(1)机械加工
机械加工设备主要有车床、钻床、镗铣床、磨床、滚齿机等。
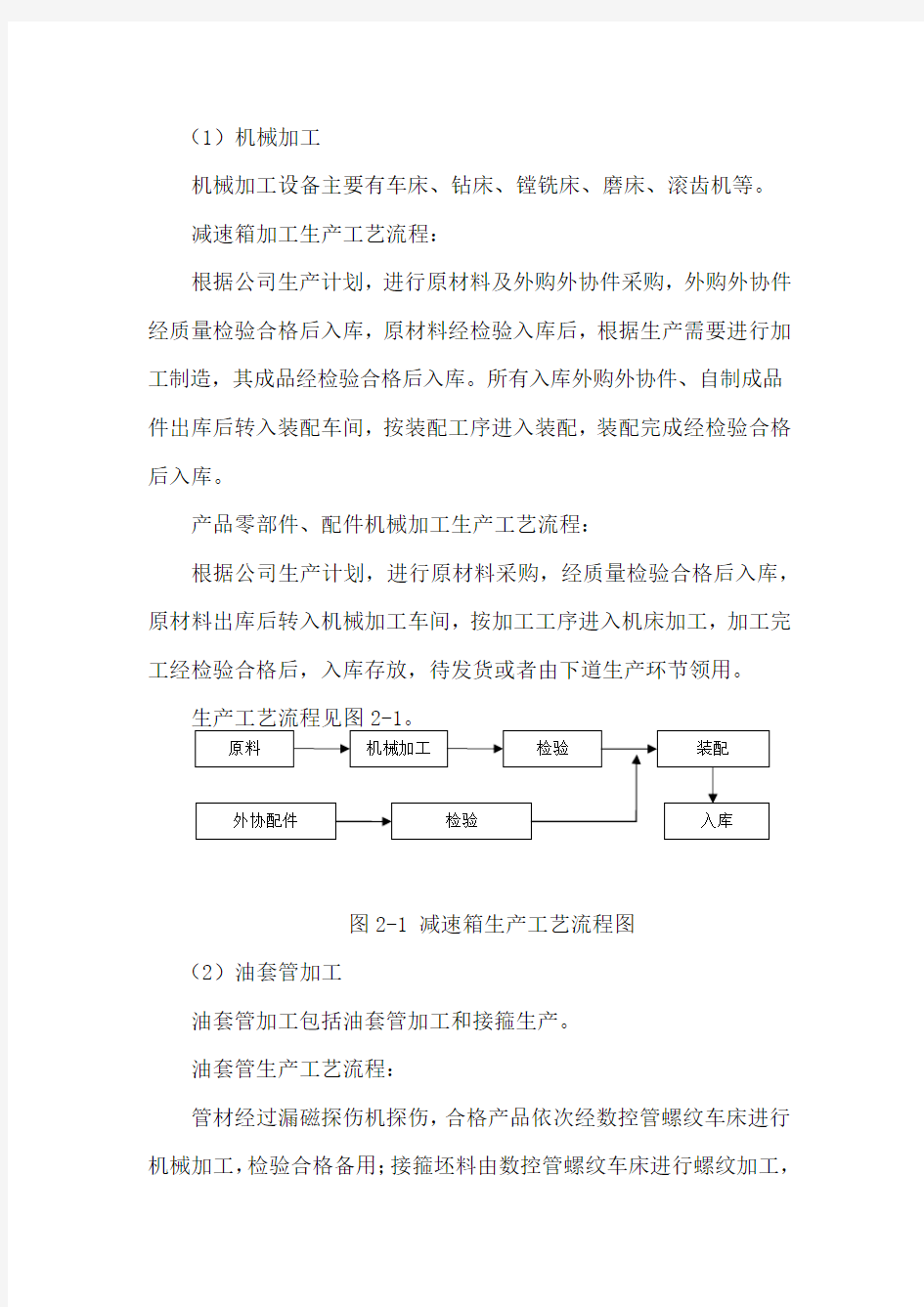
减速箱加工生产工艺流程:
根据公司生产计划,进行原材料及外购外协件采购,外购外协件经质量检验合格后入库,原材料经检验入库后,根据生产需要进行加工制造,其成品经检验合格后入库。所有入库外购外协件、自制成品件出库后转入装配车间,按装配工序进入装配,装配完成经检验合格后入库。
产品零部件、配件机械加工生产工艺流程:
根据公司生产计划,进行原材料采购,经质量检验合格后入库,原材料出库后转入机械加工车间,按加工工序进入机床加工,加工完工经检验合格后,入库存放,待发货或者由下道生产环节领用。
图2-1 减速箱生产工艺流程图
(2)油套管加工
油套管加工包括油套管加工和接箍生产。
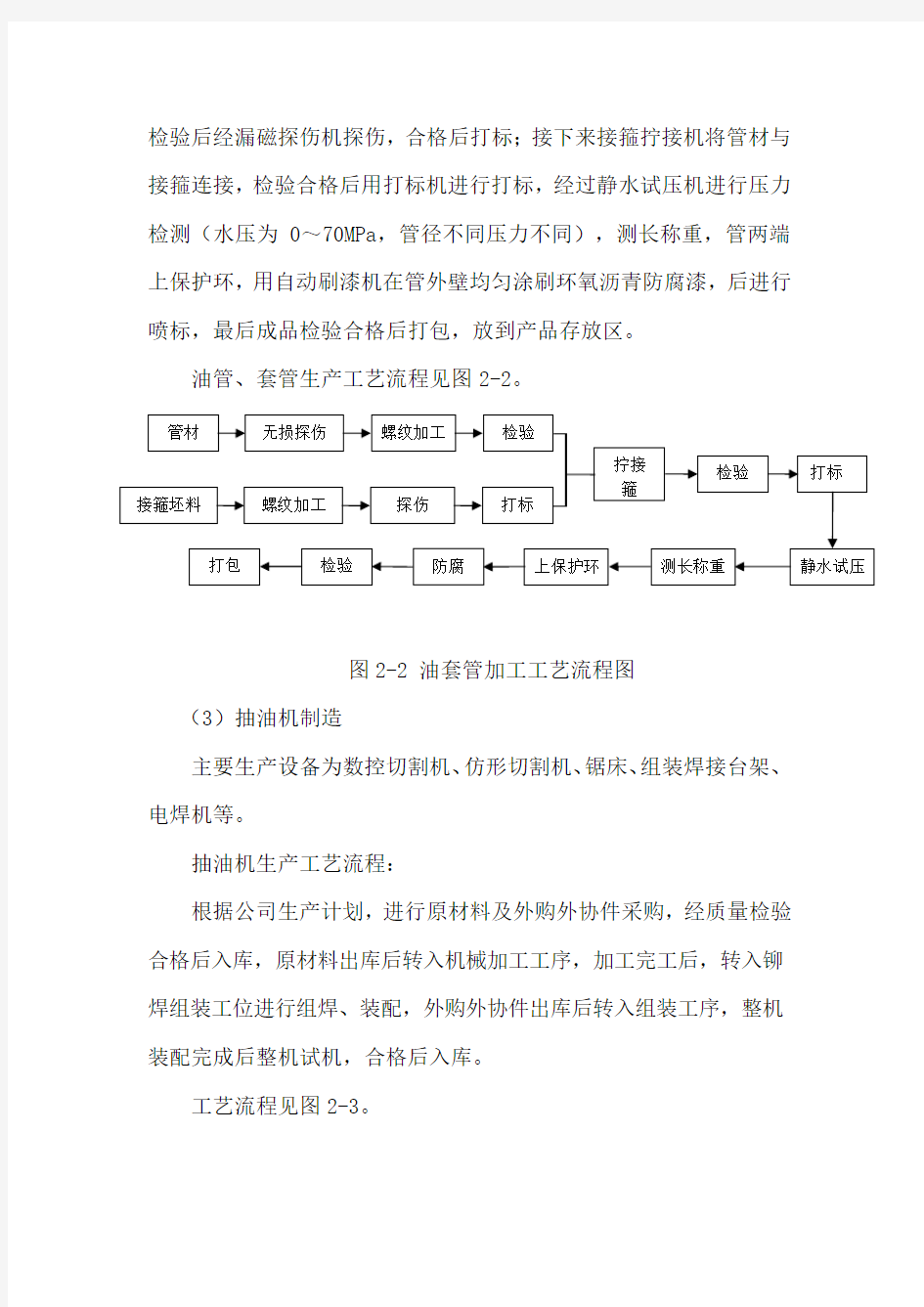
油套管生产工艺流程:
管材经过漏磁探伤机探伤,合格产品依次经数控管螺纹车床进行机械加工,检验合格备用;接箍坯料由数控管螺纹车床进行螺纹加工,
检验后经漏磁探伤机探伤,合格后打标;接下来接箍拧接机将管材与接箍连接,检验合格后用打标机进行打标,经过静水试压机进行压力检测(水压为0~70MPa,管径不同压力不同),测长称重,管两端上保护环,用自动刷漆机在管外壁均匀涂刷环氧沥青防腐漆,后进行喷标,最后成品检验合格后打包,放到产品存放区。
油管、套管生产工艺流程见图2-2。
图2-2 油套管加工工艺流程图
(3)抽油机制造
主要生产设备为数控切割机、仿形切割机、锯床、组装焊接台架、电焊机等。
抽油机生产工艺流程:
根据公司生产计划,进行原材料及外购外协件采购,经质量检验合格后入库,原材料出库后转入机械加工工序,加工完工后,转入铆焊组装工位进行组焊、装配,外购外协件出库后转入组装工序,整机装配完成后整机试机,合格后入库。
工艺流程见图2-3。
图2-3抽油机生产工艺流程图
(4)抽油杆制造
抽油杆生产工艺流程:
①抽油杆圆钢料经检验合格后经矫直机校直、磁粉探伤机探伤、镦锻。
②清洁接头及抽油杆杆体焊接端面,用摩擦焊机进行摩擦焊接。
摩擦焊机的焊接参数:
一级摩擦压力:2.2MPa,时间10s;
二级摩擦压力:5.5MPa,时间14s;
顶锻压力:10.5MPa。
③对焊接部位进行淬火及回火热处理,以消除内应力。
淬火热处理参数:淬火温度900℃±10%,加热时间为100s;保温时间60s;冷却采用循环水冷却。
回火热处理推荐参数:回火温度625℃±10%,加热时间120s;保温时间180s。
④用校直机对管材进行校直。
⑤用抛丸机清除表面的氧化皮、渣孔后由磁粉探伤机对摩擦焊缝进行探伤;
⑥用数控车床进行杆头加工并装配。
⑦涂刷防腐层进行防腐处理,检验合格包装入库。
抽油杆生产工艺流程见图2-4。
图2-4 抽油杆生产工艺流程图
(5)连续油管
连续油管工程专用作业设备主体部件主要采用外购或委外加工的方式,本厂区内主要完成零部件检查、零部件组装、整车组装、整车检查及整车试验工序。具体生产工艺流程见图2-5。
图2-5 连续油管工程专用作业设备生产工艺流程图
(6)特种管业
特种管业主要生产玻璃钢复合管和环氧玻璃钢复合管两类复合管,主要用于油田油气地面输送、井下油管等。
1)玻璃钢复合管主要工艺流程
将PVC与着色剂加入混料器中密封混合,送入挤出机,挤出PVC 管。冷却后用切割机切割成规定长度。将切好的PVC管固定在缠绕机上。
称量一定量的聚酯、过氧化甲乙酮,加入搅拌机中搅拌,搅拌均匀后用容器运送到聚酯槽中,玻璃纤维通过聚酯槽,粘上聚酯,然后均匀缠绕到PVC管上,缠绕到规定的厚度后形成玻璃钢复合管,按要求切割成规定长度,送至磨锥机打磨锥度,然后人工上端头,后进行翻边、100%静水压试验(压力6~7MPa),检验合格后打包放到产品存放区。
原材料→混合→ PVC管挤出→内衬管缠绕→切割平端面→磨锥面→上端头→翻边→水压试压→打包→存放。
2)环氧玻璃钢复合管主要工艺流程
称量一定的环氧树脂及固化剂(甲基四氢苯酐)加入到搅拌机中搅拌,搅拌均匀后送至环氧树脂储槽。玻璃纤维通过环氧树脂储槽使环氧树脂粘在玻璃纤维上,在转动的模具上缠绕到规定的厚度形成玻璃钢管。向密封的模具管中通入蒸汽使玻璃钢管固化,脱去模具,将玻璃管送至机加工区,用数控车床进行螺纹加工,然后进行100%静水压试验,合格后打包存放到产品区。
原材料→搅拌→玻璃纤维缠绕→固化、脱模→制作内(外)
螺纹→水压试压→打包→存放。
(7)电控制系统
钻机、防爆供电及抽油机螺杆泵电控系统的生产流程为首先根据客户需要进行电气及机械系统设计,按照设计要求进行主要电气及机械元件采购,部分元件由厂内机械加工单元进行机械加工制作,然后进行电气装配,装配完成后进行检验及电气调试,合格后交付使用。
钻机、防爆供电及抽油机螺杆泵电控系统的生产流程
电气及机械设计→部分机械部件加工→元器件采购、制作→电气装配→检验测试→现场调试→交付使用
套管和油管规范API-5CT(2006年1月1日第8 版) 1.范围 1.1 本规范规定了直缝电焊钢管(套管、油管)交货技术条件。 适用于API-5CT PSL1等级第1组中H40、J55和K55三个钢级的技术要求。 1.2本规范所涉及的管子规格大于4?(114.3)但小于10?(273.05)(代号1)的套管可由购方规定用作油管。 2 规范性引用文件 ISO9303 承压无缝和焊接钢管—纵向缺欠的全园周 检测 (与GB/T5777-1996等效) ISO9764 承压电阻焊和感应焊钢管—焊缝纵向缺欠的超声检测 (与SY/T6423.2-1999等效) ISO11484 承压钢管—无损检测(NDE)人员资格及鉴定 (与GB/T9445-1996等效) ASTM A751 钢制品的化学分析的标准测试方法、操作和 术语(用GB/T4336-2002发射光谱分析法替 代)
ASTM E23 金属材料缺口冲击试验方法(与GB/T229-1994等效) 3 术语、定义 3.1套管 从地表下入已钻井眼作衬壁的管子。 3.2 缺陷 按本规范规定拒收产品所依据的足够大的缺欠。 3.3熔炼分析 由炼钢厂报告,对代表一个炉批的化学成分分析。 3.4 油管 下入井中用作产液和注液的管子。 3.5 第1组 H、J、K、N钢级的所有套管和油管。 3.6 代号1 规格或规定外径的无量纲代号,可在订购管子时使用。 3.7代号2 单位长度重量的无量纲代号,可在订购管子时使用。 4.符号和缩写 CVN—夏比V型缺口 J —管子吸收能,焦耳 D —管子规定外径
d —内径 EMI—电磁检验 EW—电焊工艺 N —全长正火(热处理工艺) NDE —无损检测 OD —外径 PLS—产品规范等级 t —规定壁厚 UT—超声检验 YS max—规定最高屈服强度,兆帕(Mpa) YS min—规定最低屈服强度,兆帕(Mpa) Mp a—静水压试验压力,兆帕 5 购方需提供的资料 5.1在订购API5CT套管或油管时,购方应在订单中规定下列要求: 1)产品标准: API5CT或ISO11960; 2)数量; 3)管子类型:套管或油管; 4)代号1或规定外径; 5)钢级牌号及质量等级; 6)长度范围;
石油套管接箍加工工艺 关键词: 石油套管接箍 前言 石油套管接箍是用来连接两油管套管的必要工件。制造方法与无缝管相同,国内用j55 n80Q等特种钢材制造。钢管两端车有内螺纹,以便与上下两油管连接。为保证接头处的密封性,对螺纹精 度有较严格的要求。 一、用途 用于连接上下两油管套管。 二、种类 国产油套管分为不加厚的石油套管接箍和两端加厚的石油套管接箍。不加厚的又分为3 1/2” 5 1/2” 7 1/2”等,我们所讲述的是不加厚5 1/2”油套管接箍的加工工艺。 三、加工工序 车端面——车外圆——镗孔——车内螺纹——检验——磷化 四、规格及外观质量 1、规格按SY/T6194-96规定,通常长度(不定尺)为304mm 139mm 204mm等 2、直径153.5 140.5 136.5等 3、外观质量按标准规定接箍的内外表面不得有折叠、裂缝、离层、发纹、结疤和深的直道缺陷存在。钢管表面的上述缺陷可用锉、砂轮或其他方法清除掉,清除深度不得超过公称壁厚的12.5%。缺陷不得焊补或用其他方法填补。 五、化学成分检验 1、接箍的钢号应相同,用J55N80Q号钢制造。硫和磷的含量均不得超过0.045%,砷的含量不得超过0.15%。按GB222-84规定取样;按GB223中的有关部分进行化学分析。 2、美国石油学会标准APISPEC5CT1988年第1版规定化学分析测定应按ASTME350最新版本 进行。 六、物理性能检验 1、按GB228-87的规定进行拉力试验。水压试验根据钢种和钢管口径不同,均有明确要求。油管套管接箍的螺纹验规,根据钢管的口径有严格的要求。
2、美国石油学会标准APISPEC5CT1988年第1版规定油管套管接箍作拉伸试验;压扁试验;静水压试验;硫化物应力腐蚀开裂试验;晶粒度测定(按ASTME-112最新版本);横向冲击试验(按ASTMA370、ASTME23的最新版本规定进行);硬度试验(按ASTME18《金属材料的洛氏硬度试验标准方法》。 第1章零件图纸及其他要求分析 1.1 5 1/2"石油套管接箍的图样及技术要求 下图为加工工件的图纸: 第2章原材料的选择
套管和油管失效分析及适用性评价 刘文红申昭熙宋生印杨龙 (中国石油集团石油管工程技术研究院石油管工程重点实验室中国西安 710065) 摘要:套管和油管的安全是油气资源高效开发的基本条件和重要保障。本文通过石油管工程技术研究院自2007年以来承担的套管和油管失效分析项目的数据统计分析,阐述了套管和油管及其管柱失效的现状、失效模式、失效原因及预防措施,指出断裂、粘扣、脱扣、螺纹泄漏以及腐蚀是几种经常遇到的失效模式,且套管失效以断裂和脱扣居多,油管失效则以断裂和粘扣为主要模式。通过统计分析以及典型套管和油管失效分析表明,油井管的质量问题是导致其失效事故频发的主要原因之一。据此提出了对存在疑似缺陷的套管和油管进行适用性评价,不但可对油井管的质量是否满足相关标准要求进行判断,还可对不符合标准要求的油井管的使用范围进行规范,提高资源利用率,避免经济损失,同时带来较大的社会效益和经济效益。 关键词:套管和油管油井管失效模式失效分析适用性评价 引言 套管和油管是石油行业中重要的物资和器材,而且用量很大,在整个建井成本中平均占 25%左右[1]。套管和油管及其管柱失效将导致整个管柱不能正常生产,甚至整口井报废,塔 里木油田DN2系列井由于油管泄漏导致直接经济损失高达亿元。 API螺纹由于加工简单、价格便宜而被广泛使用。随着井深的增加以及井下工况复杂化, 套管和油管及其管柱失效事故出现增长趋势,一方面套管和油管及其管柱失效分析的难度在 增大,另一方面对于传统的API标准套管和油管及其标准本身也提出了挑战,特别是一些 质量符合标准要求的套管和油管也出现了失效事故,例如,中石化胜利油田和中石油长庆油 田2008年至今就发生API套管接头滑脱事故20余起以上,接头上扣过程中发生粘扣40余 起,给油田造成了很大的经济损失。 油气田勘探开发中的超深井、水平井、高温/高压井、腐蚀性环境等苛刻工况日益增多, 采用了大量的耐腐蚀、高钢级、特殊接头等非API管材。由于管柱设计仍沿用传统方法进 行,对深井、超深井、高温/高压井等复杂井管柱主要是强度设计,未考虑高温、弯曲、高 压、腐蚀、现场操作等对管柱密封性能的影响,使用过程中多次出现管柱的挤毁、变形、泄 漏、粘扣、腐蚀等失效问题。失效分析及对问题井的调查分析表明,管材产品满足制造厂规 定指标要求,管柱强度设计符合相关标准,管柱失效原因主要是设计管柱与使用条件的不适 应导致,没有对复杂工况油气井设计管柱进行适应性评价。因此,大量非API标准套管和 油管在油田使用前必须进行适用性评价以确保使用安全。
石油套管N80的生产工艺设定N80级石油管是我国目前油井管中使用量最大的品种, 占各类油井管总产量的40% 以上。针对N80级非调质钢的使用要求及性能特点, 对36Mn2V调质钢的生产工艺过程进行了研究和制定。 (1)表1为36Mn2V调质钢的工艺参数 (2)N80 油管表面出现的典型缺陷有鱼鳞外折、夹渣性大外折和渣坑。有必要进行生产工艺优化以提高产品质量。(3) N80 油管采用Φ89 mm 半浮芯棒连轧管机组轧制,管坯使用36Mn2V 水平连铸圆管坯。(4)N80石油套管是高强度高韧性无缝钢管, 国际上通常采用的方法有: 调质处理(含轧后直接淬火+回火处理)、常化、常化+ 回火以及轧制后回火。 36Mn2V 是生产N80 级石油套管的专用钢种,属微合金化非调质钢。该钢适宜于采用控温、控冷和控制变形量等方法加工,钢管勿需调质即可达到要求的性能,由此简化了生产工艺,降低了钢管制造成本。
冶炼—连铸—轧制过程控制 1 配料要求 由于36Mn2V 油井管对非金属夹杂物、气体含量等要求较严格,同时从化学成分要求看,S、P 含量要求较低;因此要求入炉原材物料和浇注系统干燥、洁净、烘烤良好,入炉钢铁料要求含S、P量低。根据上述要求,制定配料结构为:45%~60%铁水+生铁、40%~55%优质废钢(含磷较低)、渣料(石灰)150 kg/炉。 2 电炉工艺控制 电炉控制的重点是氧化前期做好去P 操作。造好泡沫渣,氧化终点碳>0.10%,出钢时用硅锰合金进行预脱氧,在出钢至1/3 时随钢流一次加足Al块。应该选用低磷合金、中锰合金进行合金化操作。 3 精炼工艺控制 由于电炉过程控制较好,精炼炉到位炉渣流动性良好,精炼过程深脱氧变渣较快,通过含量调整炉渣状况,炉渣碱度平均为3.5,Σ(FeO)≤0.5%,白渣保持时间在30 min 以上,脱氧充分,熔炼成分控制理想,见表2。其他残余元素Zn、Pb、Sb、Cu、As、Sn、Bi 等的含量均≤0.006%。LF 出钢前进行喂Ca-Si 线操作,出钢后进行VD 真空处理,真空度(<67 Pa)保持时间>15 min,破空。后软吹氩时间不少于10 min,进一步去除钢中气体、夹杂物。 4 连铸工艺控制 连铸过程采用全程保护、低过热度浇注,中间包高液面和恒拉速操作,减少了钢中夹杂物含量。中间包过热度均控制在25 ℃以内,
API油管规格及尺寸 公称尺寸(in)不加厚外径 (mm) 不加厚内径 (mm) 加厚外径 (mm) 加厚内径 (mm) 不加厚接箍 外径(mm) 加厚接箍 外径(mm) 1 1/ 2 48.3 40.3 53.2 40.3 55 63.5 2 3/ 8 60.3 50.3 65.9 50.3 73 78 2 7/ 8 73.0 62.0 78.6 62.0 89.5 93 3 1/ 2 88.9 75.9 95.25 75.9 107 114.5 4 101.6 88.6 107.95 88.6 121 127 4 1/ 2 114.3 100.3 120.65 100.3 132.5 141.5 -1-
石油油管螺纹代号对照表 平式油管螺纹外加厚油管螺纹 GB9253.3 YB239-63 GB9253.3 YB239-63 1.900TBG 1 1/ 2 " 平式扣 1.900UPTBG 1 1/ 2 " 外加厚扣 2 3/ 8 TBG 2" 平式扣 2 3/ 8 UPTBG 2" 外加厚扣 2 7/ 8 TBG 2 1/ 2 " 平式扣 2 7/ 8 UPTBG 2 1/ 2 " 外加厚扣 3 1/ 2 TBG 3" 平式扣 3 1/ 2 UPTBG 3" 外加厚扣 4 TBG 3 1/ 2" 平式扣4UPTBG 3 1/ 2 " 外加厚扣 4 1/ 2 TBG 4" 平式扣 4 1/ 2 UPTBG 4" 外加厚扣 -2-
套管规格及尺寸 外径mm(in)接箍外径 (mm) 内径 (mm) 通径 (mm) 外径 mm(in) 接箍外径 (mm) 内径 (mm) 通径 (mm) 114.3 (4 1/ 2) 127.0 103.9 100.7 177.8 (7) 194.5 166.1 162.9 102.9 99.7 164.0 160.8 101.6 98.4 161.7 158.5 99.6 96.4 159.4 156.2 127 (5)141.3 115.8 112.6 193.7 (7 5/ 8 ) 215.9 178.5 175.3 114.1 111.0 177.0 173.8 112.0 108.8 174.6 171.5 108.6 105.4 171.8 168.7 139.7 (5 1/ 2) 153.7 127.3 124.1 219.1 (8 5/ 8 ) 244.5 205.7 202.5 125.7 122.6 203.7 200.5 124.3 121.1 201.2 198.0 121.4 118.2 198.8 195.6 -3-
第四届全国职工优秀技术创新成果拟获奖项目公示 编号推荐省 (区、市) 项目名称 第一 完成人 其他完成人 第一完成人 所在单位 一等奖( 1项) 1 江苏试油测试工艺配套工 具的研制与应用田明杨血本、张勤友、程鹏、 朱贵山、李海、于海洋 中石化江苏 油田分公司 井下作业处 二等奖(10项) 1 河北辊底式加热炉蓄热式 燃烧技术的创新与开 发丁国伟马中杰、刘洪、张兆利、 张艳龙、李开志、陈志强、 魏东明、李宏军、胥强 唐山钢铁集 团有限责任 公司 2 河北延长油井检泵周期工 艺配套与完善付亚荣刘春平、马永忠、李小永、 李冬青、姜一超、李淼 中石油华北 油田第五采 油厂 3 山西大型挤压机缸体内孔 珩磨设备张风奎左开红、王应林太原重工股 份有限公司 4 上海激光可视对焦技术徐小平上海大众汽 车有限公司 5 上海火箭发动机壳体高效 电子束焊接方法与工 艺装备王勇潘丽华、姚震忠、胡登禄、 周鹰龙、沈慧萍 上海航天动 力技术研究 所 6 上海220kV输电线路铁塔 易地升高改造带电施 工技术研究杨庆华刘新平、孟亮、袁奇、 沈兆新、朱炜、谢小松、 侯晓明、鲍晓华、龚景阳 上海市电力 公司检修公 司 7 江苏变压器油中溶解气体 组分含量量值保证体 系研究开发及应用朱洪斌江苏省电力 试验研究院 有限公司 8 山东±660KV直流架空输 电线路带电作业研究 及应用成果王进卢刚、刘洪正、李龙、 郑连勇、刘兴君、韩正新 山东电力集 团公司检修 公司 9 湖南大吨位轮式起重机椭 圆形吊臂国产化及压 型效率提升周鲜平刘玮、李纲、熊先政、 程映球、易伟平、胡宁、 任钜彪、陈铁坚、孟凯、 王战锋、苏敏、袁勋、 中联重科股 份有限公司
一、国内油套管生产线简介 近年来,我国石油套管加工技术不断提高。油套管的出口量也不断加大,国内许多生产企业都加大了油套管生产的能力。通过对我国油套管加工企业的调查研究,了解到我国油套管加工业处于两极分化比较严重的状况,小型企业大多设备简陋,生产线自动化程度低,人员工作量大,产品质量差别很大且废品率很高。大型企业的生产线主要为进口设备。例如车丝机,水压机,拧扣机和打包机等,整条生产线的投资和自动化程度很高。 例如:2007 年胜利油田井下作业公司工程安装大队引进的首条号称国内一流的全自动化油套管加工生产线,主要设备基本为进口,整条生产线的自动化程度较高,实现了原材料的通径、螺纹参数、静水压、模印、喷印等多道工序全自动控制及流水线作业。 2007年底,吐哈油田机械厂建成的套管生产线中,管体车丝机选用了2 台日本大隈株式会社制造的LOC650一R高精度卧式加工中心。接箍加工生产线车丝机选用1台德国埃马克公司制造的VSC400DUO 高精度立式加工中心。具有高科技含量、高精度、全自动、高效率的国际一流水平。 胜利油田高原公司拥有油套管生产线4条,年产PLS-2、P110、N80、J55等钢级的油套管l5万t,螺纹加工采用数控车床,进口成型刀具一次加工完成。并购置了日本森精机公司的两台高精度数控车床,能加工7寸以上的套管。 中海油能源发展管道钻采管材分公司于2011年建成一条2 3/8寸到7寸的油套管生产线,年产1万吨,能加工具有自我知识产权的气密扣、快速扣及API 常规螺纹。车床主要选用了沈阳第一机床厂生产的SUC8128A高精密车床,该车床采用仿比利时车床设计,具有三轴联动、卡盘自动扶正等功能,整条生产线自动化程度较高,并选用了国内技术领先的UV喷漆机设备,光管喷漆后1秒快干,即提高了产品效率和外观质量,还兼顾了节能环保效果。
. API油管规格及尺寸 公称尺寸不加厚外径不加厚内径加厚外径加厚内径不加厚接箍加厚接箍(in)(mm)(mm)(mm)(mm)外径(mm)外径(mm) 11/2 48.340.353.240.35563.5 23/8 60.350.365.950.37378 27/8 73.062.078.662.089.5 93 31/2 88.975.995.2575.9107114.5 4101.688.6107.9588.6121127 41/2 114.3100.3120.65100.3132.5 141.5 Word资料
. 石油油管螺纹代号对照表 平式油管螺纹外加厚油管螺纹 GB9253.3 YB239-63 GB9253.3YB239-63 1.900TBG 11/2"平式扣 1.900UPTBG 1 1/2"外加厚扣 23/8TBG 2"平式扣23/8UPTBG2"外加厚扣27/8TBG 21/2"平式扣27/8UPTBG 2 1/2"外加厚扣31/2TBG 3"平式扣31/2UPTBG3"外加厚扣 4TBG31 /"平式扣4UPTBG 3 1 "外加厚扣 / 2 2
Word资料
. 41/2TBG 4"平式扣41/2UPTBG 4"外加厚扣 套管规格及尺寸 外径接箍外径内径通径外径接箍外径内径通径mm(in)(mm)(mm)(mm)mm(in)(mm)(mm)(mm) 103.9100.7166.1162.9 114.3102.999.7177.8164.0160.8 1127.0 194.5 (4 /2)101.698.4(7)161.7158.5 99.696.4159.4156.2 127141.3 115.8112.6193.7215.9178.5175.3 Word资料
石油套管接箍(10-3/4)的荧光磁粉检测摘要: 针对石油套管接箍的荧光磁粉检测, 从设备、器材的使用步骤到检测准备、探伤操作要领、发现“伤”之后的处理方法、探伤报告的填写等方面, 指出了石油套管接箍荧光磁粉检测中的一些重要环节, 同时提出了检测操作过程中的一些注意事项。 关键词: 石油套管接箍; 荧光磁粉检测; 操作要点
引言 石油套管是由地表面伸进钻井内, 作为井壁衬的管子, 管子之间通过接箍连接。一般油井深度在1 200 ~ 1 500 m 之间, 较深的油井有2 000 ~ 3 000 m, 使用的接箍量100~ 300 余只。一口油井的采油期限为几年到十几年甚至几十年, 由于地下地质条件复杂, 对于石油套管接箍的加工制造企业来说, 把好质量关就显得尤为重要。若接箍表面存在微裂纹, 经过十几年或几十年的使用容易产生应力腐蚀裂纹, 从而造成油井破坏。石油套管接箍的加工制造是根据美国石油学会标准API SPEC 5CT — 1999<< 套管和油管规范进行的。套管接箍的磁粉探伤规范遵循ASTM /E709( 2001 版) 磁粉探伤方法!。套管接箍的主要材质有J55, N80, P110 钢级以及抗硫化氢腐蚀的C90 和T95 等钢级。国内石油套管常用J55 钢( 国内钢号37Mn5) ,其化学成分如下: C= 0. 34% ~ 0. 39%, Si= 0. 20%~ 0. 35% , Mn= 1. 25% ~ 1. 50% , P <= 0. 025%, S <=0. 015% , Cr <= 0. 15% , Ni <= 0. 20% , Cu <= 0. 20%, 因其具有较好的导磁性, 所以在制造过程中应用磁粉检测比较适宜。现以J55级钢 LC 套管接箍为例来说明套管在加工制造过程中进行荧光磁粉检测的方法。 1 磁粉探伤设备 根据石油套管接箍(10-3/4)的大小选用CJW6000B 微机控制固定式荧光磁粉探伤机, 固定式探伤机的体积和重量大,额定周向磁化电流一般从1KA~10KA 能进行通法、中心导体法、感应电流法、线圈法、磁垅法整体磁化或复合磁化等,固定式磁粉探伤机一股包括以下几个主要部分:磁化电源、螺管线圈、指示装置、磁粉或磁悬液喷洒装置、照明装置和退磁装置瞥有夹持工件的磁化夹头和放置工件的工作台及格栅,适用于对中小型上件下探伤。还常常备有触头和电缆,以便对搬上工作台有困难大型工件进探伤。其主要技术参数如下: ( 1) 周向磁化电流交流电0~ 4 000 A 连续可调, 带断电相位控制器按扭。( 2) 纵向磁化磁势交流电0~ 12 000 A T 连续可调, 带断电相位控制器功能。( 3 )穿棒方式气动穿棒, 气源压力0. 4 MPa( 气源自备) 。 ( 4) 磁化方式周向、纵向和复合磁化。 ( 5) 操作方式 PLC 控制。
A P I5C T石油套管 Home--Parameter 化学成分: 外径、薄厚、重量偏差 长度范围
描述:油管 标准:API SPEC 5CT、API SPEC 5B、ISO 11960 用途:油管用于油井中抽取石油或天然气。 油管规格:
注:P--平头;N--不加厚;U--外加厚;T&C--车螺纹带接箍;I--整体接头。描述:石油套管 标准:API SPEC 5CT、API SPEC 5B、ISO 11960 套管规格:
注:P--平端;S--短圆螺纹;L--长圆螺纹;B--偏梯形螺纹 接箍 Coupling: 1、标准接箍 Stabdard Coupling 2、特殊间歇接箍 Special Space Coupling 3、特殊倒角接箍 Special Bevellde Coupling 4、改进型带密封环接箍 API Improved Seal-Ring Coupling(SR13) 5、组合接箍或异径接箍 Combination Coupling or Special Diameter Coupling 短节或连接管 Pup Joint or Connector: 包括所有油套管规格、螺纹或其他组合
All Size,thread or their combination of tubing and casing are supplied. 尺寸偏差 Dimensions and Tolerances: 外径、壁厚、重量允许偏差 Outside Diameter,Wall Thickness and Weight Tolerances: 螺纹参数允许偏差 Thread Parameter Tolerances:
第二章生产套管和油管 套管设计及下套管作业是钻井工程中关系到完井作业质量的一项重要工作,油管设计是完井过程中要完成的一项主要工作。从现代完井工程概念出发一个更为完美、合理的生产套管、油管设计不仅要满足钻井、完井工程本身的需要,还应能为油、气井采用适合的工艺技术生产及油气井在生产过程中由于油、气层能量的变化而采取相应措施留有余地。因此在进行生产套管、油管设计时,应视油气井生产套管、油管参数为油气井最优化生产方式、调整措施及特殊工艺要求的函数值。 第一节生产套管的选择和计算 海洋油气田开发工程中常规的套管程序包括:隔水导管、表层套管、中间技术套管(1~3层,视井深和工程情况而定)和生产套管。 生产套管(又称油层套管)是为地下储集层中的石油或天然气流至地面创造良好的流动通道。生产套管的重要功能是用以保护井壁、隔离各层流体,以利于油气井分层测试、分层开采和分层改造。 生产套管对油气井来说是其终身保护层,一旦下入以后再也无法调整,因此在进行设计时必须考虑周全,使所选的套管既能满足钻井需要又能适应以后生产要求。 海上油气田的特点之一是丛式定向井、大斜度井、水平井的广泛应用,且油气井的产量甚高。海上油井大部分采用人工举升法开采,尤其是气举法,电潜泵更为广泛使用,同时一些工艺措施如油井防砂措施等也被广泛使用。 生产套管所受的主要载荷包括:管柱周围流体所产生的外挤压力,来自钻井液、储集层流体、井下工艺压力试验产生的内压力和自身重量等所产生的拉伸载荷。生产套管必须经受钻井阶段、完井阶段和生产阶段的各种作业载荷,经受特定环境中的温度、压力和腐蚀的影响;生产套管还必须配备易于上扣并具备最佳密封效果的连接接头。 一、套管钢级 1.API套管钢级 API标准套管有十个钢级,即H40、J55、K55、T95、N80、C90、C95、L80、Pll0、125Q。API规范中,钢级代号后面的数值乘以6894.757kPa (1000psi),即为套管以kPa (或psi)为单位的最小屈服强度。这一规定除了极少数例外,也适应于非API标准的套管。 API套管钢级的强度指标见表2-1-1。 目前,世界上能生产API标准套管的有38个工厂,分布于14个国家,表2-1-2列出了API 承认的厂家名单。 2.非API套管钢级 有的API标准套管的生产厂家也生产非API标准系列套管,非API标准套管是根据钻井和采油工程需要而超出API标准的进一步发展。 非API标准套管各种钢级的强度指标见表2-1-3。 表2-1-1 API标准套管钢级的强度指标
石油套管规格表
1.用途
套管应带螺纹和接箍供货,或按下述任一管端形式供货: 平端、圆螺纹不带接箍或带接箍,偏梯形螺纹带接箍或不带接箍,直连型螺纹、特殊端部加工、密封圈结构。 编辑本段石油专用管用途和类别 石油专用管主要用于油、气井的钻探及油、气的输送。它包括石油钻管、石油套管、抽油管。石油钻管主要用于连接钻铤和钻头并传递钻井动力。石油套管主要用于钻井过程中和完井后对井壁的支撑,以保证钻井过程的进行和完井后整个油井的正常运行。抽油管主要将油井底部的油、气输送到地面。 石油套管是维持油井运行的生命线。由于地质条件不同,井下受力状态复杂,拉、压、弯、扭应力综合作用作用于管体,这对套管本身的质量提出了较高的要求。一旦套管本身由于某种原因而损坏,可能导致整口井的减产,甚至报废。 按钢材本身的强度套管可分为不同钢级,即J55、K55、N80、L80、C90、T95、P110、Q125、V150等。井况、井深不同,采用的钢级也不同。在腐蚀环境下还要求套管本身具有抗腐蚀性能。在地质条件复杂的地方还要求套管具有抗挤毁性能。 编辑本段石油套管强韧化热处理工艺 27MnCrV是生产TP110T钢级石油管套的新型钢种,常规生产TP110T钢级石油管套钢种是29CrMo44和26CrMo4。相对于后两者,27MnCrV含有较少的Mo元素,可以极大地降低生产成本。然而采用正常的奥氏体化淬火处理工艺生产 27MnCrV后存在明显的高温回火脆性,造成冲击韧性偏低且不稳定。 解决此类问题通常采用两种方法处理:一是采用回火后快速冷却的方法避免高温脆性,获取韧性。、二是亚温淬火法通过钢种的不完全奥氏体化以有效地改善有害元素及杂质,提高韧性。第一种方法,对热处理设备要求相对严格,需要添加额外成本。 27MnCrV钢的AC1=736℃,AC3=810℃,亚温淬火时加热温度在740-810℃之间选取。亚温淬火选取加热温度780℃,淬火加热的保温时间15min;淬火后回火选取温度630℃,回火加热保温时间50min。由于亚温淬火在α+γ两相区加 热,在保留部分未溶解铁素体状态下进行淬火,在保持较高强度的同时,韧性得到提高。 同时低温淬火较常规温度低,减小了淬火的应力,从而减小了淬火的变形,这样保证了热处理的生产的顺利操作,而且为后续的车丝加工等提供了很好的原料。 目前该工艺在天津钢管的管加工厂已得以应用,质保数据表明,热处理后的钢管屈服强度Rt0.6在820-860MPa,抗拉强度Rm在910-940MPa,冲击韧性Akv在65-85J间,抗毁性能100%合格。数据表明,27MnCrV钢管已是相当优质的高钢级石油套管,另一方面也表明了亚温淬火工艺是钢制品生产中避免高温脆性时的一种极好方法。 石油套管是一种大口径管材,起到固定石油和天然气油井壁或井孔的作用。套管是插入井孔里,用水泥固定,以防止井眼隔开岩层和井眼坍塌、并保证钻探泥浆循环流动,以便于钻探开采。在石油开采过程中使用的不同类型的套管:表 层石油套管 - 保护钻井,使其避免受浅水层及浅气层污染, - 支撑井口设备并保持套管的其他层重量。技术石油套管 - 分隔不同层面的压力,以便钻液额度正常流通并保护生产套管。 - 以便在钻井内安装反爆裂装置、防漏装置及尾管。油 层石油套管 - 将石油和天然气从地表下的储藏层里导出。 - 用于保护钻井,将钻探泥浆分层。石油套管生产时,外径通常为114.3毫米到508毫米。 编辑本段石油套管规格表
用于油井用套管和油管的无缝钢管
油管是在钻探完成后将原油和天然气从油气层运输到地表的管道,它用以承受开采过程中产生的压力。油管的外径一般为60.3 毫米到114.3毫米。
芯棒(mandrel) 生产无缝管时插进管体内部同轧辊等构成环形孔型使管材成形用的工具。连续轧管机轧管、管材斜轧延伸、周期式轧管机轧管、顶管和管材冷轧冷拔时都要使用芯棒。 芯棒是一根很长的圆棒和顶头一样在变形区内参与管材的变形,不同的是斜轧时芯棒在管内随着管材边旋转边做轴向运动;纵轧(连轧管、周期式轧管、顶管)时芯棒不旋转但也随管做轴向运动。 在浮动芯棒和限动芯棒连轧管机上(见连续轧管机轧管),芯棒是重要的工具,它们除了要求用高强度和高耐磨性的材质制做外,还要求很高的表面质量,如车削后要经研磨和热处理。浮动芯棒很长(达30m)很重(达12t)。限动芯棒的长度稍短,但对材质要求更高。顶管对使用的芯棒应能承受很大的顶推力。周期式轧管机的芯棒工作时受热时间长。斜轧延伸机的芯棒有拉力芯棒、浮动芯棒、限动芯棒和回退式芯棒等。 拉力芯棒是工作时轴向运动速度大于管子轴向运动速度的芯棒(见管材斜轧延伸),芯棒对管子内表面施加拉力。回退式芯棒是芯棒轴向运动方向与管子轴向运动方向相反,施加后拉力的芯棒。斜轧延伸机对芯棒的要求比纵轧延伸机的要低。 钢管的分类及其标准 一、钢管的分类 1、按生产方法分类 (1)无缝钢管--热轧管、冷轧管、冷拔管、挤压管、顶管 (2)焊管 (a)按工艺分--电弧焊管、电阻焊管(高频、低频)、气焊管、炉焊管 (b)按焊缝分--直缝焊管、螺旋焊管 2、按断面形状分类 (1)简单断面钢管--圆形钢管、方形钢管、椭圆形钢管、三角形钢管、六角形钢管、菱形钢管、八角形钢管、半圆形钢圆、其他 (2)复杂断面钢管--不等边六角形钢管、五瓣梅花形钢管、双凸形钢管、双凹形钢管、瓜子形钢管、圆锥形钢管、波纹形钢管、表壳钢管、其他 3、按壁厚分类--薄壁钢管、厚壁钢管 4、按用途分类--管道用钢管、热工设备用钢管、机械工业用钢管、石油、地质钻探用钢管、容器钢管、化学工业用钢管、特殊用途钢管、其他 二、无缝钢管标准 是一种具有中空截面、周边没有接缝的长条钢材。钢管具有中空截面,大量用作输送流体的管道,如输送石油、天然气、煤气、水及某些固体物料的管道等。钢管与圆钢等实心钢材相比,在抗弯抗扭强度相同时,重量较轻,是一种经济截面钢材,广泛用于制造结构件和机械零件,如石油钻杆、汽车传动轴、自行车架以及建筑施工中用的钢脚手架等。用钢管制造环形零件,可提高材料利用率,简化制造工序,节约材料和加工工时,如滚动轴承套圈、千斤顶套等,目前已广泛用钢管来制造。钢管还是各种常规武器不可缺少的材料,枪管、炮筒等都要钢管来制造。钢管按横截面积形
API 5CT石油套管 化学成分: 外径、薄厚、重量偏差 长度范围
描述:油管 标准:API SPEC 5CT、API SPEC 5B、ISO 11960 用途:油管用于油井中抽取石油或天然气。 油管规格:
注:P--平头;N--不加厚;U--外加厚;T&C--车螺纹带接箍;I--整体接头。描述:石油套管 标准:API SPEC 5CT、API SPEC 5B、ISO 11960 套管规格:
注:P--平端;S--短圆螺纹;L--长圆螺纹;B--偏梯形螺纹 接箍 Coupling: 1、标准接箍 Stabdard Coupling 2、特殊间歇接箍 Special Space Coupling 3、特殊倒角接箍 Special Bevellde Coupling 4、改进型带密封环接箍 API Improved Seal-Ring Coupling(SR13) 5、组合接箍或异径接箍 Combination Coupling or Special Diameter Coupling 短节或连接管 Pup Joint or Connector: 包括所有油套管规格、螺纹或其他组合 All Size,thread or their combination of tubing and casing are supplied.
尺寸偏差 Dimensions and Tolerances: 外径、壁厚、重量允许偏差 Outside Diameter,Wall Thickness and Weight Tolerances: 螺纹参数允许偏差 Thread Parameter Tolerances: 注a:p---螺距 Note 啊:p---Pitch. 接箍料常用规格
A P I C T石油套管知识 集团标准化办公室:[VV986T-J682P28-JP266L8-68PNN]
API 5CT石油套管 Home--Parameter 化学成分: 外径、薄厚、重量偏差 长度范围
描述:油管 标准:API SPEC 5CT、API SPEC 5B、ISO 11960 用途:油管用于油井中抽取石油或天然气。 油管规格: 注:P--平头;N--不加厚;U--外加厚;T&C--车螺纹带接箍;I--整体接头。
描述:石油套管 标准:API SPEC 5CT、API SPEC 5B、ISO 11960 套管规格:
注:P--平端;S--短圆螺纹;L--长圆螺纹;B--偏梯形螺纹
接箍 Coupling: 1、标准接箍 Stabdard Coupling 2、特殊间歇接箍 Special Space Coupling 3、特殊倒角接箍 Special Bevellde Coupling 4、改进型带密封环接箍 API Improved Seal-Ring Coupling(SR13) 5、组合接箍或异径接箍 Combination Coupling or Special Diameter Coupling 短节或连接管 Pup Joint or Connector: 包括所有油套管规格、螺纹或其他组合 All Size,thread or their combination of tubing and casing are supplied. 尺寸偏差 Dimensions and Tolerances: 外径、壁厚、重量允许偏差 Outside Diameter,Wall Thickness and Weight Tolerances: 螺纹参数允许偏差 Thread Parameter Tolerances:
API 5CT石油套管 Home--Parameter 化学成分: 外径、薄厚、重量偏差
长度范围 描述:油管 标准:API SPEC 5CT、API SPEC 5B、ISO 11960 用途:油管用于油井中抽取石油或天然气。 油管规格:
注:P--平头;N--不加厚;U--外加厚;T&C--车螺纹带接箍;I--整体接头。 描述:石油套管 标准:API SPEC 5CT、API SPEC 5B、ISO 11960 套管规格:
注:P--平端;S--短圆螺纹;L--长圆螺纹;B--偏梯形螺纹 接箍 Coupling: 1、标准接箍 Stabdard Coupling
2、特殊间歇接箍 Special Space Coupling 3、特殊倒角接箍 Special Bevellde Coupling 4、改进型带密封环接箍 API Improved Seal-Ring Coupling(SR13) 5、组合接箍或异径接箍 Combination Coupling or Special Diameter Coupling 短节或连接管 Pup Joint or Connector: 包括所有油套管规格、螺纹或其他组合 All Size,thread or their combination of tubing and casing are supplied. 尺寸偏差 Dimensions and Tolerances: 外径、壁厚、重量允许偏差 Outside Diameter,Wall Thickness and Weight Tolerances: 螺纹参数允许偏差 Thread Parameter Tolerances:
1、石油套管 (1)定义:石油套管是用于支撑油、气井井壁的钢管,以保证钻井过程进行和完井后整个油井的正常运行。每一口井根据不同的钻井深度和地质情况,要使用几层套管。套管下井后要采用水泥固井,它与油管、钻杆不同,不可以重复使用,属于一次性消耗材料。所以,套管的消耗量占全部油井管的70%以上。套管按使用情况可分为:导管、表层套管、技术套管和油层套管。 (2)分类:在石油开采过程中使用的不同类型的套管:表层石油套管- 保护钻井,使其避免受浅水层及浅气层污染,支撑井口设备并保持套管的其他层重量。技术石油套管- 分隔不同层面的压力,以便钻液额度正常流通并保护生产套管,以便在钻井内安装反爆裂装置、防漏装置及尾管。油层石油套管(生产套管)- 将石油和天然气从地表下的储藏层里导出,用于保护钻井,将钻探泥浆分层。石油套管生产时,外径通常为毫米到508毫米。 ①导套:主要用于海洋、沙漠中钻井,用以隔开海水和砂子,保证钻井顺利进行,这层套管的主要规格为:?762mm(30in ) ×、?762mm(30in) ×。 ②表层套管:主要用于第一次开钻,钻开地表松软地层到基岩,为了封隔这部分地层不致坍塌,需用表层套管进行封固。表层套管的主要规格:508mm(20in)、(16in)、(13-3/8in)、(10-3/4in)、(9-5/8in)等。下管深度取决于松软地层的深度,一般为80~1500m。其承受的外压和内压都不大,一般多采用K55钢级或N80钢级。
③技术套管:用在复杂地层的钻进过程中,当遇到坍塌层、油层、气层、水层、漏失层、盐膏层等复杂部位时,都需要技术套管封固,否则钻井就无法进行。有的井地层深而复杂,而且下井深度达数千米,这种深井需要下好几层技术套管,其力学性能和密封性能要求都很高,采用的钢级也较高,除K55以外,更多是采用N80和P110钢级,有些深井还采用Q125甚至更高的非API钢级如V150。技术套管的主要规格有:(13-3/8in)、(10-3/4in)、(9-5/8in)、(8-5/8in)、(7-?5/8in)?、(7in)等 ④?油层套管?:当钻井钻到目的层(含油、气的层位),需用油层套管将油气层及上部裸露地层全部封住,油层套管内部是油管。油层套管在各类套管中下井深度最深,其力学性能和密封性能要求也是最高,采用钢级有K55、N80、P110、Q125、V150等。油层套管的主要规格有:(7in)、(6-5/8in)、(5-1/2in)、127mm(5in)、(4-1/2in)等。 (3)石油套管是维持油井运行的生命线。由于地质条件不同,井下受力状态复杂,拉、压、弯、扭应力综合作用作用于管体,这对套管本身的质量提出了较高的要求。一旦套管本身由于某种原因而损坏,可能导致整口井的减产,甚至报废。 按钢材本身的强度套管可分为不同钢级,即J55、K55、N80、L80、C90、T95、P110、Q125、V150等。规格主要为,,,,等。API规定长度有三种:即R-1为~,R-2为~,R-3为至更长井况、井深不同,采用的钢级也不同。在腐蚀环境下还要求套管本身具有抗腐蚀性能。在地质条件复杂的地方还要求套管具有抗挤毁性能。套管端部加工形式:短圆螺纹,长圆螺纹,偏梯形螺纹,特殊扣等。用于石油井钻探主要用于钻井过程中和完井后对井壁的支撑,以保证钻井过程的进行和完井后整个油井的正常运行。 (3)性能:油套管韧性差的解决方法一是采用回火后快速冷却的方法避免高温脆性,获取韧性。、二是亚温淬火法通过钢种的不完全奥氏体化以有效地改善有害元素及杂质,提高韧性。第一种方法,对热处理设备要求相对严格,需要添加额外成本。低温淬火较常规温度低,减小了淬火的应力,从而减小了淬火的变形,这样保证了热处理的生产的顺利操作,而且为后续的车丝加工等提供了很好的原料。 (4)注意:鉴于机械擦伤对石油套管腐蚀产生加速作用,建议在油管接箍上加一橡胶圈或在井斜严重部位加一扶正器,避免在作业过程以及注水过程中油管刮伤套管以及一侧接触套管 套管常用规格
1.用途 用于石油井钻探。 2.种类 按SY/T6194-96“石油套管”分短套管及其接箍和长螺纹套管及其接箍两种。 4.化学成分检验 (1)按SY/T6194-96规定。套管及其接箍采用同一。含硫量<%,含磷量<%。 (2)按GB222-84的规定取化学分析样。按GB223中有关部分的规定进行化学分析。 (3)ARISPEC5CT1988第1版规定。化学分析按ASTME59最新版本制样,按ASTME350最新版本进行化学分析。 5.物理性能检验 (1)按SY/T6194-96规定。作(GB246-97)(GB228-87)及。 (2)按美国石油学会APISPEC5CT1988年第1版规定作静水压试验、压扁试验、硫化物应力腐蚀开裂试验、(ASTME18或E10最新版本规定进行)、、横向冲击试验(ASTMA370、ASTME23和有关标准最新版本规定进行)、晶粒度测定(ASTME112最新版本或其他方法)。 6.主要进出口情况 (1)石油套管主要进口国家有:德国、、罗马尼亚、、意大利、、奥地利、、美国,、新加坡也有进口。进口标准多参照美国石油学会标准API5A,5AX,5AC。钢级是H-40,J-55,N-80,P-110,C-75,C-95等。规格主要为,,,,等。 (2)规定长度有三种:即R-1为~,R-2为~,R-3为至更长。 (3)部分进口货物标有LTC字样,即长丝扣套管。 (4)从日本进口套管除采用API标准外,还有少部分执行日本厂方标准(如新日铁、住友、川崎等),钢号是NC-55E,NC-80E,NC-L80,NC-80HE等。 (5)在索赔案例中,出现过黑扣、丝扣损伤,管体折叠,断扣和螺纹紧密距超差,接箍J值超差等缺陷及套管脆裂、低等内在品质问题。 7.包装 按SY/T6194-96规定,国产套管应以或钢带捆扎。每根套管及接箍螺纹的露出部分均应拧上保护环以保护螺纹。 8.其他 按美国石油学会标准APISPEC5CT1988年第1版,套管钢级分H-40、J-55、K-55、N-80、C-75、L-80、C-90、C-95、P-110、Q-125共10种。 套管应带螺纹和接箍供货,或按下述任一管端形式供货:
Q/SYCQZ 川庆钻探工程有限公司企业标准 Q/SYCQZ 033—2008 套管和油管送井前质量检验规程 2008—06—25发布 2008—07—25实施
1.1.1.1.1.1 Q/20191915-2·26—2004 川庆钻探工程有限公司发布
目次 前言 (Ⅱ) 1范围 (1) 2规范性引用文件 (1) 3定义 (1) 4检验项目 (2) 5检验方法 (2) 6套管和油管的准备 (2) 7检验技术要求 (2) 8检验人员资质 (8) 参考文献 (8)
前言 依据川庆钻探工程公司企业标准Q/SYCQZ 001《钻井技术操作规程》及国家、行业对套管和油管的有关规范和要求,结合川庆钻探工程公司钻井工程技术发展需要,制定本标准,作为套管和油管送井前质量检验依据。 本标准按照 GB/T 1.1-2000《标准化工作导则第 1 部分:标准的结构和编写规则》和 GB/T 1.2-2002《标准化工作导则第 2 部分:标准中规范性技术要素内容的确定方法》进行编写。 本标准由川庆钻探工程有限公司提出。 本标准由川庆钻探工程有限公司标准化技术委员会归口。 本标准起草单位:西南油气田分公司物资总公司。 本标准主要起草人:童朝平、彭子林、陈华明、曾红伟、曾友先、贾文琴、刘世发。
套管和油管送井前质量检验规程 1 范围 本标准规定了石油、天然气钻井工程API标准套管、油管送井前的质量检验; 本标准适用于石油、天然气钻井工程使用API圆螺纹套管、油管的质量检验。其它非标螺纹套管、油管应按订货合同规定或推荐的检验项目和方法检查。 2 规范性引用文件 下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用文件,其随后所有的修改单(不包括刊物的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本标准。 API Spec 5CT 套管油管规范 3 定义 下列定义适用于本标准。 3.1 缺欠shortage 是产品管壁或产品表面上的一种不连续性或不规则性的现象。 3.2 缺陷default 是足够大的缺欠, 它无论是在规格、形状、方向、位置或性质等方面均对管子的有效使用有损害,超过了适用规范的接受与拒受标准。 3.3 线性缺欠linear shortage 包括但不限于发裂、折叠、裂纹、压痕、切口和凿槽的缺欠。 3.4 非线性缺欠non-linear shortage 包括但不限于点坑及圆底模压印痕的缺欠。 3.5 检验inspection 检查管子可能存在的缺陷或不符合规定标准的过程。 3.6 无损探伤NDT 使用不损伤或破坏管材的检验技术探测材料内部的、表面的和隐蔽的缺陷或缺欠。 3.7