是铜的以及304不锈钢的要好。 但是卫生间挂件来说的话,就很难说的清好坏了。 不过现在那些卖卫浴的,铜的挂件一般就是管子是铜的,那个支架是锌合金的。不锈钢的一般用202.203.真正用304不锈钢的少之又少,只能算半不锈钢而已。买了用不长。
铝的现在来说,其实做成品牌的铝挂件,一般在表面会有一层封闭剂,也就是保护膜,有那个保护作用,可以用钢丝球在上面擦拭,擦不花的。而且还有个主要的是,那层保护膜是隔绝空气的,所以也不担心有褪色的问题。 目前市场上各式各样的水龙头很多,可谓是“五彩缤纷”。价格等等不一。有一些产品价格在100元以下,中档产品一般都在200元—400元,高档产品500元—800元,进口产品有的在1000元—6000元不等。产品的价格差别如此大,原因何在?归纳一下有以下几个方面存在本质区别: 铸造工艺的区别。100元以下的产品以及一些中档产品的铸造工艺大部分都是采取沙模铸造。也就是人们通常称的“翻砂”。这种工艺生产的产品,阀体金属内在组织结构疏松,很容易形成“沙眼”、“气孔”等内在缺陷。可能在外观没法发现。但是在使用一个时期后,就会用漏水、密封不严甚至更大的缺陷。导致产品寿命低。据了解,100元以内的水龙头使用寿命短的仅仅几个月,长的一年左右就会出现问题。 高档产品和有势力的公司生产的中档产品,是采用重力铸造。就是利用重力铸造机,用钢模铸造。这种工艺方法在国外已经比较普遍。这种工艺生产的产品,其阀体金属的内在组织结构致密。质量过关,寿命长。同样的阀体,两种工艺生产的产品重量不一样,材料的消耗也不一样。重力铸造的阀体与沙模铸造的阀体一般重量要相差1/4左右。因而,其同样的产品,价格就不同。
常用表面处理工艺流程 (1)钢铁件电镀锌工艺流程 ┌酸性镀锌 除油→ 除锈→ │ → 纯化→ 干燥└碱性 镀锌 (2)钢铁件常温发黑工艺流程 ┌浸脱水防锈油 │ │烘干 除油→除锈→常温发黑→│ 浸肥皂液——→ 浸锭子油或机油 │ │ └浸封闭剂 (3)钢铁件磷化工艺流程 除油→除锈→表调→磷化→涂装 (4) ABS/PC 塑料电镀工艺流程 除油→ 亲水→ 预粗化(PC≥50%)→ 粗化→ 中和→ 整面→ 活化→ 解胶→ 化学沉镍→ 镀焦铜→ 镀酸铜→ 镀半 亮镍→ 镀高硫镍→ 镀亮镍→ 镀封→ 镀铬 (5) PCB 电镀工艺流程
除油→ 粗化→ 预浸→ 活化→ 解胶→ 化学沉铜→ 镀铜→ 酸性除油→ 微蚀→ 镀低应力镍→ 镀亮镍→ 镀金→ 干燥 (6)钢铁件多层电镀工艺流程 除油→ 除锈→ 镀氰化铜→ 镀酸铜→ 镀半亮镍→ 镀高硫镍→ 镀亮镍→ 镍封→ 镀铬 (7)钢铁件前处理(打磨件、非打磨件)工艺流程 1、打磨件→ 除蜡→ 热浸除油→ 电解除油→ 酸蚀→ 非它电镀 2、非打磨件→ 热浸除油→ 电解除油→ 酸蚀→ 其它电镀 (8)锌合金件镀前处理工艺流程 除蜡→ 热浸除油→ 电解除油→ 酸蚀→ 镀碱铜→ 镀酸铜或焦磷酸铜→ 其它电镀 (9)铝及其合金镀前处理工艺流程 除蜡→热浸除油→电解除油→酸蚀除垢→化学沉锌→ 浸酸→ 二次沉新→ 镀碱铜或 镍→ 其它电镀 除蜡→热浸除油→电解除油→酸蚀除垢→铝铬化→ 干燥→ 喷沫或喷粉→ 烘干或粗化→ 成品 除蜡→热浸除油→电解除油→酸蚀除垢→阳极氧化→ 染色→ 封闭→ 干燥→ 成品 (10)铁件镀铬工艺流程: 除蜡→ 热浸除油→ 阴极→ 阳极→ 电解除油→ 弱酸浸蚀→ 预镀碱铜→ 酸性光亮铜(选择)→ 光亮镍→ 镀铬或其它 除蜡→ 热浸除油→ 阴极→ 阳极→ 电解除油→ 弱酸浸蚀→ 半光亮镍→ 高硫镍→ 光亮镍→ 镍封(选择) →镀铬 (11)锌合金镀铬工艺流程 除蜡→ 热浸除油→ 阴极电解除油→ 浸酸→ 碱性光亮铜→ 焦磷酸铜(选择性)→ 酸性光亮铜(选择性)→ 光亮镍 →镀铬 (12)电叻架及染色工艺流程 前处理或电镀→ 纯水洗(2-3 次)→预浸→ 电叻架→ 回收→ 纯水洗(2-3次)→ 烘干→ 成品 不锈钢镀光亮镍工艺流程:有机溶剂除油→化学除油→水洗→阴极电解活化→闪镀镍 →水洗→活化→水洗→镀光亮镍→水洗→钝化→水洗→水洗→热水洗→甩干→烘干→验收。 不锈钢上的光亮镍层是微带黄光的银白色金属,它的硬度比铜、锌、锡、镉、金、银 等要高,但低于铬和铑金属。光亮镍在空气中具有很高的化学稳定性,对碱有较好
钢铁表面主要表面处理标准 GB8923-88 中国国家标准 ISO8501-1:1988 国际标准化组织标准 SIS055900-1967 瑞典标准 SSPC-SP2,3,5,6,7和10 美国钢结构涂装协会表面处理标准 BS4232 英国标准 DIN55928 德国标准 JSRA SPSS 日本造船研究协会标准国标GB8923-88 对除锈等级描述: 喷射或抛射除锈以字母“Sa”表示。本标准订有四个除锈等级: Sa1 轻度的喷射或抛射除锈 钢材表面应无可见的油脂和污垢,并且没有附着不牢的氧化皮,铁锈和油漆涂层等附着物。Sa2 彻底的喷射或抛射除锈 钢材表面应无可见的油脂和污垢,并且氧化皮,铁锈和油漆涂层等附着物已基本清除,其残留物应该是附着牢固的。 Sa2.5 非常彻底的喷射或抛射除锈 钢材表面应无可见的油脂,污垢,氧化皮,铁锈和油漆涂层等附着物,任何残留的痕迹应仅是点状或条纹状的轻微色斑。 Sa3 钢材表面外观洁净的喷射或抛射除锈 钢材表面应无可见的油脂,污垢,氧化皮,铁锈和油漆涂层等附着物,该表面应显示均匀的金属色泽。 手工和动力工具除锈以字母“St”表示。本标准订有二个除锈等级: St2 彻底的手工和动力工具除锈 钢材表面应无可见的油脂和污垢,并且没有附着不牢的氧化皮、铁锈和油漆涂层等附着物。 St3 非常彻底的手工和动力工具除锈 钢材表面应无可见的油脂和污垢,并且没有附着不牢的氧化皮、铁锈和油漆涂层等附着物。除锈应比St2更为彻底,底材显露部分的表面应具有金属光泽。
我国的除锈标准与相当的国外除锈标准对照表: 注:SSPC中的Sp6比Sa2.5 略为严格,Sp2为人工钢丝刷除锈,Sp3为动力除锈。 表面粗糙度及其评定 喷砂、抛丸、手工和动力除锈,其目的除达到前述一定的表面清洁度外,还会对钢铁表面造成一定的微观不平整度,即表面粗糙度。对于涂漆前钢铁表面的粗糙度通常以一些主要的波峰和波谷间的高度值来表示。钢铁表面粗糙度对漆膜的附着力,防腐蚀性能和保护寿命有很大影响。钢铁表面合适的粗糙度有利于漆膜保护性能的提高,粗糙度太小,不利于漆膜的附着力的提高,粗糙度太大,如漆膜用量一定时,则会造成漆膜厚度分布的不均匀,特别是在波峰处的漆膜厚度不足而低于设计要求,引起早期的锈蚀,此外,粗糙度过大,还常在较深的波谷凹坑内截留住气泡,将成为漆膜起泡的根源。 对于常用涂料,合适的粗糙度范围以39—75um为宜。
钢材表面清洁度的评定 为了充分发挥涂料的保护和装饰作用,必须进行彻底的表面处理已为人们公认。涂装成功与否主要取决于表面处理质量。通常表面清洁度(表面处理质量)越高,越能保证涂料的保护作用,但过高的要求也会造成极大的浪费。对钢材表面清洁度的进行评定是一项至关重要的工作。表面处理质量包括三个方面,即钢板表面的可视清洁度(锈蚀、氧化皮等)、粗糙度和不可视清洁度(油脂、可溶性铁盐、氯化物、硫化物、灰尘等),在这方面以船舶行业为代表,已经形成了较完善的检测标准和体系,其他行业一般均参照执行。 一、钢材表面可视清洁度(锈蚀、氧化皮)的评定 钢材表面可视清洁度(锈蚀、氧化皮)的评定,可分为定量和定性两种方法。 定量方法一般有两种,第一种为硫酸铜法:将硫酸铜溶液刷在处理后的钢板表面,除锈完全的部分呈金属铜的颜色,而大于0.5mm残留氧化皮的部分呈暗色,从而判断表面的清洁程度。可采用在每升含1gH2SO4的溶液中添加4~8gCu2SO4的方法配制硫酸铜溶液,或将36gCu2SO4·5H20加热溶于100ml水中,再加入过量的Cu(OH)放置24小时后,去除多余的Cu(OH)2的方法来配制硫酸铜溶液。第二种定量检测方法是利用氧化皮和铁电阻不同的特点,采用电阻测量仪测定处理后的表面与探头2 (直径1mm的球型笔状电极)之间的过渡电阻,通过各点的平均值判断表面清洁度。此外,还可利用带蓝色过滤器的光线反射测量仪进行表面清洁度检验。 仪器定量测量方法受光线、处理方法、原始状态和表面粗糙度等影响极大,而硫酸铜法又需要进行后处理,否则会留下腐蚀隐患,所以,更为可靠的方法还是定性的与标准照片进行对比的方法。 为了能正确、方便地评定钢材在除锈之后的表面处理质量,许多工业发达国家都先后制定了钢材除锈的质量等级标准,其中最显著的是瑞典工业标准SIS055900《涂装前钢材表面除锈标准》,长期以来为世界各国所引用。国际标准化组织色漆和清漆技术委员会涂装前钢材表面处理分会(ISO/TC 35/SC12)以瑞典标准SIS055900-1967为基础,制订了国际标准ISO8501-1:1988《涂装油漆和有关产品前钢材预处理-表面清洁度的目视评定-第一部分:未涂装过的钢材和全面清除原有涂层后的钢材的锈蚀等级和除锈等级》。我国标准为GB8923-88《涂装前钢材表面锈蚀等级和除锈等级》。 上述标准将未涂装过的钢材表面原始锈蚀程度分为四个“锈蚀等级”,将钢材表面除锈后的质量分为若干个“除锈等级”。钢材表面的锈蚀等级和除锈等级均以文字叙述和典型样板的照片共同确定。 1、锈蚀等级 除锈前钢材表面原始锈蚀状态对除锈的难易程度和除锈后的表面外观质量具有较大影响。因此,该标准根据钢材表面氧化皮覆盖程度和锈蚀状况将其原始锈蚀程度分为四个等级,分别以A、B、C、D表示。 A 全面地覆盖着氧化皮而几乎没有铁锈的钢材表面。 B 已发生锈蚀,并且部分氧化皮已经剥落的钢材表面。 C 氧化皮已因锈蚀而剥落,或者可以刮除,并且有少量点蚀的钢材表面。 D 氧化皮已因锈蚀而全面剥落,而且已普遍发生点蚀的钢材表面。 2、除锈等级 该标准对喷射或抛射除锈、手工和动力工具除锈、火焰除锈后的钢材表面清洁度规定了相应的除锈等级,分别以字母Sa、St、F1表示,字母后的阿拉伯数字则表示清除氧化皮、铁锈和涂层等附着物的程度等级。 Sa1 轻度的喷射或抛射除锈钢材表面应无可见的油脂和污垢,并且没有附着不牢的氧化皮、铁锈和涂层等附着物。 Sa2 彻底的喷射或抛射除锈钢材表面应无可见的油脂和污垢,并且氧化皮、铁锈和油漆涂层等附着物已基本清除,其残留物应是牢固附着的。
铜箔表面处理技术 https://www.doczj.com/doc/2916367393.html, 发布日期: 2006-12-30 阅读: 3058 字体:大中小双击鼠标滚屏 表面处理是铜箔生产的一个重要环节,它包括对铜箔进行粗化层处理、耐热层处理及防氧化层处理等。其中前二者是在原箔毛面上进行的,而防氧化层处理则是在原箔两面上进行,三个方面处理则在同一台表面处理机上分步骤连续完成。 1.表面处理一般工艺过程 目前国内外各铜箔生产企业所采用的铜箔表面处理工艺区别相当大,工艺流程不同,工艺参数也不同,但是应该说都包含粗化、耐热、防氧化三种处理。一般来说,铜箔表面处理的工艺过程可以归纳为: 2.预处理 预处理是指对原箔表面进行的清洗,去除氧化及对表面进行浸蚀的过程,原箔在制箔机生产后有较短的存放过程,表面很容易产生氧化层,这是在进行粗化处理前必须去除的。另外,某些处理(如对原箔光面进行粗化处理)前,须要对其表面进行必要的浸蚀处理。这些都需要对原箔进行预处理,预处理一般采用硫酸、双氧水等水溶液或其混合水溶液。 3.粗化层处理 为使铜箔与基材之间具有更强的结合力,需要对原箔的毛面(与基材结合面)进行粗化层处理,它包括粗化和固化两个过程。在粗化层处理过程中,需要使电解液控制较低的含铜量及较高的含酸量,通过电解作用,在铜箔毛面(阴极)发生铜沉积,在表面形成牢固的粒状和树枝状结晶并且有较高展开度的粗糙面,达到高比表面积,这就加强了树脂(基材上的树脂或铜箔粘合剂树脂)渗入的附着嵌合力,还可增加铜与树脂的化学亲和力。 一般的粗化处理都采用酸性电解工艺方式,即原箔为阴极,在硫酸铜的电解液中进行几次电沉积,通过控制不同的工艺条件(电解液浓度不同,电流密度不同)来对铜箔表面进行粗化及固化处理,使铜箔表面生产松散的瘤体,然后进行固化,使粗化瘤体被正常的铜镀层所包围及加固,使粗化层与铜箔基体结合牢固,形成最终的粗化层。 对于电解铜箔来说,铜箔厚度不同以及使用用途的不同,均要求铜箔表面粗化层也不同,有的需要高峰值粗化层,有的需要低峰值粗化层,这就要求铜箔生产过程需要采用不同工艺条件的表面粗化工艺来实现。 4.耐热层处理 耐热层处理的主要目的是为了提高铜箔压制覆铜板及多层板后的耐热性及高温抗剥强度。这是因为电路板在整机元器件装配焊接时,由于受到高温影响,其树脂中的固化剂双氰胺容易裂解产生胺类物,它与裸铜表面相接触,将发生反应而可能出现水分,进而汽化,引起气泡产生,使铜箔与基板分离。
现在有许多PCB表面处理工艺,常见的是热风整平、有机涂覆、化学镀镍/浸金、浸银和浸锡这五种工艺,下面将逐一介绍。 1. 热风整平 热风整平又名热风焊料整平,它是在PCB表面涂覆熔融锡铅焊料并用加热压缩空气整(吹)平的工艺,使其形成一层既抗铜氧化,又可提供良好的可焊性的涂覆层。热风整平时焊料和铜在结合处形成铜锡金属间化合物。保护铜面的焊料厚度大约有1-2mil。 PCB进行热风整平时要浸在熔融的焊料中;风刀在焊料凝固之前吹平液态的焊料;风刀能够将铜面上焊料的弯月状最小化和阻止焊料桥接。热风整平分为垂直式和水平式两种,一般认为水平式较好,主要是水平式热风整平镀层比较均匀,可实现自动化生产。热风整平工艺的一般流程为:微蚀→预热→涂覆助焊剂→喷锡→清洗。 2. 有机涂覆 有机涂覆工艺不同于其他表面处理工艺,它是在铜和空气间充当阻隔层;有机涂覆工艺简单、成本低廉,这使得它能够在业界广泛使用。早期的有机涂覆的分子是起防锈作用的咪唑和苯并三唑,最新的分子主要是苯并咪唑,它是化学键合氮功能团到PCB上的铜。在后续的焊接过程中,如果铜面上只有一层的有机涂覆层是不行的,必须有很多层。这就是为什么化学槽中通常需要添加铜液。在涂覆第一层之后,涂覆层吸附铜;接着第二层的有机涂覆分子与铜结合,直至二十甚至上百次的有机涂覆分子集结在铜面,这样可以保证进行多次回流焊。试验表明:最新的有机涂覆工艺能够在多次无铅焊接过程中保持良好的性能。 有机涂覆工艺的一般流程为:脱脂→微蚀→酸洗→纯水清洗→有机涂覆→清洗,过程控制相对其他表面处理工艺较为容易。 3. 化学镀镍/浸金 化学镀镍/浸金工艺不像有机涂覆那样简单,化学镀镍/浸金好像给PCB穿上厚厚的盔甲;另外化学镀镍/浸金工艺也不像有机涂覆作为防锈阻隔层,它能够在PCB长期使用过程中有用并实现良好的电性能。因此,化学镀镍/浸金是在铜面上包裹一层厚厚的、电性良好的镍金合金,这可以长期保护PCB;另外它也具有其它表面处理工艺所不具备的对环境的忍耐性。镀镍的原因是由于金和铜间会相互扩散,而镍层能够阻止金和铜间的扩散;如果没有镍层,金将会在数小时内扩散到铜中去。化学镀镍/浸金的另一个好处是镍的强度,仅仅5微米厚度的镍就可以限制高温下Z方向的膨胀。此外化学镀镍/浸金也可以阻止铜的溶解,这将有益于无铅组装。 化学镀镍/浸金工艺的一般流程为:酸性清洁→微蚀→预浸→活化→化学镀镍→化学浸金,主要有6个化学槽,涉及到近100种化学品,因此过程控制比较困难。 4. 浸银
45号钢,是GB中的叫法,JIS中称为:S45C,AS中称为1045,080M46,DIN称为:C45 45号钢为优质碳素结构用钢,硬度不高易切削加工,模具中常用来做模板,梢子,导柱等,但须热处理。45#钢广泛用于机械制造,这种钢的机械性能很好。但是这是一种中碳钢,淬火性能并不好,45号钢可以淬硬至HRC42~46。所以如果需要表面硬度,又希望发挥45#钢优越的机械性能,常将45#钢表面渗碳淬火,这样就能得到需要的表面硬度。 1. 45钢淬火后没有回火之前,硬度大于HRC55(最高可达HRC62)为合格。实际应用的最高硬度为HRC55(高频淬火HRC58)。 2. 45钢不要采用渗碳淬火的热处理工艺。 调质处理后零件具有良好的综合机械性能,广泛应用于各种重要的结构零件,特别是那些在交变负荷下工作的连杆、螺栓、齿轮及轴类等。但表面硬度较低,不耐磨。可用调质+表面淬火提高零件表面硬度。 渗碳处理一般用于表面耐磨、芯部耐冲击的重载零件,其耐磨性比调质+表面淬火高。其表面含碳量0.8--1.2%,芯部一般在0.1--0.25%(特殊情况下采用0.35%)。经热处理后,表面可以获得很高的硬度(HRC58--62),芯部硬度低,耐冲击。 如果用45钢渗碳,淬火后芯部会出现硬脆的马氏体,失去渗碳处理的优点。现在采用渗碳工艺的材料,含碳量都不高,到0.30%芯部强度已经可以达到很高,应用上不多见。0.35%从来没见过实例,只在教科书里有介绍。可以采用调质+高频表面淬火的工艺,耐磨性较渗碳略差。 GB/T699-1999标准规定的45钢推荐热处理制度为850℃正火、840℃淬火、600℃回火,达到的性能为屈服强度≥355MPa GB/T699-1999标准规定45钢抗拉强度为600MPa,屈服强度为355MPa,伸长率为16%,断面收缩率为40%,冲击功为39J 45号钢不淬火硬度小于HRC28,比较软,不耐磨。淬火后硬度可以(注意是可以)大于HRC55,耐磨性较好, 45号钢淬火后硬度可以(注意是可以)大于HRC55。但这是小截面的,截面稍大,得到的硬度就会降低。而且冬天淬裂的可能也是有的。这些方面都要注意。不要采用表面氮化处理,虽然表面硬度可以提高很多,但基体材料会硬度很低。虽然耐磨了,但会压出小坑来
钢结构常用表面处理 钢结构要获得很好保护,并不取决于使用的涂料有多好,最关键的是表面处理的程度。表面处理就好比是建筑的基础,如果基础很差,大厦就会傾斜,这方面最著名的莫过于意大利的比萨斜塔。如果涂料系统没有很好的基础(表面处理),那么就会比预料的使用寿命要短,比如说本来设计为十年的使用寿命,结果只有五年,或者更糟的结果就是在一年内或更短期内恶化而失去效用。无论是缩短使用寿命还是短期内涂料系统的恶化,都意味着业主在经济上的损失 涂装界的实际经验也表明,表面处理质量对涂层本身性能有着比其它因素更大影响。一旦选定了合适的涂料系统,如果表面处理很差,涂层质量也会很差。只有良好的表面处理,涂覆上去的涂料才能发挥其效用。 对于涂装施工人员来说,必须认识到表面处理的重要性,这样才能把工作做的更好。在涂料专家的观点上看涂装问题,最重要的是涂漆前的表面处理,而非涂料本身。笔者曾接触过一个超市网架钢结构工程,腐蚀防护工程中选用了水性无机富锌底漆干膜厚度40微米,而在实际的施工过程中表面处理只进行了简单的钢丝刷除锈,结果是可想而知的。通常新建结构所要求的表面处理最好都是Sa 2.5级,而使用无机富锌漆的唯一可接受的表面处理要求也是Sa 2.5级。因此,对于表面处理的选择来说,不同的项目要求,不同的涂料特性,对表面处理的要求都会有很大差异。 判断在表面处理的程度时,我们要引用到很多的标准。在实际工作中经常会遇到的表面处理标准主要有: (1)GB 8923-88 (2)ISO 8501-1:1988 (3)SIS 055900:1967 (4)SSPC/NACE GB8923-88是我国的国家标准,ISO8501则是现在普遍采用的国际标准,SIS 055900是世界上最早的影响也最大的标准。美国由于科技力量的强大,SSPC/NACE是他们使用的主要标准而不使用ISO国际标准,并且随着NACE在全球推广涂装检查培训认证,以及很多钢结构设计机构使用这一标准,因此在中国SSPC/NACE标准也经常会遇到。 表面处理中影响最大的标准是瑞典标准SIS 05 5900 1967,该标准最早由瑞典腐蚀研究所、美国测试和材料协会(ASTM)和钢结构涂装协会(SSPC)联合制定。其它国家的标准,比如德国DIN 55928、丹麦DS 2019等都是在此基础上建立起来的。瑞典标准现在已经与国际标准ISO 8501-1:1988合并且由后者取代。标准中的照片和定义、描述得到了最大程度的保留。 中国的国家标准GB8923等效采用于ISO8501-1:1988,因此在本这里将不再作更多介绍。 ISO 8501-1:1988是目测评定钢材锈蚀等级和表面处理等级的依据,它包括了28张彩色照片和相应的文字说明。其中24张照片来自原瑞典标准,另外4张来自于原德国标准DIN 55928的第四部分,附录1(1978年8月),“有机涂层防止钢结构的腐蚀,表面预处理及检测,照片标准。”ISO8501-1采用了原瑞典标准的主要内容,其主要理由是:(1)SIS 05 5900已经得到了全世界的认可和广泛应用 (2)摄制一套全新的照片花费太高,而且不一定会有实质性改进 (3)在已建立的这个腐蚀标准等级体系有关的,以前和现有文件,在将来可以不做修改而毫不混淆地继续使用 ISO8501的这一部分比SIS055900早期版本适用范围稍有扩大,它包括除了氧化皮和铁锈以外还残存粘着的油漆和其他异物的钢材表面。
最新铜表面处理工艺(总2页) -CAL-FENGHAI.-(YICAI)-Company One1 -CAL-本页仅作为文档封面,使用请直接删除
最新铜表面处理工艺 1870年经德国材料学科学家研究,在自然环境中,由于铜材材质的特点,其表面在空气中耐腐蚀性差,常常在潮湿的环境中更容易生锈,介于生锈的程度,铜锈主要分为氧化铜和碱式碳酸铜(简称铜绿),则铜材的表面处理主要是抛光(即除锈处理),所以要对铜材进行完美的抛光,云清王鹏研究出要根据实际的情况,推相应的处理工艺: 一、按工件大小分类 1、小尺寸的工件处理工艺: 铜材脱脂剂——→水洗——→铜材酸洗抛光液——→水洗——→铜材钝化液——→(水洗)——→铜材护膜液 2、大尺寸的工件处理工艺: 水洗——→擦铜水——→水洗 二、按工件的特殊用途分类 1、工件后期需要导电、导热、焊接的处理工艺: 铜材脱脂剂——→水洗——→铜材酸洗抛光液——→水洗——→铜材钝化液——→(水洗) 2、工件后期不需要导电、导热、焊接等的处理工艺: 铜材脱脂剂——→水洗——→铜材酸洗抛光液——→水洗——→铜材钝化液——→(水洗)——→铜材护膜液 三、按铜材的材质分类 1、紫铜(即纯铜)的处理工艺有两种:
铜材脱脂剂——→水洗——→铜材酸洗抛光液——→水洗——→铜材钝化液 A——→(水洗)——→铜材护膜液铜材脱脂剂——→水洗——→铜材酸洗抛光液——→水洗——→铜材无铬钝化液——→(水洗)——→铜材护膜液 2、黄铜、青铜、白铜的处理工艺: 铜材脱脂剂——→水洗——→环保洗铜水——→水洗——→铜材铬钝化液——→(水洗)——→铜材护膜液 四、按铜材表面的锈迹严重程度处理 1、锈迹严重的处理工艺: 铜材脱脂剂——→水洗——→铜材酸洗抛光液——→水洗——→铜材铬钝化液——→(水洗)——→铜材护膜液 2、锈迹轻微的处理工艺: 铜材脱脂剂——→水洗——→超声波清洗剂——→水洗——→铜材铬钝化液——→(水洗)——→铜材护膜液 3、只是稍微的一点点锈迹和油污的处理工艺: 铜材除锈脱脂剂——→水洗——→铜材铬钝化液——→(水洗)——→铜材护膜液
钢铁的氧化处理技术及问答 1、什么是钢铁的氧化处理? 将钢铁制成的零件放入含苛性钠,硝酸钠或亚硝酸钠的溶液中处理,使零件表面生成一层很薄的黑色氧化膜。称为氧化处理,简称发黑。 2,氧化膜的生成原理是什么? 钢铁零件与零件加热的碱溶液作用时,其表面发生溶解,而形成亚铁化物,当加入一定的氧化剂(亚硝酸钠,硝酸钠)后,使氧化过程的进行得以改变,金属表面上生成一层氧化膜,这一氧化膜由磁性氧化铁组成。由于溶液于金属临界面形成氧化铁的过饱和,使金属表面生成结晶核,结晶核的逐渐增长,形成了一层连续的成片的氧化膜。当氧化膜将金属完全覆盖后,使溶液于金属的作用隔绝,铁的溶解速度和氧化膜生成的速度随之降低。 氧化膜生长的速度和氧化膜的厚度取决于结晶核形成的速度和单个结晶核生长的速度之比。当结晶核生长的速度很快时,金属表面上的结晶核的数量增多,各结晶核相互相互结合形成一层连续的氧化膜;当结晶核形成的速度慢时,等到各结晶核相互结合的时候,每一个结晶核已经增大,在这时形成的氧化膜较厚,甚至形成疏松的氧化膜。 3,氧化处理主要有哪几种方法?其工艺特点是什么? 钢铁的氧化处理方法有;碱性氧化发,无碱氧化法和酸性氧化法等,但目前应用最多的是碱性氧化法。 A,碱性氧化法。工艺特点是在较高的温度的条件下,在含有一定的氧化剂的氢氧化钠的溶液中进行的;氧化剂和氢氧化钠与金属铁的作用,生成以磁性氧化铁为主要成分的氧化膜。 B,酸性氧化法(常温发黑)。工艺特点与碱性高温氧化相比,具有能在常温下操作,节电节能;发黑时间短,生产效率高;设备投资少;污染程度少,改善工作环境等优点。但也存在着发黑液不够稳定,膜层附着力不牢。耐蚀性差,对预处理要求高严格等问题,有待生产实践中进一步完善。 4,高温氧化处理的基本原理是什么? 钢铁的高温氧化是将工件浸入在含有氧化剂的苛性钠溶液中,在高于130度的温度下进行氧化处理。氧化膜的主要成分是磁性氧化铁,也可以看做是铁酸
机械加工常见表面处理的种类基本原理和用途 表面处理工艺:静电喷涂、烤漆、镀锌、镀铬、镀镍、镀钛、镀金、镀银、铝阳极、浸渗、喷油、喷砂、DLC处理、铁氟龙处理、染黑、冷电镀 静电喷涂:静电喷涂是利用高压静电电场使带负电的涂料微粒沿着电场相反的方向定向运动,并将涂料微粒吸附在工件表面的一种喷涂方法。静电喷涂设备由喷枪、喷杯以及静电喷涂高压电源等组成。 静电喷涂的作用 1、一次涂装可以得到较厚的涂层,例如涂覆100?300 gm的涂层,用一般普通的溶剂涂料,约需涂覆4? 6次,而用粉末涂料则一次就可以达到该厚度。涂层的耐腐性能很好。 2、粉末涂料不含溶剂,无三废公害,改善了劳动卫生条件。 3、采用粉末静电喷涂等新工艺,效率高,适用于自动流水线涂装,粉末利用率高,可回收使用。 4、除热固性的环氧、聚酯、丙烯酸外,尚有大量的热塑性耐脂可作为粉末涂料,如聚乙烯、聚丙烯、 聚苯乙烯、氟化聚醚、尼龙、聚碳酸脂以及各类含氟树脂等。 粉末涂料开始用于防护和电气缘方面,随着科技的发展,目前已广泛使用于汽车工业、电气绝缘、耐 腐蚀化学泵、阀门、汽缸、管道、屋外钢制构件、钢制家具、铸件等表面的涂装。我国自六十年代开始粉 末涂装的实验研究,并在生产上得到应用。发展到目前已广泛得到使用。 烤漆:在基材上打上底漆、面漆,每上一遍漆,都送入无尘衡温烤房,烘烤。 镀锌:是指在金属、合金或者其它材料的表面镀一层锌以起美观、防锈等作用的表面处理技术。颜色有很多种,一般常见的有蓝白色、银白色等。 镀铬:在金属制品表面镀上一层致密的氧化铬薄膜,可以使得金属制品更加坚固耐用。镀铬有两种的,一种是装饰铬,一种是硬铬。镀硬铬一般采用比较多的是常在高温条件下使用的机械,如:模具等 ,镀装饰铬顾名思义,主要目的就是为了表面光亮、外形美观、防锈 影响镀铬后表面粗糙度的因素 工件表面镀铬后的表面粗糙度与以下条件有直接的关系:
金属表面处理工艺 金属表面处理方法(一) 金属表面处理方法 金属表面在各种热处理、机械加工、运输及保管过程中,不可避免地会被氧化,产生一层厚薄不均的氧化层。同时,也容易受到各种油类污染和吸附一些其他的杂质。 油污及某些吸附物,较薄的氧化层可先后用溶剂清洗、化学处理和机械处理,或直接用化学处理。对于严重氧化的金属表面,氧化层较厚,就不能直接用溶剂清洗和化学处理,而最好先进行机械处理。 通常经过处理后的金属表面具有高度活性,更容易再度受到灰尘、湿气等的污染。为此,处理后的金属表面应尽可能快地进行胶接。 经不同处理后的金属保管期如下: (1)湿法喷砂处理的铝合金,72h ; (2)铬酸- 硫酸处理的铝合金,6h ; (3)阳极化处理的铝合金,30 天; (4)硫酸处理的不锈钢,20 天; (5)喷砂处理的钢,4h ; (6)湿法喷砂处理的黄铜,8h 。 一、铝及铝合金表面处理方法 [ 方法1] 脱脂处理。用脱脂棉沾湿溶剂进行擦拭,除去油污后,再以清洁的棉布擦拭几次即可。常用溶剂为:三氯乙烯、醋酸乙酯、丙酮、丁酮和汽油等。 [ 方法2] 脱脂后于下述溶液中化学处理: 浓硫酸27.3 重铬酸钾7.5 水65.2 在60- 65°C 浸渍10-30min 后取出用水冲洗,晾干或在80°C 以下烘干;或者在下述溶液中洗后再晾干:磷酸10 正丁醇 3 水20 此方法适用于酚醛- 尼龙胶等,效果良好。 [ 方法3] 脱脂后于下述溶液中化学处理: 氟化氢铵3-3.5 氧化铬20-26 磷酸钠2-2.5 浓硫酸50-60 硼酸0.4-0.6 水1000 在25- 40° C 浸渍 4.5-6min ,即进行水洗、干燥。本方法胶接强度较高,处理后4h 内胶接,适用于环氧胶和环氧- 丁腈胶胶接。 [ 方法4] 脱脂后于下述溶液中化学处理: 磷酸7.5 氧化铬7.5 酒精 5.0 甲醛(36-38%)80 在15- 30°C 浸渍10-15min ,然后在60- 80°C 下水洗、干燥。 [ 方法5] 脱脂后于下述溶液中进行阳极化处理: 浓硫酸22g/l 在1-1.5A/dm2 的直流强度下浸渍10-15min ,再在饱和重铬酸钾溶液中,于95-10 0°C 下浸渍 5-20min ,然后水洗,干燥。