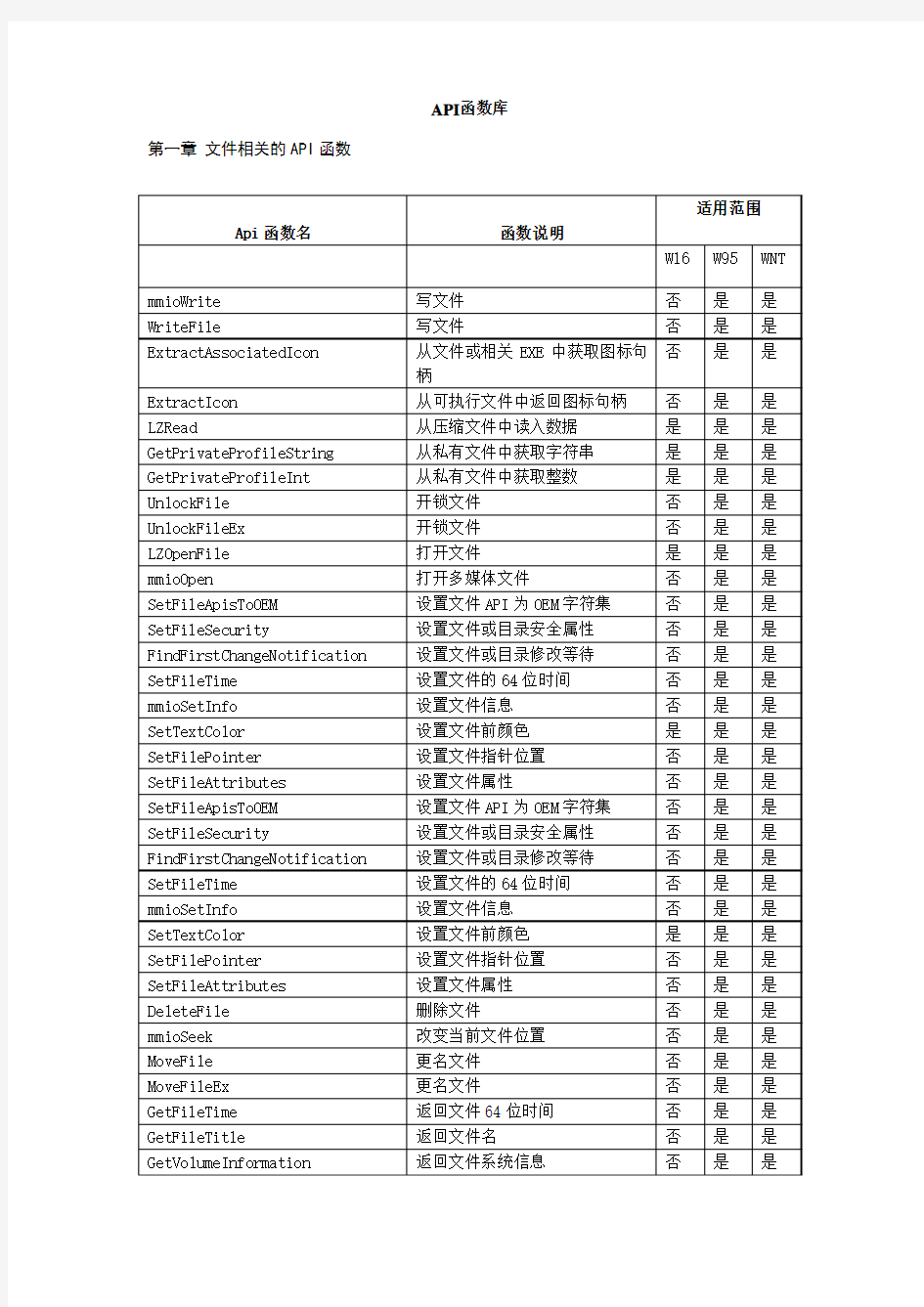
API函数库第一章文件相关的API函数
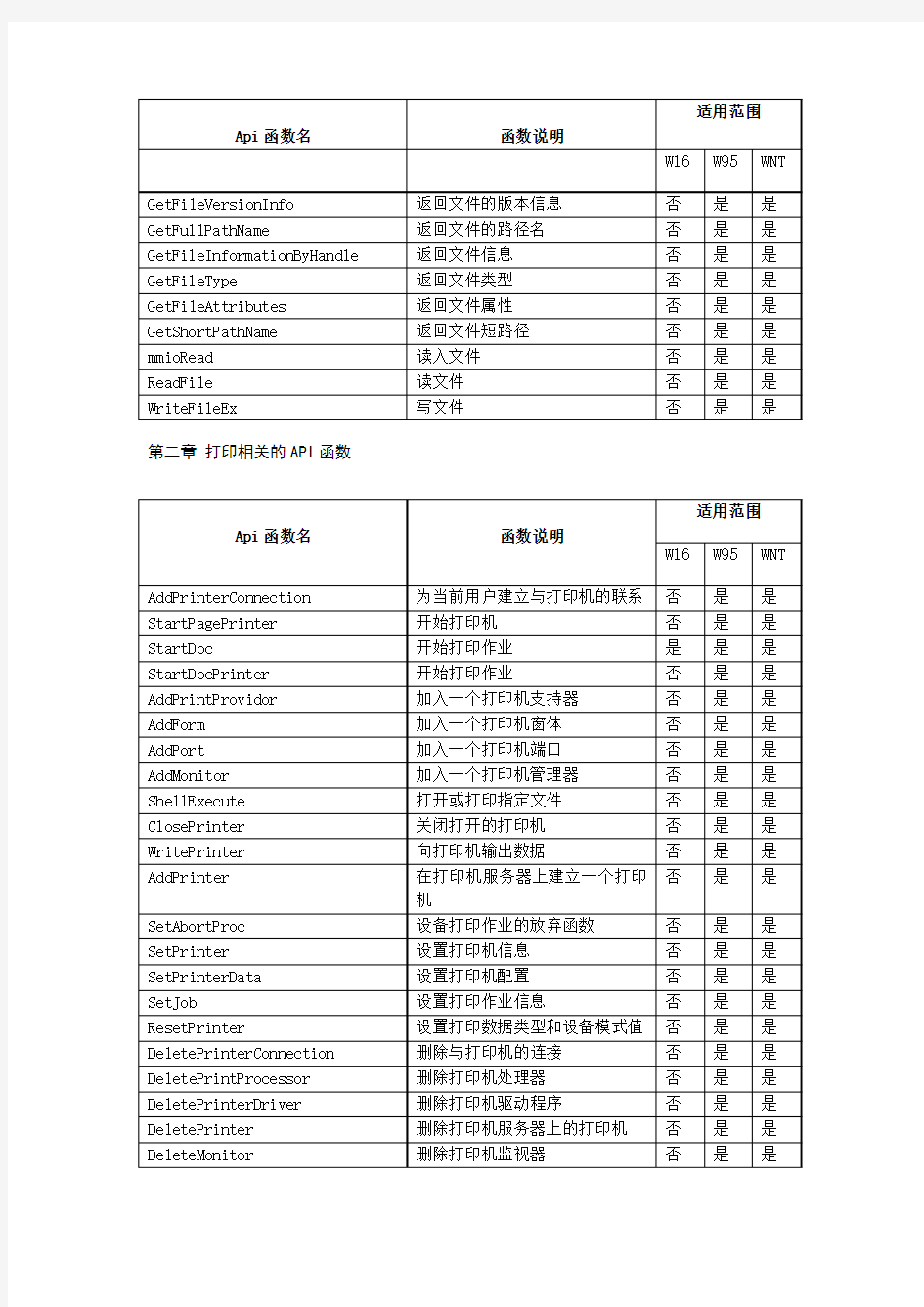
第二章打印相关的API函数
第三章其它API函数
auxGetDevCaps API 获取附属设备容量 auxGetNumDevs API 返回附属设备数量 auxGetVolume API 获取当前卷设置 auxOutMessage API 向输出设备发送消息 auxSetVolume API 设置附属设备卷 AbortDoc API 终止一项打印作业 AbortPath API 终止或取消DC中的一切路径 AbortPrinter API 删除打印机缓冲文件AbortSystemShutdown API 停止系统工作 AccessCheck API 检验客户访问权限AccessCheckAndAuditAlarm API 检验访问,产生声音或警报ActivateKeyboardLayout API 激活一个新的键盘设备AddAccessAllowedAce API 将ACCESS_ALLOWED_ACE加入ACL AddAccessDeniedAce API 将ACCESS_DENIED_ACE加入ACL AddAce API 将ACE加入一个已存在的ACL AddAtom API 将一个字符串加入本地原子表AddAuditAccessAce API 将SYSTEM_AUDIT_ACE加入ACL AddFontResource API 将一种字体加入字体表 AddForm API 加入一个打印机窗体 AddJob API 启动一个打印作业 AddMonitor API 加入一个打印机管理器 AddPort API 加入一个打印机端口 AddPrintProcessor API 将打印处理器复制到打印机服务器中AddPrintProvidor API 加入一个打印机支持器 AddPrinter API 在打印机服务器上建立一个打印机AddPrinterConnection API 为当前用户建立与打印机的联系AddPrinterDriver API 将打印机驱动程序复制到打印机服务器中AdjustTokenGroups API 使能/取消令牌中的群AdjustTokenPrivileges API 使能/取消令牌特权AdjustWindowRect API 计算所需窗口矩形的大小AdjustWindowRectEx API 计算所需窗口矩形的大小AdvancedDocumentProperties API 进行打印机高级设置AllocConsole API 为当前进程建立控制台AllocateAndInitializeSid API 分配和初始化SID AllocateLocallyUniqueId API 分配LUID AngleArc API 按指定角度画弧 AnimatePalette API 替换逻辑调色板中的项目 AnyPopup API 标识弹出式窗口是否存在 AppendMenu API 在菜单中加入新的项目 Arc API 画弧 ArcTo API 画椭圆弧 AreAllAccessesGranted API 检查所有要求的访问AreAnyAccessesGranted API 检查任何要求的访问ArrangeIconicWindows API 排列最小化的子窗口
华中数控系统操作面板按键的用途图1华中世纪星车床数控系统的操作面板 ㈠功能菜单 在显示器的下方有十个功能按键,从“F1”到“F10”(相当于FANUC 系统中的软键),通过这十个功能按键,可完成对系统操作界面中菜单命令的操作,系统操作界面中菜单命令由主菜单和子菜单构成,所有主菜单和子菜单命令都能通过功能按键“F1”~“F10”来进行操作。主菜单分别是:F1为“自动加工”、F2为“程序编辑”、F3为“参数”、F4为“MDI”、F5为“PLC”、F6为“故障诊断”、F7为“设置毛坯大小”、F9为“显示方式”。每一主菜单下分别有若干个子菜单。 ㈡NC键盘 NC键盘用于零件程序的编制、参数输入、MDI 及系统管理操作等,见图4。 图4? NC键盘 1.“Esc”键:按此键可取消当前系统界面中的操作。 2.“Tab”键:按此键可跳转到下一个选项。 3.“SP”键:按此键光标向后移并空一格。 4.“BS”键:按此键光标向前移并删除前面字符。 5.“Upper”键:上档键。按下此键后,上档功能有效,这时可输入“字母”键与“数字”键右上角的小字符。 6.“Enter”键:回车键,按此键可确认当前操作。 7.“Alt”键:替换键,也可与其它字母键可组成快捷键。
谢谢你的观赏 8.“DEL”键:按此键可删除当前字符。 9.“PgDn”键与“PgUp”键:向后翻页与向前翻页。 10.“▲”键、“▼”键、“?”键与“?”键:按这四个键可使光标上、下、左、右移动。 11.“字母”键、“数字”键和“符号”键:按这些键可输入字母、数字以及其他字符,其中一些字符需要配合“Upper”键才能被输入。 ㈢机床控制面板见图5 图5 机床控制面板 1. 方式选择按键。方式选择按键的作用是把数控车床的操作方式进行了分类,在每一种操作方式下,只能进行相应的操作。方式选择按键共有五个,分别是“自动”操作方式、“单段”操作方式、“手动”操作方式、“增量”操作方式和“回零”操作方式。 (1)“自动”操作方式:按此键进入自动运行方式,在自动方式下可进行连续加工工件、模拟校验加工程序、在MDI 模式下运行指令等操作。进入自动方式后在系统主菜单下按“F1”键进入“自动加工”子菜单,再按“F1”选择要运行的程序,然后按一下“循环启动”键自动加工开始。在自动运行过程中按一下“进给保持”键程序暂停运行,进给轴减速停止,再按一下“循环起动”键,程序会继续运行。 (2)“单段”操作方式:在自动运行方式下按此键进入单程序段执行方式,这时按一下“循环启动”键只运行一个程序段。 (3)“手动”操作方式:按此键进入手动操作方式。在手动方式下通过 谢谢你的观赏
Delphi常用组件的使用 目录 1.按钮类组件 1.1Button组件
Button组件位于Standard页。 Button组件的常用属性表 属性描述 Cation用于在按钮上显示文本内容 Cancel用来指定按钮是否为取消按钮 Default用于指定按钮是否为默认按钮,在按Enter键时也选中命令按钮Hint设置鼠标在组件上短暂停时在组件旁显示的提示小窗口的内容ShowHint确定是否显示提示文本,默认值是FALSE 1.2Bitbtn组件 Bitbtn组件(位图组件)位于Additional,与Button很相似,只是多了一个位图符号在按钮上(如带有对号的OK,问好的Help等),其某些属性与Button类似,下表为其独有的的特性。(注:此组件不需编写代码) Bitbtn组件的常用属性表 属性描述 Kind Kind属性的值就是位图按钮上显示的图标。Kind属性后的下拉列表中有一组默认图标的属性值,有bkCancel(取消)、bkAbort(终止)、bkAll(所有)、 bkClose(关闭)等。 Glyph用于在位图按钮上显示加载后的位图图形 NumGlyphs用于指明位图按钮所能使用位图的个数。在delphi中,最多允许向一个位图按钮提供4个图像文件,用于表示4中不停状态 Layout用于指出位图图形在位图组件上的放置位置 1.3SpeedButton组件 SpeedButton组件(加速按钮)位于Additional,常放置在Panel组件上,用于设计工具栏。它与Bitbtn相似,也可以显示图像和文本,但通常只用于显示图像。 SpeedButton组件的常用属性表 属性描述 AllowAllUp用于设置同一组的加速按钮是否具有同时弹起的状态。若设置为FALSE,则当同一组加速按钮中的一个被按下时,其他加速按钮都处于弹起状态,即这 组按钮必须有且只有一个处于按下状态 Down用于设置该加速按钮是否处于按下状态,若设置为TRUE,则表示按钮处于按下状态 Flat用于设置在鼠标移动到该按钮上时,按钮是否显示三维效果。为FLASE则不出现 GroupIndex用于将数个加速按钮设置成一组,只需将其值设置成不等于0的数值即可1.4RadioButton组件
(DELPHI)API函数大全 1. API之网络函数 WNetAddConnection 创建同一个网络资源的永久性连接WNetAddConnection2 创建同一个网络资源的连接WNetAddConnection3 创建同一个网络资源的连接WNetCancelConnection 结束一个网络连接 WNetCancelConnection2 结束一个网络连接 WNetCloseEnum 结束一次枚举操作 WNetConnectionDialog 启动一个标准对话框,以便建立同网络资源的连接WNetDisconnectDialog 启动一个标准对话框,以便断开同网络资源的连接WNetEnumResource 枚举网络资源 WNetGetConnection 获取本地或已连接的一个资源的网络名称WNetGetLastError 获取网络错误的扩展错误信息WNetGetUniversalName 获取网络中一个文件的远程名称以及/或者UNC (统一命名规范)名称 WNetGetUser 获取一个网络资源用以连接的名字 WNetOpenEnum 启动对网络资源进行枚举的过程 2. API之消息函数 BroadcastSystemMessage 将一条系统消息广播给系统中所有的顶级窗口GetMessagePos 取得消息队列中上一条消息处理完毕时的鼠标指针屏幕位置GetMessageTime 取得消息队列中上一条消息处理完毕时的时间PostMessage 将一条消息投递到指定窗口的消息队列PostThreadMessage 将一条消息投递给应用程序RegisterWindowMessage 获取分配给一个字串标识符的消息编号ReplyMessage 答复一个消息 SendMessage 调用一个窗口的窗口函数,将一条消息发给那个窗口SendMessageCallback 将一条消息发给窗口 SendMessageTimeout 向窗口发送一条消息 SendNotifyMessage 向窗口发送一条消息 3. API之文件处理函数 CloseHandle 关闭一个内核对象。其中包括文件、文件映射、进程、线程、安全和同步对象等 CompareFileTime 对比两个文件的时间 CopyFile 复制文件 CreateDirectory 创建一个新目录 CreateFile 打开和创建文件、管道、邮槽、通信服务、设备以及控制台CreateFileMapping 创建一个新的文件映射对象 DeleteFile 删除指定文件
delphi常用函数大全(转) Abort函数引起放弃的意外处理 Abs函数绝对值函数 AddExitProc函数将一过程添加到运行时库的结束过程表中 Addr函数返回指定对象的地址 AdjustLineBreaks函数将给定字符串的行分隔符调整为CR/LF序列Align属性使控件位于窗口某部分 Alignment属性控件标签的文字位置 AllocMem函数在堆栈上分配给定大小的块 AllowGrayed属性允许一个灰度选择 AnsiCompareStr函数比较字符串(区分大小写) AnsiCompareText函数比较字符串(不区分大小写) AnsiLowerCase函数将字符转换为小写 AnsiUpperCase函数将字符转换为大写 Append函数以附加的方式打开已有的文件 ArcTan函数余切函数 AssignFile函数给文件变量赋一外部文件名 Assigned函数测试函数或过程变量是否为空 AutoSize属性自动控制标签的大小 BackgroundColor属性背景色 BeginThread函数以适当的方式建立用于内存管理的线程 BevelInner属性控件方框的内框方式 BevelOuter属性控件方框的外框方式 BevelWidth属性控件方框的外框宽度 BlockRead函数读一个或多个记录到变量中 BlockWrite函数从变量中写一个或多个记录 BorderStyle属性边界类型 BorderWidth属性边界宽度 Break命令终止for、while、repeat循环语句 Brush属性画刷 Caption属性标签文字的内容 ChangeFileExt函数改变文件的后缀 ChDir函数改变当前目录 Checked属性确定复选框选中状态 Chr函数返回指定序数的字符 CloseFile命令关闭打开的文件 Color属性标签的颜色 Columns属性显示的列数 CompareStr函数比较字符串(区分大小写) Concat函数合并字符串 Continue命令继续for、while、repeat的下一个循环 Copy函数返回一字符串的子串 Cos函数余弦函数 Ctl3D属性是否具有3D效果 Cursor属性鼠标指针移入后的形状 Date函数返回当前的日期 DateTimeToFileDate函数将DELPHI的日期格式转换为DOS的日期格式DateTimeToStr函数将日期时间格式转换为字符串DateTimeToString函数将日期时间格式转换为字符串 DateToStr函数将日期格式转换为字符串
2004广州数控杯全国技工学校技能竞赛 技术文件 (数控车床操作员、数控加工中心操作工专业) 2004年技工学校技能竞赛全国组委会 二OO四年五月
目录 加工中心操作工竞赛技术纲要(生产实习指导教师组) (1) 数控车床操作工竞赛技术纲要(生产实习指导教师组) (3) 维修电工竞赛技术纲要(生产实习指导教师组) (24) 维修电工竞赛技术纲要(学生高级技校组) (29) 维修电工竞赛技术纲要(学生普通组) (34)
加工中心操作工竞赛技术纲要 一、竞赛技术纲要制定的标准 加工中心操作工竞赛技术纲要的制定,是以《中华人民共和国加工中心操作工国家职业标准》中加工中心高级操作工应具备的理论知识和实际操作技能要求为主要依据。 二、理论知识竞赛纲要 (一)机械加工基础部分 1、机械制图知识 (l)标准件和常用件的规定画法 (2)测绘零件回的方法 (3)计算机辅助绘图方法 (4)零件三视图、局部视图和剖视图的表达方法 (5)公差配合的基本概念 (6)形状、位置公差与表面粗糙度的基本概念 (7)绘制工装简图的方法 2、加工工艺知识 (1)金属材料及热处理基本知识 (2)机械制造工艺知识 (3)机械加工工艺的基本理论 (4)典型零件的加工工艺
(5)钻、扩、铰、镗、攻丝等工艺特点
(6)切削用量的选择原则 (7)加工余量的选择方法 (8)加工中心工艺卡的编制 3、夹具知识 (1)定位基准的基本原理及正确选择方法(2)夹具设计的基本原理 (3)平口钳、压板等通用夹具的调整及使用方法(4)专用夹具的选用方法 (5)工件定位基准的选择方法 (6)简单专用夹具的设计 4、刀具知识 (l)刀具的种类及用途 (2)刀具使用寿命的影响因素 (3)刀具材料的种类 (4)加工中心工具系统的种类及结构 (5)刀具新材料、高速加工技术 (6)刀具预调仪的工作原理 (7)刀具长度补偿值计算 (8)铣刀半径补偿值计算 (9)砂轮的种类及选择方法 (10)切削参数的合理选择 (二)数控机床及数控加工技术部分
Delphi 文件操作集锦 Delphi 文件操作集锦 时间:2011-5-26来源:yang 作者: peng点击: 11次Delphi 文件操作集锦 unit Unit1; interface uses Windows, Messages, SysUtils, Variants, Classes, Graphics, Controls, Forms, Dialogs, StdCtrls; type TForm1 = class(TForm) Button1: TButton; procedure Button1Click(Sender: TObject); private { Private declarations } public { Public declarations } end; var Form1: TForm1; implementation uses activex,comobj,shlobj; {$R *.dfm} function ResolveLink(const ALinkfile: String): String; var
link: IShellLink; storage: IPersistFile; filedata: TWin32FindData; buf: Array[0..MAX_PATH] of Char; widepath: WideString; begin OleCheck(CoCreateInstance(CLSID_ShellLink, nil, CLSCTX_INPROC_SERVER, IShellLink, link)); OleCheck(link.QueryInterface(IPersistFile, storage)); widepath := ALinkFile; Result := ‘unable to resolve link‘; If Succeeded(storage.Load(@widepath[1], STGM_READ)) Then If Succeeded(link.Resolve(GetActiveWindow, SLR_NOUPDATE)) Then If Succeeded(link.GetPath(buf, sizeof(buf), filedata, SLGP_UNCPRIORITY)) Then Result := buf; storage := nil; link:= nil; end; // 用法: procedure TForm1.Button1Click(Sender: TObject);
常用API函数参数5 ImmIsIME 函数功能: 判断指定的句柄是否为IME; 函数原型: BOOL ImmIsIME( HKL hKL ); 参数hKL: 待检查的键盘布局句柄; 返回值: 函数调用成功返回1,失败返回0. 速查信息: Windows NT: 要求4.0或更高版本 Windows: 要求Windows 95 或更高. Windows CE:不支持. Header: 声明在imm.h. Import Library: imm32.lib. Windows XP没有自带五笔型输入法,这对五笔型用户而言无疑是个大大的遗憾。网上的五笔型输入法虽然种类很多,也不乏优秀的版本,但一方面有些版本是共享软件需要注册,另一方面也许很多五笔型输入法的老用户最习惯用的还是老牌的“王码五笔型输入法86/98版”。 微软的Office XP软件中包含了这个老牌的五笔型输入法,但如果用户并不使用Office XP中的任何组件,仅仅是为了使用“王码五笔型输入法”而运行Office XP安装程序,就显的有些小题大做了,更不用说是某些零时在外面用公用电脑而又想用五笔型输入法的情况。于是网上出现了很多简化的安装方法,大体上可以分为三个步骤: 拷贝输入法文件(从Of还是9x/ME。示例代码fice XP光盘中或已经安装了“王码五笔型输入法”的电脑中提取) 增加注册表项 重启后通过控制面板添加输入法
整个过程中拷贝输入法文件和增加注册表项可以用批处理和导入注册表文件来简化操作,但必须重启计算机才能在控制面板里添加输入法,这同样让使用者觉得比较烦琐。那么作为一个编程爱好者能不能通过写个小程序来实现在不重新启动计算机的情况下全自动的安装“王码五笔型输入法”呢(也就是即装即用)?答案是肯定的!因为微软的Office XP 安装程序做到了,这就表示微软肯定留有一个专门用来安装输入法的接口,一般来说应该是一系列API函数。 经过一番摸索,笔者在MSDN里找到了这个可以用来安装输入法的API:ImmInstallIME()。Ok,现在我们就开始利用这个API来实现自己的“王码五笔型输入法”全自动安装程序。 一、准备素材 我们先试着从Office XP光盘中提取“王码五笔型输入法”的输入法文件。通过Windows 的查找功能在Office XP的第一张安装盘中查找与“WINWB”相关的文件,在OFFICE1.CAB 中找到了一下14个文件:WINWB86.CHM.*、https://www.doczj.com/doc/1714019424.html,T.*、WINWB86.HLP.*、WINWB86A.IME.*、WINWB86A.MB.*、WINWB86W.IME.*、WINWB86W.MB.*、WINWB98.CHM.*、https://www.doczj.com/doc/1714019424.html,T.*、WINWB98.HLP.*、WINWB98A.IME.*、WINWB98A.MB.*、WINWB98W.IME.*、WINWB98W.MB.*,其中*是很长的一串由字母、数字和下滑线组成的序列(个人认为应该是微软为了校验文件内容的正确性而加上的内容为该文件效验码的后缀吧)。去掉这个长长的后缀,可以看到5 种类型的文件。很明显,*.CHM、*.CNT和*.HLP是五笔型输入法的帮助文件,*.MB是码表文件,而*.IME是主要的输入法文件。其中*.IME和*.MB有文件名部分以A结尾和以W结尾两个版本,经过笔者试验证实了它们分别是ANSI和UNICODE两种版本的输入法文件。文件名部分以A结尾的文件适用于Windows 9x,以W结尾的文件适用于NT系列Windows系统。 提取了输入法文件后必须让安装程序针对不同版本的操作系统将它们拷贝到正确的目录,以便调用API来进行输入法安装。笔者分别在安装了Office XP中自带的“王码五笔型输入法”的Windows 98SE和Windows XP操作系统中查找以上文件,发现帮助文件都存放在WINDOWSHELP目录中(这里假设Windows系统都安装在WINDOWS目录)。而主要的输入法文件(*.IME)和码表文件(*.MB)在Windows 9x下存放于WINDOWSSYSTEM目录中,在NT系列Windows系统中存放于WINDOWSSYSTEM32目录中。 二、相关API函数 素材的准备工作已经完成,现在我们来看一下代码编写过程中需要用到的4个主要的API函数。 2.1 GetVersion 函数原型:
华中数控自主开发XHK714立式铣床加工中心简介 (一)XHK714加工中心进给轴控制系统 我公司自主开发的XHK714加工中心进给轴控制系统是由全数字交流伺服进给驱动单元和交流永磁同步伺服电机主要部件组成的高性能交流伺服进给驱动系统。 <一>采用的全数字交流伺服进给驱动单元是由武汉华中数控股份有限公司自行研制的新产品,其单元是由HSV-20D全数字交流伺服驱动模块(具体型号:HSV-20D-025)和HSV-20P 电源模块(具体型号:HSV-20P-100)组成。HSV-20D全数字交流伺服进给驱动单元采用最新运动控制专用数字信号处理器(DPS)、大规模现场可编程逻辑阵列(FPGA)和智能化功率模块(IPM)等先进的新技术,其特点有: 1. 参数丰富,控制简单、灵活。 通过修改HSV-20D全数字交流伺服驱动模块的参数,可对驱动模块系统的工作方式、内部参数进行修改,以适应不同应用环境和要求。 2. 状态显示齐全。
HSV-20D全数字交流伺服驱动模块设置了一系列状态显示信息,方便用户在调试、使用过程中观察伺服驱动模块的相关状态参数(转速、当前位置、电机转矩、电机电流、输入输出端子信号等);同时也提供了一系列的故障诊断信息(超速、主电源过压、欠压、过流、过载、编码器异常、过热、控制电源欠压等)。 3. 接口丰富,控制方式灵活多样。 HSV-20D全数字交流伺服驱动模块具有脉冲输入接口,模拟输入接口,电机码盘反馈接口,串行通讯接口及可编程I/O接口;具有多种运行控制方式; 位置控制方式(脉冲量接口);HSV-20D系列伺服驱动器可以通过内部参数设置接收三种形式的脉冲指令(正交脉冲;脉冲+方向;正、负脉冲)。 速度控制方式(模拟量接口);HSV-20D系列伺服驱动器可以通过内部参数设置为速度控制方式,可接收幅值不超过10V 的模拟量(如:-10V~+10V)。 转矩控制方式(模拟量接口);HSV-20D系列伺服驱动器可以通过内部参数设置为转矩控制方式,可接收幅值不超过10V 的模拟量(如:-10V~+10V)。 JOG控制方式;此种方式是HSV-20D系列伺服驱动器通过按键(而无须外部指令)设置使驱动器运动,给用户提供的一种测试伺服驱动系统安装、连接是否正确的运行方式。 内部速度控制方式;HSV-20D系列伺服驱动器在内部速度控制方式下,无须外部指令,可根据伺服驱动器内部设定的速度运行。 本次自制XHK714加工中心HSV-20D全数字交流伺服驱动模块采用的是外部指令位置控制方式(脉冲量接口,可以通过内部参数设置接收三种形式的脉冲指令),实现进给轴正反转和位移速度的控制。也可用内部速度控制方式实现根据伺服驱动模块内部设定的速度运行。反馈脉冲最高25000脉冲/转。 <二>采用的交流伺服电机是武汉登奇机电技术有限公司的高压交流永磁伺服电机(具体型号:GK7063-6AC61-FE 无闸和GK7063-6AC61-FB 抱闸),其特点是:按IP64防护等级设
Delphi函数大全 function Int(X:Extended):Extended;//取整 function Round(X:Extended):Int64;//四舍五入function Trunc(X:Extended):Int64;//将小数无条件舍去信息来源:邪恶八进制信息安全团队 名称类型说明 ---------------------------------------------------------------------------------- Abort函数引起放弃的意外处理 Abs函数绝对值函数 AddExitProc函数将一过程添加到运行时库的结束过程表中Addr函数返回指定对象的地址 AdjustLineBreaks函数将给定字符串的行分隔符调整为CR/LF序列Align属性使控件位于窗口某部分 Alignment属性控件标签的文字位置 AllocMem函数在堆栈上分配给定大小的块AllowGrayed属性允许一个灰度选择 AnsiCompareStr函数比较字符串(区分大小写)AnsiCompareText函数比较字符串(不区分大小写)AnsiLowerCase函数将字符转换为小写 AnsiUpperCase函数将字符转换为大写 Append函数以附加的方式打开已有的文件 ArcTan函数余切函数 AssignFile函数给文件变量赋一外部文件名 Assigned函数测试函数或过程变量是否为空 AutoSize属性自动控制标签的大小 BackgroundColor属性背景色 BeginThread函数以适当的方式建立用于内存管理的线程BevelInner属性控件方框的内框方式 BevelOuter属性控件方框的外框方式 BevelWidth属性控件方框的外框宽度 BlockRead函数读一个或多个记录到变量中 BlockWrite函数从变量中写一个或多个记录 BorderStyle属性边界类型 BorderWidth属性边界宽度 Break命令终止for、while、repeat循环语句 Brush属性画刷 Caption属性标签文字的内容 ChangeFileExt函数改变文件的后缀 ChDir函数改变当前目录
华中数控车床编程指令及其格式介绍 1、零件程序是由数控装置专用编程语言书写的一系列指令组成的。 2、数控装置将零件程序转化为对机床的控制动作。 3、最常使用的程序存储介质是磁盘和网络。 4、为简化编程和保证程序的通用性,规定直线进给坐标轴用X,Y,Z 表示,常称基本坐标轴。X,Y,Z 坐标轴的相互关系用右手定则决定。 5、规定大姆指的指向为X 轴的正方向,食指指向为Y轴的正方向,中指指向为Z 轴的正方向。围绕X,Y,Z 轴旋转的圆周进给坐标轴分别用A,B,C 表示, 6、数控机床的进给运动,有的由主轴带动刀具运动来实现,有的由工作台带着工件运动来实现。 7、坐标轴正方向,是假定工件不动,刀具相对于工件做进给运动的方向。如果是工件移动则用加“′”的字母表示,按相对运动的关系,工件运动的正方向恰好与刀具运动的正方向相反,即有: +X =-X′, +Y =-Y′, +Z =-Z′ +A =-A′, +B =-B′, +C =-C′ 同样两者运动的负方向也彼此相反。 8、机床坐标轴的方向取决于机床的类型和各组成部分的布局,对车床而言:——Z 轴与主轴轴线重合,沿着Z 轴正方向移动将增大零件和刀具间的距离;——X 轴垂直于Z 轴,对应于转塔刀架的径向移动,沿着X轴正方向移动将增大零件和刀具间的距离; ——Y 轴(通常是虚设的)与X 轴和Z 轴一起构成遵循右手定则的坐标系统。9、机床坐标系是机床固有的坐标系,机床坐标系的原点称为机床原点或机床零点。在机床经过设计、制造和调整后,这个原点便被确定下来,它是固定的点。 10、为什么数控车床开机后要回参考点? 答:数控装置上电时并不知道机床零点,为了正确地在机床工作时建立机床坐标系,通常在每个坐标轴的移动范围内设置一个机床参考点(测量起点),机床起动时,通常要进行机动或手动回参考点,以建立机床坐标系。机床回到了参考点位置,也就知道了该坐标轴的零点位置,找到所有坐标轴的参考点,CNC 就建立起了机床坐标系。 11、机床参考点可以与机床零点重合,也可以不重合,通过参数指定机床参考点到机床零点的距离。 12、机床坐标轴的机械行程是由最大和最小限位开关来限定的。机床坐标轴的有效行程范围是由软件限位来界定的,其值由制造商定义。 13、工件坐标系是编程人员在编程时使用的,编程人员选择工件上的某一已知点为原点(也称程序原点),建立一个新的坐标系,称为工件坐标系。工件坐标系一旦建立便一直有效,直到被新的工件坐标系所取代。 14、程序原点选择原则? 答:工件坐标系的原点选择要尽量满足编程简单,尺寸换算少,引起的加工误差小等条件。一般情况下,程序原点应选在尺寸标注的基准或定位基准上。对车床编程而言,工件坐标系原点一般选在,工件轴线与工件的前端面、后端面、卡爪前端面的交点上。
POSTEK PPLⅠAPI函数手册 G Series 条码标签打印机 Version 2.00 深圳市博思得通信发展有限公司 二○○四年
API函数库文件说明 名称:CDFPSK.dll 中文版本编号:1.X.X.X 英文版本编号:2.X.X.X 版权所有:?2004深圳市博思得通信发展有限公司。保留所有权利。 用途 本API函数库为深圳市博思得通信发展有限公司条码标签打印机的用户提供一组命令,为他们编写基于Windows9X,NT,2000,XP等操作系统的应用程序提供便利。 本API函数库仅支持本公司产品。 缩略语对照 PPLⅠ:深圳市博思得通信发展有限公司的第一套打印机编程语言(Printer Porgram Language Ⅰ)。 API:应用程序编程接口(Application Program Interface)。 Dots:像素(pixel)是一种计算机科学技术尺寸单位,原指电视图像成像的最小单位,在打印机领域表示打印机的最小打印成像单位:1dot等于一英寸除以打印机的最大分辨率。 - 对于203DPI的打印机来说, 1dot = 25.4mm/203 = 0.125mm(1dot = 1000 / 203 = 5mil); - 对于300DPI的打印机来说, 1dot = 25.4mm/300 = 0.085mm(1dot = 1000 / 300 = 3mil)。 TrueType Font:是基于Windows操作系统使用,可装卸的字体。 - 已经安装的TrueType Font,都可以被本函数使用。 使用前须知 字符串 * 字符串以双引号(“)作为起始和结束标记; *
华中数控系统功能特点及编程加工 一、显示功能 1、实体图形显示功能:华中HNC-21T系统,可根据用户选择的不同形状刀具,对用户自定义大小的毛坯,进行仿真加工。 2、图形轨迹显示功能:可根据加工程序显示刀具运行轨迹 3、正文显示功能:可显示当前运行程序,帮助操作者更好了解机床的运行状况。 4、大字符、坐标联合显示功能:可显示刀具在机床坐标系、工件坐标系下的指令值、实际值,还可显示刀具运行各段程序时的剩余值。 5、其他显示功能:可显示当前运行程序名;当前运行程序行号;工件坐标零点的坐标值;刀具实际进给速度;实际主轴转速;当前刀具号;主轴速度、进给速度、快移速度的修调率等。 6、可显示当前编辑程序行的实际行号、列号。 二、编辑功能 1、可实现G代码程序(包括高级宏程序)单个字符的编辑,更方便程序的编辑、修改操作。 2、除便捷的新建程序、保存程序、删除程序、程序另存功能外,还可将程序中的部分内容通过快捷键进行块定义、拷贝、粘贴(也可粘贴到系统下其他G代码程序中)。 3、可用分号屏蔽程序段的运行,程序中可显示注释。 4、系统程序存储量大,系统标准配置内存32MB。 5、具有后台编辑功能:在加工过程中,可以在后台进行程序编辑。 6、具有蓝图编辑功能。 三、加工功能 1、小线段高速连续插补功能(G64指令):可高速圆滑拟合小线段程序的轨迹,十分利于CAM生成的小线段程序的加工。 2、断点保存功能、任意指定行加工的功能、程序跳段功能 四、华中数控系统编程指令特点 1、G01、G02(G03):除基本的直线、圆弧插补功能外,还可倒角、倒圆 2、华中数控HNC-21T(车床系统)还有直径、半径编程指令G36、G37;螺纹加工G32指令;固定循环G80、G81、G82;复合循环G71、G72、G7 3、G76;恒线速度控制指令G96、G97、G46等。其中需关注的是: G36、G37指令可在同一个程序中实现直径、半径编程的转换; 复合循环G71、G72指令的刀具轨迹,可完成每层粗切时的残料加工,满足现代加工中余量均匀的要求,有利于刀具寿命和加工精度; 复合循环G71指令还可实现凹槽轮廓的粗加工,宏程序轮廓的粗加工。 3、华中数控HNC-21M(铣床系统)还有绝对编程、增量编程G91、G90指令;坐标系设定G92
DELPHI中如何调用API,可举例说明 第一部分Delphi知识1. 如果一个元件希望放到IDE的元件面板上,它必须从________类派生,如果一个元件能作为其它元件的容器,它必须从_____________类派生,如果一个元件在运行时可见,它必须从___________________类派生(A)TGraphicControl (B)TWinContr 1、rtl70.bpl是什么?有什么用? 2、delphi的Package相对dll有什么优点? 3、以下的记录(结构)变量在内存占多少字节?type a = packed record v1: Byte; v2: Word; v3: string[16]; v4: Double; v5: string; v6: TForm; end; 4、以下的写法是否正确?type a 1.您为什么选择软件开发这个行业?(30字左右简写); 2.如果有您解决不了的软件问题您会采取什么样的解决措施; 3.a.请您写出Object Pascal所支持的数据类型;b.请您写出Shl、Shr、Xor、Not 的数学表示法; 4.请您写出VCL结构层次(以TObject开始,最少五层);5 二.是非题(共20道)1.从主菜单上选择Project|Syntax Check 菜单选项,Delphi将编译从上次编译后有改动的任何单元,并报出遇到的错误。()2.Delphi的VCL对象有些是指针,从堆栈中分配空间,有些则不是。()3.粘贴时,如果作为容器的组件已被选择,
剪贴 一.选择题(共40道)1.用户开发程序时需要经常在窗体和编辑器窗口之间来回切换,可使用快捷键()。A、F12和F11 B、F12和F13 C、F12和Ctrl+F12 D、F12和Alt+F12 E、F12和Shift+F12 2.某函数如下:Function check(n,k:Integer):Integer; Var m:Integer; Beg 编程语言:delphi7.0或Vc++6.0 时间:4小时内环境:可参考帮助文档,但不能上网查资料1、编程查找指定目录下所有EXE 文件,并将其全路径存入Result.txt中,要求用递归。2、采用SOCKET(可用SOCKET API或delphi Socket控件)实现点对点传输大文件,要求不能掉
? 1. API之网络函数 ? ?WNetAddConnection 创建同一个网络资源的永久性连接 ? ?WNetAddConnection2 创建同一个网络资源的连接 WNetAddConnection3 创建同一个网络资源的连接 WNetCancelConnection 结束一个网络连接 WNetCancelConnection2 结束一个网络连接 WNetCloseEnum 结束一次枚举操作 WNetConnectionDialog 启动一个标准对话框,以便建立同网络资源的连接 WNetDisconnectDialog 启动一个标准对话框,以便断开同网络资源的连接 WNetEnumResource 枚举网络资源 WNetGetConnection 获取本地或已连接的一个资源的网络名称 WNetGetLastError 获取网络错误的扩展错误信息 WNetGetUniversalName 获取网络中一个文件的远程名称以及/或者UNC (统一命名规范)名称 WNetGetUser 获取一个网络资源用以连接的名字 WNetOpenEnum 启动对网络资源进行枚举的过程 ? ? 2. API之消息函数 ?BroadcastSystemMessage 将一条系统消息广播给系统中所有的顶级窗口GetMessagePos 取得消息队列中上一条消息处理完毕时的鼠标指针屏幕位置 GetMessageTime 取得消息队列中上一条消息处理完毕时的时间 PostMessage 将一条消息投递到指定窗口的消息队列 PostThreadMessage 将一条消息投递给应用程序 RegisterWindowMessage 获取分配给一个字串标识符的消息编号 ReplyMessage 答复一个消息 SendMessage 调用一个窗口的窗口函数,将一条消息发给那个窗口 SendMessageCallback 将一条消息发给窗口 SendMessageTimeout 向窗口发送一条消息 SendNotifyMessage 向窗口发送一条消息 ? 3. API之文件处理函数 ?CloseHandle 关闭一个内核对象。其中包括文件、文件映射、进程、线程、安全和同步对象等 CompareFileTime 对比两个文件的时间 CopyFile 复制文件 CreateDirectory 创建一个新目录 CreateFile 打开和创建文件、管道、邮槽、通信服务、设备以及控制台CreateFileMapping 创建一个新的文件映射对象 DeleteFile 删除指定文件 DeviceIoControl 对设备执行指定的操作
华中数控车编程知识点 1、零件程序是由数控装置专用编程语言书写的一系列指令组成的。 2、数控装置将零件程序转化为对机床的控制动作。 3、最常使用的程序存储介质是磁盘和网络。 4、为简化编程和保证程序的通用性,规定直线进给坐标轴用X,Y,Z 表示,常称基本坐标轴。X,Y,Z 坐标轴的相互关系用右手定则决定。 5、规定大姆指的指向为X 轴的正方向,食指指向为Y轴的正方向,中指指向为Z 轴的正方向。围绕X,Y,Z 轴旋转的圆周进给坐标轴分别用A,B,C 表示, 6、数控机床的进给运动,有的由主轴带动刀具运动来实现,有的由工作台带着工件运动来实现。 7、坐标轴正方向,是假定工件不动,刀具相对于工件做进给运动的方向。如果是工件移动则用加“′”的字母表示,按相对运动的关系,工件运动的正方向恰好与刀具运动的正方向相反,即有: +X =-X′, +Y =-Y′, +Z =-Z′ +A =-A′, +B =-B′, +C =-C′ 同样两者运动的负方向也彼此相反。 8、机床坐标轴的方向取决于机床的类型和各组成部分的布局,对车床而言: ——Z 轴与主轴轴线重合,沿着Z 轴正方向移动将增大零件和刀具间的距离; ——X 轴垂直于Z 轴,对应于转塔刀架的径向移动,沿着X轴正方向移动将增大零件和刀具间的距离; ——Y 轴(通常是虚设的)与X 轴和Z 轴一起构成遵循右手定则的坐标系统。 9、机床坐标系是机床固有的坐标系,机床坐标系的原点称为机床原点或机床零点。在机床经过设计、制造和调整后,这个原点便被确定下来,它是固定的点。 10、为什么数控车床开机后要回参考点? 答:数控装置上电时并不知道机床零点,为了正确地在机床工作时建立机床坐标系,通常在每个坐标轴的移动范围内设置一个机床参考点(测量起点),机床起动时,通常要进行机动或手动回参考点,以建立机床坐标系。机床回到了参考点位置,也就知道了该坐标轴的零点位置,找到所有坐标轴的参考点,CNC 就建立起了机床坐标系。 11、机床参考点可以与机床零点重合,也可以不重合,通过参数指定机床参考点到机床零点的距离。 12、机床坐标轴的机械行程是由最大和最小限位开关来限定的。机床坐标轴的有效行程范围是由软件限位来界定的,其值由制造商定义。 13、工件坐标系是编程人员在编程时使用的,编程人员选择工件上的某一已知点为原点(也称程序原点),建立一个新的坐标系,称为工件坐标系。工件坐标系一旦建立便一直有效,直到被新的工件坐标系所取代。 14、程序原点选择原则? 答:工件坐标系的原点选择要尽量满足编程简单,尺寸换算少,引起的加工误差小等条件。一般情况下,程序原点应选在尺寸标注的基准或定位基准上。对车床编程而言,工件坐标系原点一般选在,工件轴线与工件的前端面、后端面、卡爪前端面的交点上。 15、什么是对刀点?对刀的目的是什么? 答:对刀点是零件程序加工的起始点。 对刀的目的是确定程序原点在机床坐标系中的位置,对刀点可与程序原点重合,也可在
制造技术与机床990927 制造技术与机床 MANUFACTURING TECHNOLOGY & MACHINE TOOL 1999 No.8 P.56 华中网络数控系统简介 阳道善 林奕鸿 陈吉红 华中网络数控系统是在工业微机上开发的具有网络功能的开放式数控系统。硬件平台采用通用工业微机,通过并行口与机床相连;在PC总线上能够连接网卡等微机外设。对于自行开发的智能加工控制接口,既可以通过并行口与机床相连,也可以直接插到总线上,具有很好的开放性。 该系统的软件平台的环境与结构如图所示,分为以下两层: (1)底层 网络数控内核。它包括数控系统中所有的共性问题,如多任务调度、插补运算、设备驱动、PLC控制等。用户可根据网络数控内核使用规范,直断功能,并与网络莫块集成在一起,便于向网络环境传送数控系统的各种状态信息。 (2)上层 网络数控集成开发环境。它集成了数控系统的标准控制过程和特殊控制过程;用户可根据系统生成规范所提供的生成方法,方便地生成各类专用数控系统。 华中网络数控系统的软件平台环境与结构 该系统具有以下优点: (1)由于采用通用工业微机,数控系统可靠性有 了切实保障; (2)微机的各种外部设备可直接用于该系统,如显示卡、网卡、RS23 2接口、软硬驱动器等; (3)通用微机软件与硬件资源丰富,开发环境非常方便、友好,用户可自行开发各种数控机床应用系统。例如,华中数控系统有限公司与常州柴油机厂合作,仅用半年时间,就将电液仿形铣床改造成为带网络功能的数控仿形铣床,利用这台数控仿形铣床,可以控制多台没有仿形功能的普通数控铣床,进行仿形加工; (4)该系统可 以方便地与CAD/CAM/CAQ系统、数字化测量系统、智能化故障诊断与误差补偿系统集成; (5)支持远程诊断与远程机床共享。 要使我国现有机床具有网络功能,可根据机床具 体情况,利用华中数控系统进行机床数控改造。目前有三种改造方法:一是对现有机床直接 进行数控改造,并使数控系统与网络功能无隙地集成在一起;二是利用机床已有的RS23 2接口,配上网络功能接口;三是将纸带输入接口,改造成为具有网络功能的RS232接 口或通用网络接口。随着网络技术与数控系统的不断发展,开放式网络数控系统将会不断更 新。网络数控改造是发展我国机械工业的可行的必由之路。■ 作者简介:阳道善(湖北省武汉市华中数控系统有限公司,430074) file:///E|/qk/zzjsyjc/zzjs99/zzjs9909/990927.htm(第 1/2 页)2010-3-23 22:51:35