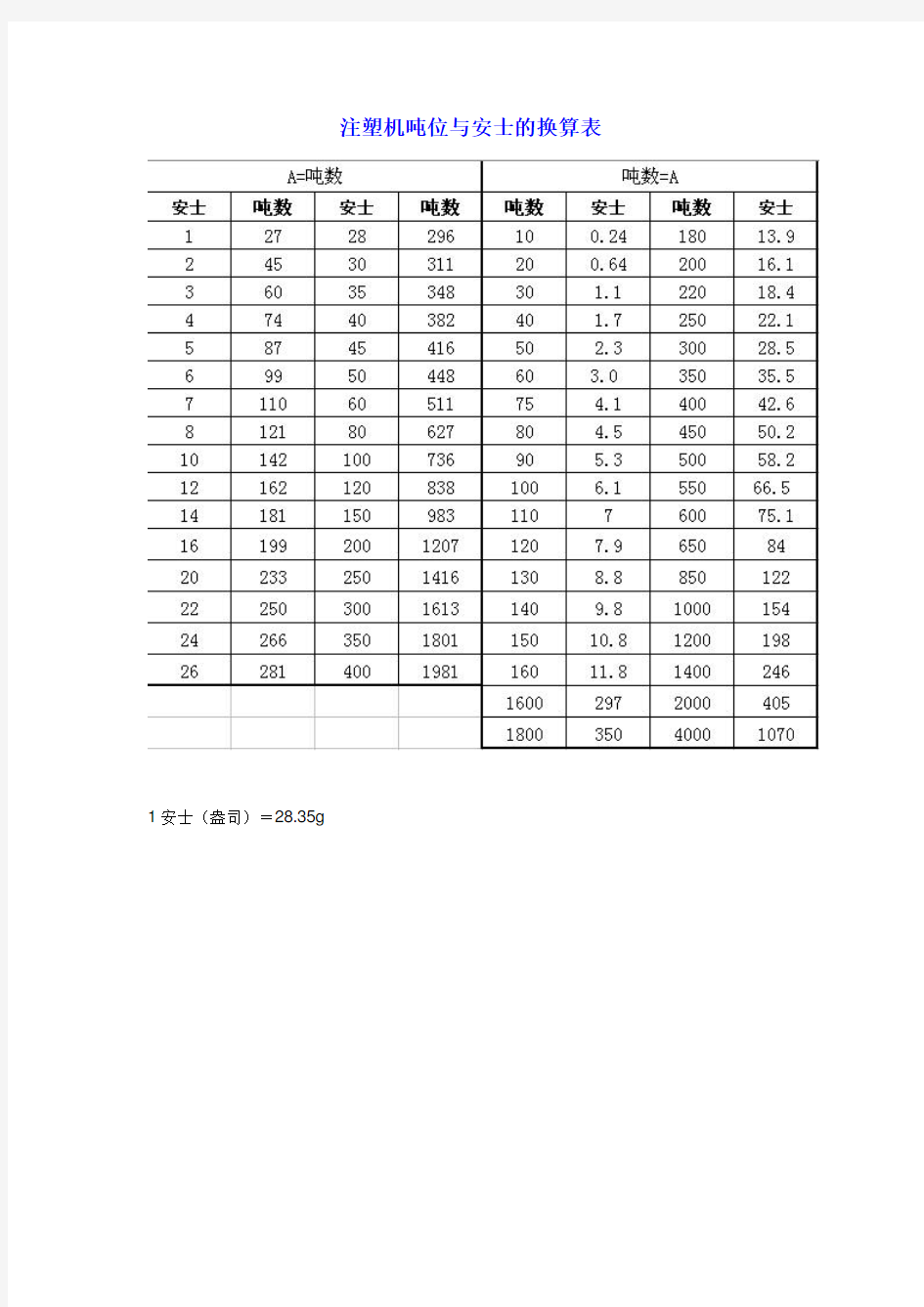
注塑机吨位与安士的换算表
1安士(盎司)=28.35g
JD120 18.2KW/H
26KW/H JD90 17.5KW/H HDX 78 T 技术参数SPECIFICATION 规格项目(Description) HDX78T
(U nit) 螺杆直径(Screw Diameter) mm 34 36 40 螺杆长径比(Screw L/D Ratio) L/D 21.2 20 18 最大理论射胶容积(Max.Theoretical Injection Cap acity) cm 110 125 154 最大注射量 (Shot Weigh PS) g 100 114 140 最大射胶压力(Max.Injection Pressure) MPa 180 160 130 螺杆转速(Screw Speed Range) r.p .m 10-230 最大锁模力(Max.Clamping Force) ton 78 最大开模行程(Max.Opening Stroke) mm 300 哥林柱内距(Space Between The Bars “Vx H”)mm 330X 330 容模量(Min-Max Mould Thickness) mm 150-300 顶针推力/行程(Ejector Force/Stroke ) Kn/mm 25 / 80 油泵最大压力(Pump P.Max) MPa 16 油泵电动机功率(Pump Motor Power) kw 9 电加热功率(Heating Capacity) KW 6.5 外形尺寸(Machine Size “Lx WX H” ) m 3.9 X 1.1 X 1.9 重量(Machine Weight) ton 2.5 莫具定位圈直径(Mold Location Recess Diameters ) mm 100 喷嘴圆球半径(Nozzle Radius ) mm SR10 合计功率为:15.5KW/H 海天牌注塑机技术参数: 注射装杆直径INJECTION UNITScrew Diameter A mm B 34 36 C :40 螺杆长径比Screw L/D Ratio L/D 21.2 20 18 理论容量Shot Size(Theoretical) cm 131 147 181 注射重量Injection Weight( PS) g 119 134 165 注射压力Injectio n Pressure Mpa 206 183 149 螺杆转速Screw Sp eed rpm 0 ?205 合模装置CLA MPING UNIT 合模力Clamp Tonn age KN 860 移模行程Toggle Stroke mm 310 拉杆内距Space Betwee n Tie Bars mm 360x360 最大模厚Max.Mold Height mm 360 最小模厚Mi n. Mold Height mm 150 顶出行程Ejector Stroke mm 100 顶出力Ejector Tonn age KN 33 顶出杆根数Ejector Number P iece 5 其它OTHERS 最大油泵压力Max. Pump Pressure MPa 17.5 油泵马达Pump Motor Po wer kw 7.5 电热功率Heater Po wer kw 6.2 外形尺寸Machi ne Dime nsio n(LxWxH) m 4.5x1.25x1.9 重量Machi ne Weight t 3.45 料斗容积Hopper Cap acity kg 25 油箱容积Oil Tank Cap acity L 230
如何选择注塑机的吨位 锁模力以锁紧模具的最大值表示。射出于成形空间内(cavity)的材料压作用于打开模具的方向,故须在锁模力以下,通常材料压须为锁模力的80%以下。材料压是成形空间单位面积的平行压力兴成形空间投影面积之积。成形空间单位面积的平均压力因射出机构而异,柱塞式约400-500㎏/㎝,螺杆式约250-350㎏/㎝。 1)经验公式: 锁模力=成形空间单位面积的平均压力×成形空间投影面积×系数=330kg/cm×成品长×成品宽×1.5 注:1. 成品长、宽单位为cm; 2. 计算出来的锁模力的单位为kg,除以1000就为注射机的吨位(T); 3. 成品的投影面积为成形空间的投影面积,如箱体类的成品,要将成品的四侧面展开后,再去量其长与宽。 (2)计算好所需的注射机吨位后,再根据此计算结果去选择注射机(所选择的注射机吨位必须要大于此计算结果)。但要注意所选择的注射机的哥林距离与最大最小模厚,模具的高度必须在所选择的注射机最大最小模厚之间。 告诉你准确的计算方法: 克数=(螺杆的直径/2)2 * π * 螺杆的最大后退距离* 0.85 * 塑料材料的密度 与吨位大体上是正向关系,但联系并不密切,因为小吨位的机器也可以装稍大一号的螺杆,或者为了提高注塑速度、压力换装小一号的螺杆。 大致上: 100T -- 150克 200T -- 500克 300T -- 800克 500T -- 2000克 700T -- 3200克 仅供参考 50T 0.29元/M、80T 0.48元/M、100T 0.57元/M、120T 0.6元/M、150T 0.62元/M、200T 0.75元/M、250T 0.89元/M、350T 0.9元/M、400-500T 1.52元/M 海天/80T ¥0.48 海天/110T ¥0.57 海天/150T ¥0.62 海天/200T ¥0.75 海天/250T ¥0.89 大概就这样
注塑机规格选择标准 IMB standardization office【IMB 5AB- IMBK 08- IMB 2C】
注塑机规格选择标准 怎样对注塑模具选择合适的注塑机,机型的选择标准规则如下: 一.根据模具所需锁模力来选择机型规格: 1.按“最佳锁模力参数计算”方法计算模具所需锁模力; 2.计算的锁模力为选择机型的下限值,选择机型应有一个相对范围; 3.机型吨位的相对幅度范围为: 以上机型范围为宝源机选择方案,例如:计算锁模力为115T,选择机型为125—180T注塑机为合格。进口机可在宝源机基础上降低15%吨数。 二.根据注塑机大小来选择机型规格: 机型选择原则为: 1.模具的宽和高与注塑机哥林柱之间的宽和高相适应; 2.模具的厚度应在注塑机的最大和最小容模量之间; 3.塑件取出宽度与注塑机开模行程相适应。 三.根据注塑机的射胶量来选择机型规格: 模具啤塑时的每啤重量(包括水口重量)×(1+25%)所得的值与注塑的最大射胶量比较,计算出的每啤重量应不大于注塑机的最大射胶量。注塑机机型选择应根据以上三种条件来决定最佳机型。即最合适的机型应满足以上三个条件,举例说明如下:
B118毛刷体:材料:PP+30%GF,壁厚为3mm,单位压力取4T/in2,每啤重量501g 制品投影面积:" ×" ×2 = 44.03 in2 需锁模力 = 44.03 in2×4T/in2= 176T 水口投影面积:" ×" = 4.34 in2 需锁模力 = 4.34 in2×4T/in2= 17T 所需锁模力 = 176T+17T = 193T 根据所需锁模力选择机型为200—300T机。 每啤重量计算值 = 501×(1+25%)= 626g 根据每啤重量计算选择机型最小为250T机,(200T机最大射胶量489g,达不到制品要求) 根据模具外形尺寸(400×600×491)选择机型为200—300T机。 综合以上三条,200T机虽然锁模力和机型大小都符合要求,但射胶量达不到制品重量要求,对模具啤塑有影响,故应选择机型规格为250—300T机。 最佳锁模力参数计算 计算合适的锁模力按以下方式确定: 一.一般塑材料锁模力的确定: 1.一般塑胶 ABS——丙烯睛—丁二烯—苯乙烯共聚物 HIPS——高冲击强度聚苯乙烯(不碎胶) GPPS——通用聚苯乙烯(硬胶) PMMA——聚四甲基丙烯酸甲酯(亚加力或有机玻璃)
注塑机规格选择标准 怎样对注塑模具选择合适的注塑机,机型的选择标准规则如下: 一. 根据模具所需锁模力来选择机型规格: 1.按“最佳锁模力参数计算”方法计算模具所需锁模力; 2.计算的锁模力为选择机型的下限值,选择机型应有一个相对范围; 3.机型吨位的相对幅度范围为: 以上机型范围为宝源机选择方案,例如:计算锁模力为115T,选择机型为125—180T注塑机为合格。进口机可在宝源机基础上降低15%吨数。 二. 根据注塑机大小来选择机型规格: 机型选择原则为: 1.模具的宽和高与注塑机哥林柱之间的宽和高相适应; 2.模具的厚度应在注塑机的最大和最小容模量之间; 3.塑件取出宽度与注塑机开模行程相适应。 三. 根据注塑机的射胶量来选择机型规格: 模具啤塑时的每啤重量(包括水口重量)×(1+25%)所得的值与注塑的最大射胶量比较,计算出的每啤重量应不大于注塑机的最大射胶量。注塑机机型选择应根据以上三种条件来决定最佳机型。即最合适的机型应满足以上三个条件,举例说明如下: B118毛刷体:材料:PP+30%GF,壁厚为3mm,单位压力取4T/in2,每啤重量501g 制品投影面积:12.8" ×1.72" ×2 = 44.03 in2 需锁模力 = 44.03 in2×4T/in2= 176T 水口投影面积:12.12" ×0.36" = 4.34 in2 需锁模力 = 4.34 in2×4T/in2= 17T 所需锁模力 = 176T+17T = 193T 根据所需锁模力选择机型为200—300T机。 每啤重量计算值 = 501×(1+25%)= 626g 根据每啤重量计算选择机型最小为250T机,(200T机最大射胶量489g,达不到制品要求) 根据模具外形尺寸(400×600×491)选择机型为200—300T机。 综合以上三条,200T机虽然锁模力和机型大小都符合要求,但射胶量达不到制品重量要求,对模具啤塑有影响,故应选择机型规格为250—300T机。
注塑机规格选择标准-CAL-FENGHAI-(2020YEAR-YICAI)_JINGBIAN
注塑机规格选择标准 怎样对注塑模具选择合适的注塑机,机型的选择标准规则如下: 一.根据模具所需锁模力来选择机型规格: 1.按“最佳锁模力参数计算”方法计算模具所需锁模力; 2.计算的锁模力为选择机型的下限值,选择机型应有一个相对范围; 3.机型吨位的相对幅度范围为: 125—180T注塑机为合格。进口机可在宝源机基础上降低15%吨数。 二.根据注塑机大小来选择机型规格: 机型选择原则为: 1.模具的宽和高与注塑机哥林柱之间的宽和高相适应; 2.模具的厚度应在注塑机的最大和最小容模量之间; 3.塑件取出宽度与注塑机开模行程相适应。 三.根据注塑机的射胶量来选择机型规格: 模具啤塑时的每啤重量(包括水口重量)×(1+25%)所得的值与注塑的最大射胶量比较,计算出的每啤重量应不大于注塑机的最大射胶量。注塑机机型选择应根据以上三种条件来决定最佳机型。即最合适的机型应满足以上三个条件,举例说明如下: B118毛刷体:材料:PP+30%GF,壁厚为3mm,单位压力取4T/in2,每啤重量501g 制品投影面积:" ×" ×2 = 44.03 in2 需锁模力 = 44.03 in2×4T/in2= 176T 水口投影面积:" ×" = 4.34 in2 需锁模力 = 4.34 in2×4T/in2= 17T 所需锁模力 = 176T+17T = 193T 根据所需锁模力选择机型为200—300T机。 每啤重量计算值 = 501×(1+25%)= 626g 根据每啤重量计算选择机型最小为250T机,(200T机最大射胶量489g,达不到制品要求)根据模具外形尺寸(400×600×491)选择机型为200—300T机。 综合以上三条,200T机虽然锁模力和机型大小都符合要求,但射胶量达不到制品重量要求,对模具啤塑有影响,故应选择机型规格为250—300T机。
安徽永安电子海天注塑机规格 一海天天隆系列MA900B/260技术参数 序号 项目 单位 技术参数 1 注塑容量 cm3153 2 注射速率 g/s 98 3 注射压力 Mpa 173 4 塑化能力(PS) g/s 11.3 5 锁模力 KN 900 6 开模行程 mm 320 7 容模量(Min~Max) mm 150~380 8 哥林柱内距 mm 360×360 9 模板尺寸(水平×垂直) mm 540×540 10 模具定位孔直径 mm 125 11 顶出行程 mm 100 12 顶出力 KN 33 13 顶出杆跟数 根 5 14 抽芯装置 组 2 动模侧定模侧
二海天天隆系列MA1600B/540技术参数 序号 项目 单位 技术参数 1 注塑容量 cm3320 2 注射速率 g/s 148 3 注射压力 Mpa 169 4 塑化能力(PS) g/s 18 5 锁模力 KN 1600 6 开模行程 mm 430 7 容模量(Min~Max) mm 180~520 8 哥林柱内距 mm 470×470 9 模板尺寸(水平×垂直) mm 705×705 10 模具定位孔直径 mm 125 11 顶出行程 mm 140 12 顶出力 KN 33 13 顶出杆跟数 根 5 14 抽芯装置 组 2 动模侧 定模侧
三海天天隆系列MA2500B/1000技术参数 序号 项目 单位 技术参数 1 注塑容量 cm3570 2 注射速率 g/s 200 3 注射压力 Mpa 178 4 塑化能力(PS) g/s 26.6 5 锁模力 KN 2500 6 开模行程 mm 540 7 容模量(Min~Max) mm 220~580 8 哥林柱内距 mm 580×580 9 模板尺寸(水平×垂直) mm 860×860 10 模具定位孔直径 mm 160 11 顶出行程 mm 150 12 顶出力 KN 62 13 顶出杆跟数 根 9 14 抽芯装置 组 2 动模侧定模侧
品牌型号 海天天翔 项目参数 注射装置SA1600/600u SA2000/770u SA2500/1000u 螺杆直径mm 45 50 55 螺杆长径比L/D 20 20 20 理论注射容量 cm 320 412 570 注射重量g 291 375 519 注射速率g/s 171 235 248 塑化能力g/s 20 24 29.6 注射压力Mpa 188 187 178 螺杆转速rpm 0-255 0-255 0-225 合模装置锁模力KN 移模行程 mm 拉杆内间距 mm 最大模厚mm 最小模厚mm 顶出行程mm 顶出力KN 顶出杆根数PC 其他 1600 2000 2500 430 490 540 470×470 530×530 580×580 520 550 580 180 200 220 140 140 150 33 62 62 5 9 9 最大油泵压力Mpa 油泵马达Kw 电热功率Kw 外型尺寸m 机器重量t 料斗容积kg 油箱容积L 射胶量oz 熔胶率kg/hr 射台拉力Ton 射胶行程mm 射台行程mm 模板最大间距mm 锁模行程mm 容模量mm 最大模具尺寸mm 最小模具尺寸mm 顶针力Ton 马达最大电流 A 系统压力Mpa 加热区unit 净重ton 温度控制区unit 循环时间s 油缸容量liter 机身尺寸(长×宽×高)模具定位圈直径 mm 喷嘴圆球半径 mm 料斗容积L 螺杆行程 mm 理论 注射速度 mm 理论 射嘴接触力 KN 射移行程mm 16 16 16 22 30 30 9.75 14.25 16.65 5.15 ×1.35 ×1.96 5.45 ×1.58 ×2.04 6.09 ×1.67 ×2.09 5.3 6.9 8.3 25 50 50 350 420 555 5.3 6.98.3 25 50 50 171 235 248 430 490 540
发布时间:共阅次 机锁模力以锁紧模具地最大值表示.射出于成形空间内()地材料压作用于打开模具地方向,故须在锁模力以下,通常材料压须为锁模力地%以下.材料压是成形空间单位面积地平行压力形成成形空间投影面积之积.成形空间地单位面积地平均压力因射出机构而异,柱塞式约-㎏/㎝,螺杆式约-㎏/㎝. ()经验公式: 注塑机锁模力成形空间单位面积地平均压力×成形空间投影面积×系数×成品长×成品宽×注:. 成品长、宽单位为;算出来地锁模力地单位为,除以就为注射机地吨位();成形空间地投影面积为成品地投影面积,如箱体类地成品,要将成品地四侧面展开后,再去量其长与宽. ()计算好所需地机吨位后,再根据此计算结果去选择注射机(所选择地注射机吨位必须要大于此计算结果).但是要注意所选择地注射机地哥林距离与最大最小模厚,模具地最大长宽尺寸必须小于所选择地注射机地哥林距离,模具地高度必须在所选择地注射机最大最小模厚之间.个人收集整理勿做商业用途 根据产品地重量或注塑量选择不同地吨位,如、、、、、、、、、,目前国内最大吨位有地,吨位越大,注塑机地螺杆直径也就越大……个人收集整理勿做商业用途 怎么样选择加工塑料零件地注塑机地吨位 一般而言,从事注塑行业多年地客户多半有能力自行判断并选择合适地注塑机来生产.但是在某些状况下,客户可能需要厂商地协助才能决定采用哪一个规格地注塑机,甚至客户可能只有产品地样品或构想,然后询问厂商地机器是否能生产,或是哪一种机型比较适合.此外,某些特殊产品可能需要搭配特殊装置如蓄压器、闭回路、射出压缩等,才能更有效率地生产.由此可见,如何决定合适地注塑机来生产,是一个极为重要地问题.以下资讯提供给读者参考. 通常影响射出机选择地重要因素包括模具、产品、塑料、成型要求等,因此,在进行选择前必须先收集或具备下列资讯: 模具尺寸(宽度、高度、厚度)、重量、特殊设计等; 使用塑料地种类及数量(单一原料或多种塑料); 注塑成品地外观尺寸(长、宽、高、厚度)、重量等; 成型要求,如品质条件、生产速度等. 在获得以上资讯后,即可按照下列步骤来选择合适地射出机: 、选对型: 由产品及塑料决定机种及系列. 由于射出机有非常多地种类,因此一开始要先正确判断此产品应由哪一种注塑机,或是哪一个系列来生产,例如是一般热塑性塑胶或电木原料或原料等,是单色、双色、多色、夹