锥齿轮在机械工业中有着广泛的应用,它用来实现两相交轴之间的传动,两轴的相交角一般采用90度。锥齿轮的轮齿排列在截圆锥体上,轮齿由齿轮的大端到小端逐渐收缩变小,本节将介绍参数化设计锥齿轮的过程。
3.3.1锥齿轮的建模分析
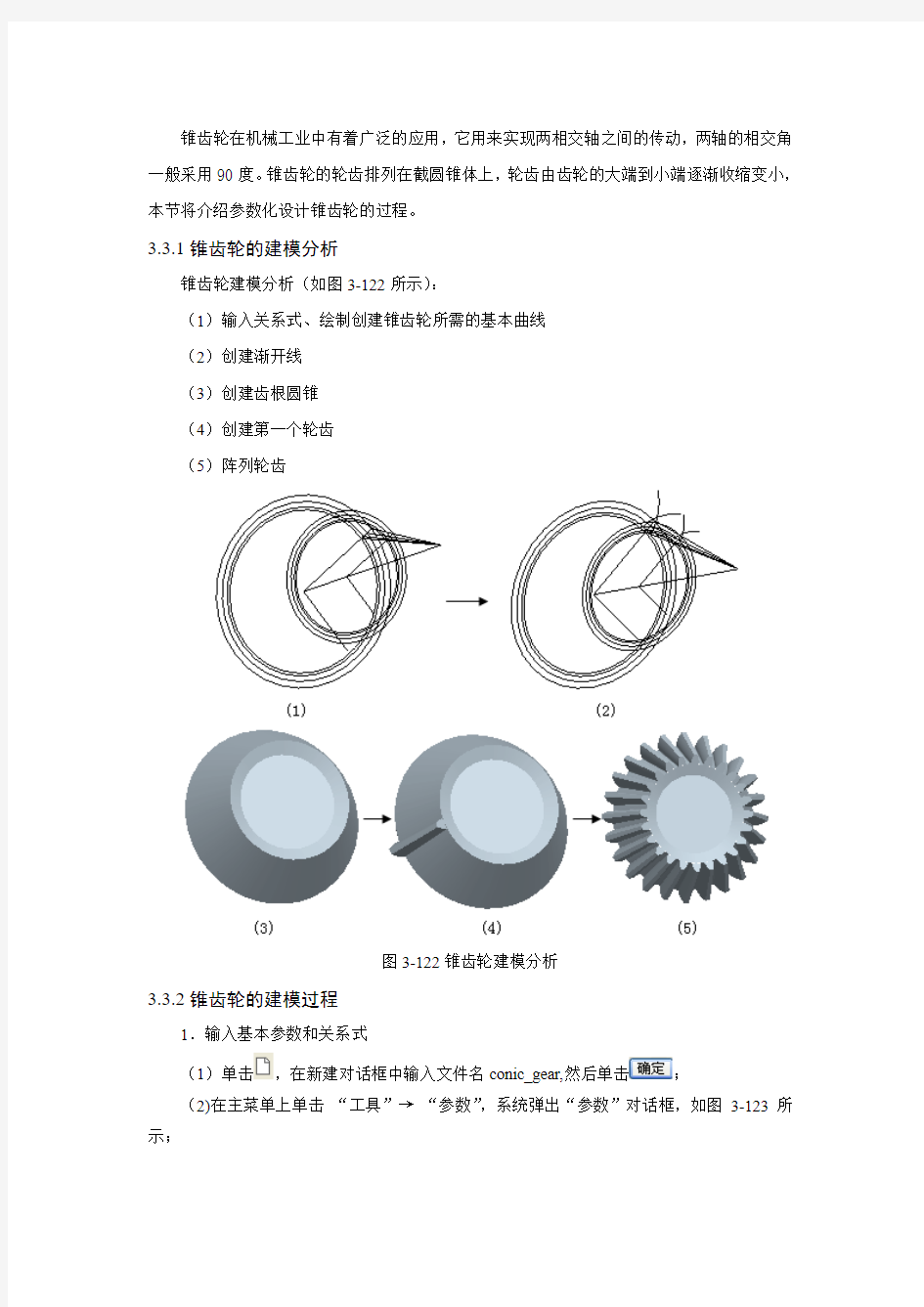
锥齿轮建模分析(如图3-122所示):
(1)输入关系式、绘制创建锥齿轮所需的基本曲线
(2)创建渐开线
(3)创建齿根圆锥
(4)创建第一个轮齿
(5)阵列轮齿
图3-122锥齿轮建模分析
3.3.2锥齿轮的建模过程
1.输入基本参数和关系式
(1)单击,在新建对话框中输入文件名conic_gear,然后单击;
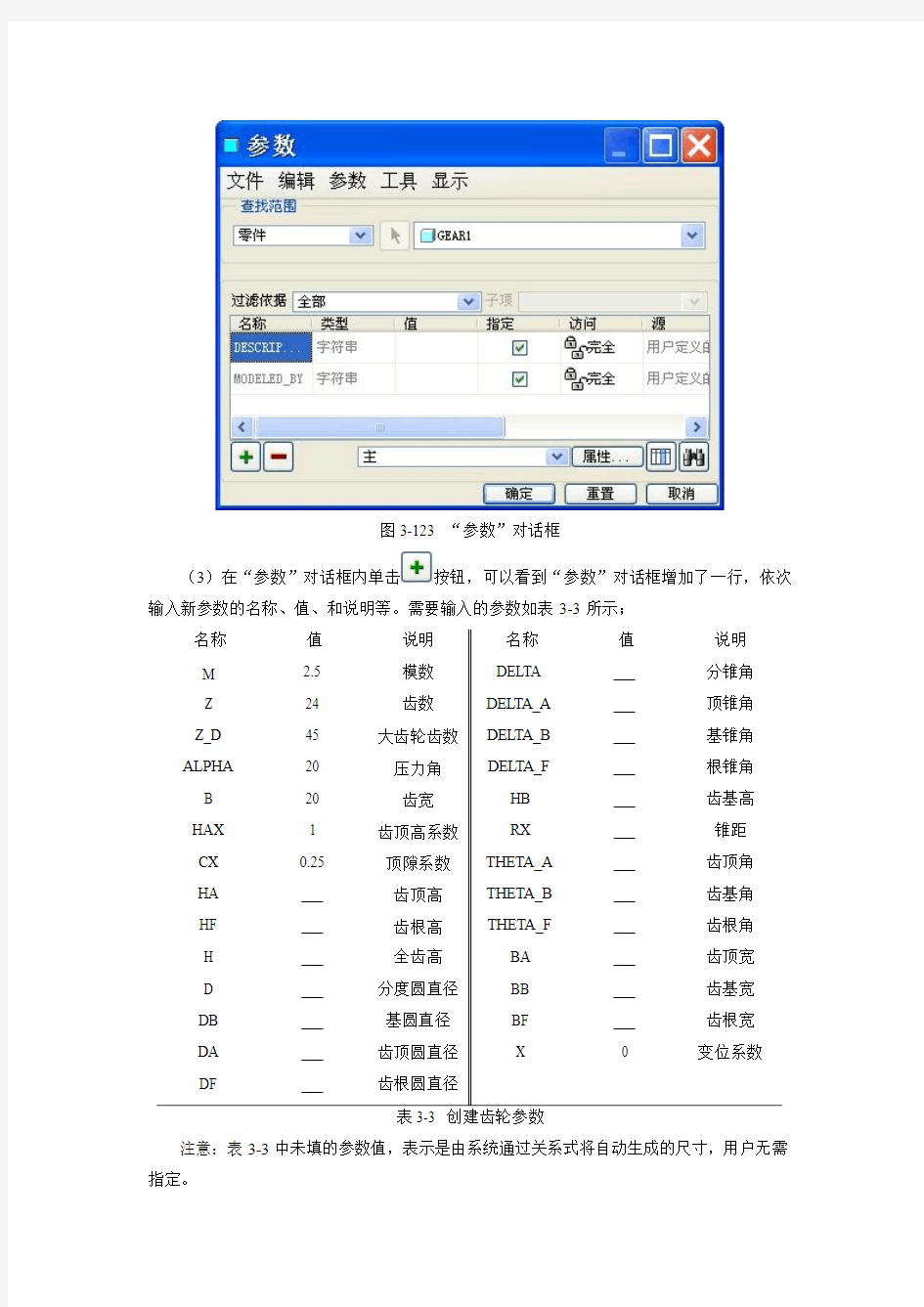
(2)在主菜单上单击“工具”→“参数”,系统弹出“参数”对话框,如图3-123所示;
图3-123 “参数”对话框
(3)在“参数”对话框内单击按钮,可以看到“参数”对话框增加了一行,依次输入新参数的名称、值、和说明等。需要输入的参数如表3-3所示;
注意:表3-3中未填的参数值,表示是由系统通过关系式将自动生成的尺寸,用户无需指定。
(4)在主菜单上依次单击“工具”→“关系”,系统弹出“关系”对话框;
(5)在“关系”对话框内输入齿轮的基本关系式。由这些关系式,系统便会自动生成表3-4所示的未指定参数的值,完成后的“关系”对话框如图3-124所示;
图3-124“关系”对话框
2.创建基本曲线
(1)创建基准平面。在工具栏内单击按钮,或者依次在主菜单上单击“插入”→“模型基准”→“平面”。系统弹出“基准平面”对话框,按如图3-125的设置创建基准平面“DTM1”;
图3-125“基准平面”对话框
(2)在“基准平面”对话框的偏移项内输入偏移距离为“d/(2*tan(delta))”,单击【确定】完成。
(3)将偏移距离添加到“关系”对话框,在主菜单上依次单击“工具”→“关系”,在弹出的“关系”对话框内添加关系式,如图3-126所示;
图3-126“关系”对话框
(4)创建基准轴。在工具栏内单击按钮,创建通过“FRONT”面与“RIGHT”面的基准轴“A_1”,如图3-127所示;
图3-127“基准轴”对话框
(5)草绘曲线。在工具栏内单击按钮,选择“FRONT”面作为草绘平面,选取“RIGHT”面作为参考平面,参考方向为向“顶”,如图3-128所示。单击【草绘】进入草绘环境;
图3-128“草绘”对话框
(6)绘制如图3-129所示的二维草图,标注如图示的尺寸,尺寸大小任意,保证图形的基本外形;
图3-129绘制二维草图
(7)将尺寸代号添加到“关系”对话框中,在主菜单上依次单击“工具”→“关系”,系统弹出“关系”对话框,添加如图3-130所示的关系式;
图3-130“关系”对话框
3.创建大端齿轮基本圆
(1)创建基准平面。在工具栏内单击按钮,或者依次在主菜单上单击“插入”→“模型基准”→“平面”。系统弹出“基准平面”对话框,按如图3-131的设置创建基准平面“DTM2”。平面与“FRONT”面为法向关系,并且穿过图3-132所示的“参照曲线1”;
图3-131“基准平面”对话框
(2)创建基准点。在工具栏内单击按钮,或者依次在主菜单上单击“插入”→“模型基准”→“点”→“点”。系统弹出“基准点”对话框,创建经过如图3-132所示两条曲线的基准点“PNT1”。
参照曲
线2
图3-132创建基准点
完成后的“基准点”对话框如图3-133所示;
图3-133“基准点”对话框
(3)草绘曲线。在工具栏内单击按钮,选择“DTM2”面作为草绘平面,选取“FRONT”面作为参考平面,参考方向为向“顶”,如图3-134所示。单击【草绘】进入草绘环境;
图3-134草绘”对话框
(4)绘制如图3-135所示的二维草图,标注如图示的尺寸,尺寸大小任意,保证图形的基本外形。
直线
图3-135绘制二维草图
注意绘制一条直线,目的是为了在下面的步骤中创建坐标系的方便;
(5)添加关系式。将大端齿轮基本圆的关系式添加到“关系”对话框中,在主菜单上依次单击“工具”→“关系”,在弹出的“关系”对话框内添加关系式,如图3-136所示;
图3-136“关系”对话框
4.创建小端齿轮基本圆
(1)创建基准平面。在工具栏内单击按钮,或者依次在主菜单上单击“插入”→“模型基准”→“平面”。系统弹出“基准平面”对话框,按如图3-137的设置创建基准平面“DTM3”。平面与“FRONT”面为法向关系,并且穿过图3-138所示的“参照曲线1”;
图3-137“基准平面”对话框
(2)创建基准点。在工具栏内单击按钮,或者依次在主菜单上单击“插入”→“模型基准”→“点”→“点”。系统弹出“基准点”对话框,创建经过如图3-138所示两条曲线的基准点“PNT2”。
图3-138 创建基准点
完成后的“基准点”对话框如图3-139所示;
图3-139“基准点”对话框
(3)草绘曲线。在工具栏内单击
按钮,选择“DTM3”面作为草绘平面,选取“FRONT ”
面作为参考平面,参考方向为向“左”,如图3-140所示。单击【草绘】进入草绘环境;
图3-140“草绘”对话框 (4)绘制如图3-141所示的二维草图,标注如图示的尺寸,尺寸大小任意,保证图形的基本外形。
参照曲线1
参照曲线2
图3-141绘制二维草图
注意绘制一条直线,目的是为了在下面的步骤中创建坐标系的方便;
(5)添加关系式。将小端齿轮基本圆的关系式添加到“关系”对话框中,在主菜单上
依次单击“工具”→“关系”,在弹出的“关系”对话框内添加关系式,如图3-142所示;
图3-142“关系”对话框
5.创建渐开线
(1)创建坐标系CS0。在工具栏内单击按钮,系统弹出“坐标系”对话框,在“原始”选项卡里,单击选取“PNT1”点作为参照。在“坐标系”对话框内打开“定向”选项
卡,选取图3-143所示的“曲线1”为y轴的负向参照,“曲线2”为x轴正向参照。
图3-143创建坐标系
完成后的“坐标系”对话框如图3-144所示,单击【确定】完成坐标系CS0 的创建;
图3-144“坐标系”对话框
(2)创建坐标系CS1。在工具栏内单击
按钮,系统弹出“坐标系”对话框,在“原
始”选项卡里,单击选取坐标系CS0作为参照。在“坐标系”对话框内打开“定向”选项卡,进行如图3-145所示的设置,单击【确定】完成坐标系CS1的创建。
图3-145“坐标系”对话框
(3)将坐标系CS1与CS0的关系式添加到“关系”对话框内。在模型树内右键单击坐标系CS1,在弹出的快捷菜单内单击“编辑”。在主菜单上依次单击“工具”→“关系”,系统弹出“关系”对话框,单击如图3-146所示的尺寸。
图3-146添加尺寸关系
添加关系式为“D38=360*cos(delta)/(4*z)+180*tan(alpha)/pi-alpha”,完成后的“关系”
对话框如图3-147所示;
图3-147“关系”对话框
(4)创建渐开线。依次在主菜单上单击“插入”→“模型基准”→“曲线”,或者在工具栏上单击按钮,系统弹出“曲线选项”菜单管理器,如图3-148所示;
图3-148 “曲线选项”菜单管理器
(5)在“曲线选项”菜单管理器上依次单击“从方程”→“完成”,弹出“得到坐标系”菜单管理器,如图3-149所示;
图3-149“得到坐标系”菜单管理器
(6)在绘图区单击选取坐标系CS1作为参照,弹出“设置坐标类型”菜单管理器,如图3-150所示;
图3-150“设置坐标系类型”菜单管理器
(7)在“设置坐标类型”菜单管理器中单击“笛卡尔”,系统弹出一个记事本窗口;
(8)在弹出的记事本窗口中输入曲线的方程,如下:
r=db/cos(delta)/2
theta=t*60
x=r*cos(theta)+r*sin(theta)*theta*pi/180
y=r*sin(theta)-r*cos(theta)*theta*pi/180
z=0
(9)保存数据,退出记事本,单击如图3-151所示“曲线:从方程”对话框中的【确定】,完成后的曲线如图3-152所示;
图3-151 “曲线:从方程”对话框
图3-152 完成后的渐开线
(10)创建齿轮小端上的渐开线。为了视觉上的清晰,可以先将齿轮大端的基本圆曲线隐藏。用相同的方法,创建坐标系CS2,选取如图3-153所示的点“PNT2”作为坐标系CS2的放置参照。在“坐标系”对话框内打开“定向”选项卡,选取图3-153所示的“曲线1”作为y 轴的负向参照,“曲线2”为x 轴正向参照。
图3-153创建坐标系
完成后的“坐标系”对话框如图3-154所示,单击【确定】完成坐标系CS2的创建;
图3-154“坐标系”对话框
(11)创建坐标系CS3。在工具栏内单击
按钮,系统弹出“坐标系”对话框,在“原
始”选项卡里,单击选取坐标系CS2作为参照。在“坐标系”对话框内打开“定向”选项卡,进行如图3-155所示的设置,单击【确定】完成坐标系CS3的创建。
图3-155“坐标系”对话框
(12)将坐标系CS3与CS2的关系式添加到“关系”对话框内。在模型树内右键单击坐标系CS3,在弹出的快捷菜单内单击“编辑”。在主菜单上依次单击“工具”→“关系”,系统弹出“关系”对话框,单击如图3-156所示的尺寸。
图3-156添加尺寸关系
添加关系式为“D44=360*cos(delta)/(4*z)+180*tan(alpha)/pi-alpha”,完成后的“关系”
对话框如图3-157所示;
图3-157“关系”对话框
(13)用相同的方法创建齿轮小端的渐开线。选取坐标系CS3作为参照,坐标系类型为“笛卡尔”,渐开线方程为:
r=(db-2*bb*sin(delta_b))/cos(delta)/2
theta=t*60
x=r*cos(theta)+r*sin(theta)*theta*pi/180
y=r*sin(theta)-r*cos(theta)*theta*pi/180
z=0
完成后的渐开线如图3-158所示;
图3-158完成后的渐开线
6.镜像渐开线
(1)创建基准点“PNT3”。在工具栏内单击按钮,或者依次在主菜单上单击 “插
入”→ “模型基准”→ “点”→ “点”,系统弹出“基准点”对话框,如图3-159所示。在绘图区选取齿轮大端的渐开线和分度圆曲线作为参照,如图3-160。
图3-159“基准点”对话框
图3-160创建基准点
完成后的“基准点”对话框如图3-161所示,单击【确定】,完成基准点“PNT3”的创建;
渐开线
图3-161“基准点”对话框
(2)创建基准平面“DTM4”。在工具栏内单击按钮,或者依次在主菜单上单击“插入”→“模型基准”→“平面”,系统弹出“基准平面”对话框;
(3)创建经过“A_1”轴与基准点“PNT3”的基准平面,完成后的“基准平面”对话框如图3-162所示;
图3-162“基准平面”对话框
(4)创建基准平面“DTM5”。在工具栏内单击按钮,或者依次在主菜单上单击“插入”→“模型基准”→“平面”,系统弹出“基准平面”对话框;
(5)创建经过“A_1”轴与基准平面“DTM4”的基准平面,在“基准平面”对话框“旋转”文本框内输入旋转角度为“3”度,完成后的“基准平面”对话框如图3-163所示;
外文资料译文 齿轮和齿轮传动装置 外部直齿圆柱齿轮是直齿圆柱齿轮沿轴线切割。齿轮传动在平行轴之间传输。牙齿加载无轴向推力。在中等速度时表现优良,但在高速运动下往往会有很大的噪声。轴旋转方向相反。内啮合圆柱齿轮为传输运动之间的平行轴提供紧凑的驱动安排使其旋转方向相同。 螺旋齿轮是圆柱齿轮的齿和轴线成一定角度切割。在轴旋转方向相反之间提供河,与直齿圆柱相比具有优越的负荷承载能力和安静性。牙齿负载产生轴向推力。 交错轴斜齿轮是非平行的轴线啮合在一起的螺旋齿轮。 直齿锥齿轮的牙是径向朝着顶点,并且是锥形的形式。由于设计为在交叉的轴上操作,锥齿轮常用于连接两轴上相交的轴。所述轴之间的角度等于啮合齿的两个轴之间的角度。轴向推力负荷下开发趋于分离齿轮。 螺旋伞齿轮具有弯曲斜齿彼此接触平滑并逐渐从一个齿的一端到另一端。齿间啮合类似于直齿锥齿轮,但是使用过程中更顺畅,更安静。左手螺旋牙倾斜远离轴反时针方向找小齿轮的小端或齿轮的面,右边的牙齿倾斜远离轴顺时针方向。小齿轮的螺旋的手总是相反的齿轮并常用于用于识别所述齿轮对的手。用于连接两轴相交上轴与直齿锥齿轮。螺旋角不仅不影响平滑性和操作的静音性或效率,而且不影响产生的推力负荷的方向。从所述小齿轮的大端观察时左手螺旋齿轮驱动顺时针创建一个轴向推力趋向于移动小齿轮脱离啮合。 零度锥齿轮具有弯曲的齿位于在大致相同的方向为直伞齿,但应被认为是螺旋伞齿轮与零螺旋角。 准双曲面锥齿轮是螺旋锥齿轮和蜗轮之间的交叉。双曲线锥齿轮的轴是不相交也不平行的。轴线之间的距离被称为偏移。偏移允许减持比例较高的比与其它锥齿轮相比是可行的。准双曲面锥齿轮具有弯曲斜齿在其上的接触开始逐渐并连续从齿的一端到另一端。 蜗轮用于在轴之间成直角传输,即不位于一个共同的平面,有时以连接轴在其它角度之间的运动。蜗轮具有线的齿面接触,并且用于电力传输,但比值越高效率越低。 齿轮术语的定义————以下术语通常适用于各类齿轮: 有源面宽度为使与配合齿轮接触的齿面宽度的尺寸。 补遗是节圆和齿的顶部之间的径向或垂直距离。 动作的弧是通过从与配合齿到接触终止点的第一个接触点的齿行进的节圆的圆弧。动作弧做法是弧通过从与配合齿的间距点的第一个接触点的齿行进的节圆的圆弧。 衰退弧是通过从它与配合齿在节点,直到接触停止接触的齿行进的节圆的圆弧。 轴向间距是平行于相邻的齿的对应边之间的轴线的距离。。
直齿圆柱齿轮精锻技术的发展现状与趋势 1.概述 齿轮是应用最广的一种机械传动零件,具有结构紧凑、传递动力大、效率高、寿命长、可靠性好和传动比准确等特点。齿轮的精密锻压技术由于其显著优点;正日益受到各国研究人员的重视,得到了蓬勃发展。 齿轮精锻技术是指齿轮轮齿由坯料经过精密锻压直接获得完整的齿形,而齿面不需切削加工或仅需少许精加工即可进行使用的齿轮制造技术。与传统的切削加工工艺相比,齿轮精锻工卜艺具有以下特点: (1)改善了齿轮的组织,提高了其力学性能。精锻使得金属材料的纤维组织沿齿形均匀连续分布,晶粒及组织细密,微观缺陷少,因此,精锻齿轮的性能优越,齿的弯曲强度、接触疲劳强度和耐冲击性明显高于切削齿轮。一般来说,精锻可使轮齿抗冲击强度提高约15%,抗弯曲疲劳寿命提高约20%。 (2)提高了生产效率和材料利用率。通过精锻成形,齿轮精度能够达到精密级公差标准,不需或仅需少量后续精加工,即可以进行热处理或直接投人使用,生产率和材料利用率高。 (3)精锻齿轮减少了热处理时的齿廓变形,提高了齿的耐磨性和齿轮啮合时的平稳性,提高了齿轮的使用寿命。 尽管齿轮锻造有许多优点,并且直伞齿轮精锻技术已成功地应用
于生产,但由于直齿圆柱齿轮精锻具有齿形型腔(特别是上下角隅处)充填困难、成形力大、模具设计与制造精度要求严格等特点,成形中遇到了许多困难。多年来,各国研究人员运用各种理论、技术手段和试验方法,对直齿圆柱齿轮精锻技术进行了不懈的研究。 2.直齿圆柱齿轮精锻的理论研究 英国曼彻斯特大学科技学院的Chitkara N R等人对直齿圆柱齿轮的塑性成形作了数值模拟分析,用能量法和上限法分析了镦锻直齿轮的变形规律;Dohamann F等人用数值逼近法和主应力法分析了冷精锻齿轮时的金属流动和模具应力情况,给出了沿齿面轮廓的法向应力分布图。韩国学者J.H.Song和Y.T.Im开发了一种直齿圆柱齿轮冷正挤压辅助系统,这个系统可根据输人的齿轮参数给定可供实用的齿轮成形工装。Kondo K和Ohga K提出了齿轮分流减压锻造法Choi J C 发展了分流法,提出了向内分流成形的直齿圆柱齿轮精锻工艺,并进行了二维有限元模拟分析。Jongung Choi和Hae-Yong Cho等人提出了一种直齿圆柱齿轮锻造时的新的动可容速度场,并用上限法对其成形过程进行了深入的研究,得到了成形力主要与齿轮齿数有关的结论Yang D Y采用刚、粘塑性有限元法对直齿圆柱齿轮精锻成形进行了数值模拟。KnoerrM在1992年用DEFORM模拟了圆环状齿轮坯的三工位热锻过程,预测了该成形过程中可能出现的折叠缺陷,并根据模拟结果改进成形参数,获得了无缺陷的零件。德国Th.Herlan应用有限元分析方法,采用ANSYS软件来优化齿轮的几何形状,从而降低锻造压力和模具应力,给出了FEM分析的模具的受力图和优化齿轮
4.1锥齿轮的建模分析 与直齿圆柱齿轮和斜齿圆柱齿轮相比,直齿圆锥齿轮相对更复杂,设计时使用的 参数和关系式更丰富,但是其基本设计思路和过程同直齿圆柱齿轮和斜齿圆柱齿轮具有很大的相似性。 锥齿轮建模分析(如图4-1所示): (1)输入关系式、绘制创建锥齿轮所需的基本曲线 (2)创建渐开线 (3)创建齿根圆锥 (4)创建第一个轮齿 (5)阵列轮齿 图4-1锥齿轮建模分析 4.2直齿锥齿轮的建模过程 4.2.1 新建零件文件 (1)在上工具箱中单击按钮,打开【新建】对话框,在【类型】列表中选择
【零件】选项,在【子类型】列表框中选择【实体】选项,在【名称】文本框中输入”conic_gear”。 (2)取消选中【使用缺省模块】复选项,单击按钮,打开【新文件选项】对话框‘选中其中的【mmns_paet_solid】选项,如图4-2所示,最后单击按 钮。 4.2.2设置齿轮参数和关系式 (1)在主菜单中依次选择【工具】、【参数】选项,系统将自动弹出【参数】对话框,如图4-3所示。 图4-3【参数】对话框 (2)在对话框中单击按钮,然后将齿轮的各参数依次添加列表框中,具体 内容如图4-4所示。完成齿轮参数添加后,单击按钮后关闭对话框。 提示;在设计标准齿轮时,只需确定齿轮的模数M和齿数Z这两个参数,而分度圆上的压力角ALPHA为标准值20,齿顶高系数HAX和顶隙系数在CX国家标准中明确规定,分别为1和0.25而齿根圆直径DF、基圆直径DB 、分度圆直径D以及齿顶圆直径DA可以根据确定的关系式自动计算。
“参数”对话框(a)和(b) 注意:(a)和(b) 为同一【参数】对话框,在添加参数时要一次性添加完 毕。 (3)打开【关系】对话框。按照如图4-5所示添加直齿圆锥齿轮的关系式,通过这些关系,根据已知参数确定未知参数的数值。
摘要 随着科技的发展,计算机辅助设计技术越来越广泛的应用在各个设计领域。现在,它已经突破了二维图纸电子化的框架,转向以三维实体建模、动力学模拟仿真和有限元分析为主线的机械系统动态仿真技术。其研究范围主要是机械系统运动学和动力学分析,核心是利用计算机辅助技术进行机械系统的运动学和动力学分析,以确定系统及其各构件在任意时刻的位置、速度和加速度,同时,通过求解代数方程组确定引起系统各构件运动所需的作用力和反作用力。动态仿真技术一出现,就受到人们的普遍关注和重视,并且出现了许多基于动态方=仿真技术的商业软件,较有影响的有美国参数技术公司的PTC。 以Pro/MECHANICA为分析平台,运用有限元分析方法,对直齿轮、斜齿轮实际受力情况、边界条件和施加载荷进行研究。运动分析模块可以进行机构的干涉分析,跟踪零件的运动轨迹,分析机构中零件的速度、加速度、作用力、反作用力和力矩等。运动分析模块的分析结果可以指导修改零件的结构设计(加长或者缩短构件的力臂长度、修改凸轮型线、调整齿轮齿数比和中心距等)或者调整零件的材料(减轻或者加重或者增加硬度等)。设计的更改可以直接反映在装配主模型的复制品分析方案(Scenario)中,再重新分析,一旦确定优化的设计方案,设计更改就可直接反映到装配主模型中。将Pro/E三维实体造型与Pro/MECHANICA机构运动分析相结合,完成对连杆和凸轮机构的机构运动分析,及运动仿真。加强对连杆和凸轮机构的认识与理解。 关键词: 直齿轮、斜齿轮; Pro/E 、Pro/MECHANICA; 运动仿真、有限元
Abstract With the development of technology, computer-aided design technology becomes more widely used in various design.Now, it has broken through the framework of two-dimensional drawings、 electronic、shift tothree-dimensional solid modeling, dynamic simulation and finite element analysis of the main line of the mechanical system dynamic simulation techniques.The major areas of its study kinematics and dynamics of mechanical systems, the core technology is the use of computer-aided kinematics and dynamics of mechanical systems analysis to determine the system and its components at any time of the position, velocity and acceleration at the same time,by solving algebraic equations determine the cause of the required system component moving action and reaction.Dynamic simulation appeared to be widespread concern and attention, and there were many parties = simulation based on dynamic business software, more influential technology companies of U.S. parameters PTC. To Pro / MECHANICA platform for analysis using the finite element method, on the spur gear, helical gear by the force of the actual situation, boundary conditions and applied load were studied.Motion analysis module analyzes institutional interference, tracking the trajectory of parts, parts of bodies in the speed, acceleration, force, reaction force and torque and so on.Motion analysis results of the analysis module to modify parts of the structure could guide design (longer or shorter moment arm length of the component, modify the cam, adjust the gear ratio and center distance, etc.) or adjust the parts of the material (to reduce or add to or increase the hardnessetc.).Design changes can be directly reflected in the assembly of copies of the master model program (Scenario), the re-analysis, Once optimized design, design changes can be directly reflected in the assembly of the main model.The Pro / E three-dimensional solid modeling and Pro / MECHANICA combined kinematic analysis, complete linkage and cam mechanism of the body motion analysis and
3.3锥齿轮的创建 锥齿轮在机械工业中有着广泛的应用,它用来实现两相交轴之间的传动,两轴的相交角一般采用90度。锥齿轮的轮齿排列在截圆锥体上,轮齿由齿轮的大端到小端逐渐收缩变小,本节将介绍参数化设计锥齿轮的过程。 3.3.1锥齿轮的建模分析 与本章先前介绍的齿轮的建模过程相比较,锥齿轮的建模更为复杂。参数化设计锥齿轮的过程中应用了大量的参数与关系式。 锥齿轮建模分析(如图3-122所示): (1)输入关系式、绘制创建锥齿轮所需的基本曲线 (2)创建渐开线 (3)创建齿根圆锥 (4)创建第一个轮齿 (5)阵列轮齿 图3-122锥齿轮建模分析 3.3.2锥齿轮的建模过程 1.输入基本参数和关系式
(1)单击,在新建对话框中输入文件名conic_gear,然后单击; (2)在主菜单上单击“工具”→“参数”,系统弹出“参数”对话框,如图3-123所示; 图3-123 “参数”对话框 (3)在“参数”对话框内单击按钮,可以看到“参数”对话框增加了一行,依次输入新参数的名称、值、和说明等。需要输入的参数如表3-3所示; 名称值说明名称值说明 M 2.5 模数DELTA___分锥角 Z24齿数DELTA_A___顶锥角 Z_D45大齿轮齿数DELTA_B___基锥角 ALPHA20压力角DELTA_F___根锥角B20齿宽HB___齿基高 HAX1齿顶高系数RX___锥距 CX0.25顶隙系数THETA_A___齿顶角 HA___齿顶高THETA_B___齿基角 HF___齿根高THETA_F___齿根角 H___全齿高BA___齿顶宽 D___分度圆直径BB___齿基宽 DB___基圆直径BF___齿根宽
锥齿轮精锻模具SolidWorks设计研究 采用精锻工艺生产齿轮,既可减少原材料和能源消耗,降低制造成本,又可改善齿轮的机械性能。根据锥齿轮精锻成形工艺,设计了锻件的合理形状。利用SolidWorks三维设计软件完成了锥齿轮工件及精锻模具的三维实体建模,通过对模具运动过程的模拟,能够及早发现设计问题,有利于快速发现问题改进结构设计,从而实现精锻模的快速设计,为精锻工艺的数值模拟等研究工作奠定基础。 本文探讨研究了锥齿轮精锻模具SolidWorks设计相关内容。 引言 锥齿轮精锻工艺是指模锻齿轮时轮齿直接被锻出,齿面不再进行切削加工的精密模锻工艺。锥齿轮广泛应用于汽车、拖拉机、摩托车、坦克等的差速器中,应用面广,需求量大。用传统机械切削方式生产锥齿轮,速度慢、效率低、精度差。锥齿轮的热精锻成形技术已基本成熟,但在冷锻闭式成形技术方面,还有待进一步地改进和提高,采用冷精锻方法成形零件,可节约原材料,提高零件的力学性能,并能获得理想尺寸精度和表面粗糙度的制件,是一种高产、优质、低消耗的工艺技术,其经济效益十分可观?。但也存在变形抗力大,对模具和设备要求较高等问题。因此对锥齿轮冷精锻工艺及模具进行设计和分析十分必要的。 三维CAD系统有较好的造型工具,能实现"自顶向底"和"自底向顶"等设计方法,实现装配等复杂设计过程,使设计更加符合实际设计过程;三维造型系统能方便地与CAE系统相连,进行仿真分析;能提供数控加工所需的信息,实现CAD/CAE/CAPP/CAM的集成。基于三维CAD系统这些优点,本文利用SolidWorks三维设计软件来完成锥齿轮及其模具的设计。 1 锥齿轮精锻成形工艺 冷精锻是随着汽车工业而迅速发展起来的一种净成形工艺。精锻锥齿轮有连续的沿齿廓合理分布的金属流线和致密的组织,轮齿的强度、齿面的耐磨能力、热处理变形量和啮合噪声等都比切削齿轮的加工优越。齿轮材料为中高强度合金钢20Cr,其供应状态强度高、变形抗力大、塑性较差,存在加工硬化现象,难以进行大变形量的冷模锻成形。但若对毛坯进行充分软化退火处理,就可降低变形抗力和提高材料塑性指标。精锻锥齿轮的强度和抗弯疲劳寿命提高,热处理变形减少,生产成本降低。综上分析,决定采用冷锻成形工艺。其工艺过程为:下料一退火叶冷锻一精加工一检验一入库。冷锻成形前,要对坯料进行软化处理,在各道工序之间要进行退火处理,在冷锻前进行磷化处理。 2 模具设计 2.1 锻件 根据锥齿轮零件图及冷模锻工艺的基本要求,设计了齿轮锻件。分模面的位置选择在零件最大的外径处。在保证有效齿长的前提下,锥齿轮的大端留有冷锻成形工艺自然形成的过度圆角,如图1所示。
§8-12 圆锥齿轮传动
§8-12 圆锥齿轮传动 ◆用来传递两相交轴之间的运动和动力的。 一、圆锥齿轮(Bevel gear)传动的应用和特点 1. 应用及分类 曲齿斜齿直齿◆曲齿圆锥齿轮常用于高速重载的传动中,如:汽车、飞机和拖拉机等的传动机构中。
2. 特点 齿廓特点:球面渐开线。 啮合时,两齿轮的锥顶重合(分度圆锥共顶)。 ◆轮齿分布在截圆锥体上,齿形从大端到小端逐渐减小; ◆取大端参数为标准值; ◆圆锥齿轮两轴之间的夹角可根据传动的需要任选,多 取 =90o。 ◆正确啮合条件: 大端模数和压力角分别 相等,分度圆锥共顶。
二、背锥与当量齿数 1. 背锥(Back cone 辅助圆锥): 过锥齿轮大端,母线与锥齿轮分度圆锥母线垂直的圆锥体。
2. 当量齿轮和当量齿数 以背锥的锥距r v 为分度圆半 径,以圆锥齿轮大端的模数为 模数,以圆锥齿轮压力角为压 力角的圆柱齿轮。 当量齿轮: 当量齿数z v :指当量齿轮的齿数。 z v 一般不是整数,也不需圆整●可将直齿圆柱齿轮的某些原理 近似应用于圆锥齿轮 ?计算重合度 cos cos v v r mz mz r δδ===22 cos v z z δ?=v z z ?>min min cos v z z δ =?最少齿数:
2. 分度圆直径: 3. 传动比∑=???→090三、直齿圆锥齿轮传动的基本参数和几何尺寸的计算 1. 基本参数: m<1mm , h a *=1, c *=0.25 m>1mm , h a *=1, c *=0.2 α=20? 正常齿 h a *=0.8, c *=0.2 短齿11 sin d R δ=222 2sin d R δ=1222122111 sin =sin z d i z d ωδωδ===1212 ctg tg i δδ==
汽车齿轮的精密锻造技术 江苏森威精锻有限公司 徐祥龙李明明 摘要 本文介绍了精密锻造成形在汽车齿轮制造中的应用,总结了各种齿形精密锻造的关键技术,特别提到分流锻造在齿形成形方面的应用。 前言 齿轮精密锻造成形是一种优质、高效、低消耗的先进制造技术,被广泛地用于汽车齿形零件的大批量生产中。随着精密锻造工艺和精密模具制造技术的进步,汽车齿轮和齿形类零件的生产已越来越多地采用精密锻造成形。当前国外一台普通轿车采用的精锻件总质量已达到(40—45)Kg,其中齿形类零件总质量达10Kg以上。精锻成形的齿轮单件质量可达1Kg以上、齿形精度达到(DIN) 7级。随着汽车的轻量化要求和人们环保意识的增强,汽车齿轮制造业将更多地应用精锻成形技术。 一.伞齿轮的精锻成形 1. 伞齿轮(锥齿轮)的热精锻成形 (1)早期的伞齿轮精密锻造 伞齿轮的精密锻造最早见于50年代德国的拜尔工厂,并在蒂森等公司得到广泛的
应用(1)。我国上海汽车齿轮厂等在70年代采用热精锻技术,成功进行了伞齿轮的精密锻造生产。在当时社会主义大协作的环境下,伞齿轮的精锻技术很快在齿轮行业得到推广应用。 该技术的应用和发展得益于2项当时先进的技术:模具的放电加工技术和毛坯感应加热技术。先淬火后加工的放电加工避免了模具淬火变形带来的齿廓误差;快速加热的中频感应加热解决了齿轮毛坯在加热过程中的氧化和脱碳问题,以上2项技术的应用使锻造成形的伞齿轮齿面达到无切削加工要求(图1、图2)。 图1.精锻成形的行星和半轴齿轮图2.精锻成形的汽车行星齿轮 (2)锻造设备 伞齿轮的锻造设备在国外一般使用热模锻压力机。但在60-70年代的中国,热模锻压力机是非常昂贵的设备。因此,国内企业普遍使用的锻造设备是双盘摩擦压力机(图3)。该设备结构简单,价格便宜,很快成为齿轮精锻的主力设备。但摩擦压力机技术陈旧、难以控制打击精度、而且能源利用率较低。随着高能螺旋压力机和电动螺旋压力机的出现(图4),落后的摩擦压力机有被取代的趋势。
长期以来,我一直在寻找圆锥直齿轮在PROE中的建模,却一直没有结果。然我仍一直在思考这个问题,终于在机缘巧合之下,我竟然把它给做出来了,也不知道做的对不对。然欣喜之情,仍不言而喻!但我不会得意忘形,所以特将我的做法与大家分享,还请指教!毕竟一家之言不能算是结果,大家之言才是肯定的评价! 第一种圆锥齿轮的做法,用的主要的命令就是“混合”。 (直面圆锥齿轮) 本文以节圆锥角C=30度,模数M=2,齿数Z=20,齿宽W=20,压力角A=20,齿顶高系数为1,齿底隙系数为0.2,变位系数为0为例,讲述直面圆锥直齿轮的做法。 1.设置参数,列好关系。 参数,如图: 其中,A为压力角 DX系列为另一套节圆,基圆,齿顶圆,齿根圆的代号 各关系如下: d=m*z db=d*cos(a) da=d+2*m*cos(c/2) df=d-2*1.2*m*cos(c/2) dx=d-2*w*tan(c/2) dxb=dx*cos(a) dxa=dx+2*m*cos(c/2) dxf=dx-2*1.2*m*cos(c/2) 其中,D为大端分度圆直径。(圆锥直齿轮的基本几何尺寸按大端计算) DX 5.创建第一个渐开线曲线。 在小端DXF的圆面上,通过输入方程,创建渐开线曲线。其选择的坐标系为PRT_CSYS_DEF 其方程如下: afa=60*t r=dxb/2 x=r*cos(afa)+pi*r*afa/180*sin(afa) y=r*sin(afa)-pi*r*afa/180*cos(afa) z=0 选择‘文件--------保存---------关闭’,确定,即可创建第一个渐开线曲线。如图: 6.创建基准点。 选择渐开线曲线和直径为DX的节圆,即可创建基准点PINT0。 7.创建基准轴 点击基准轴命令,选择混合实体,即可创建基准轴。 8.创建平面。 选择基准轴和基准点PINT0,即可创建平面DIM1。 9.创建平面。 参数化柱形斜齿轮的建模 建模分析: (1)输入参数、关系式,创建齿轮基本圆 (2)创建渐开线 (3)创建扫引轨迹 (4)创建扫描混合截面 (5)创建第一个轮齿 (6)阵列轮齿 斜齿轮的建模过程 1.输入基本参数和关系式 (1)单击,在新建对话框中输入文件名“hecial_gear”,然后单击。 (2)在主菜单上单击“工具”→“参数”,系统弹出“参数”对话框,如图1所示。 图1“参数”对话框 (3)在“参数”对话框内单击按钮,可以看到“参数”对话框增加了一行,依次输 入新参数的名称、值、和说明等。 需要输入的参数如表1所示。 表1齿轮参数设置 名称值说明名称值说明 Mn5模数HA0齿顶高 Z25齿数HF0齿根高ALPHA20压力角X0变位系数BETA16螺旋角D0分度圆直径B50齿轮宽度DB0基圆直径HAX1齿定高系数DA0齿顶圆直径CX0.25顶隙系数DF0齿根圆直径 注意:表1中未填的参数值(暂时写为0),表示是由系统通过关系式将自动生成的尺寸,用户无需指定。 完成后的参数对话框如图2所示。 图2完成后的“参数”对话框 (4)在主菜单上依次单击“工具”→“关系”,系统弹出“关系”对话框,如图3所示。 图3“关系”对话框 (5)在“关系”对话框内输入齿轮的分度圆直径关系、基圆直径关系、齿根圆直径关系和齿顶圆直径关系。由这些关系式,系统便会自动生成表1所示的未指定参数的值。输入的关系式如下: ha=(hax+x)*mn hf=(hax+cx-x)*mn d=mn*z/cos(beta) da=d+2*ha db=d*cos(alpha) df=d-2*hf 完成后的“关系”对话框如图4所示。 图4完成后的“关系”对话框 点击“再生”按钮,再进入“参数”对话框后,发现数据已经更新,如图5所示。 图5更新后的“参数”对话框 - 130 - 张 琳1、 2 贺辛亥1 (1.西安工程大学,陕西 西安 710048;2.西安航空职业技术学院,陕西 西安 710089) 【摘 要】介绍了精锻成形技术及其分类,从成形工艺、模具结构优化设计等方面综述了齿轮精锻成形的国内外研究现状,阐明了精锻成形技术和计算机模拟技术在现代齿轮制造业中发挥的的重要性。 【关键词】齿轮;精锻成形技术;有限元;数值模拟 【中图分类号】TG316 【文献标识码】A 【文章编号】1008-1151(2011)04-0130-02 (一)前言 齿轮作为传递运动和动力的关键零部件,在车辆、机床、船舶等工程领域有着非常广泛的应用,生产批量大,精度要求高已成为齿轮生产的主要特点。齿轮的质量、性能、寿命会影响整台机器的技术经济指标,而齿轮的加工方法直接影响着齿轮的质量、性能和寿命。所以从一定意义上说,齿轮的加工技术是我国机械制造业水平高低的一个衡量指标。 齿轮传统的加工方法是利用锻造毛坯通过滚齿、插齿、 铣齿、刨齿等方法切削而成[1] , 而切削加工的方法材料利用率低、加工工时长、生产成本高,最主要的是将毛坯的锻造流线切断而使齿轮的力学性能降低。为了克服齿轮切削加工的种种缺点,各国学者将注意力集中到了齿轮精锻成形上来,用精锻工艺快速生产高质量的齿轮已经成为全球趋势。 (二)齿轮精锻成形的研究 1.精锻成形技术及分类 精锻成形技术(即近净成形技术或净成形技术)是指坯料经过精密锻压直接获得完整的形状后,仅需少量加工或不再加工,就可用作机械构件的成形技术。与传统的切削加工工艺相比,精锻成形具有材料利用率及生产率高,产品的力学性能好、使用寿命长等优点。精锻成形工艺按变形温度锻压可分为热精锻、冷精锻、温精锻和等温精锻等。 2.齿轮精锻成形国内外研究现状 国内外许多学者对齿轮精锻成行技术进行了深入研究, 取得的效果很显著。德国从二十世纪五十年代开始最先在齿轮加工中应用了精锻成形技术,以后各国学者的研究主要集中在成形工艺设计与优化、模具结构改进等方面。 首先,成形工艺研究进行得广泛且深入,为齿轮精锻技术的实际应用提供了强大的理论依据。经过不断的发展,精密锻造技术先后出现了多种不同的工艺。 (1)冷精锻闭塞成形工艺,典型代表为:美国的I Moriguchi [2] 利用CAE 技术研究了直齿圆柱齿轮的冷闭塞精锻 成形工艺。吉林大学的寇淑清[3] 教授等对轿车差速器的行星齿轮、半轴齿轮进行了冷闭塞精密成形工艺与有限元模拟研究。闭塞成形(即闭塞复动成形)原理如图1所示: 图1 闭塞成形原理 闭塞成形过程中,上下模具首先闭合,这样就形成了成形的型腔,有利于提高零件的成形性,并且除了需要毛坯的制备外,一般只需要一道工序即可完成成形。省去了普通成 【收稿日期】2011-01-21 【作者简介】张琳(1980-),女,西安工程大学在职研究生,西安航空职业技术学院讲师,从事模具设计、材料成型专业教学。 CATIA标准直齿圆锥齿轮的建模 标准直齿圆锥齿轮参数: 轴交角:Σ=90° 模数:m=7 齿数:z1=17, z2=29 压力角:α=20° 齿宽:b=40 齿顶系数:c?=0.2 锥齿轮啮合图 分度圆半径:r1=m z1/2=7×17/2=59.5 当量分度圆半径:r n=r1/cosδ 锥距:R=r1/sinδ 当量齿顶圆半径:r n a=r n+m 当量齿根圆半径:r nf=r n-(1+c?)m ) 分度锥角:δ=tan?1(z1 z2 知道以上参数,就可以把这对齿轮副画出来了,所欠缺的,就是齿轮体上的 一些特征参数,比如,齿轮体的外形参数,以及齿轮的装配方式方面的参数。 简化的图形架构 关于绘图方面的一些设定: 圆锥齿轮副的轴线,都在YZ平面内,小圆锥齿轮轴线指向Y轴正方向,大圆锥齿轮轴线指向Z轴正方向。 绘图中涉及到的一些数据,将即时计算。 绘制:直接进入“创成式外形设计”(开始-形状-创成式外形设计)。 点击“直线”按钮,出现“直线定 义”对话框: 在“线型”里选择“点-方向”; 对话框转换成“点-方向”定义对话框; 在“点”里,点右键选择“创建点”; 对话框转换成“点定义”对话框。 在“点类型”里选择“平面上”;在“平面”里点右键选择“YZ平面”;用鼠标随便在界面上点一下,初始点就选择完毕了,该初始点在YZ平面内,以后可以编辑该点,确定分度锥角顶点的位置; 点击“确定”回到直线线定义对话框; 在“方向”里点右键,选择“Y部件” 定义Y轴为直线方向; 在“终点”里定义直线的长度; 定义直线长度为r2长度101.5; 点击“确定”,“直线.1”定义生成。 要点是直线方向,要指向Y轴的相反方向,这样画出的圆锥齿轮,看到的是齿轮前端,能更清楚的看清齿形。 一、机械设计课程设计任务书 设计带式运输机传动装置(两级锥齿轮—斜齿圆柱齿轮减速器)一、总体布置简图 二、工作条件: 1.连续单向运转。 2.载荷平稳。 3.两班制。 4.结构紧凑。 5.工作寿命5年。 三、工作机输入功率:2.85 KW工作机输入转速:80 rpm 四、设计内容: 1、电动机选择与运动参数的计算; 2、齿轮传动设计计算; 3、轴的设计; 4、滚动轴承的选择; 5、键和联轴器的选择与校核; 6、装配图、零件图的绘制; 7、设计计算说明书的编写; 五、设计任务 1、绘制减速器装配图1张。 2、绘制减速器零件图1-2张。 3、编写设计说明书一份。 计算与说明 主要结果 二、电动机的选择 1、电动机转速的确定 工作机转速:80rpm 锥齿轮圆柱齿轮减速器传动比范围一般为i=10~25最大值为:40 故电动机转速应在in n d =范围内即:800~2000 rpm 最大值:3600rpm 根据电动机的选择原则应选择:Y 系列三相笼型异步电动机 2、电动机功率的确定 查《机械设计课程设计》表12-8 名称 数量 效率 代号 斜齿圆柱齿轮 1 0.94~0.99 1 锥齿轮 1 0.92~0.98 N 2 联轴器 2 0.95~0.995 N 3 轴承 4 0.98 N4 卷筒 1 0.94~0.97 N5 计算得传动的装置的总效率:52 42321n n n n n n ????=∑ 8949936.06494977 .0max min ==∑∑ηη 工作机输入功率:kw P w 85.2= 所需电动机输出功率为a w d P P η=算得:1843803.33880063.4max max ==d d P P 即:电动机转速:800~2000rpm 最大值:36000rpm 电动机功率:3.1843803~403880063 查《机械设计课程设计》表12-1(机械设计课程设计手册P173) 最后确定电机Y 系列三相异步电动机,型号为Y112M-4,额定功率4kW ,满载转速=m n 1440r/min 。 三、传动系统的运动和动力参数计算 1、分配各级传动比 电动机满载转速=m n 1440r/min 。工作机主动轴转速:rmp n w 80= 总传动比1880 1440 == =w z n n i m 查书得推荐值:z i i 25.01≈,且31≤i , 同步转速为 1440r/min 确定电机Y 系列 三相异步电动机,型号为Y112M-4,额定功率4kW ,满载转 速 =m n 1440r/min 。 31=i ,62=i 汽车齿轮的精密锻造技术 摘要:本文介绍了精密锻造成形在汽车齿轮制造中的应用,总结了各种齿形精密锻造的关键技术,特别提到分流锻造在齿形成形方面的应用。 关键词:齿轮锻造;精密锻造 前言:齿轮精密锻造成形是一种优质、高效、低消耗的先进制造技术,被广泛地用于汽车齿形零件的大批量生产中。随着精密锻造工艺和精密模具制造技术的进步,汽车齿轮和齿形类零件的生产已越来越多地采用精密锻造成形。当前国外一台普通轿车采用的精锻件总质量已达到(40—45)Kg,其中齿形类零件总质量达10Kg以上。精锻成形的齿轮单件质量可达1Kg以上、齿形精度达到(DIN) 7级。随着汽车的轻量化要求和人们环保意识的增强,汽车齿轮制造业将更多地应用精锻成形技术。 一.伞齿轮的精锻成形 1. 伞齿轮(锥齿轮)的热精锻成形 (1)早期的伞齿轮精密锻造 伞齿轮的精密锻造最早见于50年代德国的拜尔工厂,并在蒂森等公司得到广泛的应用(1)。我国上海汽车齿轮厂等在70年代采用热精锻技术,成功进行了伞齿轮的精密锻造生产。在当时社会主义大协作的环境下,伞齿轮的精锻技术很快在齿轮行业得到推广应用。 该技术的应用和发展得益于2项当时先进的技术:模具的放电加工技术和毛坯感应加热技术。先淬火后加工的放电加工避免了模具淬火变形带来的齿廓误差;快速加热的中频感应加热解决了齿轮毛坯在加热过程中的氧化和脱碳问题,以上2项技术的应用使锻造成形的伞齿轮齿面达到无切削加工要求(图1、图2)。 图1.精锻成形的行星和半轴齿轮图2.精锻成形的汽车行星齿轮 (2)锻造设备 伞齿轮的锻造设备在国外一般使用热模锻压力机。但在60-70年代的中国,热模锻压力机是非常昂贵的设备。因此,国内企业普遍使用的锻造设备是双盘摩擦压力机(图3)。该设备结构简单,价格便宜,很快成为齿轮精锻的主力设备。但摩擦压力机技术陈旧、难以控制打击精度、而且能源利用率较低。随着高能螺旋压力机和电动螺旋压力机的出现(图4),落后的摩擦压力机有被取代的趋势。 图3.双盘摩擦压力机图4.高能螺旋压力机和电动螺旋压力机 (3)热精锻造工艺 Solidworks圆柱斜齿轮设计教程 图1 圆柱斜齿轮 圆柱斜齿轮的三维零件设计可以分为如下几步: 1)拉伸生成圆柱斜齿轮毛坯 2)放样生成单个斜齿,阵列放样,完成所有斜齿的创建 3)旋转切除,创建凹槽,倒角 4)切除-拉伸,完成凹槽打孔 5)切除-拉伸,完成轴孔及键槽的创建 下面对各个步骤进行具体的介绍: 1.生成圆柱斜齿轮毛坯 在前视基准面中绘制草图1,绘制φ217mm的圆。完成草图绘制后,退出草图绘制界面,选择拉伸凸台/基体功能,深度设定为:54mm,生成圆柱斜齿轮毛坯。具体流程如图2所示 图2 圆柱斜齿轮毛坯建模 2.斜齿的创建 先采用放样功能创建单个斜齿,由于放样需要两张草图,故分别以圆柱斜齿轮毛坯两端面绘制草图。具体流程见图3所示。 在另一端面绘制 镜像 图3 放样草图的绘制 完成两张草图绘制后,运用放样功能实现单个斜齿的创建。具体如图4所示。 图4 放样完成单个斜齿的建模 完成单个斜齿的建模后,单击“圆周阵列”命令实现所有斜齿的创建。阵列数设置为:111,参考线设置为端面圆周线(图5中的蓝线)。具体如图5所示。 图5 阵列完成所有斜齿的建模 3. 旋转切除,创建凹槽,倒角 在水平基准面上绘制草图,图6所示。然后退出草图,选用切除-旋转功能,生成凹槽。 图6 旋转切除,生成凹槽 生成倒角,分别采用圆角和倒角两种方式。具体如图7所示。 5.0mm (a)圆角 3.0mm (b)倒角 图7 倒角 4.切除-拉伸,完成凹槽打孔 在凹槽上绘制草图,如图8所示。先画1个圆,在采用阵列,完成6个圆的绘制。然后退出草图绘制,选择切除-拉伸,深度设置为30mm。 齿轮零件的精密锻造及模具设计 B. A. Behrens, D. Odening 德国汉诺威莱布尼兹综合大学研究所, 金属成型和金属成型机科研室 摘要:精密锻造技术是一种高性能、少飞边、近净形状成型的新型制造工艺。精密锻造的优点在于保证产品具备杰出的材料特性,减少了传统锻造的部分工艺过程,提高了材料的利用率。在锻造加工和的退火完全结束后,只有指定的工作表面需要被精加工。由于目前的机械与动力组件正向着高强度和轻量化的趋势发展,因此对工艺的标准和模具设计的尺寸精度的要求也在不断提高。目前,研究工作的重点是,在现有的工艺设计和模具设备的基础之上,通过校正工件设计的形状尺寸并选择合理的材料,来改善热锻过程中,锻件收缩所造成的不良影响。 关键词:体积成形,金属体积成形,近净成形,精密锻造。 1引言 加工行业的快速增长导致全球竞争激烈,因此成本压力也不断上升。科研和技术发展是技术制造的基本先决条件,拥有了高质量和低成本的生产就能占据市场。锻件具备优良的材质和组织结构。由于锻造过程中,金属材料的晶粒得到细化,并且完整的晶粒能很容易的填充到缩孔处,因此,锻件的机械和动力强度很高。锻件能量密度增加的同时,也向着轻量化的趋势发展。 德国是世界第二大锻件生产地。2006年锻件生产量达260万吨。其中模锻件就占140万吨。连同系统生产商,汽车行业使用的锻件占其总产量的80%[1]。 一般而言,由铸造毛坯加工而成的零件,大多数看起来质量很好,但并不耐用,而且所含杂质较多。为了提高材料利用率,机加工像齿轮这种需要承受高应力的零件通常选用铸造的方法来生产。但铸件相对锻件的质量要差,所以铸后至少也需要简单的锻打一遍。精密锻造是一个新的制造工艺,它利用高压力,加工出近净形零件。精密锻造属于模锻,它能在闭式锻模内锻造出飞边少的锻件。在特殊情况下,精密锻件的制造公差可以达到IT7的精度[1]。 图1是由莱布尼茨综合大学汉诺威(IFUM)的金属成型和金属成型机研究所制造出来的精锻制品。 一、螺旋锥齿轮 在锥齿轮中,根据轮齿的齿长方向来看,有直齿轮和曲线齿轮。齿长轮廓与节锥面交线为直线的是直齿锥齿轮,如果是一段曲线,则统称为曲线齿轮。目前来看,螺旋锥齿轮应该是曲线齿锥齿轮的同义语。根据曲线的不同螺旋锥齿轮现行有三种,分属于不同的公司。美国格里森公司设计的准双曲面齿轮(包括圆弧齿锥齿轮),瑞士奥利康公司的延伸外摆线齿轮以及德国克林根贝格的准渐开线齿轮。 简单来说,日美车系都装备格里森制齿轮如BUICK、TOYOTA。而欧洲车系如BENZ、BMW及AUDI则采用奥利康齿轮。 螺旋锥齿轮是一种可以按稳定传动比平稳、低噪音传动的传动零件,在不同的地区有不同的名字,又叫弧齿伞齿轮、弧齿锥齿轮、螺伞锥齿轮、圆弧锥齿轮、螺旋伞齿轮等。螺旋锥齿轮传动效率高,传动比稳定,圆弧重叠系数大,承载能力高,传动平稳平顺,工作可靠,结构紧凑,节能省料,节省空间,耐磨损,寿命长,噪音小。在各种机械传动中,以螺旋锥齿轮的传动效率为最高,对各类传动尤其是大功率传动具有很大的经济效益;传递同等扭矩时需要的传动件传动副最省空间,比皮带、链传动所需的空间尺寸小;螺旋锥齿轮传动比永久稳定,传动比稳定往往是各类机械设备的传动中对传动性能的基本要求;螺旋锥齿轮工作可靠,寿命长。 锥齿轮的几种齿制、特点、应用领域(部分摘自《齿轮手册》)。 锥齿轮及准双曲面齿轮分别为相交轴及交错轴的齿轮传动类型。但是根据其齿长曲线特点、齿高形式、以及加工方法等有各种分类。由于齿长曲线对于传动性能关系重大,而且要用特定的加工方法,故一般按齿长曲线分类。 直齿锥齿轮:轮齿齿长方向为直线,而且其延伸线交于分锥顶点、收缩齿;可用刨齿机、圆拉法加工,也可精锻成形,一般用在低速轻载工况下、也可用于低速重载; 斜齿锥齿轮:齿长方向为直线,但其延长线不与轴线相交,而是与一圆相切; 曲线齿锥齿轮:曲线齿锥齿轮又分为格里森制和奥利康制、也可称为圆弧制及摆线制。 格里森制由美国格里森公司生产,齿线为圆弧,一般采用收缩齿,常采用间隙分度法加工。 奥利康制由瑞士奥利康公司生产,齿线为摆线的一部分,一般为等高齿,常采用连续分度法端面铣刀进行滚切加工,德国的克林根贝尔格公司加工的曲线齿锥齿轮也是摆线齿、等高齿,现在克林根贝尔格公司与奥利康公司已经合并为一家。 目前,曲线齿锥齿轮应用最多,因其承载能力高、噪音低、传动平稳等优点已广泛应用在航空、航海及汽车行业。 1)直齿锥齿轮:齿线为直线,并相交于分锥顶点,收缩齿; 2)斜齿锥齿轮:齿线为直线,并相切于一点,收缩齿; 3)弧齿锥齿轮:收缩齿(也有用等高齿的); 4)摆线齿锥齿轮:等高齿; 5)弧齿零度锥齿轮:双重收缩齿,βm=0,用以代替直齿锥齿轮,平 CATIA中渐开线斜齿圆柱齿轮的建模方法(上) 1.在绘制斜齿圆柱齿轮时,最大的难点就是其渐开线齿廓的 绘制。(本文所述斜齿轮为平行轴斜齿轮) (1)提到这个问题很多同学就会问了,斜齿轮中到底端面齿廓曲线是渐开线,还是法面齿廓曲线是渐开线? 斜齿圆柱齿轮的端面齿廓为准确的渐开线,法面齿廓为标准的渐开线。从理论上端面是标准渐开线,因为渐开线的形成是发生面在基圆柱面上纯滚动,发生面上的斜直线的轨迹是渐开线。从加工上,法面是标准渐开线,因为加工斜齿轮齿廓是用加工直齿圆柱齿轮的标准刀具,其切削运动方向沿螺旋线切线,刀具面在其法面,因此,法面是标准浙开线。 (2)以下都是小李的个人推断,如有错误,希望大家能够予以指正): 推断一:斜齿圆柱齿轮的法面齿廓曲线是标准渐开线,实际加工后的端面齿廓只是一个准确度很高的渐开线!!!(因为加工斜齿轮齿廓是用加工直齿圆柱齿轮的标准刀具,其切削运动方向沿螺旋线切线,刀具面在其法面) 推断二:斜齿圆柱齿轮啮合过程中最重要的还是端面!!! 因为在平行轴斜齿轮机构中,斜齿轮都是围绕中心轴线转动的,可以想象齿廓上各点也都是围绕中心轴线做转动的,在两个斜齿轮相互啮合时,齿面上的接触线先由长变短,然后由短变长,为一条倾斜的直线,故而产生轴向力,滚动过程系在端面内进行,因而在计算中心距时,起决定性作用的还是端面内的啮合形式,齿廓只在齿高方向滑动和滚动。 由此也应证了推断一,因为啮合时的运动趋势不是围绕法线, 故而法面齿廓曲线是渐开线没有存在的必要!!! 2.斜齿轮渐开线方程的建立。 (d b=dcosαt)αt≠20° 在国标中直齿轮α=20°为一定值,斜齿轮αt≠20°斜齿轮中法面压力角αn=20°,tanαt=tanαn/cosβProe 斜齿轮建模详细图文教程
齿轮精锻成形的研究综述_张琳
CATIA标准直齿圆锥齿轮的建模
二级圆锥圆柱齿轮减速器(带式输送机传动系统)
齿轮精密锻造技术
Solidworks圆柱斜齿轮
齿轮精锻
螺旋锥齿轮及格里森螺旋锥齿轮ProE建模法
CATIA中渐开线斜齿圆柱齿轮的建模方法(上)
相关主题
文本预览