m-pro-400内容及操作简介:(简体中文)
主界面:
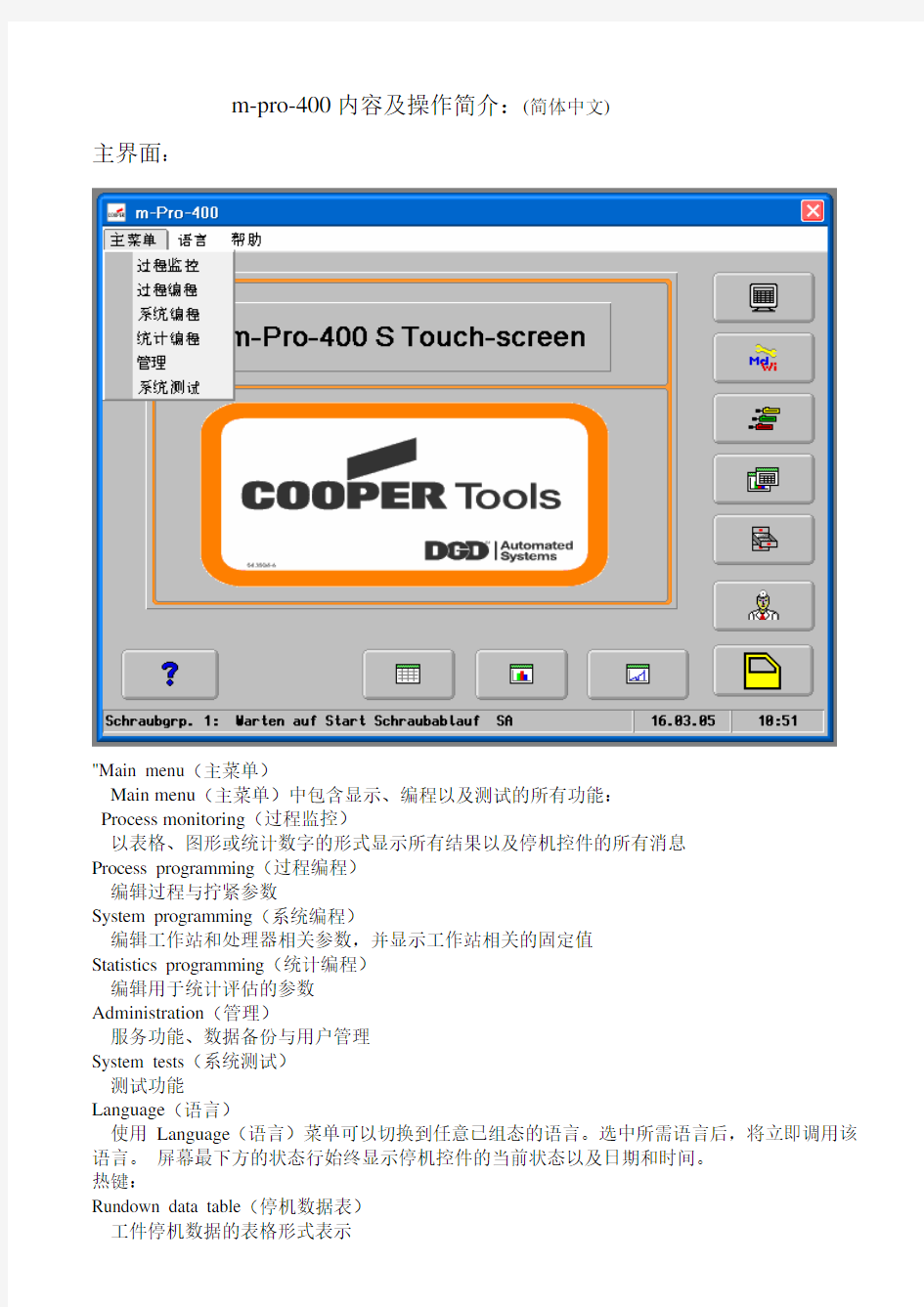
"Main menu(主菜单)
Main menu(主菜单)中包含显示、编程以及测试的所有功能:
Process monitoring(过程监控)
以表格、图形或统计数字的形式显示所有结果以及停机控件的所有消息
Process programming(过程编程)
编辑过程与拧紧参数
System programming(系统编程)
编辑工作站和处理器相关参数,并显示工作站相关的固定值
Statistics programming(统计编程)
编辑用于统计评估的参数
Administration(管理)
服务功能、数据备份与用户管理
System tests(系统测试)
测试功能
Language(语言)
使用 Language(语言)菜单可以切换到任意已组态的语言。选中所需语言后,将立即调用该语言。屏幕最下方的状态行始终显示停机控件的当前状态以及日期和时间。
热键:
Rundown data table(停机数据表)
工件停机数据的表格形式表示
Torque graph(扭矩图)
图形表示与评估
Statistics(统计)
统计评估与表示"
过程监控器:
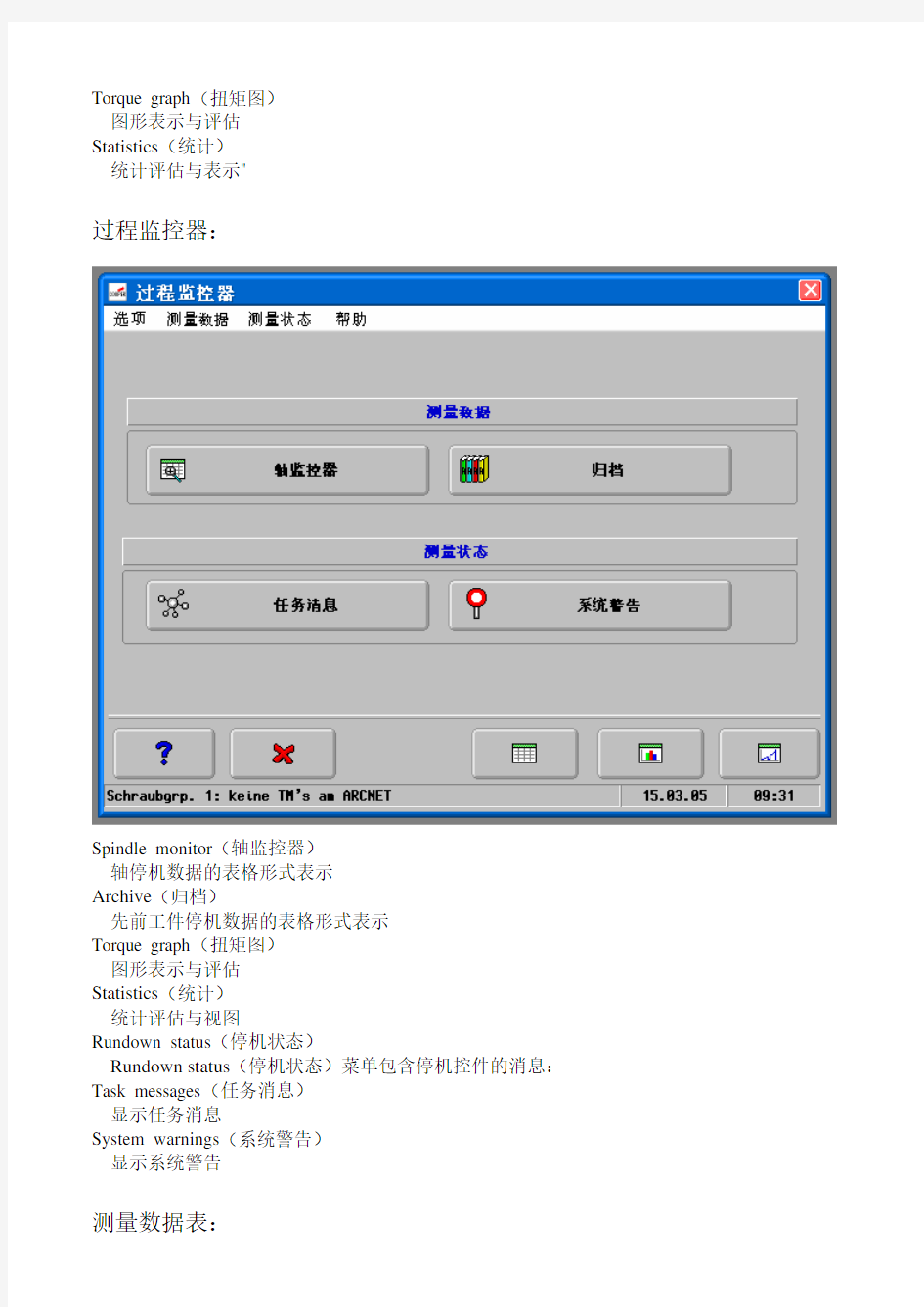
Spindle monitor(轴监控器)
轴停机数据的表格形式表示
Archive(归档)
先前工件停机数据的表格形式表示
Torque graph(扭矩图)
图形表示与评估
Statistics(统计)
统计评估与视图
Rundown status(停机状态)
Rundown status(停机状态)菜单包含停机控件的消息:Task messages(任务消息)
显示任务消息
System warnings(系统警告)
显示系统警告
测量数据表:
"Options(选项)
“Go back”(返回)将关闭停机数据表,并跳转到您进入前所在的屏幕。
选项 Process monitoring(过程监控)可将最后结果返回同名菜单。
Rundown data(停机数据)
在此处可找到某些便于在表格内跳转的功能。此处还有用于打印当前停机数据表的子菜单。
Fastening group(紧固组)
使用 Fastening group(紧固组)菜单和软键,可选择要编程的紧固组。
以后进行的所有编程和设置,都应用于选定的紧固组。
使用监控器底部的软键,可以调用“Archive”(存档)、“Statistics”(统计)// “Torque graph”(扭矩图)和“Spindle monitor”(轴监控器)。
Rundown data table(停机数据表)中包含整个工件各个阶段所有轴的停机数据。必须用 Main menu(主菜单)/ Process programming(过程编程)/ Settings(设置)/ Fastening stages(紧固阶段)/ Fastening stage(单紧固阶段)/ Stage X(阶段X)/ Displayrundown data(显示停机数据)来激活阶段的显示。
表格的标题内包含以下信息:
工件:如果在存储媒体中存在或通过远程数据通信可获取工件的工件编号(如序列号、马达编号或机身编号),则在此处显示该编号。
过程时间:紧固时间。该时间由m-Pro-400 实时时钟确定,因此应定期对其校准。Total(总计):计数器状态总计OK: OK 停机的计数器状态NOK:
NOK 停机的计数器状态
Rundown data table(停机数据表)列名称的含义如下:
Sp: 轴
Stp: 步骤
Sno: 螺栓数
PS: 参数集t
St: 阶段
Seq: 序列(SEQ 编号)
TP: 预定关闭值
Tq(Nm): 达到的扭矩值,此处以 Nm(牛顿米)为单位。
要选择扭矩的度量单位:
Main menu(主菜单)/ System programming(系统编程)。
Tq-OT: 超出容差极限的扭矩,正值 = 高于上限,负值 = 低于下限。
可根据达到的扭矩计算该值。
Ang(Deg): 达到的角度,以度为单位
Ang-OT: 超出容差极限的角度,正值 = 高于上限,负值 = 低于下限。
可根据达到的角度计算该值。
Gd: 关闭时的梯度(仅限使用梯度的策略)
Gd-OT: 超出容差极限的梯度,正值 = 高于上限,负值 = 低于下限。
可根据计算梯度过程中出现的峰值或谷值计算该值。
错误: 如果某个测量被评估为 NOK,则在此列中显示错误的缩写。如果在某次测量中发生了若干次错误,则显示具有最高优先级的错误。
轴监控器:
"测量数据
通过 rundown data(测量数据)菜单可选择轴,并可打印测量数据:
Print rundown data(打印测量数据)
打印当前轴监控器
(可能包括多页)
Select spindle(选择轴)
选择另一轴
Options(选项)
“Go back”(返回)将关闭测量数据表,并跳转到您进入前所在的屏幕。
选项 Process monitoring(过程监控)可将最后结果返回同名菜单。
轴监控器可以显示所选轴的整个工件期间各个阶段的测量数据//它与是否激活阶段显示无关。最多可显示轴的15 个处理阶段。此功能在试运行、故障排除以及参数优化时非常有帮助。
使用“Select spindle”(选择轴)可以查看其它轴。
使用监控器底部的软键,可以调用“Statistics”(统计)、“Torquegraph”(扭矩图)和“Rundown data table”(测量数据表)。
其它内容与“Rundown data table”(测量数据表)相同。"
扭矩图:
"Options(选项)
使用“Select spindle”(选择轴)可以查看其它轴。View(视图)
使用 View(视图)菜单,可以调整扭矩图的设置:Update(更新)开启/关闭
新测量后自动更新
Gradient(梯度)开启/关闭
以图形方式表示梯度
(仅限使用梯度的序列)
Grid(网格)
在背景中显示网格
OK zone(OK 区)
在背景中放置扭矩与角度容差区
Parameter(参数)
显示序列的参数
Zooming(缩放)
Zooming(缩放)菜单包括各种不同的缩放功能:Zoom +(放大)
放大缩放视图
Zoom -(缩小)
缩小缩放视图
Move +(右移)
缩放部分右移
Move -(左移)
缩放部分左移
Begin(开始)
图形缩放开始
End(结束)
图形缩放结束
Stage select(阶段选择)
选择要显示的阶段(仅限多阶段过程)
统计:
"Options(选项)
选项“Programming”(编程)将直接切换到统计编程。
Statistics(统计)
Statistics(统计)菜单中包含打印和删除的全部功能:
Print statistics(打印统计)
打印以选定序列中包含的所有测量实体形式显示的轴统计数
Print all statistics(打印所有统计)
打印所选参数集中所有轴的统计数字
Delete statistics(删除统计)
删除所显示轴的数据
Delete all statistics(删除所有统计)
删除所选参数集中所有轴的数据
如果删除统计数字时已启用密码保护,则会显示要求输入密码//必须为输入的密码设置“统计编程”访问权限 (Q)。必须回答安全提示后,才可确认取消。
Settings(设置)
使用 Settings(设置)菜单,可以选择要评估的参数集以及轴:
Select parameter set(选择参数集)
选择要评估的参数集
Select spindle(选择轴)
选择要评估的轴
Select fastening group(选择紧固组)
选择要评估的紧固组
在六个可选参数集的每个参数集中,每个轴都对应有一个统计。您必须确定在统计中要评估的阶段(统计编程)。可以为每个参数集中的各个轴选择不同的阶段。通常选择最后的紧固阶段来将统计与完成的接头相联系起来。
使用按钮“Gd”、“Ang”和“Tq”选择要评估的实体。在按钮下方将显示实体的统计值。其含义如下:
Samples(样品):评估中涉及的测量数。
选定参数集与阶段中对轴进行统计时要包含所有这些值。样品= OK + NOK
OK: 评为 OK 的测量数(样品的 OK 率)
NOK: 评为 NOK 的测量数(样品的 NOK 率)
Mean(平均值):算术平均值
Std-Dev.(标准偏差):标准偏差
Variance(方差):方差
Min Value(最小值):样品的最小值
Max Value(最大值):样品的最大值
归档:
在归档文件中,所有测量数据都保存在环形缓冲区中。其总存储空间约为 380 KB。
它可以容纳的条目数取决于各归档测量的数量和范围。在菜单System programming(系统编程)/ Special functions(特殊功能)/
Archive settings(归档设置)中,可以确定要保存的图形,例如所有 NOK、样本等。通常,保存一个无图形的测量需要 0.75 KB,保存一个有图形的测量需要 2.5 KB。所需存储空间会因所记录图形的长度(取决于触发扭矩)发生显著变化。所记录测量数据列表中的导航通过“PgUp”和“PgDn”键以及显示的滑块来控制。为了帮助查找行,当前位置显示在标题中。用鼠标单击行或在触摸屏上触摸该行,即可选择测量。所选测量可使用轴监控器作进一步分析,如果已记录图形数据,将显示图形。
根据“先进先出”原则进行管理。即:当内存已满时,将删除最老的条目,直到为新条目释放足够的空间为止。"
归档文件显示以前工件的测量数据。
归档文件包含三个大小完全相同的不同存储区。每个存储区大小约为 190kB。
1. RDF 归档文件
由过滤器设置参数确定的所有测量都在此处输入。条目大小约为 0.8 kB。
此归档文件可以包含约 220 个条目。
2. 曲线归档文件
如果还要为测量归档曲线值,则只要测量板的图形数据可用,这些值就存储在曲线归档文件中。此类归档文件条目的大小主要取决于记录的角度脉冲的数量。此类条目的大小约为 17kB。通常,曲线记录的大小约为 2 - 3 kB(约为500 - 1200 个脉冲)
3. RAM 归档文件
通常,所有测量都记录在此处(没有图形)。此归档文件位于可变存储区
中,并且每次关闭系统都会将其删除。条目的容量与 RDF 归档文件的容量
相同。归档文件的存储深度约为 380Kbyte。其中包含的条目数量取决于各
归档测量的数量和范围。作为引导值,没有归档图形的测量为 0.75
Kbyte,而有归档图形的测量为 2.5 Kbyte。根据触发扭距,所需的存储空
间与记录的曲线长度会有很大变化。
选择器按钮用于在归档文件中的各个区之间进行切换。
在目标选择序列中,按钮标题会更改(RDF - 曲线 - RAM)。
当前显示的归档区将出现在归档窗口的标题栏上。如果其中一个存储区没有条目,则程序自动跳到下一个有条目的存储区。
"为了充分利用归档文件的容量,引入了过滤器功能以在归档文件中生成条目。这样可在 RDF 掩码中进行编程。在此掩码中,既可以为归档文件中的常规条目设置过滤,也可以为单独的曲线归档文件中的记录图形的设置设置过滤。
可以在模式
All(全部)、
NOK、
Random sample(随机样本)、
Interval(间隔)和None(无)之间
进行选择。如果已选定条目模式,则可以在“Record curve”(记录曲线)列中进行选择,以指定是否还应存储曲线记录。
此处,选择选项为
ON(始终记录曲线)、
NOK(仅记录评估为 NOK 的测量的曲线)和
OFF(不记录曲线)
任务消息:
"任务消息用于说明控制系统的状态并可用于诊断错误。每个过程部分(“任务”)均可在进行中将消息写入状态行。因此,其它任务输入的消息会不断被覆盖。在 Task messages(任务消息)窗口中,将为每个任务保留一行,用于显示各个任务的当前消息输出。"
系统警告:
"Messages(消息)
Messages(消息)菜单用于确认、删除、打印和滚动消息。
Confirm(确认)
确认和删除当前系统警告
Page down(向下翻页)
显示系统警告的下一页
Page up(向上翻页)
显示系统警告的上一页
Print(打印)
打印当前系统警告
如果在密码保护处于活动状态的情况下选择 Confirm(确认),则显示密码输入页面//但是,必须为输入的密码设置 Administration(管理)(V) 访问权限。必须通过回答安全提示再次进行确认。只有系统警告显示多于一页时,才激活“Page down”(向下翻页)与“Page up”(向上翻页)。
当前系统警告将输入了一个列表。
各条目含义如下:
Date(日期)出现日期
Time(时间)出现时间
SP 轴或引起系统警告的测量通道
PS 选定的参数集
S 测量阶段
Warning(警告)系统警告文本
注意:
日期和时间由 m-Pro-400 实时时钟确定//因此,时钟应定期校准。
系统警告的目的是帮助在“Not ready”(未就绪)状态出现之前,尽快确认系统中的变化。这样就可及时采取纠正措施,从而提高系统的使用寿命。
系统警告首次出现时,将激活 In/Outputs(输入/输出)的“System warning”(系统警告)输出。列表中可输入 100 条消息//相同的消息可能会多次出现。如果发生溢出,则最早的消息将被覆盖。选择 Confirm(确认)时,将删除所有消息,并重置“System warning”(系统警告)输出。系统警告不会影响紧固过程。
可能出现的警告消息包括:
传感器 1 偏移过大
传感器 1 偏移过小
传感器 2 偏移过大(仅限激活 Redundancy(冗余)时)
传感器 2 偏移过小(激活时)
传感器 1 校准值过大
传感器 1 校准值过小
传感器 2 校准值过大(仅限激活 Redundancy(冗余)时)
传感器 2 校准值过小(激活时)
逻辑电压过高
逻辑电压过低
正模拟电压过高
正模拟电压过低
负模拟电压过高
负模拟电压过低"
编程:
"编程,一般提示
编程中包括四个作为 Main menu(主菜单)的菜单项列出的大参数块:
Process programming(过程编程)
用于测量与拧紧的参数
System programming(系统编程)
与工作站、控制器以及机械
(轴、齿轮和传感器)有关的参数
Statistics programming(统计编程)
用于统计评估的参数
Administration(管理)
服务功能、数据备份与用户管理
编程在不同的存储区进行,不会影响当前测量。离开编程时,在回答安全提示后,参数将存入工作站,即复制到电池缓冲的存储区中,以作为有效紧固参数使用。
注意:
数据存入工作站的工作必须在两次测量(即两个工件)之间进行!否则,某个测量将按“混合”参数进行处理。要接受参数的输入或变更,必须按“OK”(确定)按钮退出相应页面。必须通过安全提示。通常每个页面显示一个提示。如果要确认每个参数,请通过 Administration(管理)下的“Confirm parameters ON”(确认参数启用)项激活该功能。确认按钮的背景色为绿色,放弃按钮的背景色为红色。
如果使用 Options(选项)/ Return(返回)或“Return”(返回)按钮退出页面,则页面上的所
有更改都将在没有提示的情况下被放弃。
例外:
如果此前曾接受过更改,则在按“Return”(返回)退出编程时会显示一条消息,提示您确定是否要保存更改。
如果按“OK”(确定)退出编程,则会提示您确定是否要将产品参数存入工作站中。如果选中“Confirm parameters ON”(确认参数启用),则会再次出现安全提示。只有在第二次确认后,参数才能存入,并可供下次测量使用。否则,所有更改都将被放弃!
可使用许多不同的复制功能进行编程。这些功能通常与屏幕上当前显示的参数有关。例外情况会特别声明。复制前,必须通过回答安全提示确认复制源和目标。如果显示的参数为复制源,而目标不可见,例如在复制“To spindle”(目标轴)或“To all spindles”(到所有轴)时,必须出现一条确认信息后,才能确认复制完成。
如果任何要复制的参数有所变更,则在复制前会出现安全提示,并进行真实性检查。
过程编程:
Process programming(过程编程)
如果密码保护功能启用,则会显示密码输入页// 必须为输入的密码设置Process programming(过程编程)(P) 权限。
Parameter set(参数集)使用 Parameter set(参数集)菜单,可以选择要编程的参数集。在参数集旁将显示参数集标识符。以后所有的参数输入和设置都将应用于选定的参数集。Fastening groups(紧固组)使用 Fastening groups(紧固组)菜单,可以选择要编程的紧固组。以后进行的所有编程和设置,都将应用于选定的紧固组。
Settings(设置)使用 Settings(设置)菜单,可连接至所选参数集内不同的编程区:
PS settings(PS 设置)
唯一的整体设置
Spindle lock up(轴锁定)
锁定或激活轴
Fastening stages(紧固阶段)
测量和紧固参数
Joint numbers(接头编号)
分配给记录的测量数据的单个紧固位置。
Groupings(分组)
Groupings(分组)菜单中包括紧固组的编程。
“PS settings summary”(PS 设置汇总)显示应用于整个参数集的参数:
“Fastening stages summary”(紧固阶段汇总)显示处理、显示和打印的阶段:
如果已为至少一个轴激活功能,则将显示功能以待激活(Settings(设置)/ Fastening stages(紧固阶段))。
仅在激活阶段后才显示 Display(显示)和 Print(打印)。
绿色 = 激活,红色 = 禁用。
“Spindle lock up summary”(轴锁定汇总)中显示安装和激活的轴:
安装内容(= 轴已安装)指明测量板是否存在。
(硬件,绿色 = 存在,红色 = 不存在)。
激活(= 轴已激活)在 Settings(设置)/ Spindle lock up(轴锁定)中进行。绿色 = 激活,红色 = 禁用。
只有已激活的轴才参与该参数集中的测量,并在评估中加以考虑。"
参数集标识符:任何文本,最多 19 个字符,如“RM-H200”在编程与记录时,参数集标识符作为统计、打印时的补充信息出现在屏幕上。
"
"Spindle lock up(轴锁定)可确定参数集中使用的轴。
Spindle(轴)
Spindle(轴)菜单可激活或禁用已标记的轴:
Activate(激活)
激活已标记的轴
Deactivate(禁用)
禁用已标记的轴
窗口标题“PS X(PS 标识符)”表示当前正在编程的参数集名称。在“Installed spindles”(已安装的轴)窗口中,将显示安装内容(现有硬件)。如果相应的拧紧模块存在,则表明轴已经安装,并且该拧紧模块将被 ARCNet 映像确认为“ready”(就绪)。要使其参与参数集的测量并出现在工件的整体评估中,则必须为该参数集将其激活。这样,就可在同一个工作站中,通过使用不同的轴锁定来编程不同的参数集,从而处理带有不同数量接头的相似工件。
使用“Activate”(激活)或“Deactivate”(禁用)按钮,为当前参数集激活或禁用已标记的轴(彩色背景)。
紧固阶段:
"“Fastening stage programming”(紧固阶段编程)中包括整个紧固过程的编程,以及选定参数集中所需的所有紧固参数。
Options(选项)
使用 Select spindle(选择轴),可以选择其它要显示和编程的轴。
Copying(复制)
使用 Copying(复制)菜单,可以按轴逐个复制所选参数集的整个紧固阶段程序:
To spindle(目标轴)
将整个紧固阶段程序复制到另一轴
From spindle(源轴)
从另一轴复制整个紧固阶段程序
To all spindles(到所有轴)
将整个紧固阶段程序复制到所有轴
注意:
从此菜单复制时,包括要在所有下级窗口中输入的全部参数,即该参数集中轴的整个紧固阶段程序。
Fastening stage(紧固阶段)
使用 Fastening stage(紧固阶段)菜单,可为所选阶段输入所有紧固参数。
标题中显示参数集以及当前正在编程的轴。在每个参数集中,必须对所用(已激活)的每个轴进行编程。
出现的紧固过程汇总中显示已激活的阶段,以及所选轴在哪个阶段对哪个序列进行处理。“Activated”(激活)与“Deactivated”(禁用)按钮确定处理的阶段。它决定常规测量阶段的数目,最多为 6 个阶段。不需要的阶段必须禁用。
紧固阶段编程:
"选项
“Select stage”(选择阶段)允许显示和编程其它阶段。
Copying(复制)
使用 Copying(复制)菜单,可以逐个阶段复制参数:
To stage(目标阶段)
复制“Fastening stage programming”(紧固阶段编程)到另一阶段
From stage(源阶段)
从另一阶段复制“Fastening stage programming”(紧固阶段编程)
Settings(设置)
使用 Settings(设置)菜单,可以打开序列编程、紧固阶段定时以及错
误处理(仅限错误处理阶段):
Sequences(序列)
选择序列并输入紧固参数
Timing(定时)
输入应用于所有序列的共有时间参数
在汇总中,将显示参数集及其标识符、轴、要编程的阶段以及当前所选序列。
在该窗口中输入的参数自动应用于该阶段的所有轴。如果更改某个轴,则所有轴都将更改。Copying transfers(复制传输)这些参数对其它阶段的所有轴都有效。
Display rundown data(显示测量数据):
该功能将调用Rundown data table(测量数据表)中的这个阶段(Process monitoring(过程监控)/ Rundown data(测量数据)/ Rundown data table(测量数据表))。轴监控器的处理与该功能无关。
Print rundown data(打印测量数据):
该功能将打印此阶段的结果以及输入字段 Print rundown data(打印测量数据)的其它参数。Stop NOK spindles(停止 NOK 轴)如果激活该功能,则过程将不会进行到下一阶段,如果轴已经过编程,则执行修改或错误处理。
Error-handling upon NOK(遇到 NOK 时进行错误处理)未激活表明:
如果在该紧固阶段中出现 NOK,则过程进行到下一阶段。
Number n(数字n):
数字 n 定义打印阶段时的工件间隔。所有轴的结果都将打印。如果要打印该阶段的每个工件,则必须输入n = 1。
NOK print(NOK 打印):
该功能将打印此阶段中所有带 NOK 的轴。如果只打印带有 NOK 结果的轴,则输入n = 0。注:这些功能也可以组合使用。
例如:
如果要记录所有 NOK 测量。另外,还要每十个工件记录一个作为样本: Print rundown data (打印测量数据)启用
NOK print(NOK 打印)启用
Number n(数字n)为 10
测量编程:
以序列30为例
SEQ 30 扭距控制,角度监控器–使用扭距和角度监控关闭扭距控制紧固Shut-off Torque(关闭扭距)
扭距目标值//达到该值时,序列将终止。
输入范围:0 …扭距计算系数*)
Min Torque(最小扭距)
达到的扭距下限
输入范围:0 …扭距计算系数*)
如果未达到该极限值,则将该阶段评估为 NOK(“Tq<”:扭距过小)。Max Torque(最大扭距)
达到的扭距上限
输入范围:0 … 1.2 x 扭距计算系数*)
如果超出该极限值,则将该阶段评估为 NOK(“Tq>”:扭距过大)。Trigger Torque(触发扭距)
如果超出该扭距,则开始记录用于图形表示的数值。
输入范围:0 … 1.2 x 扭距计算系数*)
Threshold Torque(临界扭距)
如果超出该扭距,则开始计算角度。
输入范围:0 … 1.2 x 扭距计算系数*)
Min Angle(最小角度)
达到的角度下限
输入范围:0 … 9,999
如果未达到该极限值,则将此阶段评估为 NOK(“Ang<”:角度过小)。
Max Angle(最大角度)
达到的角度上限
输入范围:0 … 9,999
如果超出该极限值,则测量终止(安全关闭),该阶段将被评估为 NOK
(“Ang>”:角度过大)。
Speed(速度)
设置轴的从动轴速度
输入范围:1 …最大速度*)
Filtering factor(过滤系数)
用于计算平均值的扭距值数量
输入范围:1、2、4、8、16、32
使用扭矩值的数量,可根据测量,相对于过滤和衰减立即计算出平均值。
新值测量后,将立即删除最旧的值,并重新计算平均值。将根据这些平均值进行后续的评估(关闭、评估、图形)。过滤系数 1 表示不计算平均值。
编辑错误处理:
"NOK 轴的处理工作包括修改和错误处理两种类型。
使用修改可转到上一阶段,而错误处理将强制终止测量。正因为这样,在可以达成 OK 测量的修改例程内测量会受到影响。
要启用修改或错误处理,必须选择“NOK Touching up”(NOK 修改)或“NOK error handling”(NOK 错误处理)开关。
测量数据表:
达到的值显示在测量数据表中。
Print rundown data(打印测量数据):
达到的值被发送到打印机。
指定第 N 个打印作业,其编号为N:
每发生 N 次测量后,测量值被发送到打印机。
打印 NOK
仅当此阶段出现 NOK 时,才会打印测量值。
最大测量时间 Tmax (ms):
Tmax 是错误处理阶段所允许的最长测量时间。当该时间耗尽时,进程将以 NOK 停止。
自以下阶段重复(仅限修改性编辑):
输入修改后自哪一阶段重新启动测量。
选择阶段:
要查看其它阶段的参数,必须选择菜单“Options-Select stage”
(选项-选择阶段)。
Copy(复制):
选择“Copy-From stage”(复制-源阶段)/“Copy-To stage”(复制-目标阶段),以便复制阶段中的参数或将参数复制到阶段中。
注意:也复制所有松开组的数据和组参数。"
错误处理组: