1.材料准备:
1.1.依生产制造令到仓库领料,确认材料是否与要生产的模具所使用的材料一样;
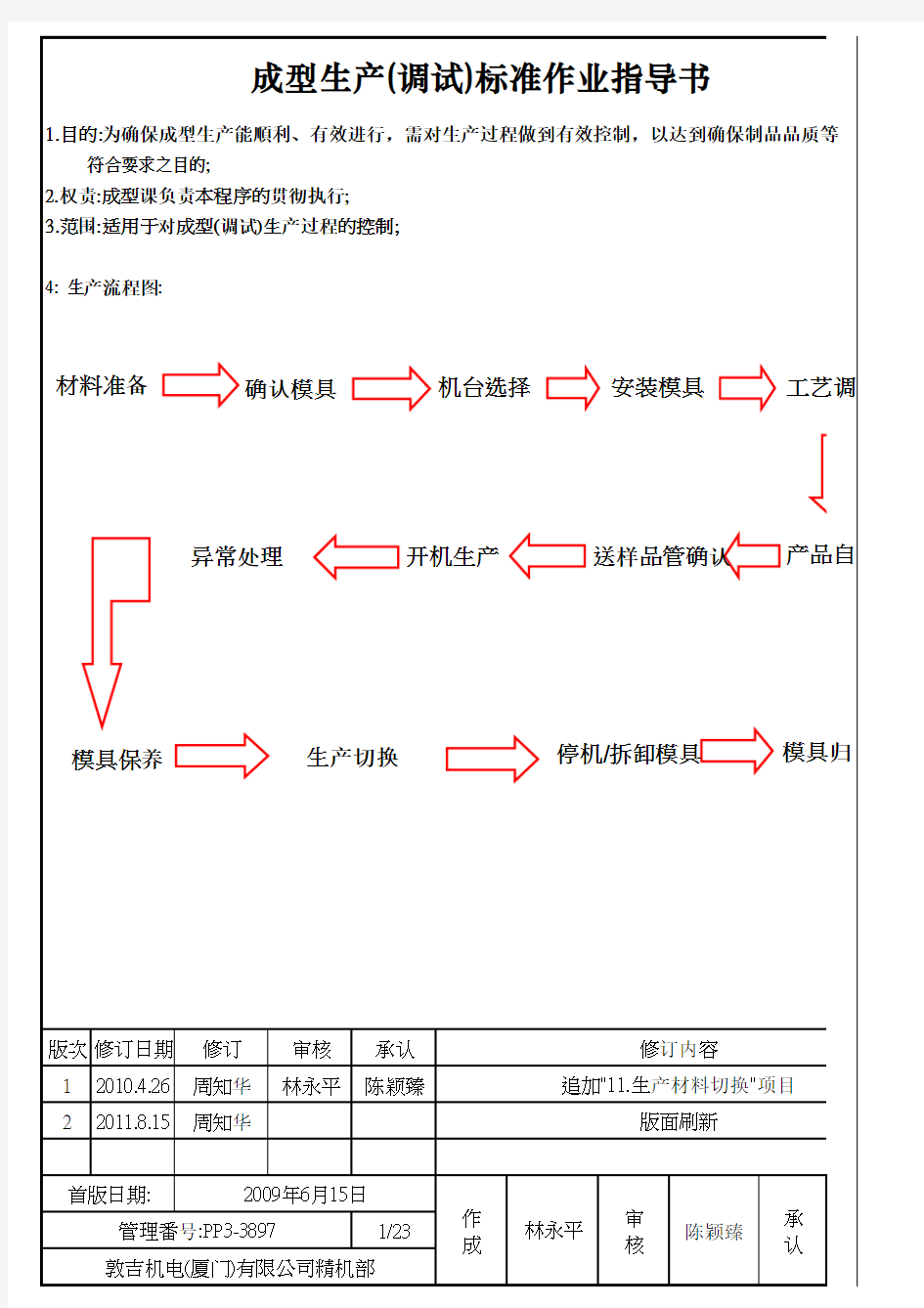
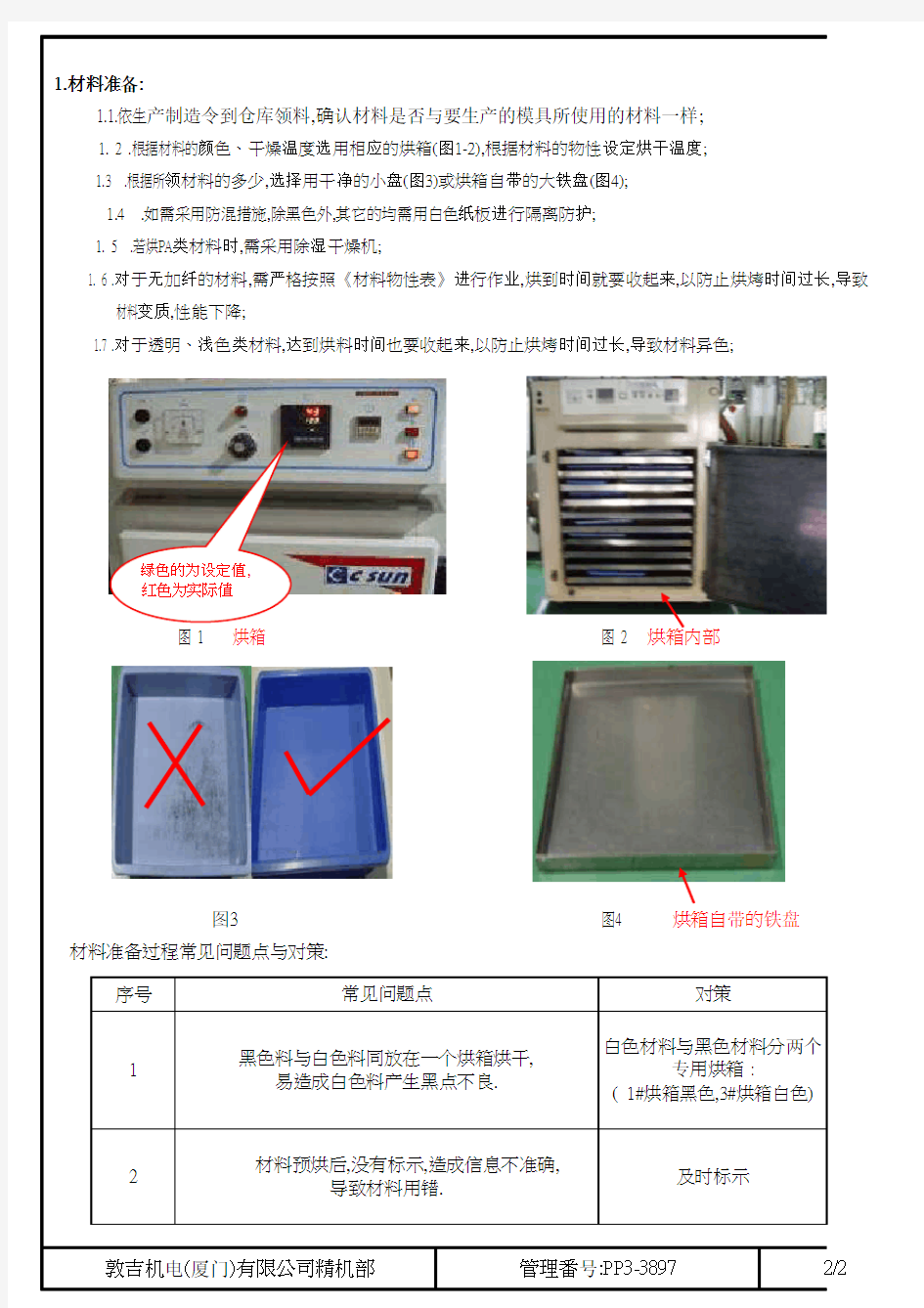
1. 2 .根据材料的颜色、干燥温度选用相应的烘箱(图1-2),根据材料的物性设定烘干温度; 1.3 .根据所领材料的多少,选择用干净的小盘(图3)或烘箱自带的大铁盘(图4); 1.4 .如需采用防混措施,除黑色外,其它的均需用白色纸板进行隔离防护; 1. 5 .若烘PA 类材料时,需采用除湿干燥机;
1. 6 .对于无加纤的材料,需严格按照《材料物性表》进行作业,烘到时间就要收起来,以防止烘烤时间过长,导致 材料变质,性能下降;
1.7 .对于透明、浅色类材料,达到烘料时间也要收起来,以防止烘烤时间过长,导致材料异色;
图 1 烘箱图 2 烘箱内部
图3
图4 烘箱自带的铁盘
材料准备过程常见问题点与对策:
序号
对策
及时标示
2
白色材料与黑色材料分两个
专用烘箱 :
( 1#烘箱黑色,3#烘箱白色)
常见问题点
材料预烘后,没有标示,造成信息不准确,
导致材料用错.
1
黑色料与白色料同放在一个烘箱烘干,
易造成白色料产生黑点不良.
绿色的为设定值,红色为实际值
2.确认模具:
2.1. 领班要确认生产计划中的机台是否能够满足所安排的模具,及所安排的模具是否可用(确认模具 2.2. 客户别班长按照生管安排的生产计划,对当天需生产的模具写"生产前保养"之不具合票交于修模
单位,领班指定专人将模具拉到修模单位保养模具.且在模具上放标示牌"待清洗";(图5-6)
待修模
(待清洗)
修模
可使
生产前
保养
图5图6图7
2.3.待修模将模具保养完后,技术员在上模之前务必检查模具是否保养彻底,模具螺钉是否完全锁紧
(图7)
2.4. 领班要确认生管是否开制造令,且要求片区技术员在上模前将制造令贴与机台看板上;
3. 机台选择
3.1 . 根据模具外形的大小及制品投影面积的大小来选择用多少吨位的机台;成型机台分类如下:
A: 卧式机分为:18吨、30吨、40吨、50吨、75吨、80吨、100吨、180吨 、共8种型号.
B:立式机分为:10吨、55吨、85吨共三种型号.
C:根据产品的结构来选择是用立式机台还是用卧式机台.
3.2. 原则一套模具尽可能固定在同一种机台生产,这样可以减少调机的时间;
3.3.确认成型机料管有无清洗,如没有则需用PP料清洗干净;(图8)
3.4.检查成型机顶杆位置﹑长度和数量是否适合于模具(图9),若不适合则需作相应调整;
清洗料管机台顶杆位置
(上中下三处)
图8图9
4.上模程序
4.1.选择模具之适当吊模孔并旋入吊环,保证吊起时重心稳定;(如图10-12)
图 10图 11图12
4.2.用天车吊起模具,取适当之水嘴,(图13); 并用止泻带先对其作顺时针方向缠绕适量(图14), 然后将其装入模具之相应水孔位置并用扳手锁紧;(如图15)
图13图14
图 15 4.3.使用天车将该模具吊至成型机上两格林柱中央位置(图16),徐徐下降至机台动定模固定板间;(图17)
图 16图 17
4.4.利用天车点动调整模具位置,使该模具之定位环嵌入成型机定位孔中(图18),调整模具 定模板与机台定模板贴平(图19),并确认该模具在水平方向无倾斜;(图20)
图18
图 19图 20 4.5.启动马达进行调模,调模完毕后切换成手动进行高压锁模; 4.6.住友机的调模方法:
A.电动机 : 在准备状态下(图21),按手动调整模厚,使动模固定板后退足够的距离,完全合模时可 闭模原点(图22),输入适当的锁模力,当调模声音不响时,即表示调模OK,按手动进行高压锁模;(图图 21图22图23
准备状态
闭模原点心
模具定模板
机台定模板
手动高压
B.液压机 : 在准备状态下输入适当的锁模力,按型厚调整进行调模.当调模声音没有时,表示调模OK,
按手动进行高压锁模;(图23)
4.7.台中机的调模方法:在模厚调整状况下(图24),按调模进或调模退使机台模板间距约等于模具厚度,
再按微调进行调整,使系统压力显示在500—1000时(图25),即为调模OK,按手动进行高压锁模;
脱料板拉开
图 24模厚调整中图25图 26
4.8.调整开闭模状态,使模具能够运行平衡,若是带拉杆的三板模,需注意设定适当的“开模最终位置",
带优力胶的三板模,上好优力胶后应调整其作用力的大小,以达成脱料板 拉开之目的;(图26)
4.9.模具顶针、滑块感应器安装确认;
4.9.1.感应器安装(图27):模具顶针感应器安装在模具底板上,通过接头与注塑机连接(图28),
当顶针回到位时,下顶针板与感应器接触,感应器指示灯亮,给机台信号允许机台闭模,
反之灯不亮,模具合不了模;
回位开关有效
图27图28接头开关
4.9.2.滑块感应器安装(图29):滑块感应器装在模具B板上,即滑块与B板接触的贴合面上,当滑块
放到位即与B板紧密贴合时感应灯亮允许闭模,反之机台无法得到信号不能闭模;
放大图
图29
4.9.3.注意事项:
A、感应器要调整到灵敏有效(点检方法:先将顶针顶出,往顶针板后塞0.1mm 垫片,然后顶针 退回,观察感应灯是否亮,若不亮则表示灵敏度OK,若感应灯还亮着则表示感应不灵敏, 须下模给钳工调整);
B、确保感应器接头有接到注塑机上;
C、确保感应器线无断路;
D、确认机台之顶针回位确认功能为ON状态;
4.10.确认顶针回位开关的有效(图30),并由小到大调整模具之顶针运行状态;(图31-32)
图 30图 31
图32
4.11.装好水管后开启模温机,检查水管是否漏水;(如图33-36)
图 33
图 34
图 35图 36
4.12.机械手移至工作位置,调整机械手,方法如下: 4.12.1.基本作业程序、要求:
4.12.1.1.成型机于上模后,选择适当之开模位置,使模具处于"开模完了"状态; 4.12.1.2.对于单臂式机械手,使机械手到处于[Stop]状态,并解除空压(图37-38)
图37
回位开关有效漏水
无漏水
卸气压
STOP 状态
顶出较长
顶出较短
模温机开关
4.12.1.3.调整机械手各方位的待模位置,使机械手在运行中不致碰撞它物;(图39-42)
图39图40
图41图42
4.12.1.4.根据模具结构和吸夹要求选择适当的机械手功能、程序,并予确认;
4.12.1.
5.机械手位置调整完毕,开电源开关,开操作盒开关,接空压(图43-44)保持空压
4.0?
5.5kg/cm2;
图43图44
4.12.1.6.调整机械手速度及延迟时间,使之配合模具之顶出动作;
4.12.1.7.对于双臂横走式机械手,在[手动]状态下,以「调整」之方式确定两臂各方位的待模 位置,使机械手在运行中不致碰撞它物;(图45-46)
图45图46
机械手运动范围
夹具中心与所夹部位对正
机械手动作过程不能与水管干涉
确认夹的位置
接气压
气压表读数
手动状态
运行中不能碰撞人和物
4.12.1.8.根据模具要求确定双臂之运作程序及步骤,并在横出安全区内做下降动作,以免机 械臂动作时伤及操作者;(图47) 4.12.1.9.于上述调整完毕后,先于"手动"状态下运作一次,确认无误后,再于"自动"状态下
试运作确认一次;(图48)
图47
图48图49
4.12.1.10.经试运作确认无误后,则可实施正常之成型生产的吸夹作业;(图49)
4.12.2.注意事项:
4.12.2.1.当机械手发出故障警报时,需先检视其故障原因,再进行解决;若无法解决者,应及 时联络生技处置;
4.12.2.2.机械手于运行过程中,需检视其空压是否正常;机械手于停用时,需关闭操作盒之电源开关; 4.12.2.3.手动开模前,需先确认机械手于[Stop]状态;
4.12.2.4.机械手于运行过程中,人员勿靠近其动作区域,以防危险;严禁在机械手动作区域有 干涉(如水管、气管、电线等);
5.调试工艺
5.1调试前的准备工作; 5.1.1确认机台料管是否清洗;
5.1.2.确认使用模具的材料是否正确,烘料温度及时间是否正确,取相应材料做调机用, 准备一台显微镜;
5.1.3.查询机台工艺记录(图50),调出此模具的相应工艺,若无,可参照ID卡中的《成型标准条件表》; 5.1.4.根据《成型标准条件表》設定料管溫度"射出工程、射出压力、射出速度、射出位置、
射出时间",保压工程"保压时间、保压压力、保压速度",计量工程"计量位置、转速、背压、 松退"及冷却时间和模温;(图51)
图50图 51
5.1.5.待机台料管升到设定温度时,将所准备的材料加入入料口;手动射料后观察材料是否充分干燥, 待射出材料中没有PP料后,闭模,移动射座使射嘴与主流道口接触;(图52-54)
自动
状态试运行
射出工程
保压工程
计量工程
机台工艺记录
注意:主臂下降范围内
图52 图53图54
5.2.热流道成型作业步骤:
5.2.1.确认上模完成,水路接好无漏水,设定开闭模及顶针参数,输入成型工艺参数;5.2.2.确认材料无误并已烘干燥;5.2.3.打开机台电热器进行升温;
5.2.4.接好热流道温控器,确认线路无误,电源插头及电压无误;
5.2.5.打开温控器开关,依据材料特性设定热流道各段温度后,方可升温;(图55)5.2.
6.待料管及热流道升温完成后,进行热流道作业;
5.2.7.进行座进前射料,然后座进,当射嘴与衬套紧密接触,进行热流道射料,若热流道各段有堵住 状况,则调整相应温度直至各段射料情况差不多,进行手动射料5~6次后,开始打样品;5.2.8.送样品给品管确认,用PP料冲洗料筒及热流道后,关闭温控器与机台电热开关,并调整好 机械手;
5.2.9.首件确认OK后,开机生产; 5.2.10.注意事项:
5.2.10.1进行热流道射料时,应用挡板挡住公模,防止料喷至公模上造成脏污;(图56)
图55
图56
5.2.10.2.偶尔热流道射料时会喷溅,应注意人身安全;(带防护手套作业,不可将头伸入模具内
作业,以防喷溅受伤)
5.2.10.3.停机时,切记用PP材料冲洗热流道;
5.2.10.4.切记在异常处理时间较长或停机生产时应关闭温控器,以防烧坏热流道; 5.2.10.5.在调机或生产前必须确保各段热流道喷嘴畅通;
5.2.10.
6.若有出现某段喷嘴未能射出,可适当增加该段温度(30℃~70℃),若无效果则下模给钳工检查处理; 5.3.螺杆逆流判定;
5.3.1.先打一模制品不开模,然后手动计量、手动射出,观察螺杆位置。在射嘴与衬套接触无 漏料的情况下,若螺杆位置为零,则为逆流,反之则无逆流; 5.3.2.注意事项:
5.3.2.1.手动计量后,要确保料管中有料; 5.3.2.2.手动计量位置应大于15mm,便于观察; 5.3.2.3.保证射嘴处无漏料;
烘料时间是否达到要求
温度达到设定值
干燥充分
温控器开关
各热流道温度
6.产品自检
6.1.进行半自动作业,前五模废弃,然后接样在显微镜下自检,针对相应问题调整工艺参数 (依据《成型条件变更作业指导书》公差范围).自检OK后,送至客户别班长处, 将机台看板改为确认中;
7. 送样品给品管确认:
7.1 成型检查班长接到样品后依该产品的检验规范书,对外观再作一次全面确认,若无大明显的外观问题
则送样给品管单位的PQC作检验与尺寸量测;
7.2.班长自检制品外观NG后,退回技术员,技术员重新调试工艺,重复 5.13---5.15操作, 到班长自检 OK 为止;
7.3 送样后.清洗料管,关闭马达、电热、模温机;(图57-58)
模温机电源关闭
图57
图58
8.开机生产
8.1.品管确认NG,退回班长,由技术员重新调机重复5.13---5.15操作;
8.2.品管确认OK后,开首件品于班长,班长通知技术员开机,技术员更新看板信息,清理首件品放置区 ,挂上新出首件,同时安排作业员检查制品,技术员通知投料员将所对应的材料换到机台干燥桶内; 8.3.设定及调整必要的监视器功能,低压保护功能及警报监视功能;
8.4.如要全自动生产的机台,前5模废弃,然后接样自检,OK后,再用PE袋收集制品;如半自动操作, 要等作业员将作业工具、桌子、检验规范书、包装材料等准备就绪后方可开机(图59-61), 开机后要对作业员培训机台的操作方法及注意事项;
图59
图60图61
8.5.注意事项:
8.5.1.对于调机时无法处理的制品缺陷(毛边、缺料),应采取相应对策(堵穴或停机下模)由领班决定, 並至少留一模以上制品,並于交接记录本上作详细说明;
8.5.2.生产中无法处理的模具故障、机台故障,若情況严重者,应停止生产,並在交接记录本上 联络生技、修模处理;
机台马达、电
热关闭
生产中
包装材料
检查规范书
8.6.低压闭模保护设定:
8.6.1.台中精机低压开闭模保护设定,设定方法:把低压段的压力和位置切为零,给予一定的速度
(图62),然后在手动状态下合模至模具合紧(图63)曲轴呈弯曲状态(图64)在页面右上角 就有一个动模位置数值(图65),将该数值增加0.5~1.0mm输入低压段位置处,设定即完成;
图62
图63
图64图65
8.6.2.住友电动机与液压机的低压保护设定相同,根据产品大小、厚薄状况在低压保护栏
设定位置和压力,通常位置为5~20mm,压力为尽量不影响周期状况下设定,尽可能小;
(图66-67)
图66图67
8.6.3.型号为SE-DU或SE-DUZ的电动机还有另一种更为灵敏的低压保护,设定方法如下:在模具保护
画面中,有一个模具负荷检出功能(图68);先在位置栏处设定有监视的各个位置,然后在
监视栏中输入99.99监视功能选择用,闭模后就会显示各段的实际值,将该实际值加0.1~0.3后
输入监视栏中,设定即完成;(图69)
图68
87.成型异常警报监视设定:
8.7.1.住友机监视设定(如图70-71所示),在开机生产稳定后,设定残量、闭模时间、射出压力、
周期的监视值,范围应尽可能小(残量范围设定在±0.5mm之内,闭模保护时间范围在实际 值加0.3S左右,周期加3S左右,计量时间加 1S 左右),再选择全部固定或分项监视即可;
8.7.2.台中机监视设定(如图72所示),设定射料终点、时间、加料时间、周期的品管值、公差值,
且功能选择为ON,在停机选择的劣品数栏功能选择ON,即设定完成;
住友电动住友液压
图70图71
台中精机
图72
8.8.工艺调试时常见不良与分析对策:
A: 制品缺料的原因与对策:
缺料
B: 制品毛边的原因与对策:
毛边一
毛边二C: 制品烧焦的原因与对策:
烧焦
D: 制品银纹的原因与对策:
E: 制品缩孔的原因与对策:
F: 制品流纹的原因与对策: G: 制品变形的原因与对策:
附:自动废弃设定作业;
1、通过机台参数设定自动废弃(如图73-74所示),通过设定各监视项目的监视范围,一旦超出
此范围机台就会给予机械手信号,进行不良品的排出;
住友液压住友电动
图73图74
2、机械手设定自动废弃作业:
①哈模机械手的设定(图75-76),在“操作设定模式”中的“计数器设定处”设定初期及途中
不良排出回数;在“操作设定模式”中的“指定点”设定不良排出位置,从而控制初期及 途中不良产品的排出;
图75
图76
②STAR机械手的设定(如图77-78所示),通过模式及轴位置的设定进行不良排出;
图77图78
9.异常处理
9.1.异常处理前;
9.1.1.模具在生產过程中,一旦发生异常警报,技术员应立即处理异常警报的发生;
9.1.2.首先快速确认画面之警告信息,以帮助下面的异常处理;(图79)
9.1.3.按"手动"按扭,进入手动状态,后按"警报确认"键停止警报声音,同时关闭监视系统;(图80-82)
确认异常画面按"手动"键
图79图80
关闭监视系统
按"警报确认"键
图81图82
9.1.4技术担当者必须在移开收集制品的蓝色箱和PE袋, 切换成红色不良品收集箱,方可进行异常处理;
(如图83-84)
图83
图84
9.2.异常处理作业内容:
9.2.1."低压保护警报"时,首先确认模面有没有异物,拿镜子查看模仁内部及滑块上有没有料屑、制品 或夹料头等.待确认无异物后,方可微调闭模低压压力、速度,使模具能够顺利锁模;
9.2.2."最小残量警报"时,首先确认,材料是否已经生产完,射嘴是否有漏胶,模仁制品是否有进胶,然后确认 工艺是否不稳定,最小残量设定数值太大,机台故障"因止逆环磨损,射料时材料倒流所致"等; 9.2.3.."最大残量警报"时,首先确认制品是否有自堵现象,射嘴、料头是否已堵,然后确认工艺是否稳定, 最大残量是否设定过低;
9.2.4."机台不能合模"时,确认顶针是否回位,回位开关感应灯有没有亮,或回位开关有没有短接;机械手 是否故障;监视器警报,或监视器接头未短接;(如图85-90)
图85
图86图87
图88图89
图90
9.2.5."一模周期时间过长"时,首先确认机台是否可以合模,是否有压模,下料口是否堵塞,导致加料 时间过长;机械手是否故障,导致不能合模;
9.2.6.若模具内部有异物或粘模时,绝不允许使用回行针、斜口钳、顶针及美工刀等一些硬制金属及 工具刮、夹或捅模具内部(图91-94 ),要由修模人员维修或下模处理,情况严重的要上报主管;
图91图92图93图94
异常处理前
不良品箱
良品箱
异常处理时
良品箱
不良品箱
短接
无短接
短接
回型针不可
斜口钳不可
顶针不可美工刀不可
灯不亮
无短接
灯亮
9.3.异常处理完后
9.3.1.当停机时间超过3分钟,致使材料在料管中已酸化、炭化,必须进行清料射空动作,同时,前期生產之 5Shots放弃;方可将红色不良品箱切换成收集良品PE袋及蓝色周转箱(图95),同时打开监视系统
图95
异常处理后正常生产
9.3.2.若遇下模或修滑塊等情況,如停机时间超过半小时,则必须事先用PP料进行料管清洗作业; 9.4.注意事项:
9.4.1.当成型机警报,需要用气枪吹模面时,所用的气枪必须要带“塑胶管”并且在吹气时不允许 接触到模面及上面一切工件;使用镜子观察模面时,镜子不能碰到模面;(图96-98)
图96 图97图98
9.4.2.若模具主流道里卡住料头或模具内部卡料头,不能使用“斜口钳”在模具内部直接夹取料头 可以使用“铜棒”加热后插入所粘料头中,待铜棒冷却后,再用“斜口钳”轻轻将料头拔出; 如不能取出,为模具安全,最好下模处理;
9.4.3制品异常需要调机处理时,要遵照《成型条件变更作业指导书》调机.调试OK后要记录“成型条 件变更履历表”,若工艺条件超出《成型标准条件表》的范围,技术员填写"不具合(情报)票兼 工程变更联络书"与两模制品给品管重新确认,确认OK后,要记录"成型条件表"给ID卡制作人员,
版面刷新,重新发行; 附 .异常处理流程:
9.4.4.当制品出现品质问题需堵穴时,按以下流程:
A、堵穴:产品出现品质问题,确认工艺调整无改善/模具出现问题暂不修模/现状无法修理 待备品的情况下进行堵穴,然后重新送样给品管确认产品外观及尺寸,重新开首件;
B、留样:对所堵穴号对应制品进行留样,以作修模当参考样品,样品送至成型班长放置保管;
C、注意事项:①、三板模禁止用铜堵;
②、尽可能将多余料头堵塞,以免浪费材料;
10.模具保养
10.1.保养前的相关规定及准备工作:
10.1.1.成型机于正常作业时,每班技术员对生产中每一套模具执行一次日常保养作业; 10.1.2.所执行之模具保养作业,需依照《模具保养维护记录表》所规定之项目进行;
10.1.3.执行模具日常保养作业前,需先准备好相关模保用具:包括无水乙醇、软布、牙刷、 黄油等;(图99
机台异常
移开蓝色周转箱及收集制品PE 袋
警报确认
异常处理OK 后前5模废弃,滑道清理干净换上红色箱子进行异常处
换上蓝色周转箱及收集制品PE 袋正常生产
良品箱
不良品箱
气枪碰到模面
OK
镜子不可碰到模面
模具保养常用工具
10.2.基本作业程序:
10.2.1.开始保养作业时,需先将成型机切换成"半自动"状,以使生产停顿后,"手動"射座后退,再切停 马达及机械手,并切机台监视功能,然后移开盛装制品的蓝色箱子; (图100-101 )
图100 图101
10.2.2.保养过程中,对于无滑块之模具,需要软布或牙刷沾无水乙醇擦拭干凈公母模面之油渍,
脏污等;(图102)
10.2.3..对于有滑块之模具,需用软布或牙刷沾无水乙醇清洁滑块,并擦拭干凈公母模面之油渍脏污等 (图102-103)
图102 图103 图104
10.2.4.擦凈回程杆、导柱、斜导柱,并另加以润滑油润滑,在对滑块斜面及导滑面加润滑油后, 并用气枪吹干净模面,再将滑块完全归位;(图104)
10.2.5.保养完毕后,需进行检视,以确认滑块定位、顶针回位、公母模面未存有油渍;
10.2.6..重新启动机台马达,于"调模"状态下慢速合模,空射清洗3?5次料管,再切换为"半自动"状态 进行试生产,对于此试生产之前面的3?5模制品废弃,观察直至制品质量恢复正常后,打开 "生产 监视" 功能,并切换至正常之自动生产状态,以继续连续成型;(如图105-106)
图105图106
10.2.7保养完毕,填写《不具合(情报)票兼工程变更联络书》,并清理该作业环境; 10.3.注意事项:
10.3.1.从模具上所拆下的部件,如滑块、压块、螺钉、弹簧等均需作妥善放置,不得遗失和损伤; 10.3.2.装卸滑块时应注意保持平稳,尤其是当模具温度较高时; 10.3.3.禁止用硬质金属进入型腔进行清理作业,避免碰伤模仁; 10.3.4.重新启动时,要注意制品不得夹模;
10.3.5.于保养过程中所发现之模具相关配件的损坏事宜,均需在《模具保养维护记录表》中 作记录,并填写《不具合(情报)票兼工程变更联络书》联络钳工维修; 11.生产材料﹠制品模号、料号切换程序:
11.1.当生产中需切换材料时,应按以下规定操作: a .先用PP料彻底清洗料管,如下表;
机台吨位10T 18T 30T 40T 50T 80T 100T 180T 用料量
0.3kg
0.5kg
0.8kg
1kg
1.2kg
1.5kg
1.5kg
2kg
b .生产前50Shots制品须废弃;
移开制品袋,防止混
入调机品
切换成半自
在调模状态下慢速合模以保护模具安全
蓝色箱子归位
用牙刷清洁模仁
用布条将油污及其它脏污擦拭干净
抹上适干净黄
11.2.制品切换包括:模号、料号、材料的切换;
A、模号切换:模具切换,须进行上下模,一般也伴随材料的更改;
B、料号切换:模仁切换或材料切换,一般也须上下模;
C、材料切换:只单纯更换材料,无须上下模;
11.3.注意事项:
11.3.1.下模时切记要把模具内的水吹干,以防生锈;
11.3.2.切换停机之前一定要用PP料冲洗料管;
11.3.3.料头应及时拉走,料头桶、制品收集箱清理干净,机台周边环境应保持整洁;
11.3.4.有切换材料时,干燥桶应彻底清理干净;
11.3.5.看板标示应及时更改;
11.3.6.更换制品料号时须按检验规范书切换,以防更换错误;
12.停机/下模程序:
12.1.当一批工单完成时或模具有问题需下模修时,先将机台由全自动状态转换为手动状态;
12.2.射座后退,用PP清洗料管(图107),清洗完后关闭机台电热及模温机马达;
12.3.下模前需取消高压点(图108),以防止高压动作损坏模具;
料管清洗
高压取消后位
图107图108图109
12.4.关闭辅助设备,移开机械手,做下模准备;(图109)
12.5.拆循环水管时要从模具下方开始拆(图110),用气枪将水路和模面吹干,(图111-112)
拆下吹气装置(图113),顶针保护装置(图114)等;
图110图111图 112图113
斜导柱与滑
块相对应
图 114图 115
12. 6.在准备状态下合模,如有滑块需确认滑块是否退到位,并在合模过程中确认滑块与斜导柱是
否相对应;(图115)
12. 7.模具旋入吊环(图116),用天车吊好模具时需确保天车处于机台正中位置;(图117) 12.8. 用锁模板手拆除模具两边的压板;(图118)
图 116
图 117图 118
12.9.在准备状态下开模,将模具逐步吊起并移出成型机,在模具吊起移出的过程中模具不得碰撞 其它物品; (图119)
12. 10.拆下模具下方的水嘴(图120),切断机台电源;
图 119图 120图 121图 122
12.11.如有修模,須填写“不具合(情报)票兼工程变更联络书”,並附样,由品管课确认修模內容后,连同 模具一並交由修模组维修且要在模具上贴放标识牌"待修模",同时更改机台状态为"模具维修"
或“待P/O”;
12.12.整理整顿机台环境,各工具、水管接头、锁模压板等归位;(图121-122) 12.13.注意事项:
12.13.1无论订单生产完成或送修模维修时,在模具从机器上拆下之前均应留两模样品,以便于 修模或模具保养时,作为模具状况之判定及参考依据;
12.13.2.装卸模时应使用天车的点动功能以便能更好的控制天车,避免模具与机台发生碰撞; 12.13. 3.开模时机器上的机械手之“运行”状态,一定要切换成“停止”状态,以防危险; 12.13.4.若使用吊模条的模具在装拆模前一定要装好吊模条,以免吊模过程中动、定模脱落; 12.13. 5.操作者在上、下模过程中不能站在模具下方,必须穿着劳保鞋以防出现意外事故;
上下模人员禁止 穿拖鞋作业;(图123-126)
图123图 124图 125 图126
安全
危险
安全
危险