
目录
中文摘要 (1)
英文摘要 (2)
1绪论 (3)
1.1铜基复合材料分类 (3)
1.2铜基复合材料的制备方法 (6)
1.3机械合金化的发展及应用 (9)
1.4Cu-Cr合金制备方法 (12)
2实验方案 (17)
2.1Cu-5wt%Cr复合粉末的制备方法 (18)
2.2Cu-5wt%Cr复合粉末性能表征 (20)
3实验结果影响因素分析及制粉工艺确定 (20)
3.1球磨机转速对Cu-5wt%Cr合金化程度的影响 (20)
3.2球磨时间对Cu-5wt%Cr合金化程度的影响 (21)
3.3球磨介质的影响 (22)
3.4球料比对Cu-5wt%Cr合金化程度的影响 (23)
3.5球磨气氛的影响 (24)
3.6工艺控制剂的影响 (24)
3.7球磨温度的影响 (25)
4机械合金化Cu-5wt%Cr复合粉末的微观形貌 (25)
结论 (29)
谢辞 (30)
[参考文献] (31)
机械合金化Cu-5wt%Cr合金粉末的制备工艺研
究
摘要:Cu和Cr形成的铜合金是一类很有应用潜力的功能材料,在铜基体中加入Cr元素或Zr元素可以起到很好的增强作用。但是Cu-Cr合金系由于具有
相当大的正混合热,即使是在液相时也难以互溶且不能形成任何中间相,
加上Cu、Cr间熔点的较大差距(Cu为1357K,Cr为2130K),以及Cr在
高温下易与炉材反应等多种因素,使得Cu-Cr合金难以用常规的熔炼方法
制备,最终产物的性能也难以得到保证。机械合金化工艺是一种非平衡材
料制备技术,在超细粉制备、介稳相新材料合成等方面具有独特的优越性。
在一定的机械合金化工艺参数下,可获得常规手段下难以得到的成分均匀
的微细合金粉末产物。机械合金化的这一特点,为制备难互溶合金体系的
均匀化合金以及过饱和固溶体提供了一个简便易行的制备手段。本实验在
室温条件下采用机械合金化工艺制备Cu-5wt%Cr复合粉末,通过X射线衍
射分析物相、扫描电镜(SEM)和透射电镜(TEM)分析粉末微观形貌及结构
等,探讨了对Cu-5wt%Cr机械合金化的制备工艺。
关键词:机械合金化Cu-Cr合金粉末球磨
Study on the manufacturing process of Cu-5wt%Cr alloying powder made by mechanical alloying process
Abstract:The formation of Cu and Cr-Cu alloy is a kind of useful potential applications of functional materials in the copper-based body by adding Cr or Zr element
elements can enhance the role played well.However,Cu-Cr alloy system
because of its considerable heat is mixed,even in the immiscible liquid when
it is difficult and can not form any intermediate phase,with Cu,Cr larger gap
between the melting point(Cu for1357K,Cr for the2130K),and Cr at a high
temperature furnace easily with a variety of factors such as material response,
the Cu-Cr alloy smelting difficult with conventional methods of preparation,
the performance of the final product can not be guaranteed.Mechanical
alloying process is a non-equilibrium materials technology,ultra-fine powder
in the preparation,metastable phase synthesis,such as new materials with
unique advantages.A certain mechanical alloying process parameters,the
conventional means available under difficult to obtain uniform composition
of the product of fine alloy powder.Mechanical Alloying of the
characteristics for the production of hard alloy immiscible alloy system as
well as the homogenization of the supersaturated solid solution provides a
simple means of preparation.This experiment at room temperature using
mechanical alloying process of preparation of Cu-5wt%Cr composite
powders by X-ray diffraction phase analysis,scanning electron microscopy
(SEM)and transmission electron microscopy(TEM)analysis of powder
morphology and structure Discussion of the Cu-5wt%Cr Preparation of
mechanical alloying process
Keywords:Mechanical alloying;Cu-Cr alloy powder;Ball Milling
1绪论
随着电子器件的集成化和封装化,要求配套的材料不仅具有良好的导电性、导热性、弹性和韧性,而且还应具有较高的耐磨性和抗拉强度,较低的热膨胀系数,良好的成型、电镀及封装性能。铜及铜合金是传统的高导电、高导热材料,在电器、仪表和军工等工业部门有着许多重要的用途。随着航天和电子等工业的迅猛发展,对材料的综合性能提出了更高的要求,例如大规模的集成电路引线框架材料需要抗拉强度≥600MPa,电导率≥5.2S/m,抗高温软化温度≥800K。传统的铜及铜合金材料由于强度和耐热性不足,其应用受到很大的限制。而提高铜合金的强度在很大程度上是以牺牲电导率和热导率为代价的。因此,为解决这一矛盾,铜基复合材料(Cu/X)应运而生[1]。
高强高导铜合金是一类具有优良的综合物理性能和力学性能的功能材料,可以应用于集成电路的引线框架、各类点焊、滚焊机的电极、触头材料、电枢、电动工具的换相器、大型高速涡轮发电机的转子导线、高速电气机车的架空导线、大力推力火箭发动机内衬、电厂锅炉内喷射式点火喷孔、气割机喷嘴等。
国外60年代起就进行了系统研究,开发了一系列产品。目前,美、日等发达国家已垄断了大部分国际市场,并大量向发展中国家倾销。近一、二十年来,我国铜加工工业技术进步偏重于仿制和引进。在国际知识产权保护的压力下,我国高性能铜合金技术市场发展越来越艰难,因此,结合我国资源的特点,逐步建立我国高性能铜合金体系、研究性能优异、有我们自己知识产权的高性能铜合金,具有战略意义和现实意义[2]。
1.1铜基复合材料分类
1.1.1高性能显微复合铜合金
高性能显微复合铜合金材料是在本世纪70年代研究超导材料时发现的。1978年美国Havrard大学Bavk等人最早提出高性能Cu-X合金的概念,Cu-X是二元合金,包括难熔金属W,Mo,Nb,Ta和,Cr,Fe,V等元素,Cu-X二元合金经锻造、拉拔或轧
后,X金属沿变形方向以丝状或带状分布,形成显微复合材料,此二元合金的特点是超高强度(最高抗拉强度可达2000MPa以上),电导率可达82%IACS,良好的耐热性及显微复合组织和晶粒择优取向。此铜合金除了可以作点焊电极外,还可作推进器和热交换器,与传统铜台金材料相比,它含有的合金元素总量多,但合金元素的种类少[3]。
1.1.2颗粒增强铜基复合材料
有研究表明:采用颗粒增强技术——即在软韧的Cu基体中形成弥散分布的硬质点来提高材料的强度、耐磨性,既改善基体的室温和高温性能,又不明显降低铜基体的导电性,能达到导电和强度、耐磨性能综合提高的效果[4]。
1.1.
2.1Cu/Al
2O
3
复合材料:Cu/Al
2
O
3
复合材料是目前被研究得最充分的弥散强
化铜基复合材料,该材料不仅强度高,导电性及导热性与纯Cu相近,而且还有良好的抗电弧侵蚀和抗磨损能力及较高的强度,是一种具有广泛应用前景的新型材料。
1.1.
2.2Cu/WC复合材料:WC具有高强度、高硬度、高熔点、高模量的优良性能,将WC颗粒加入到塑性良好和电导率高的铜基体中,这些颗粒既不固溶于铜也不与铜合金化而得到Cu/WC复合材料。该复合材料具有高强度、高硬度、高导电性和优异的热稳定性,在电阻焊电极IC引线框架等方面有着广阔的应用前景。Cu/WC复合材料的制备方法主要有常规粉末冶金固相烧结和高能球磨机械合金化。有实验结果[5]表明,WC的含量多少对金属组织与性能的影响比较明显,随着WC的增加,合金的硬度增高,电导率降低。当WC的体积分数低于1%时,电导率接近纯铜,但硬度较低,当WC的体积分数达到4%以上时,硬度变化不大,电导率下降明显。所以,Cu/WC复合材中WC 的成分应控制在体积分数1%~4%范同内。
1.1.
2.3Cu/TiB
2复合材料:TiB
2
颗粒具有刚度、硬度较高,耐磨性好,热膨胀
系数较低,导电、导热性好等特性,因而其强化效果显著,同其它陶瓷增强材料相
比,它使金属的电导率、热导率下降量较小。为此,以TiB
2
为增强相对Cu进行弥散
强化所得到的Cu/TiB
2
复合材料,为批量生产高强、高导铜基复合材料提供了新的途径。
1.1.
2.4Cu/Ti
3SiC
2
复合材料:Ti
3
SiC
2
材料是结构、导电和自润滑多功能合一的
新型材料体系。其固有的类似金属材料的导电、导热和易加工等特性和类似陶瓷材料的轻质、抗氧化、耐高温等特性。是通过晶体的结构设计或者说晶内复合得到的,不存在宏观复合的热失配、弹性失配和电阻失配问题。所以具有好的化学稳定性和
物理行为协调性。Ti
3SiC
2
的常温电导率是9.6x10-6s/m,这比石墨大了近2个数量级。
在25℃~1000℃的温度范围内,Ti
3SiC
2
的热膨胀系数是(1O~11)×10-6℃-1。已报道
的Ti
3SiC
2
的抗压强度、杨氏模量以及硬度分别是900MPa,326GPa,4GPa。更为重要
的是,Ti
3SiC
2
在1300℃时具有很好的抗氧化能力,远高于石墨,另外,其摩擦系数
也很低,一般认为Ti
3SiC
2
材料的摩擦系数在(2~5)xl0-3,多晶Ti
3
SiC
2
材料的摩擦系
数更低,可达0.12xlO-3,另外,随着正压力的增大,Ti
3SiC
2
材料(包括含部分TiC的
Ti
3SiC
2
材料)的摩擦系数有降低的趋势。因此,Ti
3
SiC
2
对于Cu来说是一种很好的弥散
强化相,可以在对其导电性影响不大的情况下提高其硬度和其它力学性能[6]。
1.1.3纤维增强铜基复合材料
1.1.3.1碳纤维铜基复合材料:碳纤维铜基复合材料由于综合了铜的良好导电、导热性及碳纤维的高比强度、比模量、低热膨胀系数及良好的润滑性,具备了较高的强度、良好的传导性、减磨耐磨性、耐蚀性、耐电弧烧蚀性和抗熔焊性等一系列优点,已被广泛应用于电子元件材料、滑动材料、触头材料,集成电路散热板及耐磨器件等领域。而且这类材料的性能可设计性好,可以通过控制碳纤维的种类、含量及分布来获得不同的性能指标,是一类很有发展前途的新型功能材料。
1.1.3.2电镀铜:电镀铜不但能改善碳纤维与铜液之间的润湿性,而且设备简单,易操作,是一种很有希望的改善纤维表面特性的方法。文献[7]中在碳纤维表面连续电镀铜,并对纤维与铜的相容性做了研究,认为电镀层与碳纤维有良好的相容性,比较适合做复合前的预处理镀层。而且进行厚镀层的涂覆,可以直接提供基体。文献[8]着重就提高碳纤维与铜基体的结合力及均匀镀铜作了研究,发现对碳纤维先进行化学镀再电镀,既可提高碳纤维与铜镀层的结合力,又可获得较厚的镀层。
1.1.3.3化学气相沉积镀铜:对碳纤维表面进行B-Ti化学气相沉积处理后,再镀铜,得到了碳铜复合丝也可以促使铜基体与碳纤维的润湿[9]。
1.1.3.4SiC纤维增强铜基复合材料:美国在近十多年的海军舰船武器中心计划中,已开始研制SiC纤维增强铜的复合材料,目前已在纤维体积百分数为20%~33%的范围内达到按混合物规则预估的强度的85%。Brendel和Popescu等人研究认为,SiC 纤维增强铜基复合材料在未来的核聚变反应堆中将被作为热转移器的首选材料,因为该材料同时具有高的热传导率和足够的机械强度,能使工作温度在中子辐射下高达550℃,从而大大提高核反应堆的效率。然而,SiC纤维和基体铜之间互不润湿,仅仅为较弱的机械结合,导致纤维/基体界面结合强度很低,复合材料力学性能很差。
因此,提高界面结合强度是制备SiC
f
/Cu复合材料的关键。改善金属基复合材料界面润湿性的思路通常有两种,即在基体中加入合金元素或对纤维进行表面处理[10]。基体合金化不但影响基体的高热导率和高传导性,而且可能会导致与纤维的强烈的界面反应,造成纤维损伤,因此通常采用后一种方法。已有研究表明,使用Ti作为界面改性层能显著提高SiC纤维与基体Cu之间的界面结合强度,从而提高复合材料的力学性能。
1.2铜基复合材料的制备方法
1.2.1内氧化法
内氧化法目前主要用于制备Cu/Al
2O
3
复合材料。其工艺过程为:①将铜铝固溶合
金熔体用氮气之类的高压气体雾化,制得粉末;②将得到的粉末与氧化剂(细小的氧化铜粉末)混合;③将混合粉加热到高温,使氧化铜分解,同时生成的氧扩散到铜铝
固溶合金的颗粒中,与铝反应生成Al
2O
3
(铝比铜更易生成氧化物);④待铝完全被氧
化后,在氢或分解氨气氛中将粉末加热,以还原粉末中过量的氧,最终制备出Cu/Al
2O 3
复合材料。该工艺的缺点主要是反应过程中所需要的氧含量难以控制,而且生产成本昂贵[11]。
1.2.2机械合金化法
机械合金化(MA)是将不同的金属粉末和硬质粒子在高能球磨机中长时间研磨,使金属原料达到原子级水平的紧密结合,同时将硬质粒子均匀地嵌入金属颗粒中。这种方法最初由Benjamin等[12]在解决润湿性问题时提出,已在许多材料(如金属间化合物、非晶、准晶材料、纳米材料等)的制备中得到应用。娄燕等[13]将0.5μm的SiC 粉末和61.0μm的电解铜粉混合,在高能球磨机中按转速400r/min,球料比5:1,球磨时间为9h混合均匀,并将得到的Cu/SiC复合粉末,以压制→烧结→热轧→冷轧退火的工艺流程制备出了Cu/SiC复合材料。机械合金化法与其它原位合成方法相比,既避开了复杂的凝固过程,又能使基体相的晶粒超细化。用机械合金化法合成超微细难熔金属化合物(如NbC,TiC,MoC,NbB,TiB,ZrN),可使难熔金属化合物颗粒细化到纳米级。在高温条件下,这种超细的增强体颗粒可有效抑制基体相的再结晶与晶粒长大。此外,粉末系统的储能很高,有利于降低其成型致密化温度。机械合金化法制备铜基复合材料具有工艺简单、成本相对较低的特点。缺点是能耗大,材
料在制备过程中容易混入杂质。
1.2.3溶胶-凝胶法
溶胶-凝胶法也常用来制备铜基复合材料。以Cu/Al
2O
3
复合粉末的制备来加以说
明。在适量的Al(NO
3)
3
·9H
2
O中加入蒸馏水,制得硝酸铝水溶液,将氨水逐滴滴入快
速搅拌的硝酸铝水溶液中,直至pH为9,其化学反应如下:
Al(NO
3)
3
+3NH
4
OH=Al(OH)
3
+3NH
4
NO
3
为了防止胶体颗粒的聚集,加入适当的胶体分散剂聚乙醇,得到乳白色的Al(OH)
3
溶胶,再将铜粉缓慢加入溶胶,搅拌,静置,过滤,得到铜与Al(OH)
3
溶胶的混合物,
将该混合物放入球磨机中进行湿粉球磨4~5h,然后在室温下干燥即可得到Cu/Al
2O 3
复合材料[14]。
用溶胶-凝胶法制备超细氧化铝强化的铜基复合材料,其工艺过程容易控制,成本也比较低。
1.2.4液相反应原位生成法
液相反应原位生成工艺是美国麻省理工学院的制造与生产力实验室研究人员发明的一种金属基复合材料(MMC)的制备方法。其过程是将2种或2种以上的金属液流以涡流状相对喷射,产生化学反应后形成弥散相,弥散相粒子一般在50nm左右。由于第二相增强相是在凝固的过程中原位形成的,避免了表面污染和氧化而且没有人工复合材料中存在的界面润湿及化学反应,这样提高了材料的完整性,发挥了铜基体导电和第二相增强相的强化作用。据报道[15],用液相反应原位生成法制备的
Cu/5%TiB
2
复合材料,抗拉强度可达到675MPa,电导率达到5S/m,是优良的电接触功能材料。液相反应原位生成法可方便地通过控制过程的工艺参数和反应元素的加入量来调节基体组织中的颗粒含量、尺寸和分布,且易于同连续铸造等技术相结合,成型方便,成本相对低廉。
1.2.5固相反应生成法
固相反应生成法即自蔓延高温合成法(SHS),其反应有2种基本模式:①从局部引燃粉体,反应以燃烧波方式传播的自蔓延模式;②迅速加热粉体直接合成,反应在整个粉末体内部同时发生的整体反应模式。刘利等[16]将Ti和B按照化学计量比1:2配料,然后加入不同含量的铜,混合压制成圆柱状素坯,密实度约60%,将试样置于0.5MPa,充Ar气的自蔓延反应腔内,用钨丝圈对一端点火(温度1500~3000℃,连续可调),
使之发生自蔓延高温合成反应,制备出Cu/TiB
2
复合材料。
固相反应生成法的优点在于过程简单,产品纯度高,容易获得复杂相或亚稳定
相,应用范围广,缺点是产品的致密度低,不能严格控制反应过程和产品的性能。
1.2.6真空混合铸造法
真空混合铸造法是由日本的Kiyoshi Ichikawa等在传统搅拌法的基础上发展而来的一种制备金属复合材料的方法。该法着重研究往Cu中加入碳化物颗粒以取代电阻率较高的氧化物颗粒。真空混合铸造法是将尺寸为0.68~2μm的WC、TaC、TiC、VC、NbC等金属陶瓷颗粒用机械搅拌的方法,在真空下与99.99%的纯铜液混合,使碳化物颗粒分散均匀并打碎铜凝固时出现的树枝晶。用这种方法制备的复合材料,碳化物颗粒在整个铸锭中从上至下分散均匀,但有局部偏聚成团现象。用该法制备的碳化物颗粒弥散强化铜比氧化物弥散强化铜具有较高的电导率和延伸率,但是硬度、抗拉强度相对较低,这可能与两类复合材料的状态不同有关,前者是铸态,而氧化物弥散强化铜的状态一般是粉末冶金态,因此造成后者的硬度和抗拉强度明显高于前者[17]。
1.2.7包裹技术
该法从优化增强相工艺入手,在制粉阶段采用包覆的方法制备用铜粉包裹增强相的复合粉体。此法可以改善增强相的分散性,还可抑制增强相颗粒的聚集长大,提高增强相与铜的均匀混合程度,改善其界面结合性质[18],包覆型粉体中的不同相可以达到颗粒间的混合。包覆混合法制得的金属基复合材料与直接混合法制得的材料相比具有较高的硬度、抗磨耗能力及抗划伤能力;热导率明显高于后者,且电阻率稍低于后者。Cu包覆增强相粉体的制备方法有3种:①非均相成核生长,即控制铜的析出以增强相为成核基体进行生长,从而实现包覆增强相颗粒的目的。如王海龙等用Zn粉与CuSO
4
溶液发生置换反应制备出Cu包裹SiC复合颗粒。张锐等用岐化反应原理制备出Cu包裹SiC复合颗粒,使两相在纳米尺度内保持理想的均匀分布状态。比较这两种方法,置换反应法工艺简单、反应速度快,但铜易团聚偏析;岐化反应工艺较为复杂,但由于铜缓慢析出包覆效果较好[19]。②湿法化学沉积法,即将增强相颗粒活化后置于化学镀铜液中,利用自催化氧化还原反应在增强相表面沉积铜。此法工艺简单,无需昂贵设备及高温高压装置,成本低廉,适合于多种颗粒表面改性。
目前利用该法己制备出金属铜沉积于纳米TiO
2
粉体表面的复合粉体材料[20]。③化学镀
铜法。目前的研究主要在纳米Al
2O
3
粉末表面采用低温超声波化学镀铜方法,获得了
纳米Cu-Al
2O
3
复合粉末,超声波的引入可使化学镀铜在低温下保持镀液的稳定性,同
时可对纳米粉末进行有效的分散;在化学镀铜前,要进行粗化、活化和敏化处理,在陶瓷粉末表面获得具有催化的活性中心,使随后的镀覆反应能在表面进行。通过改变低温超声波化学镀铜时的镀液组成和装载量,可以一次镀覆得到铜含量为5%~
90%的Cu-Al
2O
3
复合粉末。
1.3机械合金化的发展及应用
机械合金化(MA)是一种高能球磨技术。用这种方法制造具有可控细微组织的复合金属粉末。它是在高能球磨的条件下,利用金属粉末混合物的反复变形、断裂、焊合,原子间相互扩散或发生固态反应形成合金粉末。机械合金化材料制备技术,打破了熔铸和粉末烧结工艺制备合金的传统方法。传统方法的缺点在于合金制备过程中,各组元不能任意选择,必须受到各组元之间能否互溶和能否形成化合物等条件的限制。而MA属强制反应[21],从外界加入高能量的应变、缺陷以及纳米级的微结构,使得合金过程的热力学和动力学不同于普通的固态反应,可以合成常规法难以合成的新合金,许多固态下溶解度较小,甚至在液态下几乎不互溶的体系,通过MA 法可形成固溶体。MA的发展历史,可追溯到60年代末,美国的Benjamin[21]首先用高能球磨制备出氧化物弥散强化合金,在以后的近3O年,MA有了长足的发展,作为制备新材料的一种重要方法,日益受到各国材料科学界的重视,我国自然科学学科发展战略——金属材料学科的调研报告中[22],将机械合金化技术作为新材料制备技术之一,特别是在非平衡材料制备方面,占有重要的地位。到目前为止,机械合金化已用于开发研制弥散强化材料、磁性材料、高温材料、超导材料、非晶、纳米晶等各种状态的非平衡材料、轻金属高比强材料、储氢材料、过饱和固溶体等。
1.3.1非晶态材料
1983年美国科学家C.C.Koch教授[23]选择了一种容易玻璃化的合金系
Ni-Nb(Ni6ONb40),以元素粉末来实施,得出如下结论:(1)随球磨时间的增加,XRD 衍射蜂宽化,最终形成典型的非晶衍射峰;(2)DSC测定Ni60Nb40出现晶化放热峰,且与快速凝固的Ni60Nb40非晶比较,晶化温度相同,可以说Koch是实现元素固态非晶化的第一位科学家。
自80年代初首次用MA技术获得非晶态合金以来,固态反应非平衡相变已成为材料科学的前沿课题。固态相变与元素的化学势、混合热、界面能、互扩散及界面反
应等多种因素有关。至今为止,对固相反应非平衡相变的机理仍缺乏深入的了解和认识,许多实验现象没有得到满意的解释。缺乏普适的反应判据,界面上亚稳相的形核长大及相选择规律等许多问题有待进一步研究。
1.3.2金属间化合物
McDermott等[24]报道了铜粉与锌粉混合经高能球磨合成了β黄铜后,人们相继合成了一系列铝化物、硅化物及碳化物。利用机械合金化技术制备金属间化合物具有如下优点:(1)可以避开复杂的凝固过程;(2)能形成纳米晶结构,从而提高了金属间化合物的韧性,改善了加工性能;(3)可以在金属基体中引入均匀弥散的球状金属间化合物。
1979年,Aoki和Irumi[23]在多晶Ni
3
AI中加入少量B质量分数为(5.0×10-4),塑性从零大幅提高至50%之后,在克服室温脆性,改善高温力学性能方面有了重大突破。
现在Ni
3AI已由美国发展成金属间化合物型的商用合金系列,Ni
3
AI已进入使用阶段。
1990年,Atzmon[24]发现金属间化合物Ni
3
AI的形成过程不是一个形核长大过程,而是由突然爆发的自蔓延反应瞬间形成的。新近发展起来的自蔓延高温合成技术,制备金属间化合物是具有产品纯度高,能量充分利用,过程较简单的一种新技术,机械合金化技术必要时结合热处理,可合成各种高熔点金属间化合物。人们在Mo-Si、Ti-B、Ti-C系中也发现了这一类反应。这类反应具有鲜明的特征:球磨初期,粉的粒度不断减少,晶粒逐渐细化至纳米级,随后逐步形成复合颗粒。这一阶段称为反应的“孕育期”,在此期间没有化合物的生成,但为反应创造了必要的条件。一旦条件成熟,局部区域的球-粉-球的碰撞产生的温升就会点燃反应,反应产生的热量又使临近的其它颗粒被点燃。由于热量的速度大大地高于向周围散发的速度,结果使球磨罐中的温度迅速升高,甚至导致粉末熔化,同时由于球的高速搅动,加速了反应的蔓延,因此使反应在极短的时间内完成。这一过程与自蔓延高温合成(SHS)十分相似。
机械合金化中的自蔓延反应具有如下特点:(1)在具有大的负混合热的系统中发生;(2)在出现最终产物前,球磨过程中没有任何中间产物形成;(3)反应前需要一个“孕育期”,为反应创造临界条件。在临界条件中,晶粒、点阵应变和颗粒、尺寸哪一个是主要的,抑或是三者联合的结果,尚不清楚。
1.3.3过饱和固溶体
平衡条件下固溶度很小或互不固溶的元素,通过机械合金化可以形成过饱和固
溶体,例如Fe-Cu系是具有很大的正混合热的不固溶体系,经高能球磨后,60at%的Fe固溶于f.c.c结构的Cu中。由于在互不相溶的体系中不存在热力学的负混合焓,因此要在球磨中合金化,必须引入足够的能量。研究表明,固溶度的扩展与下列因素相关:
(1)球磨初期形成了高密度的位错,位错的应力场提高了元素的自由能,这是合金化的主要驱动力之一。位错应力场作用于位错中心r处的溶质原子的力为:
σ=-Gb(1+υ)sinθ/3π(1-υ)r
式中:G为剪切模量;b为柏氏矢量;υ为泊松比;θ为滑移角。则溶质原子对基体化学位的改变为:
Δμ=-σVm
式中:Vm为溶质原子的摩尔体积,因此,化学位的改变导致固溶度扩展:
x/x
=exp(-Δμ/RT)=exp(-σVm/RT)
为平衡固溶度;R为气体常数;T为温度。经严重塑式中:x为已扩展的固溶度;x
性变形的金属中典型位错密度为1012cm-2,对于晶粒直径为10nm的固溶体,每个晶粒有一个位错。可计算出,在400K温度下,Cu在Fe中的固溶度扩展5.8倍。
(2)高能球磨形成的纳米晶具有高的晶界体积分数,晶界储存了大量的过剩热焓,这是一个不可忽视的合金化的驱动力。
(3)相界面的能量也起了重要作用,如球磨造成的Fe-Cu相界面能高达2×
10-4J/cm2[31]。
例如10nm大小的畴,对块状的材料的自由能的贡献可达到5kJ/g的数量级。在Fe-Cu和Zr-Al系中,这一界面自由能项可能是驱动合金化和使系统约束于单相亚稳态的重要因素。
(4)球磨中形成的精细的层状复合结构,在进一步球磨中会断裂成小碎片,它的尖端曲率半径很小(可小至1nm)。在这种情况下,尖端的表面张力驱动了碎片尖端上的溶质原子固溶[25]。
在机械合金化形成的过饱和固溶体中,溶质原子的固溶分为两类:一是溶质原子进入溶剂的晶格,导致点阵常数变化,这是传统意义上的固溶;二是纳米晶的溶剂提供了大量的晶界,相当部分的溶质原子偏聚在晶界,处于晶界的原子丧失了衍射特征,因此X射线与电子衍射谱均呈单相结构。在这种情况下,溶质与溶剂的原子并非均处于最邻近状态,因此是一种“亚互溶”。
1.3.4纳米晶材料
机械合金化制备纳米晶材料,具有设备简单,产率高,价格相对低廉的特点,而且适宜制备各种类型的纳米晶材料,如纯元素(AI、Ti、Si、C等)、金属间化合物、过饱和固溶体以及金属—陶瓷复合材料等。机械合金化形成纳米晶的途径有两类:一是粗晶的材料在高能球磨过程中经过激烈的变形,发生分解而获得纳米晶;二是非晶态合金在球磨过程中晶化形成纳米晶材料。日本Singu等人首先报告了MA制备
Al-Fe纳米材料之后,MA已成为制备纳米材料的一种重要工艺方法。研究指出,在单元系中,纳米晶仅仅是机械驱动下的结构演变,对b.c.c结构(Fe、Cr、Nb、W)和h.c.p 结构(Zr、Hf、Ru)容易形成纳米晶,而f.c.c(Cu、AL)则不易形成纳米晶,因为f.c.c 结构存在较多的滑移面,应力通过大量滑移带而释放,晶粒不易破碎细化。
粗晶经高能球磨分解成纳米晶的过程可简述如下:在高应变速率下,由位错的密集网络组成的切变带的形成是塑性变形的主要机制。在球磨初期,原子水平的应变因位错密度增大而增加,当局域内位错达到临界密度后,晶体分解为亚晶粒,这些亚晶粒最初被具有小于20度偏倾角的小角度晶界分隔开,导致应变下降和亚晶粒形成。进一步球磨,在材料的未应变部分的切变带中的亚晶粒进一步减小到最终尺寸,而且亚晶粒间的相对取向最终变成完全无规则的。当达到完全纳米晶结构时,位错运动所需的极高应力阻止了极小晶体的塑性变形。因此,进一步的形变只能通过晶界滑移来完成,这导致了亚晶粒的无规则转动,结果球磨获得的纳米晶相互间是无规则取向的。Eckert等指出,最终晶粒尺寸取决于位错堆积速度与回复速率的动态竞争。材料的熔点越高,则回复速率越低,晶粒尺寸的极限值就越小[26]。
1.4Cu-Cr合金制备方法
由Cu-Cr二元合金相图[27]可以得知Cr在Cu中的固溶度很低,800K以下几乎不溶,Cu在Cr中的固溶度更小,因此Cu-Cr合金结合了Cr的高硬度和Cu良好的导电导热性,在制备触头材料、电阻焊电极、连铸机结晶器内衬、集成电路引线框架、电动工具的转向器、电工开关、耐磨材料、大型高速涡轮发电机转子导线、电车及电力火车架空导线等方面得到广泛应用。由于Cu-Cr合金两相之间固溶度很小且两组元氧化物的热力学稳定性及生长速度差异极大,因此是人们研究二元合金高温腐蚀问题的一种模型合金。Cu-Cr合金之所以具有如此广泛的应用,主要与Cu和Cr这两种合金元素
的性质有很大的关系。由于Cu-Cr合金系具有很大的正混合热,即使是在液相时也难以互溶,Cu与Cr的不溶性,使其凝固时Cr相容易产生微观偏析和严重的宏观偏析。此外,由于Cr的熔点很高,在高温时易与坩埚材料发生剧烈反应,种种因素决定了Cu-Cr合金难于采用普通的熔炼法制备,最终产物的性能也难以得到保证。
1.4.1Cu-Cr合金传统制备技术
1.4.1.1熔渗法熔渗法是将适量的Cr粉或者混有少量Cu粉及其它添加组元的Cr粉压制,烧结制成熔渗骨架,然后在重力的作用下向骨架中熔渗Cu制成Cu-Cr合金。熔渗法制备的Cu-Cr合金触头材料工艺简单,机械强度较好,具有较好的耐电压强度和抗电蚀能力,但是仍存在许多缺陷,如由于Cu与Cr的热膨胀系数不同,当材料从熔渗温度下冷却时就会发生收缩孔洞;由于Cr的活性及强吸气性,使Cr粉表面难免存在难以还原的氧化膜,使浸润困难,易产生微孔、孔洞及氧化物残渣等;由于Cr 骨架崩塌造成封闭的孔洞和机械变形性能差等缺陷的存在降低了Cu-Cr合金触头材料的开断性能。
1.4.1.2混粉烧结法混粉烧结法是按一定比例将一定粒度的Cu粉与Cr粉在保护气氛下充分混合,压制成型,然后在保护气氛中热压烧结成形,制备成块体Cu-Cr 合金材料。混粉烧结法制备Cu-Cr合金具有工艺简单、显微组织均匀、无宏观封闭气孔、吸气性能好的特点,缺点是机械强度较低,难以保证达到致密化的要求。为了提高混粉烧结的致密化,常采用液相烧结或者在合金中添加促进浸润的烧结元素如Fe、Co、Li等。
Bakan等[28]通过加0.6%Li(原子分数)到Cu-Cr合金混合粉末中,其在1363K经过1h 烧结和时效处理以后,相对密度达到99%,电导率提高到45%IACS。
1.4.1.3真空电弧熔炼法真空电弧熔炼分为真空非自耗电弧熔炼和真空自耗熔炼两种,其原理都是利用电弧的高温作用熔炼Cu-Cr合金,区别在于非自耗电弧熔炼采用钨电极作为电极,而自耗电弧熔炼则采用预先制备好的Cu-Cr合金棒作为电极。由于该方法制造Cu-Cr合金是在真空条件下进行的,故大大减少了材料的含气量,提高了材料的纯度。然而真空非自耗电弧熔炼熔炼Cu-Cr合金随着Cr含量的增加,组织变得越来越不均匀。真空自耗熔炼法制造的Cu-Cr合金性能优异,具有机械强度好、Cr颗粒细小、各相分布均匀等优点,但是该工艺成本较高,设备投入大,生产周期延长,不适合大规模生产。
1.4.2Cu-Cr合金制备新技术
1.4.
2.1机械合金化法机械合金化法制备Cu-Cr合金是将按一定比例混合的Cu 粉和Cr粉在高能球磨机中长时间研磨,使金属粉末在频繁的碰撞过程中发生强烈的塑性形变、冷焊,这种复合粉末又因加工硬化而发生碎裂,碎裂后粉末露出的新鲜原子表面又极易发生焊合,如此不断重复的冷焊、碎裂、再焊合过程,使其组织结构不断细化,最终达到原子级混合,实现合金化的目的。机械球磨不仅可以克服Cu-Cr 合金难于熔炼以及Cr相分布不均的困难,而且可以获得所需的强化相形态(细小弥散
颗粒状或片状)。Liu等[29]对机械合金化的Cu
92Cr
8
合金粉末通过HREM观察,发现Cu与Cr
之间相互固溶度提高,从而使合金的强度提高。机械合金化制备的Cu-Cr合金由于粉末的致密性能差,球磨过程中容易带入杂质元素而降低了材料的性能,球磨过程中氧化问题难以解决以及产物难以控制和预测等均使其发展受到了阻碍。
1.4.
2.2真空感应熔炼法真空感应熔炼法是以Cu块和纯Cr块为原料,放入坩埚中抽高真空进行感应加热熔炼,待完全熔化并保温一段时间后,进行水冷快速凝固。由于熔炼和浇注过程都是在真空条件下进行的,故大大减少了材料的含气量,提高了合金的纯度,使操作过程简便,生产周期缩短,产量高,并且由于采用Cr块体代替合金粉作为原料,降低了合金成本,适合于触头材料的大规模生产。目前许多低于35%Cr(原子分数)的Cu-Cr合金大都采用真空感应熔炼法制备,然后再结合变形和时效处理来强化Cu-Cr合金。真空感应熔炼法制造的Cu-Cr合金机械强度好,Cr枝晶相对较细,Cu与Cr两相界面结合良好,材料的密度高,合金中Cr枝晶不利于耐电压强度的提高。此外,真空感应熔炼法铸造的Cu-Cr合金内部容易存在宏观气孔、夹渣和成分偏析等缺陷。
1.4.
2.3定向凝固法定向凝固法是指共晶或偏晶合金在凝固过程中采用强制手段,按要求的结晶取向进行凝固的技术。用定向凝固制备的Cu-Cr合金的主要优点在于Cr相是在凝固过程中以纤维析出,纤维分布均匀,Cu-Cr两相界面结合强度高,避免了大塑性变形对导电性能的不良影响和人工复合材料中常常存在的界面润湿、化学反应和相容性等不足,提高了材料的完整性。这种采用Cr纤维承担合金抗拉强度,Cu基体承担导电性的定向凝固法制备的Cu-Cr合金的导电率和强度都比较高。有研究认为Cu-1.2%Cr(原子分数)合金定向凝固的α相(Cu)的一次枝晶臂间距符合Jackson-Hunt模型,二次枝晶臂间距符合Kattamis-Flemings模型。在要求高轴向抗拉强度和高导电率的电气机车用滑接导线为应用背景下,Peng等在Cu-Cr合金的定向
凝固研究方面取得了阶段性进展。他们所研究的Cu-0.78%Cr(原子分数)合金电导率仅轻微降低,但强度比固溶处理的接触导线高22%,并具有良好的热稳定性。定向凝固方法易于与连续铸造相结合,可大幅度降低铜合金材料的生产成本,特别适于各种电线电缆铜材的制造。但是该法只能制备形状简单和共晶成分点附近的Cu-Cr合金。
1.4.
2.4电渣坩埚熔炼法电渣坩埚熔炼法是采用熔渣作为发热元件,当Cu-Cr 合金液体通过渣池时,捕获其中的氧化物,清除原料中的氧化夹杂物,避免产生Cr 枝晶组织的一种熔炼方法。有研究认为电渣坩埚熔炼法有可能用于大规模生产具有低杂质含量(小于0.05%)的Cu-Cr合金,尤其是氧和硫的含量大大降低。与真空熔炼的Cu-Cr合金相比,电渣坩埚熔炼法生产的Cu-Cr合金具有良好拉伸性能(延伸率提高39%和断面收缩率提高到70%),并具有良好的表面光洁度和很少的铸造缺陷,但到目前为止,Prasad所研究的仅限于低Cr含量(小于3%原子分数)的Cu-Cr合金。
1.4.
2.5自蔓延熔铸法自蔓延熔铸法是按一定比例取Al粉、氯化钾,与已干燥
的Cr
2O
3
、CuO混合均匀后,放入石墨反应器内,点火进行自蔓延反应,得到互溶的高
温熔体,然后将熔体放入铸模内,冷却后成为合金。采用自蔓延熔铸法制备Cu-Cr合金的过程简单,不需要复杂的设备,然而产品密度较差,不能严格控制反应过程和产品性能,所用原料往往是可燃、易爆或有毒的物质。
1.4.
2.6激光表面合金化法激光表面合金化法主要用于制取100~200μm厚的Cu-Cr合金涂层。该合金涂层具有很高的强度和良好的耐磨性。有研究将机械合金化的Cu-Cr-Fe合金进行激光表面合金化,使Cr晶粒从原来的5~220mm减少到2.6~
25mm,显微硬度从120HV增加到200~230HV,但该方法只能进行表面改性,不能用于制取整体的Cu-Cr合金材料。
1.4.
2.7快速凝固法由于快速凝固制备的铜合金使合金元素在铜中的固溶度增大、晶体组织细化、偏析减少、晶体缺陷密度增加、形成新的亚稳相等,因此快速凝固技术的发展为研究和开发高性能Cu-Cr合金开辟了新的途径。快速凝固方法可以有效细化合金的晶粒度,在制备细晶、超细晶Cu-Cr系合金材料中有着非常广阔的应用前景。例如,Cr相尺寸的细化可提高耐电压强度,降低截流值,同时开断性能及抗熔焊性能无明显变化。目前制备和开发高性能Cu-Cr合金的快速凝固方法主要有雾化制粉法、喷射沉积法、旋铸法等。雾化技术可用来取代机械破碎法制备Cu-Cr合金粉末,然而在雾化过程中,由于Cr颗粒的氧含量会随着其所含杂质的增加而增加,
因此所制成的电极的氧含量相应也高,从而降低了合金的电流分断能力。另外,由于在Cr颗粒表面产生了氧化膜,使Cr颗粒变得很难熔化,难以从喷嘴处雾化。为了充分熔化Cr颗粒,Cu-Cr合金的熔炼温度必须提高,这就必须提高受热体如加热器隔热材料、坩埚等的耐热能力,从而增加了生产的成本。喷射沉积是把雾化与雾化熔滴的沉积结合起来,工序少,流程快,能直接从液态金属制取具有快速凝固组织特征、整体致密、接近零件实际形状的高性能材料。
张永安等[30]采用喷射成形工艺制备的Cu
71Cr
29
合金微观组织均匀,析出的Cr相细
小而弥散地分布在Cu基体中,Cr相尺寸为3~10μm,这将大幅度提高材料的耐电压强度和抗电击穿等电学性能,但致密度较低,仅为95%。Wang等采用喷射沉积制备的Cu-1.2%Cr(质量分数)合金显微组织以良好的等轴晶形式存在,并具有很好的变形性能。喷射沉积技术的不足之处在于沉积颗粒不均匀,Li等采用喷射沉积法制备的Cu-Cr合金中,颗粒大的达到120μm,小的仅2μm。此外,合金的含Cr量越高,造成体系的熔点越高,合金液体的导出方式、雾化喷嘴的设计均对设备提出更高要求,给喷射沉积过程带来很大难度,这些将是开发喷射沉积Cu-Cr触头材料所须克服的主要问题[31]。
目前旋铸急冷技术也基本成熟,但其产品有规格上的局限性(厚度不可能太大),还不能制备大铸锭合金,应用范围较窄,无法生产如电气化列车用滑接双沟导线类大截面产品;水雾化法存在含氧量较高的缺点,虽在水中加入防腐剂可降低合金的含氧量,但生产活性很高的金属和合金仍有一定的困难,并且获得的粉末颗粒一般较小;喷射沉积工艺对熔炼设备及惰性气体的纯度等有较高的要求,而且其对高温坩埚材料、导流管材料及工艺参数的选择都较熔铸法敏感,只有严格控制每一个环节才能获得合格的产品。
1.4.3Cu-Cr合金制备技术最新进展
电磁悬浮熔炼是把金属或者其它导体放置在载有高频电流的同轴线圈产生的高频交变电磁场中,金属试样中引起的涡流与高频电磁场相互作用,导致了悬浮力和侧向稳定力的产生,从而使金属试样在空间悬浮加热,直至熔化。由于电磁悬浮熔炼具有加热和熔化速度快、加热温度高、金属在冶炼过程中不接触坩埚、易挥发的杂质能被蒸馏或抽出、金属熔体由于电磁作用能被彻底地混合、熔体无污染等特点,因此广泛应用于高活性、高熔点的金属熔炼,材料的深过冷和快速凝固,材料物性参数测定和气体金属、气体熔渣相互作用等方面的研究。
在真空状态下,当气氛压力小于氧化物的分解压力时,许多稳定的氧化物都变得不稳定,耐火材料可变成合金的二次氧化污染源,甚至铁基合金也难幸免。由于Cr的活性大于铁,坩埚材料对其Cu-Cr合金的污染危害更大,所以其成为限制Cu-Cr 合金冶炼发展的主要原因。采用电磁悬浮无容器凝固技术,液体金属不与耐火材料接触,可以避免坩埚材料的限制,从根本上解决坩埚材料污染Cu-Cr合金的难题。电磁悬浮熔炼Cu-Cr合金是首先将电弧熔炼的Cu-Cr合金样品放在中空的陶瓷支撑杆上,抽至一定真空后,充入高纯氩气,然后接通电源,调节功率使样品感应加热并悬浮起来,待合金样品完全熔化并保温一段时间以后,从中空陶瓷支撑杆中吹入高纯氦气,使样品在悬浮状态下凝固。悬淬Cu-Cr合金与电磁悬浮一样通过高频感应加热使合金样品在悬浮状态下熔化,待合金样品完全熔化并保温一段时间以后,将陶瓷支撑杆移开,然后突然断电,Cu-Cr合金熔体在重力作用下落到Cu板上,从而实现
快速凝固。Gao等实现了Cu
71Cr
29
合金的电磁悬浮无容器凝固与悬淬实验。由于突破了
坩埚材料的限制,周志明[32]通过电磁悬浮熔炼法和悬淬法成功实现了Cr含量高达70%(原子分数)的Cu-Cr合金的快速凝固。研究结果发现电磁悬浮熔炼的Cu-Cr合金由于强烈的电磁搅拌作用,显微组织均匀,没有偏析现象。当合金中Cr含量高于15%(原子分数)时,悬淬Cu-Cr合金中开始出现亚稳态的液相分离。随着合金中Cr含量的增加,富Cr枝晶不断减少,富Cr球的直径不断增大,且富Cr球中出现二次液相分离的富Cu相[33]。
2实验方案
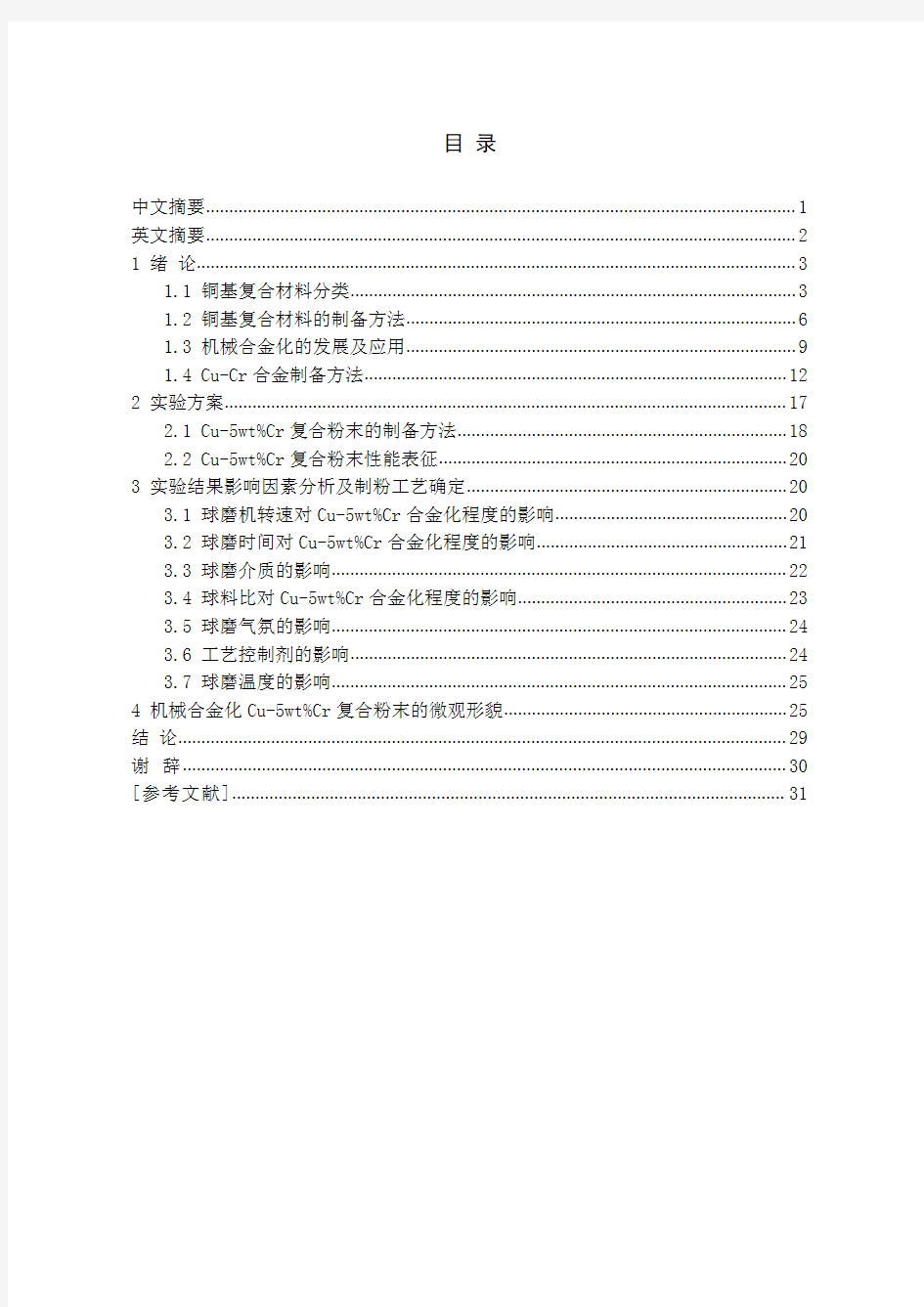
Cu和高熔点金属(如Nb、Cr、Zr等)形成的铜合金是一类很有应用潜力的功能材料,在铜基体中加入Cr元素或Zr元素可以起到很好的增强作用。由Cu-Cr相图可知,Cr在铜中的固溶度较低,在1076.6℃,最大固溶度仅为0.89%at,室温下几乎不溶。Cu-Cr合金系由于具有相当大的正混合热,即使是在液相时也难以互溶且不能形成任何中间相,加上Cu、Cr间熔点的较大差距,以及Cr在高温下易与炉材反应等多种因素,使得Cu-Cr合金难以用常规熔炼方法制备,最终产物的性能也难以得到保证[34]。机械合金化工艺是一种非平衡材料制备技术,在超细粉制备、介稳相新材料合成等方面具有独特的优越性[35]。在一定的机械合金化工艺参数下,可获得通过常规手段下难以得到的成分均匀的微细合金粉末产物。机械合金化的这一特点,为制备难互溶合金体系的均匀化合金以及过饱和固溶体提供了一个简便易行的制备手段。
由于Cu-Cr合金在触头材料方面的应用受到关注,因此Cu-Cr二元系粉末的机械合金化研究较多,但不同的研究者得到的结论差异较大。Ogino采用振动式球磨机对Cu-50%Cr体系进行了200h高能球磨,形成了Cu在Cr中的固溶体。Cherdyntsev对Cu-50%Cr(原子分数)体系在不同温度下进行了高能球磨,研究发现温度的提高不利于Cr在Cu中的固溶,Cr在Cu中的固溶度最高可扩展至30% (原子分数)。Gerasimov则对Cu-70%Cr二元系进行了高能球磨,Cu固溶于Cr中
图2.1Cu-Cr合金相图
形成bcc结构的固溶体。而国内相关的研究却得到了相反的结论。崔晓龙等人
采用行星式球磨机,在工艺参数为150r/min,球料比为10条件下对Cu-20%Cr 进行了165h球磨,结果表明,Cr并未固溶于Cu中。胡连喜等人则采用搅拌式球磨机,在工艺参数为350r/min,球料质量比为10条件下对Cu-5%Cr进行了45h 球磨,结果也表明Cr并未固溶于Cu中[36]。
本实验在室温条件下采用机械合金化工艺制备Cu-5wt%Cr复合粉末,通过X 射线衍射分析物相、扫描电镜(SEM)和透射电镜(TEM)分析粉末微观形貌及结构等,研究了Cu-Cr复合粉末机械合金化过程中相与微结构的演变。
2.1Cu-5wt%Cr 复合粉末的制备方法
试验采用平均粒度分别为44μm 和58μm 的电解铜粉和铬粉为原料,纯度大于99.9%,原始粉末微观形貌如图2.2所示。将按实验设计的比例配制好的
Cu-5wt%Cr(质量分数,下同)的原始混合粉末放入XQM-2L 行星式高能球磨机(考虑到批量较小,需高能球磨,从节约成本上决定使用QM 行星球磨机)进行Cu-Cr 合金粉体的制备,设置球磨机为每30分钟反转一次。为减轻在机械合金化过程中粉末粘球和粘罐,实验中加入1%的硬脂酸作为过程控制剂。试验所用球磨罐材质为不锈钢,容积为100ml,磨球材质为GCr15轴承钢,其规格有Φ8mm、Φ6mm 和Φ4mm 三种,采用O 型橡胶垫密封。由于试验的目的是希望获得所含5wt%Cr 全部固溶于Cu 中的过饱和固溶体粉末,而这不是一般工艺条件所能达到的,因此需对复合粉末的高能球磨工艺作必要的探索。
因此在试
图2.2
电解铜粉和铬粉原始形貌(a)电解铜粉(b)铬粉
铬粉
预合金粉末在金刚石工具中的应用刘人杰 发表时间:2018-05-22T11:01:51.520Z 来源:《基层建设》2018年第4期作者:刘人杰 [导读] 摘要:简要介绍了超细预合金粉末的性能和制备方法。 桂林创源金刚石有限公司广西桂林 541004 摘要:简要介绍了超细预合金粉末的性能和制备方法。主要介绍了超细预合金粉末。在金刚石工具中的应用地位。指出在金刚石工具中使用超细预合金粉末具有较低的烧结温度和燃烧性能。温度范围宽,金刚石控制的优势非常大。分析了超细预合金粉末在金刚石工具中的应用。 关键词:金刚石工具;预合金粉;应用 前言:超细金属粉末通常指直径小于10毫米μm的金属粉末。作为超细的材料,其表面分子排列和分布的电子结构和及晶体结构产发生巨大变化,产生巨大的材料没有表面效应、小尺寸效应等,使超细金属粉末具有一系列优异的物理、化学和、表面和界面性质。因此,它不仅是一种重要的新材料,而且是新材料的重要原材料,在国防、电子、化工、航天、医疗、生物等领域具有重要的应用价值。超细金属粉末可分为:单混合粉、部分合金粉和预合金粉末。目前在金刚石工具行业中,这类粉末具有一定的应用价值。例如,使用范围广泛的身体粉在国外现在包括超细钴粉、超细钴镍粉和其他超细粉,超细预制合金粉末,等。然而,超细预制合金粉末有显著的性能比单一的粉有更显著的优越性能,这是最近几年一个热点的金刚石工具的发展的一个热点。 1 预合金粉末形貌及其性能 1.1 预合金粉末形貌 采用超声雾化法制备了的预合金粉末,大粉颗粒粉表面有凝固标记和、明显的毛刺,并附着小颗粒。这是由于雾化液滴的尺寸大,使雾化液滴凝固后收缩更严重,表面留下明显的凝固收缩痕迹。而一些较小的雾化液滴,凝固收缩较小,所以表面相对光滑,形状相对整洁,近似球形。粒子表面毛刺的形成与雾化气体、离心力和周围环境气体的摩擦有关。在这些力作用下熔融液滴雾化后局部熔体在表面流线型抛掷形成,由于径向规模较小,在球化之前快速凝固,因此在凝固后在大液滴表面保持小毛刺的流动特性。小尺寸雾化液滴的压力较小,不能形成流线型,所以不会形成毛刺。根据上述预合金粉末的形貌,无论粒径大小,都具有良好的球化程度,使预合金粉末在压制时具有良好的流动性。 1.2 预合金粉末的热压性能 将制备的预合金粉末和铝、锌等混合粉末在热压机上面进行热压试验、热压的制备温度约230℃,过程中合金粉末以及铝、锌等混合粉末混合热压温度约280℃,预合金粉末的热压的温度比混合粉末热压温度大约低了50℃左右,预合金粉末制备的金刚石砂轮,有利于节约能源,降低生产成本。预合金粉末和相同的铝、锌粉经过热压后,粗磨、精磨、抛光工艺与样品制备相同,两种样品的显微组织扫描电镜。预合金粉末与混合粉末之间存在显著的差异:预合金粉末热压后,其结构均匀致密。少量的铝和锌合金,主要以独立相的形式,在粉末热压力混合后。预合金粉末,混合粉挤压后微观结构形态对比可以证明,使用预合金粉末可以避免混合不均匀造成的混合物混合粉密度偏析、低熔点金属先熔和富集等一系列影响胎体性能的影响因素,保证金刚石钻头的性能稳定性和一致性。 1.3 预合金粉末的抗氧化性 铝的抗氧化能力较差,在高温冶金中是较好的脱氧剂,适合于炼钢的时候加入刚液体之中,形成细小、分散的三氧化二铝分布在晶界,防止晶粒长大,形成细晶粒钢。对于铝基金刚石,其基本成分是铝,如果氧化严重,就会产生大量的氧化铝分布在晶界上,会影响金刚石砂轮的热力性能,甚至导致砂轮磨削的时候出现掉渣的现象。预合金粉末金刚石砂轮的制备可以显著降低氧化程度,使粘结剂在热压后具有更好的性能。 1.4 预合金粉末具有以下显著的优点 1)大大提高了金刚石工具的性能。由于预合金粉末的分布比机械粉末均匀,因此避免了成分偏析,使结构均匀,性能稳定。预合金粉末充分合金化,使其具有高硬度和高冲击强度,可大大提高烧结产品的抗压强度和抗弯强度,提高金刚石的握力,提高金刚石工具的锐度,延长刀具使用寿命。2)大大降低了金刚石工具的成本。合金烧结过程中大大减少了金属原子的扩散,具备良好的烧结性能,较低的烧结温度,较短的烧结时间,一方面可以有助于避免高温破坏,另一方面可以减少石墨模具的用量和功耗;在相同的切削性能下,预合金粉末的使用可以使金刚石的浓度降低15%和20%,这明显降低了金刚石工具的成本。3)协助产品质量控制。由于预合金粉末元素的固定,避免了混合过程中各种问题的产生,为产品质量的稳定性提供了条件。 2 超细预合金粉末在金刚石工具中的应用 2.1 金刚石工具胎体用金属粉末概述 金刚石工具通常采用粉末冶金工艺,金刚石颗粒和金属胎体粉末经过热压或冷压烧结。在金刚石的工作中,需要匹配镶金刚石的胎体,将金刚石颗粒暴露在表面,作为微切削刃。制造金刚石工具需要根据相应的基体材料的切削对象特性的要求进行选择:应牢固地结合金刚石,并以同步的速度磨损,以保持工具的锋利程度。胎体材料性能的研究目标是不断探索各种工艺方法,控制或调整胎体材料的性能,充分利用金刚石颗粒,制造出切削速度快、使用寿命长、性价比高的金刚石工具。 2.2 常见金属胎体粉末 根据各金属的主要成分不同,可分为铜、铁、镍和钴基几大类:金属胎体的金刚石工具,最常使用铜元素,主要用于耐磨性的加工要求较低的情况;镍价较贵,特点不突出,使用较少;钴的综合性能最好,如控制力高、润湿性好、耐高温、韧性好、自锐性好。然而,由于钴的价格高,价格不稳定,钴的使用非常有限。无钴或低钴配方的开发和使用一直是近年来金刚石工具发展的趋势之一。 2.3 新型预合金胎粉 为了获得性能优异的金刚石工具,在胎体中有越来越多的金属粉末,其组成也越来越复杂。目前国内的金刚石工具大多采用单质量混合粉的形式,机械搅拌采用压制烧结工艺。其优点是:组成和性能可调范围。但使用元素粉末更多的影响因素,如不同粉粒度、密度、颗粒形状差异和混合过程的差异等等,会导致胎体材料粉不均匀,特别是粉末熔点元素之间的差异,如锡、铜和WC、热压烧结时低熔点金属流失严重,使胎体的烧结质量不容易控制。 结束语:
专题报道 钛合金的制备方法 一种用熔分钛渣制备含钛合金的方法 热处理钛合金的方法和所得零件 机械合金化热处理法制备6AI4V钛合金粉的工艺 冲压成形性和强度的平衡优异的钛或钛合金板 一种钛合金棒材的制备方法 一种低成本钛合金的制备方法 大规格高性能钛及钛合金锭的熔铸方法 一种粉末冶金钛合金及其制备方法 一种凝胶注模-自蔓延高温合成制备钛合金材料的方法 微量稀土合金化处理的TA16钛合金 一种低密度高铸造性能钛合金材料及其制备方法 一种低弹性模量的铸造钛合金 一种低密度高性能钛合金材料及其制备方法 一种钛合金TI-62222S及其制备方法 一种钛合金TI-811-1及其制备方法 通过粉末冶金法制备基于钛合金的并且TIB强化的复合部件的方法 一种用熔分钛渣制备含钛合金的方法 申请号:201110267053.6 公布日:2012-01-18 申请(专利权)人:攀钢集团攀枝花钢铁研究院有限公司 摘要:本发明提供了一种用熔分钛渣制备含钛合金的方法。所述方法包括以下步骤:将熔分钛渣直接热装入炉;升温至熔池澄清后,加还原剂进行冶炼,控制反应温度;反应完毕后,镇静沉降;出渣、出合金,冷却制得含钛合金。本发明采用钒钛磁铁矿直接还原或非高炉炼铁后得到的熔分钛渣为原料制备含钛合金,能够有效的利用熔分钛渣中的钛资源,采用热渣直接入炉的方式,降低了生产成本和能源消耗,对提高钒钛磁铁矿资源的综合利用率具有重要意义。 热处理钛合金的方法和所得零件 申请号:200980156528.5 公布日:2012-01-11 申请(专利权)人:奥贝尔&杜瓦尔公司 摘要:本发明涉及一种热处理Ti?5-5-5-3型钛合金的方法,该Ti5-5-5-3型钛合金具有以重量百分数计的以下组成:4.4-5.7%铝,4.0-5.5%钒,0.30-0.50%铁,4.0-5.5%钼,2.5-3.5%铬,0.08-0.18%氧,痕量至0.10%的碳,痕量至0.05%的氮,痕量至0.30%的锆,痕量至0.15%的硅,其余百分数是钛和杂质,其特征在于所述合金的热处理包括:将合金加热到800-840℃且低于该合金的β-转变的第一平台;维持第一温度平台1-3小时;在没有中间再加热的情况下将合金冷却至760℃-800℃的第二平台;维持第二温度平台2-5小时;将合金冷却至室温;将
机械合金化制备粉末材料的良好应用前景 摘要:近年来,用机械合金化制备粉末材料的技术发展较快,高能球磨制备粉末材料尤其是纳米WC粉末材料,已经取得了长足进展。通过对微观结构和性能方面的比较,用机械合金化技术制备的纳米晶体与原子沉积法获得的材料具有相似的结构和性质,且机械合金化工艺简单,产量高,成本低,符合现代高新技术的基础研究和产业化发展需要。因此,用机械合金化制备纳米硬质合金粉有着良好的应用前景。但无论是国内还是国外,真正实现纳米钨和WC-Co粉末的大规模生产与大批量应用尚有一定的路程。 关键词:机械合金化、材料制备、前景 机械合金化(简称MA)是一种从元素粉末制取具有平衡或非平衡相组成的合金粉末或复合粉末的制粉技术。它是在高能球磨机中,通过粉末颗粒之间、粉末颗粒与磨球之间长时间发生非常激烈的研磨,粉末被破碎和撕裂,所形成的新生表面互相冷焊而逐步合金化,其过程反复进行,最终达到机械合金化的目的。机械合金化是美国国际镍公司Benjamin等人于20世纪60年代末期开发的,当时主要用于制备同时具有沉淀硬化和氧化物弥散硬化效应的镍基和铁基超合金。20世纪80年代初,美国科学家Koch及其同事采用机械合金化手段成功地获得Ni60Nb40非晶粉末,此后,该方法得到迅速发展。W.Schlum和H.Grewe通过大量的试验研究之后,于1988年提出机械合金化方法能够制备纳米晶体。后来 Fecht等用机械合金化方法成功地制备出纳米级超细晶合金,开创了机械合金化技术新领域。现在,机械合金化方法已成功地应用于制备纳米级超细晶弥散强化材料、磁性材料、超导材料、非晶材料、纳米晶材料、轻金属高比强材料和过饱和弥散固溶体等。美国、德国、日本等发达国家纷纷投入大量的人力、物力和财力,做了大量的研究工作,取得了显著的成果,并已经实现工业化生产。美国INCO公司已经建成了铁、镍、铝基氧化物弥散强化合金的机械合金化生产线,生产能力达350t/年。我国机械合金化研究工作从1988年开始,十多年来已取得了十分显著的进展。 机械合金化 1基本原理 1988年,日本的新宫秀夫提出了压延和反复折叠模型。当一次压下率为1/a时,经n 次压延后,其厚度即由原来的d0变为d,且d=d0(1/a)。如用机械合金法将两种元素的粉末混合压延10次且设1/a≈31 6296,粉末粒度则可被减薄到其原来厚度的十万分之一,形成非常微小的双层重叠,粉末经更多次的压延可达到纳米级的微细组织结构。因此,机械合金化法使粉末在固态下也可能发生合金化。1990年,Atzmon又提出了另一种机械合金化原理? 机械感应自蔓延反应机理即金属间化合物不是一个形核长大的过程,而是突然爆发形成的。因为燃烧自蔓延反应的点燃温度与粉末颗粒及晶粒尺寸有关,点燃温度随粉末颗粒或晶粒尺寸减小而降低。当粉末颗粒或晶粒减小到一定程度,球磨过程中的机械碰撞产生的局部高温就可以“点燃”粉末,表现为合金的突然爆发形成。 现在,一般认为球磨中多数机械合金化过程是受扩散控制的。机械合金化的基本过程是粉末颗粒的反复混合、破碎和冷焊,几种金属元素或非金属元素粉末的混合物在球磨过程中会形成高密度位错,同时晶粒逐渐细化至纳米级,这样为原子的相互扩散提供了快速通道,在一定条件下,合金相的核得以形成。在进一步的球磨过程中,直到所有元素粉末形成合金相,并逐步长大。 2 机械合金化设备 机械合金化设备主要有振动球磨机,行星球磨机和搅拌球磨机等。
纳米非晶合金制备简介 摘要:本文主要介绍了国内外几种非晶合金制备技术,其中包括水淬法、射流成型法、金属模铸造、复合爆炸焊接法及机械合金化法、粉末固结成形法等,并对各种制备技术的进行了比较分析。 关键词:块体金属玻璃块体金属玻璃的连接制备 Introduction of the Preparation amorphous alloy Abstract:In this paper, Several fabricating methods of bulk metallic glass matrix composites from both home and abroad were presented,such as water quenching method, jet molding, metal mold casting, composite explosive welding and mechanical alloying, powder consolidation and forming method,than Analysis and comparing these preparation techniques bulk metallic glass. Key words: bulk metallic glass, joining of bulk metallic glass, preparation 1.引言 非晶态合金也称金属玻璃,与晶态合金相比,其三维空间的原子排列呈拓扑无序状,结构上没有晶界与堆垛层错等缺陷存在,但原子的排列也不像理想气体那样的完全无序。非晶合金是以金属键作为其结构特征,虽然不存在长程有序,但在几个晶格常数范围内保持短程有序[1]。与非晶聚合物及无机非晶材料一样,非晶合金在物理性能、化学性能及力学性能方面是各向同性的,并随着温度的变化呈现连续性[2]。通常其具有以下四个基本特征:(1)结构上呈拓扑密堆长程无序,但在长程无序的三维空间又无序的分布着短程有序的“晶态小集团”或“伪晶核”,其大小不超过几个晶格的范围;(2)不存在晶界、位错、层错等晶体缺陷;(3)具有非晶体的一般特性:物理、化学和机械性能各向同性;(4)热力学上处于亚稳态,当处于晶化温度以上时将发生晶态结构相变,但晶化温度以下能长期稳定存在[3]。 美国加州理工学院的Duwez教授是研究非晶合金最早的一个人,于1960年首次采用 快淬方法制得Au 70Si 30 非晶合金薄带[4][5]。1969年,Pond等[6]制备出具有一定宽度的连续 薄带状非晶合金,为大规模生产非晶合金提供了条件。至此为止,非晶合金材料由于受到冷却速度的限制,为保证热量快速散出,制得的非晶合金为薄带、薄片、细丝或粉末等。由于形状的限制,非晶合金材料的许多优良特性无法在实际应用中得到发挥,人们希望得到可与晶态合金相比拟的大尺寸非晶合金,因此,随后很多人投入到开发新的制备非晶合金的方法中去,发明了许多固相非晶化技术,如机械合金化、离子束注入、氢吸收等。1974年,贝尔实验室的H. S. Chen[7]发表文章指出原子尺寸和混合热对玻璃合
2010届毕业生 毕业论文 题目: 预合金粉末在冷压烧结制品中的研究 院系名称:材料学院专业班级:磨料磨具制造0702学生姓名:刘帅学号: 20073510212 指导教师:徐三魁教师职称:教授 2010年6月1日
目录 1 引言----------------------------------------------------------------------------------------------1 2 实验部分----------------------------------------------------------------------------------------2 2.1冷压制品参数的设计----------------------------------------------------------------------2 2.1.1 配方的设计----------------------------------------------------------------------------2 2.1.2 G114锯片基体设计------------------------------------------------------------------3 2.1.3 冷压模具设计-------------------------------------------------------------------------3 2.1.4 G114烧结碳板设计------------------------------------------------------------------5 2.2 试验过程------------------------------------------------------------------------------------5 2.2.1 试验仪器及试剂----------------------------------------------------------------- ----5 2.2.2 生产工艺-------------------------------------------------------------------------------6 2.2.3 洛氏硬度的测定-----------------------------------------------6 2.2.4 抗弯强度的测定-----------------------------------------------7 2.2.5 切割锋利度、切割寿命、磨耗的测定-----------------------------7 3 结果与讨论-------------------------------------------------------------------------------------7 3.1 锯片的试验及其数据分析-------------------------------------------------------------7 3.1.1 洛氏硬度、抗弯强度------------------------------------------------------------------7 3.1.2 显微断面图------------------------------------------------------------------------------9 3.2 烧结锯片的性能测试----------------------------------------------------------------- -11 4 结论-----------------------------------------------------------------------------------------------13 致谢-----------------------------------------------------------------------------------------------14 参考文献-----------------------------------------------------------------------------------------15-
新材料技术读书报告 (机械合金化法在材料制备中的应用研究) 学生姓名__________________________________ 学生班级__________________________________ 学生学号__________________________________ 手机号码__________________________________
机械合金化法(MA)在材料制备中的应用研究 摘要: 20世纪中叶,美国国际镍公司的本杰明(Benjamin)等人研制成功的一种新的制粉技术:将金属或合金粉末在高能球磨机中通过粉末颗粒与磨球之间长时间激烈地冲击、碰撞,使粉末颗粒反复产生冷焊、断裂,导致粉末颗粒中原子扩散,从而获得合金化粉末的一种粉末制备技术。这种工艺最初被称之为“球磨混合”,但是INCO(国际镍公司)的专利代理律师Mr. Ewan C. MacQueen在第一个专利申请中将此种工艺称之为“机械合金化”(Mechanical Alloying)。20世纪70年代初期机械合金化技术首先被用于制备弥散强化高温合金,80年代国际镍公司和日本金属材料技术研究所等又推出第二代弥散强化高温合金,如MA754的改型材料MA758。此后,该技术得到了发展,由黑色金属扩大到有色金属。机械合金化技术在铜基、铁基和铝基弥散强化合金上也获得了应用。一些用传统技术难以制备的新材料,也使用机械合金化技术来合成:对于熔点相差悬殊,液相和国相都不互榕的材料,很难使用传统熔炼技术来制造均匀的合金,而机械合金化可以实现两相或多相不相溶成分的均匀混合。纳米晶材料的制备是材料科学领域的研究热点之一,由于其具有显著的体积效应、表面效应和界面效应,因此引起材料在力学、电学、磁学、热学、光学和化学活性等特性上的变化。传统制备纳米晶材料的方法主要有固相法、液相法和气相法三大类,Thompson等人在1987年首先报导了通过机械合金化法合成出了纳米晶材料,1988年日本京都大学的新宫教授等人系统地报导了采用高能球磨法制备Al-Fe纳米晶材料的工作,为纳米晶材料的制备和应用找出了一条实用化的途径这是机械合金化技术最引人注目的应用领域,也是在制备非晶体、准晶体、过饱和回熔体及纳米晶材料的合适工艺。机械合金化已经成为材料制备技术中的重要方法之一。到目前为止已成功制备出了弥散强化合金、磁性材料、商植材料、贮氢材料、过饱和圃熔体、复合材料、超导材料、非品、准晶和纳米晶等。
主营:金属单质粉末合金粉末导电粉末 点击咨询 铁基合金粉末价格铁基合金粉末规格 目前铁基合金粉末在工业制造行业应用比较广泛,不同规格的铁基合金粉末成分与硬度是不同的,当然价格也是不一样的,今天小编来为大家介绍铁基合金粉末规格有哪些及铁基合金粉末价格。 铁基合金粉末的喷涂层硬度、致密性、结合强度等于镍基合金粉末涂层大体相当,因此在不少场合下可代替镍基合金粉末,但涂层的韧性低于镍基合金粉末涂层。铁基合金粉末涂层具有良好的耐磨性。 Fe30铁基合金粉末 特性说明: 该粉末为高镍耐冲击疲劳磨损的铁基自熔性合金粉末,粉末含有相当高的镍,显著提高了铁基体的强度
主营:金属单质粉末合金粉末导电粉末 点击咨询 和冲击韧性,适量的硼,硅含量使其具有良好的自熔性。共晶体中的碳化物,硼化物硬度很高,因而焊层具有较高的耐磨性。 主要用途及工艺: 建议用于抗冲击疲劳及耐磨损场合,如钢轨擦伤,齿轮磨损等的修复和预保护。适用于等离子喷焊及喷涂,激光熔焊,超音速喷涂等工艺。 化学成分与硬度: 规格C B Si Cr Ni Fe HRC Fe-300.1~0.3 1.5~2.5 2.5~3.515.0~ 18.021.0~ 23.0 余量30~ 35 Fe35铁基合金粉末 特性说明: 该粉末增加了镍铬含量,可进一步提高冲击韧性和抗氧化性能,加入钼能改善合金的强度和抗干擦伤能力,适量的硼,硅含量确保其良好的喷焊工艺。 主要用途及工艺: 建议用于低于450℃的水汽油等弱介质的碳素钢阀门密封面的堆焊,适用于等离子喷焊及喷涂,激光熔焊,超音速喷涂等工艺。 化学成分与硬度: 规格C B Si Cr Ni Mo Fe HRC Fe-350.4~0.7 1.5~ 3.0~18.0~24.0~ 4.0~余36~
非晶态合金制备 摘要:非晶合金具有优异的力学性能 ,耐腐蚀性能 ,软、硬磁性能以及储氢性能等 ,在机械、通讯、航空航天、汽车工业乃至国防工业上都具有广泛的应用潜力,因此成为了新材料领域研究的热点之一。本文回顾了非晶的发展史 ,对非晶制备方法进行了概括分类 ,并对它们的优缺点进行了讨论和对比。 Study of amorphous alloy preparation method Abstract:Amorphous alloys have become one of the hot spot s of the new materials research, because of their excellent mechanical, corrosion-resistant, magnetic, hydrogen storage properties, and their widely application potential in machinery , communications , aero space , automotive industry , as well as in defense industry. The history of the amorphous alloys development is reviewed. Then, the amorphous alloys preparation methods are summed up, and their advantage sand disadvantages are discussed and compared. 非晶合金发展概述 非晶态合金不具备长程原子有序,也叫玻璃态合金,是新型材料研究的热点之一。非晶合金具有优异的力学性能(高的强度、硬度等) ,耐腐蚀性能,软、硬磁性能以及储氢性能等,在机械、通讯、航空航天、汽车工业乃至国防军事上都具有广泛的应用潜力。 1934 年 ,德国物理学家 Kramer用蒸发沉积的方法成功制备出了非晶态薄膜,自此,非晶的研究逐步开展。1951 年,美国物理学家 Turnbull 通过水银的过冷实验,提出液态金属可以过冷到远离平衡熔点以下而不产生形核与长大,达到非晶态,Turnbull 是非晶态合金的理论奠基人。 1960年Duwe等采用熔体快速冷却方法首先制备出 Au-Si 非晶态合金。 1969 年 , Pond 等用轧辊法制备出了长达几十米的非晶薄带。20 世纪 70 年代后,人们制备出厚度小于50μm、宽 15 cm的连续非晶薄带。 1974 年 Chen在约103K/s的冷却速度条件下用 Pd-Cu-Si 熔体首次得到毫米级直径的非晶。 20世纪80年代前期,Turnbull等采用氧化物包覆技术以10 K/s的速度制备出厘米级的Pd-Ni-P非晶。 20世纪80年代,A. Inoue等在日本东北大学成功发现了La-Al-Ni和La-Al-Cu 等三元合金。此后 ,又制备了厘米级的四元和五元块体非晶合金。 2000 年 Inoue课题组成功发展了高强度 Cu-Zr-Hf-Ti 和Co-Fe-Ta-B块体非晶合金。 2003 年,美国橡树岭国家实验室Lu和Liu使 Fe 基非晶的尺寸从过去的毫米推进到厘米级 ,最大直径可达 12 mm。此后哈工大沈军等又将 Fe基块体非晶合金尺寸提高到 16 mm。目前世界上尺寸最大的稀土基金属玻璃材料—直径为 35 mm的镧基金属玻璃体系 ,由浙江
金刚石工具胎体预合金粉末制取与应用 摘要:金粉末是采用多种金属熔炼成低熔点合金后再喷制成的粉末,其制取可以用雾化法和湿法冶金等工艺生产。文中介绍了气体雾化法预合金粉末的工艺过程;描述了湿法冶金制取预合金粉末的工艺流程。分析了预合金粉末胎体金刚石工具的优点,说明了国外预合金粉末技术现状和发展趋势,剖析了国内预合金粉末及工具的研究情况,探讨了金刚石地质钻头胎体用预合金粉末的制取和实际应用情况,研究了切割花岗岩的预合金粉末胎体金刚石锯片。 关键词:合金粉末雾化法湿法冶金金剐石工具 1 预合金粉末和其金刚石工具性能 1.1 预合金粉末的概念 由一种金属跟另一种或几种金属或非金属所组成的具有金属特性的物质叫合金。合金一般由各组分熔合成均匀的液体,再经冷凝而制得。采用多种金属熔炼成低熔点合金后再喷制成的粉末,称为预合金粉末。 需要说明的是,上述预合金粉末的定义是根据粉末的雾化法生产工艺得出的,考虑到预合金粉末也可以通过湿法冶金工艺制取,这样上述定义就显得不很严谨。 1.2 预合金粉末制取方法 预合金粉末的制取可以用雾化法生产,还可以通过湿法冶金的工艺得到。 雾化法属于机械制粉法,是借助机械作用破坏固体金属原子间的结合,将液体金属或合金直接破碎成为细小的液滴。雾化法可以制取多种单质粉末和各种预合金粉末。雾化法包括二流雾化法,即借助高压水流或气流的冲击破碎液流,分气体雾化和水雾化;离心雾化法,即用离心力破坏液流,分旋转圆盘雾化,旋转电极雾化,旋转坩埚雾化等;其他雾化法如超声波雾化,即利用超声波能量来实现液流的破碎。利用二流雾化法中的气体雾化工艺制取预合金粉末时,金属一般过热100~150℃,并注入预先烘烤到600℃左右的漏包中。金属液流直径4—6mm,空气压力5~7大气压。喷嘴可用环孑L或环缝喷嘴,环缝喷嘴用于喷制青铜时,在相同工艺条件下,过loo目的粉末产出率一般比环孔喷嘴高30%。雾化
机械合金化研究及发展 摘要:本文介绍了机械合金化的历史,机械合金化与传统工艺相比的特点和在材料研究的主要应用,包括制造弥散化合金,金属间化合物,亚稳相和纳米材料。关键字:机械合金化纳米材料弥散化合金 The research and development of mechanical alloying Abstract:This article describes the history of mechanical alloying, characteristics of the mechanical alloying process compared with traditional and main applications in materials research, including the manufacture of dispersion of the alloy, intermetallic compounds, metastable phases and nano materials. Key words: mechanical alloying nano materials dispersion of the alloy
机械合金化(Mechanical Alloying简称MA )是一种制备合金粉末的高新技术。它是在高能球磨的条件下,利用金属粉末混合物的反复变形、断裂、焊合、原子间相互扩散或发生固态反应形成合金粉末。 第一章机械合金化的历史 该方法是上世纪60年代末美国国际镍公司(international Nickel Company,简称INCO)的Paual D.Merica实验室的Benjamin和他的同事首先提 出的一种新的合金化方法。当时主要用于 制备在室温和高温下都具有较高强度的 氧化物弥散强化(ADH)超合金,并成功 地开发出一系列INCO专利—MA合金,且 得到了应用。80年代初,MA法的应用仍 然集中于弥散强化合金。1981年Yemakov 等人用机械合金化法球磨Y-CO系金属间化合物时发现了非晶相的形成。随后Koch及其同事于1983年,利用MA获得了Ni-Nb非晶合金粉,并认识到MA是一种非常有前途的非平衡过程技术,标志着MA的研究进入了一个新的发展阶段。随即在世界范围内形成了研究MA的热潮。合金化理论和技术发展迅速,在理论研究和新材料的研制中显示了非常诱人的前景。 MA不仅应用于制备高性能的结构材料还应用于制备其他各种先进材料,例如:高性能磁性材料、超导材料、功能陶瓷、纳米复合材料、形状记忆合金以及储氢材料等等。尤其在制造纳米材料和非晶态合金方面有独特的优势。 第二章机械合金化的特点 与传统的熔炼合金化法相比,MA具有以下特点: 1、工艺条件简单,成本低;2、操作程序连续可调,且产品晶粒细小;3、能涵盖熔炼合金化法所形成的合金范围,且对那些不能或很难通过熔炼合金化的系统实现合金化,并能获得常规方法难以获得的非晶合金、金属间化合物、超饱和固溶体等材料;4、MA在制
大块非晶合金的几种常用的制备方法 由于受非晶形成能力的限制,长期以来非晶合金主要以粉末,细丝,薄带等低维材料的形式使用。大块非晶合金材料的出现是非晶合金材料制备技术的巨大进步,大块非晶合金材料常用的具体的制备方法有以下几种: 1.氩弧炉熔炼法 将各组分混合后利用氩弧炉直接炼制非晶制品。此法只能炼制尺寸较小的非晶样品,且非晶样品的形状一般为纽扣状,不易加工成型。另外此法对合金体系的非晶形成能力要求高,否则样品或样品的心部不能形成非晶,样品和坩埚直接接触的底部有时未完全熔化,可成为结晶相与成的核心,也易出现结晶相。氩弧炉的熔炼温度很高,经常用于炼制前的混料过程,即首先用氩弧炉炼制出易形成非晶的合金,然后用其他快冷方法得到大块非晶合金。 2.石英管水淬法 将大块非晶合金的配料密封在抽成真空的石英管中,加热后水淬冷却,获得大块非晶合金。如果合金中有高熔点组成,可先在氩弧炉中混料制成合金后再封装到石英管中。此法的优点是设备投资小,封装石英管的部门很容易找到,且易得到尺寸较大的圆柱形大块非晶棒。缺点是每制备一次非晶样品均须封一次石英管,且淬火时石英管要被破坏。石英管水淬法在非晶合金的科学研究中常用。为提高淬火时的冷却能力,也可将试样封在不锈钢管中水淬,用这种方法也可制备出异型样品。 3.铜模铸造法 此法是在加热装置的下方设置一水冷铜模,非晶合金组分熔化后靠吸铸或其他方法进入水冷铜模冷却形成非晶。此法虽然要求有专门的设备,但由于冷速较高能制备较大尺寸的非晶样品,而且可用不同的模具制备出不同形状的非晶样品,也可制备形状复杂的非晶样品。铜模铸造法,尤其是带有吸铸装置的,由于有这些优点而被广泛应用。 4.定向区域熔炼法 定向区域熔炼法的冷却速度可由固液界面的移动速度和炉内的温度梯度的乘积来确定,这种方法要求用于制备非晶合金的原始材料在成分上是均匀的,且非晶形成能力较强。能够用这种方法制备大块非晶合金意味着可以用连续的方法制备出大尺寸异形的非晶样品。此外,高压技术也可应用于大块非晶合金的制备。压力是影响合金状态的一个重要的热力学参数,高压下有些合金的凝固点降低,可通过快速卸载的方法使合金获得大的过冷度而产生非晶。 中国机床工具工业协会磨料磨具分会主办——中国磨料磨具网(https://www.doczj.com/doc/1818390674.html,)
机械合金化法与物理粉碎法的区别 机械合金化(Mechanical Alloying,简称MA)是指金属或合金粉末在高能球磨中通过粉末颗粒和磨球之间长时间的激烈的冲击、碰撞,使粉末反复产生冷焊、断裂,导致粉末颗粒中原子扩散,从而获得合金化粉末的一种粉末制备技术。而物理粉碎只是简单的把大的颗粒粉碎为小的颗粒而已,在此期间并没有发生合金化。也就是两种物质各是各的,但合金化是两种物质在原子尺寸上合为了一种合金。二者可以说都是属于机械化学法。 高能球磨中的机械合金化机理 机械合金化(Mechanical alloying 简写MA)是一种材料固态非平衡加工新技术,是在20世纪60年代末由美国的Benjamin首先提出的。1983年,由美国科学家Koch教授率先用机械合金化技术制备出了Ni-Nb系非晶合金,从而在世界范围内掀起了机械合金化研究的高潮。机械合金化就是将欲合金化的元素粉末按一定配比机械混合,在高能球磨机等设备中长时间运转将回转机械能传递给粉末,同时粉末在球磨介质的反复冲撞下,承受冲击、剪切、摩擦和压缩多种力的作用经历反复的挤压冷焊合及粉碎,在粉末原子间相互扩散或进行固态反应形成弥散分布的超细粒子合金粉末的过程。 由于机械合金化的反应过程的复杂性,导致其反应机理也非常复杂。经过几十年的理论探索研究,人们对其机理的认识也渐趋成熟。如今机械合金化作为制备新材料的一种重要方法,日益受到世界材料界的关注,因此了解它的反应机理至关重要。到目前为止,围绕反应中的某一种主要现象,提出了很多的反应机理。本文主要介绍了几个相对比较成熟的机理以供学习和参考。 1 界面反应为主的反应机理 一般来说,有固相参加的多相化学反应过程是反应剂之间达到原子级结合、克服反应势垒而发生化学反应的过程,其特点是反应剂之间有界面存在。在球磨过程中粉末系统的活性达到足够高时,球与粉末颗粒相互碰撞的瞬间造成的界面温升诱发了此处的化学反应,(如一些材料工作者报导的机械合金化过程中的燃烧合成反应(SHS)现象),反应产物将反应剂分开,反应速度取决于反应剂在产物层内的扩散速度。在球磨过程中,由于粉末颗粒不断发生断裂, 产生了大量的新鲜表面, 并且反应产物被带走, 从而维持反应的连续进行, 直至整个过程的结束。 在文献中作者将Fe-Al 原料按28%Al(原子分数)的比例配料进行高能球磨,通过对粉末的测试分析表明,随着球磨时间的延长,铝的峰值逐渐减弱,当球磨20h后,铝的衍射峰则非常微弱:球磨30h后几乎观察不到铝的衍射峰,并对30h后的粉末进行放热分析,发现放热过程非常平缓,从而说明随着球磨时间的延长,金属铝与铁大部分发生反应形成金属间化合物,这一结果与Cardellini所得到的结果相类似。 粉末经精细球磨到一定程度后,粉末颗粒变得非常细小,并随着表面积的增大而增大了颗粒之间在界面直接发生反应的几率,因此宏观表现为界面反应为主Fe、Al原始粉末机械合金化形成FeAl 或Fe3Al 主要是这种机理在起作用:球磨过程中,粉末经不断的碰撞产生大量的新鲜表面,当颗粒之间达到一定的原子间距时,彼此相互焊合而发生原子间结合。不断的碰撞产生大量的新鲜结合表面,使得反应不断的进行,最终形成了化合物。有些研究者也发现,Fe、Al粉末在球磨25h后已经开始发生合金化而球磨100h后则完全合金化生成FeAl合金。 2 扩散为主的反应机理 在高能球磨过程中,粉末被反复破碎和焊合,产生大量新鲜的结合界面,形成细化的多层状复合颗粒。继续研磨,由于塑性变形内部缺陷(空位、位错等)增加导致晶粒进一步细
非晶态合金催化剂的制备方法及应用 摘要:综述了非晶态合金催化剂的制备方法,包括骤冷法、原子(离子)沉积法等,可以通过这些方法获得满足不同催化反应所需要的非晶态合金催化剂。简单介绍了非晶态合金催化剂在CO、CO2、烯烃、炔烃、苯或含氮化合物等的加氢反应中的应用。分析了非晶态合金催化剂制备和应用的特点,并展望其发展前景。关键词:非晶态合金催化剂制备方法应用 A general review of processing methods and applications of amorphous alloy catalysts Abstract: In this review article, processing methods of the amorphous alloy catalysts are introduced, including rapid quenching method, chemical reduction method and impregnation-chemical reduction method., thought which acquired various amorphous adjusting to different reactions. Made a brief introduction of the application in hydrogenation and dehydrogenation reaction and so on. Analyzed the characteristics of preparation and application of amorphous alloy catalysts and the application foreground are prognosticated. Key words: amorphous alloy, catalyst, processing method, applications 1.引言 非晶态合金,又称为“金属玻璃”,是一类具有长程无序、短程有序结构特点的材料[1-2]。非晶态合金以金属键作为其结构特征,虽然不是长程有序,但在几个晶格常数范围内保持短程有序。自从1934年用蒸发沉积法制备出非晶态合金以来,对于非晶态合金的合成与应用研究获得了飞速发展。由于它具有独特的电磁性能、机械性能和耐磨性能,在配电设备、电动机、电磁传感器等电力设备上得到了广泛的应用。此外,由于非晶态合金具有独特的结构,它在催化领域也表现出优异的性能。自从1980年Smith G V 发表第一篇关于非晶态合金催化剂的研究报告以来,得到了国内外许多催化剂研究者的广泛亲睐[3]。 非晶态合金引起催化工作者的兴趣是因为它具有以下特点[4]:第一,非晶态合金在很宽的范围内可以制成各种组成的样品,从而可以在较宽大范围内调变它们的电子性质;第二,催化活性中心可以以单一的形式均匀分布在化学均匀的环境中;第三,非晶态合金表面具有浓度较高的不饱和中心,且不饱和中心的配位数具有一定的范围,因而使其催化活性和选择性一般优于相应的晶态催化剂;第四,其表面的非多孔性是其摆脱了多项催化剂存在的反应物种的扩散影响表面反应的问题。非晶态合金催化剂是将来有望开发的一种高效、环境友好的新型催化
加工铁基粉末合金材料(FC0208、FN0205、SMF4030、SMF5040)专用数控刀片 飞机发动机上的刹车片、离合器摩擦片、松孔过滤器、多孔发汗材料、含油轴承、磁铁芯、电触点、高比重合金、硬质合金和超硬耐磨零件等因含有大量非金属成分或含有连通孔隙,都不能用普通铸、锻工艺制造,只能以粉末为原料经冷压、烧结等粉末冶金工艺来制造。航空航天工业中使用的铁基粉末合金材料(FC0208、FN0205、SMF4030、SMF5040)比较重要的有刹车片材料、松孔材料和高强度粉末合金三类。 粉末高温合金的切削性能 加工铁基粉末合金材料(FC0208、FN0205、SMF4030、SMF5040)的专用刀片粉末高温合金具有组织均匀、晶粒细小、屈服强度高、抗疲惫性能好等优点,但是由于其中含有很多(如铬、钴、钼、铌、镍、铁、钽等)高熔点合金元素且g相含量高,使得粉末高温合金得到很大的强化效应,在一定的温度范围内,随温度升高,其硬度反而有所进步,由于其材料本身的化学成分及独特的多孔性结构,在较小的面积内其硬度值也有一定的波动。即使测得的宏观硬度为20~35HRC,但组成零件的颗粒硬度会高达60HRC,这些硬颗粒会导致严重而急剧的刃口磨损,因此粉末冶金高温合金是典型的难加工材料。 BN-K10牌号郑州华菱超硬刀具切削试验 立方氮化硼(郑州华菱超硬)刀具材料是用六方氮化硼(白石墨)为原料,经高温高压烧结而成的无机超硬材料。制造方法为:可做成整体的圆柱形烧块,或在碳化钨硬质合金基体上烧结成0.5mm厚的复合刀片。立方氮化硼刀具可用金刚石磨轮磨出新的几何角度。由于立方氮化硼有很高的硬度和耐磨性、很高的热稳定性、优良的化学稳定性,适合于难加工材料的切削加工,尤其是粉末高温合金,,的高速切削加工。 切削用量:v=90~110m/min,ap=0.5mm,f=0.1mm/r。在切削用量为v=105m/min、ap=0.5mm、 f=0.1mm/r时,由于材料中有硬质点的存在,受到冲击力,产生了稍微崩刃的现象。切屑长而薄,自动断屑状态不好,属于自卷曲断屑,刀具尖端红热,表面氧化发黑。 而采用切削参数为v=90m/min、ap=0.5mm、f=0.1mm/r,并使用切削液时,切屑呈暗红色的“半熔态”,沿副刀刃方向流出,切削温度很高。在高温高压作用下造成粘结磨损;零件表面端跳动值在0.02mm左右。与硬质合金相比,郑州华菱超硬刀片车削粉末高温合金的刀具的后刀面磨损量VB要小得多,而且郑州华菱超硬刀片的加工精度可以得到保证。在质量相差不大的情况下,郑州华菱超硬的刀具寿命明显要高于涂层硬质合金。 但是在高温高压下粉末高温合金与郑州华菱超硬刀片表面会发生亲合作用,因而发生较明显的粘结,造成粘结磨损,因此要通过使用高压切削液和减少切削抗力的办法减少磨损。因此加冷却液是进步郑州华菱超硬刀具寿命的措施之一。 结语:用BN-K10牌号郑州华菱超硬刀具加工粉末高温合金,效率高于硬质合金刀具,刀具寿命高于陶瓷刀具。 郑州华菱超硬刀具牌号及适用范围 加工铁基粉末合金材料(FC0208、FN0205、SMF4030、SMF5040)的专用刀片适合加工范围: 1,高硬度铸铁/铸钢的加工,如:高铬铸铁、白口铸铁、镍硬铸铁等合金铸铁;高锰钢等耐热耐磨钢的高硬度粗加工和精加工【可拉荒粗车有夹砂、气孔的铸件毛坯】 2,热处理后的高硬度工件加工,如:淬硬轴承钢、渗碳钢、氮化钢、工具钢、模具钢热后硬切削,可断续切削【可背吃刀量ap≤7.5mm大余量加工HRC45-HRC79硬度】 3,其他难切削材料类:高温合金、粉末冶金,难熔合金如碳化钨,镍基,钴基合金等的加工【可订做非标,来图来样加工】 4,普通灰口铸铁、珠光体球墨铸铁的高速切削【刀具寿命是合金刀具寿命的10-20倍】 刀具材质牌号类别: