
DT200 操作手册
编写目的
此操作手册专为Optimal P-Chart及WIP数据采集(通过DT200) 直接操作者或想了解实际操作的人员编
写,旨在让读者通过阅读此手册, 能掌握数据输入的基本方法及相关规则。
适用范围
适用工序:
此操作手册及相应的软件仅适用于Optimal TSA/CIS产品生产过程中Flexure (LB)Forming/Laser
Welding/Combo Trim/Pre-gramming/Gram Load/PSA RSA/F-visual等工序坏品数据输入,而且其工序安排及输入顺序应遵循以下顺序:
1)Flexure forming(LB forming)
2) Laser Welding
3)Combo Trim
4)Pre-gramming
5)Gram Load
6)PSA RSA
7)F-visual
名词说明
P-Chart :又称不合品率控制图;即用户通过DT200输入相应工序的坏品信息,最终目的是为 RTSPC系统的不合格品控制图提供数据;
WIP(Working In Process):在制物料信息;
DT200:数据输入终端;
功能键:在DT200上用于完成特定功能的按钮(F1,F2 … F7), 其中”F7”用于复位(打开DT200后就按F7复位),就是说当DT200被重新开
启电源或出现反常现象时,可按”F7”重现进入数据输入状态; F1至F6用于层之间的跳转,一般是F1
跳转到第一层,F2跳转到第二层,依次类推;
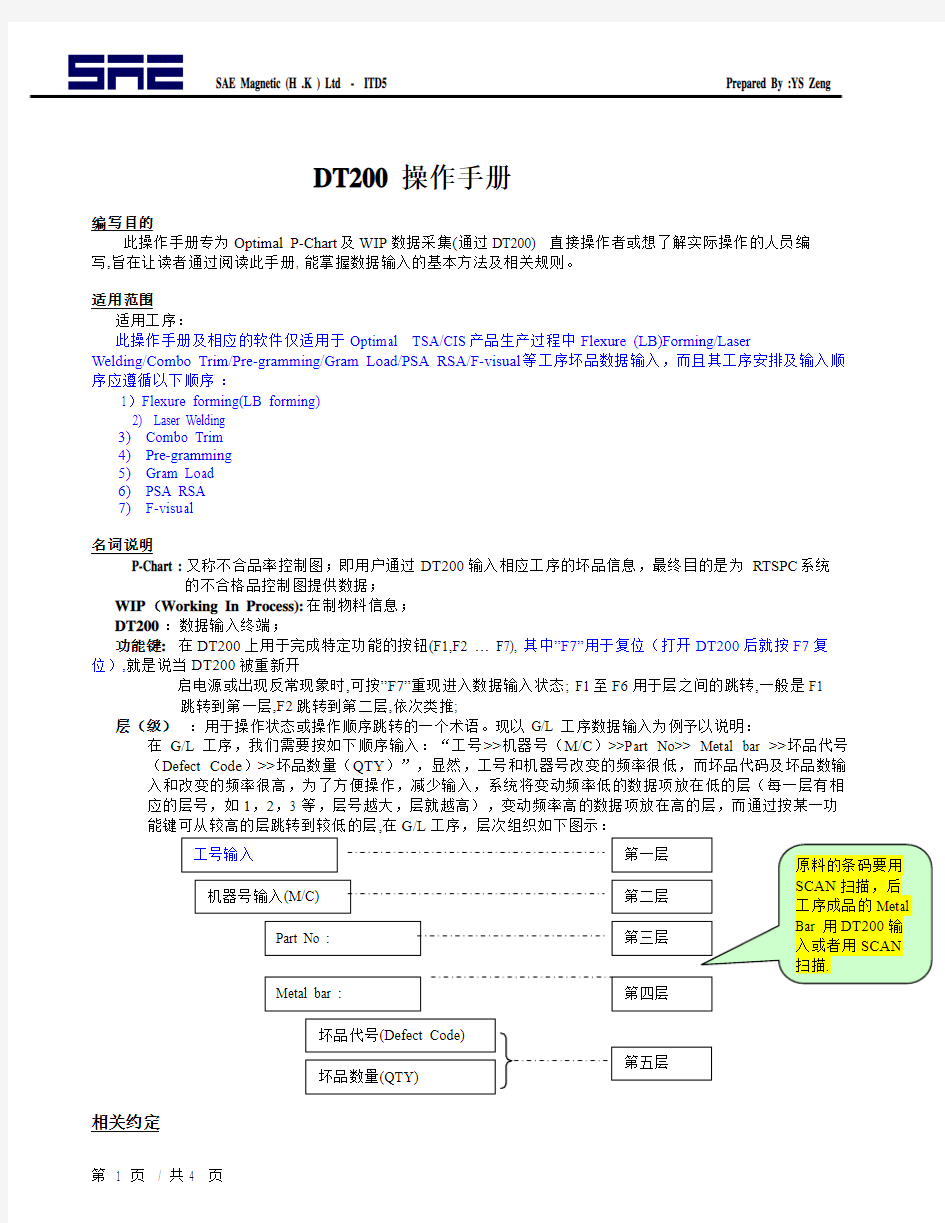
层(级):用于操作状态或操作顺序跳转的一个术语。现以G/L 工序数据输入为例予以说明:在G/L工序,我们需要按如下顺序输入:“工号>>机器号(M/C)>>Part No>> Metal bar >>坏品代号(Defect Code)>>坏品数量(QTY)”,显然,工号和机器号改变的频率很低,而坏品代码及坏品数输入和改变的频率很高,为了方便操作,减少输入,系统将变动频率低的数据项放在低的层(每一层有相应的层号,如1,2,3 等,层号越大,层就越高),变动频率高的数据项放在高的层,而通过按某一功能键可从较高的层跳转到较低的层,在G/L工序,层次组织如下图示:
相关约定
坏品数量的一次输入数量不能大于30,如果大于30,系统要求分多次输入;(IPQC 的坏品数量不能大
于抽检数量)
如果系统提示“Invalid Num Key !”则表示输入了无效的数据,系统予以拒绝,而要求重新输入;
如果系统提示“Missing Process !”,则表示前一到工序的数据没有输入,要求重新输入(先补
输上一工序的数据);
坏品代号输入时是以三位数字字符表示,具体请参照相应列表;
其它提示约定: M/C : ---- 机器号(Machine No ) Lot No :------- Lot 号
Defect Code : -- 坏品代号(三或四位数字字符) QTY :------- 坏品数量
Tray No : ------Shipment tray barcode .
如果输入时是用扫描器扫入,则不需要手工按DT200的“Enter ”键;否则数据输完后,必须按
“Enter ”键完成提交。
操作说明 (请参看DT200外观示意图)
1、开/关
1)打开电源开关(见右图(1));
2)显示频显示, 类似
3)紧接其后,将有4 至5 个提示界面提示用户DT200正在初始化,直到显示频显示类似如,表示DT200初 试化完成:
4)按功能键“F7”,进入数据输入状态,并按相应提示及规则进行数据输入;
对于所有工序,DT200的开/关操作过程都相同,
为更好的让操作员有针对性的阅读以下的相关段
落,将分工序对实际操作做具体说明。
2、G/L 工序(Gram/Load ):
DT200 外观示意图
图示说明:
1)当操作员按正常顺序(工号>>机器号>>Lot 号>>坏品代号>>坏品数量)输入完坏品数量后,系统将自动转回到提示“Defect Code:”,即要求操作员输入下一个坏品信息;如果机器号及Lot号没有改变,则操作员只要继续按提示输入即可;
2)当需要另一Lot 坏品数据输入时(机器号没有变),只要按“F4”,系统将跳转到提示“Lot No:”,操作员只要输入新的Lot No,继续按提示进行操作即可;
3)当机器号也有变更时,只需要要按“F2”,系统将跳转到提示“M/C:”(即第一步), 操作员只要按
正常输入流程和提示进行操作即可;
4)错误提示见相关约定。
5) 如果当前Lot的坏品数为零(无坏品),就无须输入坏品代号和坏品数,但机器号与Lot号必须输入;
3 、P/R工序 (Pitch / Roll)
图示说明:
1)当操作员按正常顺序(机器号>>Lot 号>>坏品代号>>坏品数量)输入完坏品数量后,系统将自动转回到提示“Defect Code:”,即要求操作员输入下一个坏品信息;如果机器号及Lot号没有改变,则操作员只要继续按提示输入即可;
2)当需要另一Lot 坏品数据输入时(机器号没有变),只要按“F4”,系统将跳转到提示“Lot No:”,操作员只要输入新的Lot No,继续按提示进行操作即可;
3)当机器号也有变更时,只需要要按“F2”,系统将跳转到提示“M/C:”(即第一步), 操作员只要按正常输入流程和提示进行操作即可;
4)错误提示见相关约定。
5) 如果当前Lot的坏品数为零(无坏品),就无须输入坏品代号和坏品数,但机器号与Lot号必须输入;
4、Finval Visual 工序
图示说明:
1)当操作员按正常顺序(Tray No >>Lot 号>>坏品代号>>坏品数量)输入完坏品数量后,系统将自动转回到提示“Defect Code:”,即要求操作员输入下一个坏品信息;如果机器号及Lot号没有改变,则操作员只要继续按提
示
输入即可;
2)当需要另一Lot 坏品数据输入时,只要按“F1”,系统将跳转到提示“Tray No:”,操作员只要输入新的Tray No,继续按提示进行操作即可;
4 )错误提示见相关约定;
5 )如果当前Lot的坏品数为零(无坏品),就无须输入坏品代号和坏品数,但Tray No与Lot号必须输入;
6 )在此工序当输入完Lot 号后,系统会提示“Input QTY[xxx]:”,即提示到达此工序的产品数量,可作为与实
际
数量进行核对的参考,如果前工序坏品数漏输,可在次补输,不过坏品数将在系统中被记录在此工序中;
7)此工序除了坏品数收集的做用外,还要建立Tray No与Lot 号的对应关系,所以不管有没有坏品Tray No和Lot 号必须输入,即前两个步骤必须操作。