
在三爪自定心卡盘上车偏心轴
一、实训目的
1、掌握在三爪自定心卡盘上垫垫片车偏心工件的方法。
2、掌握偏心距的测量和检验方法。
二、偏心的加工方法
1、垫片厚度的计算方法
2、偏心件的校正
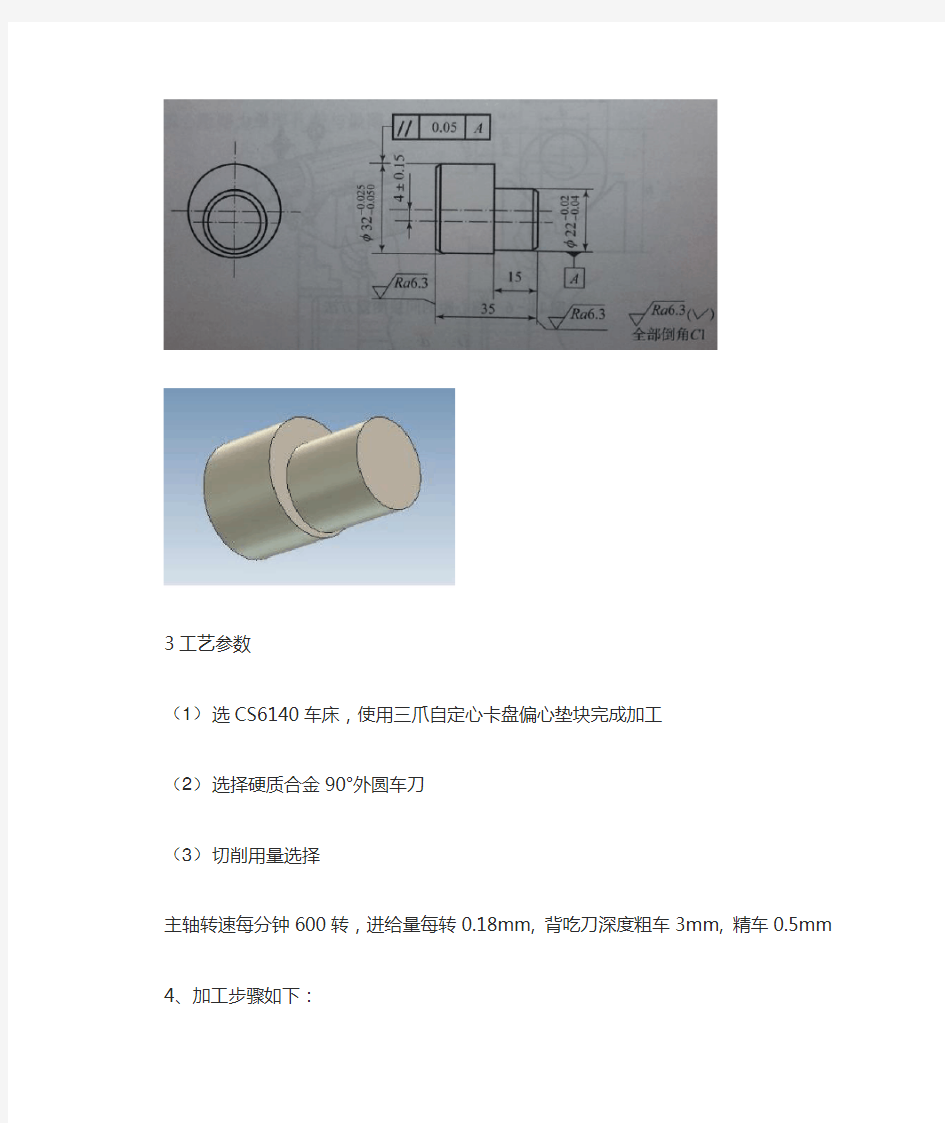
偏心轴加工图
3工艺参数
(1)选CS6140车床,使用三爪自定心卡盘偏心垫块完成加工(2)选择硬质合金90°外圆车刀
(3)切削用量选择
主轴转速每分钟600转,进给量每转0.18mm, 背吃刀深度粗车3mm, 精车0.5mm
4、加工步骤如下:
(1)下料?35mm×40mm, 45#圆钢
(2)在三爪自定心卡盘上装夹工件时,伸出长度约25mm
(3)车端面见光
(4)粗、精车外圆直径尺寸?32mm,长26mm.
(5)倒角1x45°
(6)调头在三爪上垫垫片夹持工件,并校正夹紧
(7)去总长35mm,
(8)粗、精车?22mm,长15mm
(9)倒角1x45°
(10)检验合格后卸工件
K11系列三爪自定心卡盘技术资料 K11系列短圆柱三爪自定心卡盘配带正爪和反爪各一副,可分别使用。K11A、K11C型卡盘的卡爪由两部分组成,采用螺钉连接,可调整为正爪或反爪使用。K11A型配带符合GB4346(ISO3442)标准的分离爪,K11C型配带传统结构的分离爪。可根据客户要求提供软卡爪,经配车或磨后可获得理想的夹持精度。基本参数见表3.1 K11系列短圆锥三爪自定心卡盘系短锥连接形式,可直接与机床主轴连接。K11系列三爪自定心卡盘与机床主轴连接形式有A1,A2,C,D四种,可分别同3,4,5,6,8,11,15号短锥锥主轴端部配套,短锥连接参数符合GB5900.1~GB5900.3(ISO702)标准。主要参数见表3.2 表3.1 K11系列短圆柱三爪自定心卡盘的基本尺寸和参数(mm)
表3.2 K11 系列卡盘产品规格与主轴端部配套选择一览表(mm) (1)A型(穿通螺钉连接〕 A型又分为A1型(内圈螺钉连接)和A2 型(外圈螺钉连接)两种,它们的基本参数和尺寸见表:
A1 型的基本参数和尺寸(mm) 注:上图中尺寸B 等于K11系列中同规格卡盘的H和H1之差。 A2型的基本参数和尺寸(mm)
注:上图中尺寸B等于K11系列中同规格卡盘的H 和H1之差。(2)C型(拨盘,螺栓琐紧连接) C型的基本尺寸和参数见表 C型基本参数和尺寸(mm)
注:上图中尺寸B 等于K11系列中同规格卡盘的H 和H 1之差。 (3〕D 型(拉杆,凸轮琐紧连接) D 型的基本尺寸和参数见表 D 型基本参数和尺寸(mm)
注:上图中尺寸B等于K11系列中同规格卡盘的H和H1之差。 (4)K11系列三爪自定心卡盘夹持范围 K11系列三爪自定心卡盘夹持范围见表3.7。 表3.7 K11系列三爪自定心卡盘夹持范围(mm)
三爪自定心卡盘 热 ??? 三爪自定心卡盘(3-TAW SELF-CECTRING CHUCK) , 作者:佚名转贴自:https://www.doczj.com/doc/1b83300.html, 点击数:263 更新时间:2004-5-27 , 1.概述 三爪自定心卡盘,用于多种金属机床上,能自定中心夹紧或撑紧圆形、三角形、六边形等各种形状的外表面或内表面的工件,进行各种机械加工,夹紧力可调,定心精度高,能满足普通精度机床的要求。 三爪自定心卡盘标准是产品设计、制造、验收的重要依据,同时也为主机配套提供参考。 三爪自定心卡盘有两种连接型式:短圆柱及短圆锥。前者通过过渡盘与机床主轴连接,以适应早些年我国机床主轴端部不统一状况。随着主轴端部标准 JB2521-79《法兰式车床主轴端部尺寸》及GB/T5900-97《机床法兰式主轴端部与花盘互换性尺寸》相继制订,按GB5900规定生产的短圆锥式卡盘不通过过渡盘直接与机床连接,使机床工具系统刚性大大提高。从而提高了加工质量,目前短圆柱连接卡盘作为传统产品列入标准,以适应市场需要。当对短圆柱卡盘进行几何精度检验时,尚需注意应使其过渡盘连接为无间隙配合,以免定位误差影响检验精度。 对部分几何精度检验方法的说明: (1)G1卡盘径向和端面跳动:将卡盘固定在检验主轴上,并保证定位基准无间隙配合,固定指示器,使其测头垂直地触及卡盘外径连续部位和靠近外径的端面上,旋转主轴检验。 (2)G2,G4夹持弧(撑紧弧)的径向跳动:三爪卡盘应用每一个锥齿轮分别 夹紧检验棒(环)检验,取三个锥齿轮分别夹紧检验中的最大值。 目前,呼和浩特机床附件厂、上海机床附件二厂、烟台机床附件厂和天津机床附件厂等生产的K11型三爪自定心卡盘远销美国、瑞士、朝鲜、东南亚、伊朗和香港等国家和地区。 2.结构及规格 (1)基本结构和工作原理:三爪自定心卡盘利用三个螺钉,通过盘体止口端面上的螺孔,将卡盘紧固在机床法兰上。将扳手插入任一齿轮方孔中,转动扳手时,小
1.概述 三爪自定心卡盘,用于多种金属机床上,能自定中心夹紧或撑紧圆形、三角形、六边形等各种形状的外表面或内表面的工件,进行各种机械加工,夹紧力可调,定心精度高,能满足普通精度机床的要求。 三爪自定心卡盘标准是产品设计、制造、验收的重要依据,同时也为主机配套提供参考。 三爪自定心卡盘有两种连接型式:短圆柱及短圆锥。前者通过过渡盘与机床主轴连接,以适应早些年我国机床主轴端部不统一状况。随着主轴端部标准JB2521-79《法兰式车床主轴端部尺寸》及GB/T5900-97《机床法兰式主轴端部与花盘互换性尺寸》相继制订,按GB5900规定生产的短圆锥式卡盘不通过过渡盘直接与机床连接,使机床工具系统刚性大大提高。从而提高了加工质量,目前短圆柱连接卡盘作为传统产品列入标准,以适应市场需要。当对短圆柱卡盘进行几何精度检验时,尚需注意应使其过渡盘连接为无间隙配合,以免定位误差影响检验精度。 对部分几何精度检验方法的说明: (1)G1卡盘径向和端面跳动:将卡盘固定在检验主轴上,并保证定位基准无间隙配合,固定指示器,使其测头垂直地触及卡盘外径连续部位和靠近外径的端面上,旋转主轴检验。 (2)G2~G4夹持弧(撑紧弧)的径向跳动:三爪卡盘应用每一个锥齿轮分别夹紧检验棒(环)检验,取三个锥齿轮分别夹紧检验中的最大值。 目前,呼和浩特机床附件厂、上海机床附件二厂、烟台机床附件厂和天津机床附件厂等生产的K11型三爪自定心卡盘远销美国、瑞士、朝鲜、东南亚、伊朗和香港等国家和地区。 2.结构及规格 (1)基本结构和工作原理:三爪自定心卡盘利用三个螺钉,通过盘体止口端面上的螺孔,将卡盘紧固在机床法兰上。将扳手插入任一齿轮方孔中,转动扳手时,小齿轮带动盘丝转动,通过盘丝端面螺纹的转动,带动三块卡爪同时趋进或离散。该产品采用内外两副卡爪,根据工件的形状和尺寸进行选用。 规格和主要参数:三爪自定心卡盘,按卡盘直径分类,有80~500mm 九种规格。 ①基本参数:见表6―10―14及图6―10―2。 表6―10―14三爪卡盘规格指标 卡盘直径D D1 D2 D3≥ d h ≥ H ≤ Z S 80 55 66 16 M6 3 50 3 8 100 72 84 22 M8 55 125 95 108 60 10 160 130 142 40 5 65 200 165 180 60 M10 75 12 250 206 226 80 M12 80 315 260 285 100 M16 90 14 400 340 368 130 100 500 440 465 200 6 115 17
三爪自定心卡盘的安装和拆卸 方法二 * 当程序运行加工工件时 ! 执行 M @A 第五节 ! 三爪自定心卡盘的安装和拆卸 一 ! 三爪自定心卡盘的结构 三爪自定心卡盘是车床上常用工具 ! 它夹持工件时一般不需要找正 ! 装夹速度较快 $三爪自定心卡盘的结构和形状如图 ! 6! 所示 ! 主要由外壳体 %三个卡 爪 %三个小锥齿轮 %一个大锥齿轮等零件组成 $当用卡盘扳手插入小锥齿轮的方孔中转动时 ! 大锥齿轮也随之转动 ! 在大锥齿轮背面平面螺纹的作用下 ! 使三个卡爪同时向心移动或退出 ! 以夹紧或松开工件 $ 常用的公制三爪自定心卡盘规格有 ! @A %%%1A A %%和 1@A %%$ 二 ! 三爪自定心卡盘的用途 三爪自定心卡盘用以装夹工件 ! 并带动工件随主轴一起旋转 ! 实现主运动 $它能自动定心 ! 安装工件快捷 %方便 ! 但夹紧力不大 ! 所以一般用于精度要求不是很高 %形状规则的中小工件的安装 $ I 1 图 ! #! ! 三爪自定心卡盘的结构 三 ! 三爪自定心卡盘卡爪的装配 卡爪有正 %反两副 $正卡爪用于装夹外圆直径较小和内孔直径较大的工件 (反卡爪用于装夹外圆直径较大的工件 $ 安装卡爪时 ! 要按卡爪上的号码 ! %1%6的顺序装配 $若号码看不清 ! 则可把三个卡爪并排放在一起 ! 比较卡爪端面螺纹牙数的多少 ! 多的为 ! 号爪 ! 最少的为 6号爪 ! 如图 ! 61所示 $将卡盘扳手的方榫插入卡盘外壳圆柱面上的方孔中 ! 按顺时针方向旋转 ! 以驱动大锥齿轮背面的平面螺纹 ! 当平面螺纹的螺扣转到将要接近壳体上的 ! 槽时 ! 将 ! 号卡爪插入壳体槽内 ! 继续顺时针转动卡盘扳手 ! 在卡盘壳体上的 1槽 %6槽处依次装入 1号 %6号卡爪 $拆卸卡爪的操作顺序与之相反 $图 ! # 四 ! 三爪自定心卡盘的安装
异形工件三爪自定心卡盘夹具设计 摘要: 异形工件的加工方法通常有三种,一种是在普通车床上使用四爪卡盘装夹住工件。另一种方法是直接用车床上的三爪自定心卡盘进行装夹异形工件。还有一种是采用花盘进行加工。本文提出直接用车床上的三爪自定心卡盘进行装夹异形工件,在卡盘上装夹外套和满足异形工件的内套,一次装卡到位,不用找正,从而为批量加工异形工件节约大量时间,提高劳动效率三倍以上。本方法便为以后加工异形工件提供一定的技术支撑。 关键词:三爪卡盘异形工件工件装夹夹具外套芯内套芯 1 前言 异形工件的加工方法通常有三种,一种是在普通车床上使用四爪卡盘装夹住工件,然后使用百分表对工件进行单件找正,最后再进行加工。另一种方法是直接用车床上的三爪自定心卡盘进行装夹异形工件,采用在卡爪位置垫垫片的方法进行找正,然后进行加工。还有一种是采用花盘进行加工,对于形状比较复杂的工件多使用花盘进行装夹加工。 2 几种加工方法比较 2.1 四爪卡盘装夹加工异形工件 此方法在装夹时必须根据工件的形状调整四爪卡盘上的每个卡爪,把工件固定在卡盘上,用百分表进行找正,根据百分表的测量情况进行调整卡爪,最后装夹牢固,从而达到找正的目的。但在加工过程中,当一个工件的一道工序加工完成后,加工下一个工件的同一道工序还需要重新装夹,再用百分表进行找正,导致加工效率低下,浪费很多的时间。 2.2 用三爪自定心卡盘进行装夹异形工件
直接用三爪自定心卡盘进行装夹异形工件,将工件固定在卡盘上后使用百分表找正,因卡爪是同步运行,所以只能根据百分表测量情况在卡爪位置加垫片的方法进行找正(要单独制作标准垫块)。这会造成工件的加工精度不高,而且该方法只能加工简单的异形工件。2.3 花盘进行加工异形工件 使用花盘进行加工,一般比较复杂的工件才会使用花盘装夹工件,而工件的装夹找正方式和四爪卡盘基本相同,但由于工件较复杂,装卡较困难,所以找正的时间会比较长,使得采用花盘加工的效率同样很低。 3 改进方法 图1 夹具装配图 本文中所提出的采用三爪自定心卡盘上装夹复杂异形工件的夹具,此夹具分为三部分(图1所示),这三部分分别固定在三个卡爪上,当这三部分闭合时,异形工件装夹夹具的装夹孔与所加工异形工件的装夹面相匹配。其中异形工件装夹夹具(包括夹具外套和夹具芯)的夹具外套安装在卡爪上,夹具芯安装在夹具外套上,并设置有装夹孔。其中夹具外套为圆环型,并设置有夹具芯安装面。而夹具芯为圆环型,中间的孔为装夹孔。夹具外套与卡爪通过连接螺栓联接固定,而且夹具芯与夹具外套通过连接螺栓联接。
任务三三爪自定心卡盘的拆装 教学内容:车端面、车外圆、车外沟槽、车圆锥面、车外三角螺纹、车内孔 上课时间:2013年9月24日 课时:四课时。 总课时数:12课时。 教学目标: 1.工具的识别。 2.了解三爪自定心卡盘的规格和用途。 3.掌握三爪自定心卡盘卡爪的拆装。 4.了解轴类工件的安装方法。 5.掌握三爪自定心卡盘装夹工件。 教学重点:掌握三爪自定心卡盘装夹工件。 教学难点:三爪自定心卡盘的规格和用途。 教具:CA6136、卡盘扳手等工具。 教学过程: 一、组织教学 检查学生人数,填写教室日志,组织学生上课秩序。 二、复习导入 各刻度盘的识读。 三、讲授过程 (一)、工具的识别 工件夹紧与安装刀具常用工具 1、卡盘扳手:将卡盘扳手的方榫(sun)插入卡盘外壳圆柱面上的方孔中,按顺时针方向旋转可使卡爪沿径向向心移动,实现工件的夹紧;按逆时针方向旋转可使卡爪沿径向离心移动,可卸下工件。 2、套管:根据杠杆原理实现省力的目的。与卡盘扳手配用,用来装、卸工件。 3、压刀扳手:用来装卸刀具。 (二)、三爪自定心卡盘的规格及用途 三爪自定心卡盘是车床常用的附件,也是应用最为广泛的一种通用夹具。常用三爪自定心卡盘的规格有150mm、200mm、250mm等。 用途:1、用于装夹工件,并带动工件随主轴一起运转,实现主运动。 2、能自动定心,安装工件快捷、方便,但夹紧力不如单动四爪卡盘大。一般用于精度要求不是很高,形状规则的中、小型工件的安装。 三爪自定心卡盘有正(如图1—8所示)、反(如图1—9所示)两副卡爪,正卡爪用于装夹外圆直径较小和内孔直径较大的工件;反卡爪用于装夹外圆直径较大的工件。
三爪自定心卡盘(3-TAW SELF-CECTRING CHUCK)热★★★[作者:佚名转贴自:https://www.doczj.com/doc/1b83300.html, 点击数:263 更新时间:2004-5-27 ] 1.概述 三爪自定心卡盘,用于多种金属机床上,能自定中心夹紧或撑紧圆形、三角形、六边形等各种形状的外表面或内表面的工件,进行各种机械加工,夹紧力可调,定心精度高,能满足普通精度机床的要求。 三爪自定心卡盘标准是产品设计、制造、验收的重要依据,同时也为主机配套提供参考。 三爪自定心卡盘有两种连接型式:短圆柱及短圆锥。前者通过过渡盘与机床主轴连接,以适应早些年我国机床主轴端部不统一状况。随着主轴端部标准JB2521-79《法兰式车床主轴端部尺寸》及GB/T5900-97《机床法兰式主轴端部与花盘互换性尺寸》相继制订,按GB5900规定生产的短圆锥式卡盘不通过过渡盘直接与机床连接,使机床工具系统刚性大大提高。从而提高了加工质量,目前短圆柱连接卡盘作为传统产品列入标准,以适应市场需要。当对短圆柱卡盘进行几何精度检验时,尚需注意应使其过渡盘连接为无间隙配合,以免定位误差影响检验精度。 对部分几何精度检验方法的说明: (1)G1卡盘径向和端面跳动:将卡盘固定在检验主轴上,并保证定位基准无间隙配合,固定指示器,使其测头垂直地触及卡盘外径连续部位和靠近外径的端面上,旋转主轴检验。 (2)G2~G4夹持弧(撑紧弧)的径向跳动:三爪卡盘应用每一个锥齿轮分别
夹紧检验棒(环)检验,取三个锥齿轮分别夹紧检验中的最大值。 目前,呼和浩特机床附件厂、上海机床附件二厂、烟台机床附件厂和天津机床附件厂等生产的K11型三爪自定心卡盘远销美国、瑞士、朝鲜、东南亚、伊朗和香港等国家和地区。 2.结构及规格 (1)基本结构和工作原理:三爪自定心卡盘利用三个螺钉,通过盘体止口端面上的螺孔,将卡盘紧固在机床法兰上。将扳手插入任一齿轮方孔中,转动扳手时,小齿轮带动盘丝转动,通过盘丝端面螺纹的转动,带动三块卡爪同时趋进或离散。该产品采用内外两副卡爪,根据工件的形状和尺寸进行选用。 规格和主要参数:三爪自定心卡盘,按卡盘直径分类,有80~500mm九种规格。 ①基本参数:见表6―10―14及图6―10―2。 表6―10―14三爪卡盘规格指标