
永康银泰工贸 作 业 指 导 书
工序名称 注塑 文件编号:YT-GY-ZS01-2015 设 备
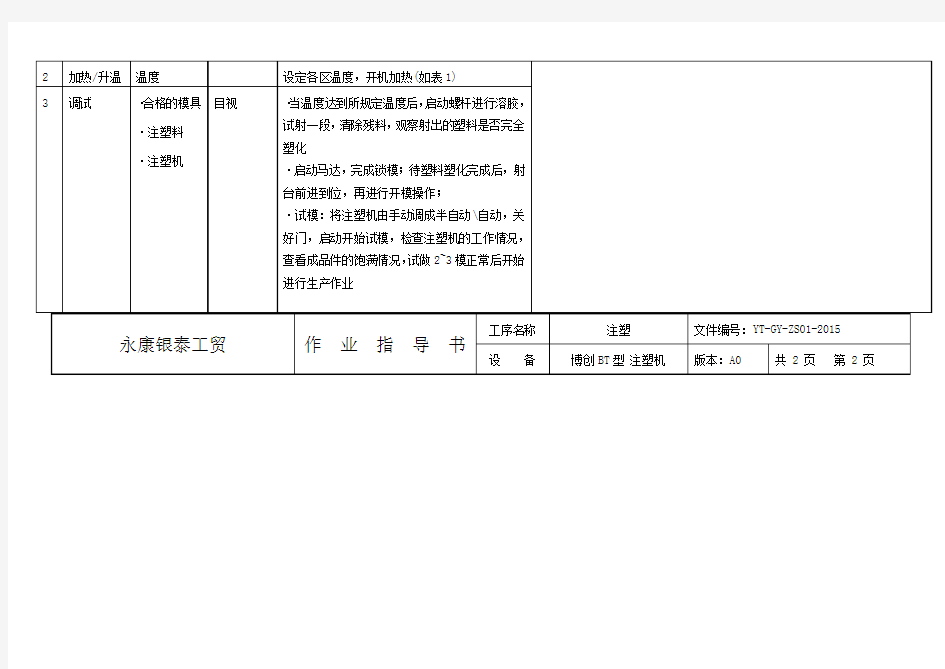
博创BT 型注塑机
版本:A0
共 2 页 第 1 页
工序示图:表1 注塑时注塑机各加热区段温度:(±15℃) 表 2 塑料烘箱
参数: 塑料名称 温度℃ 时间h PA66-GF30 110 4~6
区段 射嘴 温区1 温区2 温区3 温区4 温度
320℃
290℃
285℃
280℃
表3 注塑时注塑机各过程控制:(±5%、±10bar 、±15mm )
锁 模
开模
射胶
溶胶
冷却计时
部位名称
合模启动
快速合模 低压锁模 高压锁模 高压开模 快速开模 慢速开模 减速开模 注射一段 注射二段 注射三段 保压 塑化 后防涎 10s
速度 % 30 50 25 85 35 35 30 15 75 75 75 15 80 50 压力 bar 50 40 35 120 80 55 40 30 70 85 80 50 80 50 终止位置 mm
250 140
80 5
60
150 180
230
100
40
10
\ 100
120
NO 工步 对象 方式
方法
1
检查
注塑机
点检 按《设备点检卡》的要求操作
目视
检查设备工作参数(如表3,具体参考附件) 模具 目视 检查模腔:无废料、清洁、无异常 注塑料 目视 检查注塑料:无杂质、清洁、干燥 量具
注塑件定型后的尺寸检验
生产图示: NO 工步 对象 方式 方法
4
生产
·调试合格
目视
·当注塑机自动开模后,打开前安全门,待顶针顶出产品后,取下水口及产品,并把产品放入水中浸泡;检查模具内水口及产品是否取完,关上前安全门,检查顶针是否退回到位;按以上步骤循环生产作业 ·产品放水里定型浸泡30-60分钟
·挤塑完后,退出射台,清除机筒内剩余塑料,模腔内清除杂质并喷防锈油
5
检查与记录 ·质量记录表
样件比对
及时抽检:
·外观:连续监控、用修边刀去除毛刺、水口
·尺寸:首中末5件/次
烘料
打开电源
打开电热
溶胶
座进
开模
手动
合模
打开马达
打开冷却水
打开安全门
自动/半自动
顶出
关安全门
检查水口、产品是否取完 取出水口、产品
检查顶针是否回位
检查及转移产品并记录
手动
座退
清料、碎料
合模
关闭
清理