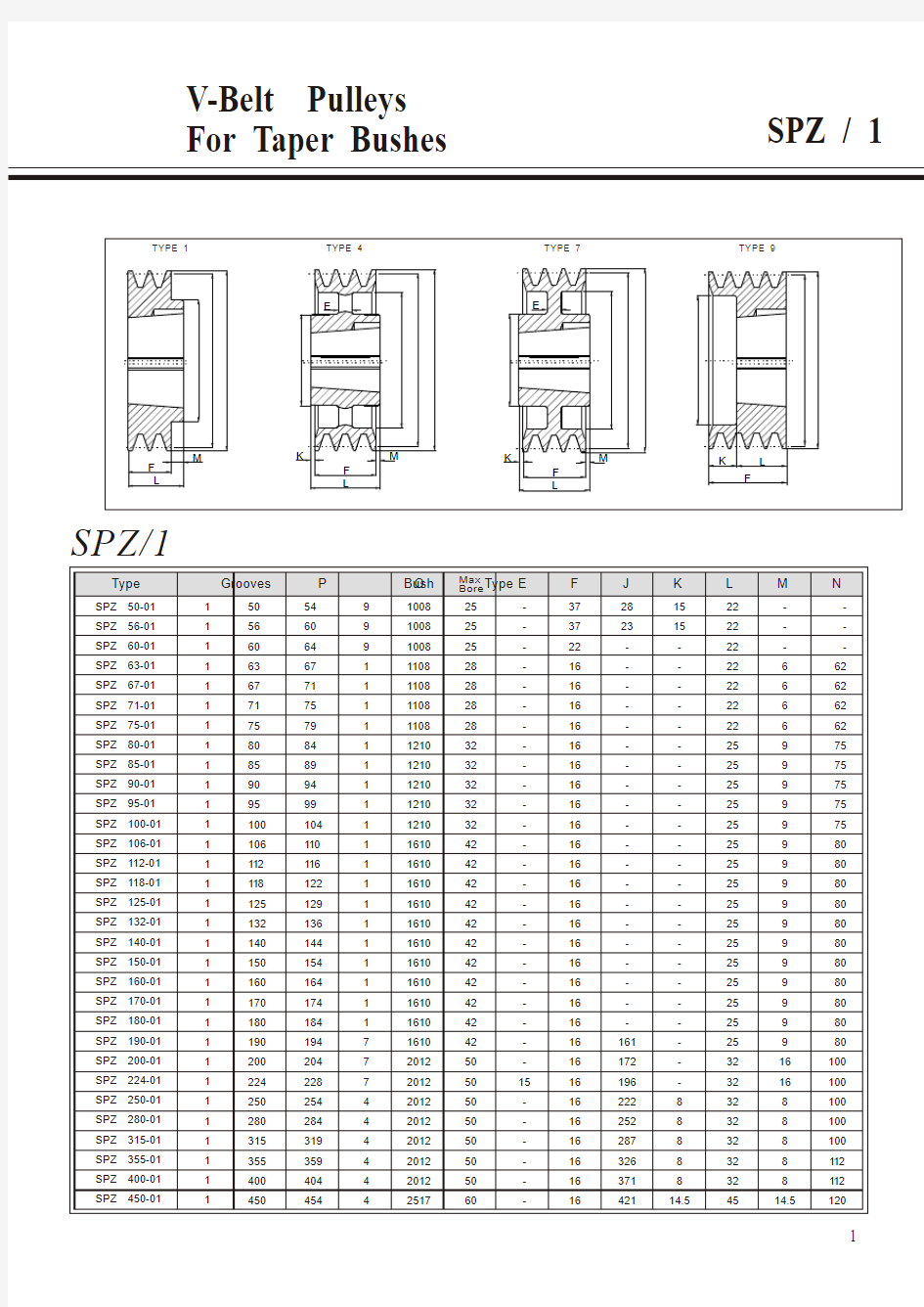
SPZ/1
1
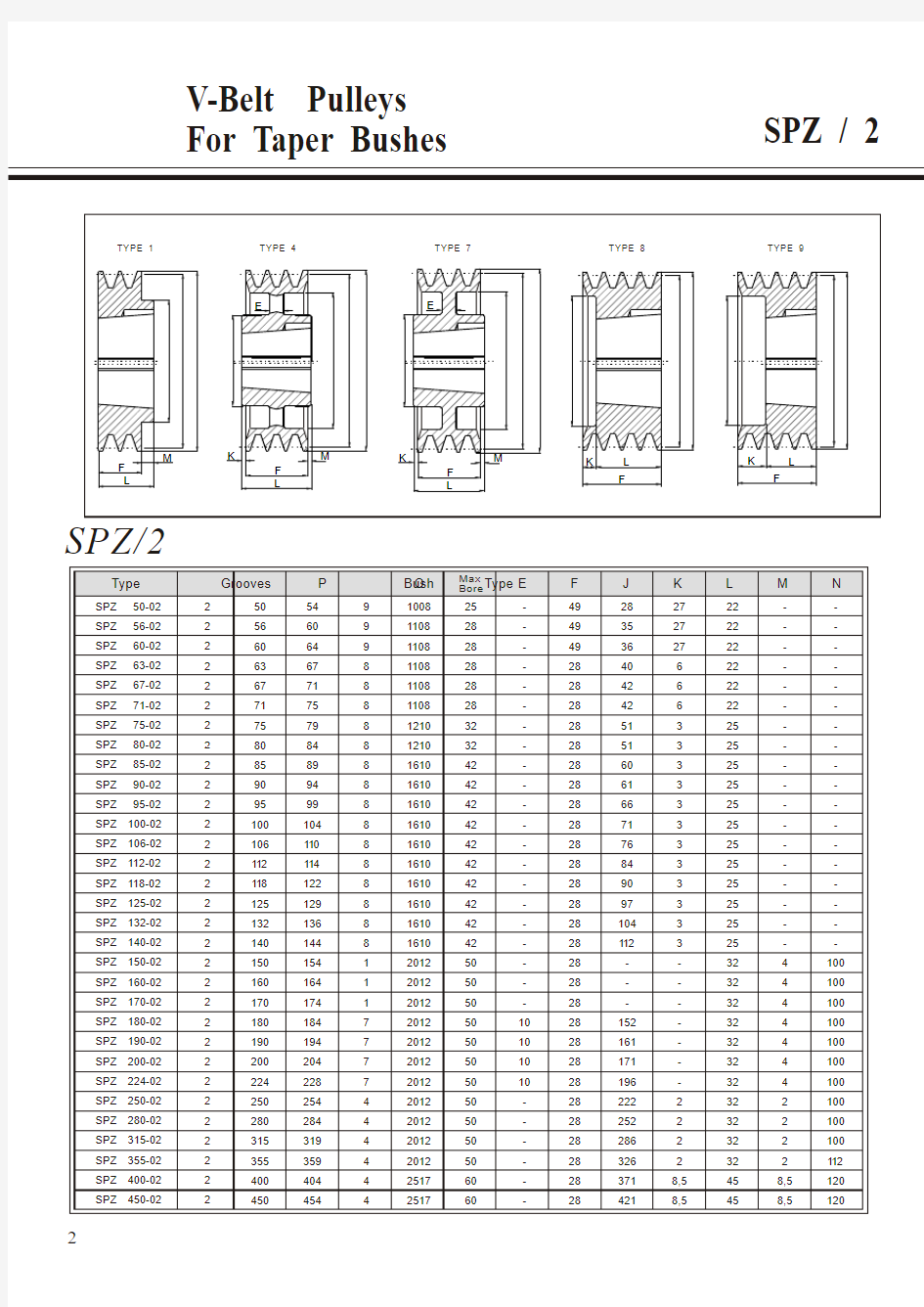
SPZ/2
2
SPZ/3
3
SPZ/4
4
SPZ/5
5
6
SPZ/8
7
8
9
SPA/3
10
SPA/4
1 1
SPA/5
12
SPA/6
13
SPB/1
14
SPB/2
15
SPB/3
16
SPB/4
17
SPB/5
18
SPB/6
19
SPB/8
20
皮带轮的材质是HT250 在我国HT250牌号是灰口铸铁的一种,HT(huitie)是它字首汉语拼音的缩写,后面的250是它的抗拉强度250(MPa); 一句话介绍:HT250具有良好的铸造性能、良好的减振性能、良好的耐磨性能、良好的切削加工性能的灰铸铁 ●特性及适用范围: 为珠光体类型的灰铸铁。其强度、耐磨性、耐热性均较好,减振性良好,铸造性能较优,需进行人工时效处理。可用于要求高强度和一定耐蚀能力的泵壳、容器、塔器、法兰、填料箱本体及压盖、碳化塔、硝化塔等;还可制作机床床身、立柱、气缸、齿轮以及需经表面淬火的零件 ●化学成份: 碳 C :3.16~3.30 硅 Si:1.79~1.93 锰 Mn:0.89~1.04 硫 S :0.094~0.125 磷 P :0.120~0.170 ●力学性能: 抗拉强度σb (MPa):250 硬度:(RH=1时)209HB
试样尺寸:试棒直径:30mm ●热处理规范及金相组织: 热处理规范:(由供方定,以下为某试样的热处理规范,供参考)铸态 金相组织:片状石墨+珠光体 HT250常用于制造承受较大应力和较重要的零件,如气缸、机座、飞轮、皮带轮、联轴器、齿轮箱、轴承座及液压泵和阀的壳体。在泵行业中,通常用来制造各类中、小型清水泵的零件,如泵体、叶轮、轴套、密封环、填料环等。对浓硫酸具有良好的抗腐蚀能力。 锥套皮带轮规格型号 槽型槽数节径范围(mm) 锥孔轴径范围(mm) 锥套皮带轮SPZ 1,2,3,4,5, 6 63--630 1108--3535 10--90 锥套皮带轮SPA 1,2,3,4,5, 6 63--630 1108--3535 10--90 锥套皮带轮SPB 1,2,3,4,5, 6,8,10 100--1000 1610--5050 14--125 锥套皮带轮SPC 3.4.5.6.8. 10,12 212--1250 2517--5050 25--125 槽型尺寸
机械加工(皮带轮)工艺方案 1零件图样分析 (1 )尺寸精度 本工件中尺寸精度要求较高的尺寸主要有:外圆0 70, $ 50和3个宽10的V形槽; 内孔 $ 33;长度74mm 0.15 52mm; (2)形位精度 本工件的形位公差主要有:角度30° $ 50和$ 70外圆与轴线基准A的同轴度要求,右端面与轴线的垂直度要求。 (3)表面粗糙度 内孔和V形槽的表面粗糙度要求为Ra3.2 pm 2加工准备 (1) 选择机床 选用机床为广州数控980TD的6132型数控车床 (2) 材料为①72x76mm的45号钢 3加工工艺 (1) 加工工艺文件
(2)数控加工工艺卡片皮带轮加工工艺卡片
刀 5 粗精切螺纹退刀槽 T03 外切槽刀 360 18 2 6 粗精车M20的螺纹 T04 螺纹车刀 670 100 导程2 7 车端面并粗车① 50x20 T01 外圆粗车 刀 560 112 2 8 用麻花钻钻①16mm 的盲孔 T05 ①16的麻 花钻 360 手动 手动 9 粗精车①18内孔 T07 内孔车刀 360 560 72 56 1 10 粗精车M20内螺纹 T04 螺纹车刀 670 100 导程2 11 切断工件长度为 15mm T03 外切槽刀 360 手动 手动 12 将①50x15的工件用 铳床加工出六方螺母 T08 平面铳刀 80 手动 手动 4编制加工程序 刀具 1号:外圆粗车刀2号:精车刀3号:外切槽刀4号:内孔车刀 程序号 加工程序 程序说明 O0001 标记: 醱类 阍I 甌刁 公称直径cn : |ao 螺纹规 (20X2 * 斤 e 5 討討—亠"討 牙型角为少,是联接螺纹的基本形式,牙高 -具有良好的自锁性能。普通嫖级按螺距F 不同分为粗牙 和乐牙两利,g 日尸嫦纹八柱比相汗飞.遇養咼,目录哇 更妹也细牙螺纹不耐磨,琥扛 工程中应用倉泛. 曲霭常采用粗牙螺絃,细牙 螺紋梦用于薄壘件或承吏振动冲击和变载荷的联接, 讦〒用干轻衽和精密的愷诵机掏中的憚施副.. 能合栓度S 蓿度要 内蛭软中 外螺软中 1.筍鱼鑼缭世先緝欧 H/& H?减G/就合; 2对旅1一皿的羅.酬| 5H/6K 4H/6H 或更精密的配合. 3公称肓径 甲氷顶迳精度为6旺鋼 4. 公■称直ti W 1. -4mm 中、顶径韬度加H 泸谢虫 5. 链合氏僵不确呈时雄蒋 按中等龊合上度(N 选取皀 6必计算时,外嚼録牙底削 ■I P 外螺纹:M20绘翊
综合实践 课程设计说明书 设计题目:带轮 学院:机械工程学院 班级:过控091 设计者:宋成亮 指导教师:林景凡 学号:2009112031 成绩: 完成日期:2011年12月01日
目录 一、关键字-------------------------------------------------------------------3 二、摘要----------------------------------------------------------------------4 三、铸造工艺方案制定-----------------------------------------------------5 1:材料分析------------------------------------------------------------5 2:铸造方法------------------------------------------------------------5 3:分型面的选择------------------------------------------------------5 4:铸件形状------------------------------------------------------------6 5:工艺参数------------------------------------------------------------6 6:质量及浇注系统的计算------------------------------------------7 7:冒口计算------------------------------------------------------------8 四、机械加工工艺---------------------------------------------------------8 1:工艺分析------------------------------------------------------------8 2:基准的选择---------------------------------------------------------8 3:刀具与机床夹具的选择------------------------------------------8 4:切削液的选择和使用--------------------------------------------------9 5:工艺过程------------------------------------------------------------9 6:机械加工工艺卡片----------------------------------------------------9 五、参考文献--------------------------------------------------------------------14 六、指导教师评语------------------------------------------------------------15 附件1:零件图 附件2:毛坯图
三角带的型号有:普通型O A B C D E 3V 5V 8V,普通加强型AX BX CX DX EX 3VX 5VX 8VX,窄V带SPZ SPA SPB SPC,强力窄V带XPA XPB XPC;三角带的每一个型号规定了三角带的断面尺寸,A型三角带的断面尺寸是:顶端宽度13mm、厚度为8mm;B 型三角带的断面尺寸是:顶端宽 皮带轮 三角带的型号有:普通型O A B C D E 3V 5V 8V,普通加强型AX BX CX DX EX 3VX 5VX 8VX,窄V带SPZ SPA SPB SPC,强力窄V带XPA XPB XPC;三角带的每一个型号规定了三角带的断面尺寸,A型三角带的断面尺寸是:顶端宽度13mm、厚度为8mm;B型三角带的断面尺寸是:顶端宽度17MM,厚度为10.5MM;C 型三角带的断面尺寸是:顶端宽度22MM,厚度为13.5MM;D型三角带的断面尺寸是:顶端宽度21.5MM,厚度为19MM;E型三角带的断面尺寸是:顶端宽度38MM,厚度为25.5MM。对应尺寸(宽*高):O(10*6)、A(12.5*9)、B(16.5*11)、C(22*14)、D(21.5*19)、E (38*25.5)。 国家标准规定了三角皮带的型号有O、A、B、C、D、E、F七种型号,相应的皮带轮轮槽角度有三种34°、36°、38°,同时规定了每种型号三角带对应每种轮槽角度的小皮带轮的最小直径,大皮带轮未作规定。皮带轮的槽角分为32度34度36度38度,具体的选择要根据带轮的槽型和基准直径选择;皮带轮的槽角跟皮带轮的直径有关系,不同型号的皮带轮的槽角在不同直径范围下的推荐皮带轮槽角度数如下:O型皮带轮在带轮直径范围在50mm~71mm时为34度;在71mm~90mm时为36度,>90mm时为38度;A型皮带轮在带轮直径范围在71mm~100mm时为34度,100mm~125mm时为36度;>125mm时为38度;B型皮带轮在带轮直径范围在125mm~160mm时为34度;160mm~200mm时为36度,>200mm时为38度;C型皮带轮在带轮直径范围在200mm~250mm时为34度,250mm~315mm时为36度,>315mm时为38度;D型皮带轮在带轮直径范围在355mm~450mm时为36度,>450mm时为38度;E型500mm~630mm时为36度,>630mm时为38度。
皮带轮的机械加工工艺规程设计
————————————————————————————————作者: ————————————————————————————————日期: ?
前言 机械制造工艺学毕业设计是在我们学完了大学的全部基础课、技术基础课以及大部分专业课之后进行的。这是我们在进行毕业设计之前对所学各课程的一次深入的综合性的链接,也是一次理论联系实际的训练。因此,它在我们的大学生活中占有十分重要的地位。就我个人而言,我希望能通过设计对自己未来从事的工作进行一次适应性训练,从中锻炼自己分析问题、解决问题的能力,为今后参加祖国的现代化建设打下一个良好的基础。 1 零件的分析 1.1零件的作用 1.1.1. 明确工件的年生产纲领 机床夹具是在机床上装加工件的一种装置,其作用是使工件相对机床和刀具有一个正确的位置,并在加工过程中保持不变。它是夹具总体方案确定的依据之一,它决定了夹具的复杂程度和自动化程度。如大批量生产时,一般选择机动、多工件同时加工,自动化程度高的方案,结构也随之复杂,成本也提高较多。 1.1.2. 熟悉工件零件图和工序图 零件图给出了工件的尺寸、形状和位置、表面粗糙度等精度的总体要求,工序图则给出了夹具所在工序的零件的工序基准、工序尺寸、已加工表面、待加工表面、以及本工序的定位、夹紧原理方案,这是夹具设计的直接依据。已知待加工工件如下图1-1所示。 图1-1工件零件图
1.1.3.加工方法 了解工艺规程中本工序的加工内容,机床、刀具、切削用量、工步安排、工时定额,同时加工零件数。这些是在考虑夹具总体方案、操作、估算夹紧力等方面必不可少的。 皮带轮是回转类零件,主要用于和别的零件进行装配。所以皮带轮要有一定的配合精度以及表面接触强度,还要有足够的刚度和耐磨性,以满足使用要求。1.2.零件的工艺分析 1.2.1. 定位方案 工件在机床上的定位实际上包括工件在夹具上的定位和夹具在机床上的定位两个方面。工序图只是给出了原理方案,此时应仔细分析本工序的工序内容及加工精度要求,按照六点定位原理和本工序的加工精度要求,确定具体的定位方案和定位元件。 要拟定几种具体方案进行比较,选择或组合最佳方案。 根据工序图给出的定位元件方案,按有关标准正确选择定位元件或定位的组合。在机床夹具的使用过程中,工件的批量越大,定位元件的磨损越快,选用标准定位元件增加了夹具零件的互换性,方便机床夹具的维修和维护。 常有定位方法有:(1)工件以圆柱空定位。 (2)工件以外圆表面定位。 根据本次零件设计的夹具,我设计的定位方案为大平面和侧面定位,可以限制5个自由度,同时保证了加工方向上的刚性,保证零件的加工精度及便于保证加工部位之间位置要求。 该零件是轴类零件,形状不太复杂,尺寸精度要求比较高。零件的主要技术 要求分析如下: (1) Φ157 的外圆和Φ45 的内孔,都有很高的尺寸精度要求,主要是为了和其装配件很好的装配。 (2) 在Φ45 的内孔插键槽有一定的对称度要求。 (3)在Φ157 的外圆上车V 形带,要注意他们的相互位置。
皮带轮选型案例 需要的参数:1、电机功率 2、电机转速(级数也可以) 3、速度比a(电机转速/主轴转速= 主轴皮带轮外径/电机皮带轮外径) 4、根据工作工况,负载情况,环境情况等条件取安全系数。(一般风机安全 系数在1.5) 5、一般情况下功率在7.5kw以下的选spz型号带轮,7.5-15kw选spa型号带 轮,15-30kw选spb型带轮,30kw以上选spc型带轮。 选型案例: 选型中我们一般先选取速度比较快的带轮会比较准确,在这里我们先选电机轮。 ;.
1、电机功率45kw,电机转速960r/min,主轴转速900r/min 2、根据一般安全系数1.5算,皮带最少保证能带动有45*1.5=67.5的功率. 3、速比a=960/900=主轴带轮外径/电机带轮外径=1.07 4、根据电机功率45kw选spc带轮。 5、根据参数a:电机转速960r/min b:如果选三个槽的话,每根皮带需负载 67.5/3=22.5kw 查spc皮带功率表如下图:看表中蓝色标注处 功率表中显示,选300的带轮可以达到(21.95+23.77)/2=22.86kw>22.5 可 以满足功率要求(960r/min 在表格中没有,我们在表格中取900和1000 转速对应功率的平均值) 如上我们选的电机轮节径为300mm,型号为spc300-3 6、根据速比a=960/900=主轴带轮外径/电机带轮外径=1.07,我们可算出主轴带;.
轮节径为300*1.07=321,根据标准规格,最接近315节径的标准规格,即 选spc315-3 7、验算,所选型号安全系数c=22.86*3/45=1.524 实际速比:315/300=1.05 主轴转速为:960/1.05=914r/min 比预期900r/min快14r/min. 8、以上选型是根据美国jason皮带功率表选出,具体实际应用要根据本身所用 皮带和实际负载工况调整安全系数。一般的国产皮带的功率会比jason皮带 低,具体数据,要根据皮带而定。 9、所选型号的线速度要求和包角要求与一般的选型一致。 ;.
皮带传动主要有:平皮带、三角带、同步齿型带三种,三种皮带都有国家标准,但是皮带轮因传动比、功率的变化较大,没有完全对应的国家标准或国家标准无法涵盖所有内容,但国家标准确定了选用范围、使用条件、设计方法等内容。例如:国家标准规定了三角皮带的型号有O、A、B、C、D、E、F七种型号,相应的皮带轮轮槽角度有三种34°、36°、38°,同时规定了每种型号三角带对应每种轮槽角度的小皮带轮的最小直径,但大皮带轮未作规定。皮带轮的槽角分34度、36度、38度,具体的选择要根据带轮的槽型和基准直径选择;皮带轮的槽角跟皮带轮的直径有关系,不同型号的皮带轮的槽角在不同直径范围下的推荐皮带轮槽角度数如下:O型皮带轮在带轮直径范围在50mm~71mm时为34度;在71mm~90mm时为36度,>90mm时为38度;A型皮带轮在带轮直径范围在71mm~100mm 时为34度,100mm~125mm时为36度;>125mm时为38度;B型皮带轮在带轮直径范围在125mm~160mm时为34度;160mm~200mm时为36度,>200mm时为38度;C型皮带轮在带轮直径范围在200mm~250mm时为34度,250mm~315mm时为36度,>315mm时为38度;D型皮带轮在带轮直径范围在355mm~450mm时为36 度,>450mm时为38度;E型500mm~630mm时为36度,>630mm时为38度。三角带的型号有:普通型O A B C D E 3V 5V 8V,普通加强型AX BX CX DX EX 3VX 5VX 8VX,窄V带SPZ SPA SPB SPC,强力窄V带XPA XPB XPC;三角带的每一个型号规定了三角带的断面尺寸,A型三角带的断面尺寸是:顶端宽度13mm、厚度为8mm;B型三角带的断面尺寸是:顶端宽度17MM,厚度为10.5MM;C型三角带的断面尺寸是:顶端宽度22MM,厚度为13.5MM;D型三角带的断面尺寸是:顶端宽度21.5MM,厚度为19MM;E型三角带的断面尺寸是:顶端宽度38MM,厚度为25.5MM。对应尺寸(宽*高):O(10*6)、A(12.5*9)、B(16.5*11)、C(22*14)、D(21.5*19)、E(38*25.5)。皮带轮的直径等尺寸都是自己根据减速比配的,根据工作转速与电机的转速自己设计。工作转速/电机转速=从动轮直径/主动轮直径*0.98(滑动系数),如使用钢为材料的皮带轮,要求线速度不高于40m/s,如使用铸铁的材料,要求线速度不高于35m/s,电机转速与皮带轮直径换算比,速度比=输出转速:输入转速=负载皮带轮节圆直径:电机皮带轮节圆直径。节圆直径和基准直径是一样的,直径-2h=节圆直径,h是基准线上槽深,不同型号的V带h是不一样的,Y Z A B C D E,基准线上槽深分别为h=1.6 2 2.75 3.5 4.8 8.1 9.6。皮带轮节圆直径就是皮带轮节线位置理论直径,有点像齿轮的分度圆直径.一般用PD表示,外圆一般用OD表示.不同的槽型节圆与外圆的换算公式不一样,一般我们比较容易测量到皮带轮的外圆,在根据公式计算 出节圆.SPZ:OD=PD+4;SPA:OD=PD+5.5;SPB:OD=PD+7;SPC:OD=PD+9.6。A或SPA的带轮最小外径尺寸为80mm,如小于该尺寸,特别是在高速的情况下,皮带容易出现分层及底部出现裂纹等毛病。SPZ带,小轮不小于63mm即可。同时要注意皮带安装的手法及张力,过小易打滑,过大易损坏皮带与轴承。另外与国标类似的标准编号为ISO 1081-1995 的标准规定了皮带传动、三角皮带和三角有棱皮带,及有槽皮带轮的选用、设计规范。分为SPZ,SPA,SPB,SPC,SPD型五种皮带轮。
皮带轮加工工艺及精车皮带轮槽工装夹具设计方案
第一章概述 1.1皮带轮的用途 生活中,皮带轮对我们来说很常见,它的应用很广泛,机械传动常见的类型有摩擦轮传动、带传动、链传动、齿轮传动、蜗轮蜗杆传动、螺旋传动等类型。带传动根据横截面形状不同可分为平带传动、V带传动、多楔带、圆形带、齿形带等类型的带传动。 带传动中用于安装传动带的轮子就叫做带轮。俗称皮带轮。带轮是成对安装和使用的,一个是主动轮,另一个是从动轮。 机械传动按传动的工作原理分类可分为啮合传动和摩擦传动两类。 啮合传动的优点是工作可靠、寿命长,传动比准确、传递功率大,效率高<蜗杆传动除外),速度范围广。缺点是对加工制造安装的精度要求较高。 摩擦传动工作平稳、噪声低、结构简单、造价低,具有过载保护能力,缺点是外廓尺寸较大、传动比不准确、传动效率较低、元件寿命较短。 带传动就是摩擦传动中的一个种类。由于这里不能上传完整的毕业设计<完整的应包括毕业设计说明书、相关图纸CAD/PROE、中英文文献及翻译等),此文档也稍微删除了一部分内容<目录及某些关键内容)如需要其他资料的朋友,请加叩扣:贰二壹伍八玖壹壹五一带传动的工作原理是带紧套在主动轮和从动轮上,因而带与轮的接触表面存在着正压力,当原动机驱动主动轮回转时,在带与主动轮接触表面间便产生摩擦力,使主动轮牵动带,继而带又牵动从动轮,将主动轴上的转矩和运动传给从动轴。 从带传动的原理可知道带轮的作用是通过传动带传递转矩和运动。 II / 19
III / 19
4 带特殊螺纹的回转体零件; 铣削是机械加工中最常用和最主要的加工方法之一,它除了能铣削普通铣床所能铣削的各种零件表面外,还能铣削普通铣床不能铣削的需2~5坐标联动的各种平面轮廓和立体轮廓。根据铣床的特点,从铣削加工角度来考虑,适合铣削的主要加工对象有以下几类: 1平面类零件; 2变斜角类零件; 3曲面类零件; 第二章零件加工工艺的制订 2.1 零件图样分析 皮带轮如下图: IV / 19
皮带轮型号及尺寸 内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理!更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、数控系统、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展 皮带轮规格有哪些 皮带轮多为三角皮带,国家皮带轮的规格分为A、B、C、D、E、O等型号,都是按照皮带轮的背宽和高的不同尺寸来决定的A、B、C、D、E、O不同型号的皮带轮的背宽、高度与顶度大小都不同,因此也有不同的槽型,A型皮带轮的宽度为12.5mm,高度为9mm,顶端宽度为13mm,厚度为8mm;B型皮带轮的宽度为16.5mm,高度为11mm,顶端宽度为17mm,厚度为10.5mm;C型皮带轮宽度为22mm,高度为14mm,顶端宽度为22mm,厚度为13.5mm;D型皮带轮的宽度为21.5mm,宽度为19mm,顶端宽度为21.5mm,宽度为19mm;E型皮带轮的宽度为38mm,高度为25.5mm,顶端宽度为38mm,厚度为25.5mm;O型皮带轮的宽度为10mm,高度为6mm。 不同的皮带轮的型号也不同,主要分为普通型、普通加强型、窄V带和强力窄V带。其中普通型包含A、B、C、D、E、O、3V、5V、8V,普通加强型包括AX、CX、DX、EX、3VX、5VX、8VX,窄V带包括SPZ、SPA、SPB、SPC,强力窄V带包括XPA、XPB、XPC。 皮带轮型号尺寸 不同型号的皮带轮尺寸也不同,一般的皮带轮轮槽角度分别为34度、36度、38度三种。O型皮带轮的带轮半径范围在25mm~35.5mm时为34度;在35.5mm~45mm时 为36度,大于45mm时为38度;A型皮带轮的带轮半径范围在35.5mm~50mm时为34度,50mm~62.5mm时为36度;大于62.5mm时为38度;B型皮带轮的带轮半径范
昆明XXXXXX学院 课程设计 设计题目:《数控技术》课程设计 皮带轮造型及数控加工工艺规程编制 班级:机械学院2013级机械制造与自动化2班 学生姓名:XXX 学号:XXXXXXX 指导教师:XX 指导小组组长:XX 教学班负责人:XX 设计时间:2015.5.12至2015.6.25
序言 皮带轮属于盘毂类零件,一般相对尺寸比较大,制造工艺上一般以铸造、锻造为主。一般尺寸较大的设计为用铸造的方法,材料一般都是铸铁(铸造性能较好),很少用铸钢(钢的铸造性能不佳);一般尺寸较小的,可以设计为锻造,材料为钢。皮带轮各项指标及材质的选用是以能够达到使用要求的前提下上尽量减少原材料、工艺可行、成本最低的选择原则!皮带轮主要用于远距离传送动力的场合,例如小型柴油机动力的输出,农用车,拖拉机,汽车,矿山机械,机械加工设备,纺织机械,包装机械,车床,锻床,一些小马力摩托车动力的传动,农业机械动力的传送,空压机,减速器,减速机,发电机,轧花机等等。 皮带轮传动的优点有:皮带轮传动能缓和载荷冲击;皮带轮传动运行平稳、低噪音、低振动;皮带轮传动的结构简单,调整方便;皮带轮传动对于皮带轮的制造和安装精度不象啮合传动严格;皮带轮传动具有过载保护的功能;皮带轮传动的两轴中心距调节范围较大。皮带传动的缺点有:皮带轮传动有弹性滑动和打滑,传动效率较低和不能保持准确的传动比;皮带轮传动传递同样大的圆周力时,轮廓尺寸和轴上压力比啮合传动大;皮带轮传动皮带的寿命较短。各类机械设备的皮带轮的直径等尺寸都是自己根据减速比配的,根据工作转速与电机的转速自己设计。工作转速/电机转速=从动轮直径/主动轮直径*0.98(滑动系数),如使用钢为材料的皮带轮,要求线速度不高于40m/s,如使用铸铁的材料,要求线速度不高于35m/s,电机转速与皮带轮直径换算比,速度比=输出转速:输入转速=负载皮带轮节圆直径:电机皮带轮节圆直径。节圆直径和基准直径是一样的,直径-2h=节圆直径,
艿V 皮带轮规格型号 肆槽 型薅 槽数肂节径范围(mm) 羈锥孔肅轴径范围(mm) 羆SPZ 蒀 1,2,3,4,5,6 肁 63--630 膅1108--3535 膃10--90 膂SPA 螀 1,2,3,4,5,6 芅 63--630 薄1108--3535 羄10--90 蕿SPB 莅 1,2,3,4,5,6, 8,10 羅100--1000 莂1610--5050 莈14--125 蒅 SPC 莆212--1250 肃2517--5050 25--125 槽型尺寸 槽型SPZ SPA SPB SPC 带宽10 13 17 22 b1(mm) 9.7 12.7 16.3 22 bw(mm) 8.5 11 14 19 c(mm) 2 2.8 3.5 4.8 e(mm) 12+/-0.3 15+/-0.3 19+/-0.4 25.5+/-0.5 f(mm) 8+/-0.6 10+/-0.6 12.5+/-0.8 17+/-1 tmin(mm) 11 14 18 24 Da=dw+(mm) 4 5.6 7 9.6 a=34°63--80 80--118 132--190 224--315 a=38°>80 >118 >190 >315 dwmin 63 90 140 224 b2的尺寸 n SPZ SPA SPB SPC 1 16 20 25 2 28 35 44 3 40 50 63 85 4 52 6 5 82 110.5 5 64 80 101 136 6 95 120 161.5 8 158 212.5
10 263.5 三角带的选择及使用 三角带在机械中应用广泛。标准化的三角带断面呈梯形,整圈无接头,分为O型、A型、B 型、C型、D型、E型等多种型号,从O型到E型三角带剖面面积逐渐增大。选择三角带型号应 该根据所传递的功率以及皮带的速度来决定的,把这些知识搞懂,将会对您的生产带来不少的益 处! 1.选准型号 选取的型号应与选用的三角带相适应,否则三角带在皮带轮槽内会出现不正常的情况。换用三角 带时,最好带上旧带到农机部门购买,以防将型号搞错。 2.正确安装 安装前,如果两轴中心距是可调整的结构,应先将中心距缩短,胶带装好后再按要求调整好中心 距;如果两轴中心距是不可调整的,则可将一根三角带先套入轮槽中去,然后转动另一个皮带轮, 将三角带装上,用同样方法将一组三角带都装上。安装时禁止用工具硬撬、硬拽上三角带,以防 三角胶带伸长或过松过紧现象。 3.防止串槽 安装皮带轮时,两只上带轮的中心必须对齐,否则会造成三角带单边工作,磨损严重,降低三角 带使用寿命。 4.松紧适宜 三角带的松紧度必须经常检查调整,使之符合要求。三角带过松不仅容易打滑,也增加三角带磨 损,甚至不能传递动力;过紧,不仅会使三角带拉长变形,容易损坏,同时也会造成发动机主轴 承和离合器轴承因受力过大,而加速三角带磨损。正确的检查方法是:用手在每条胶带中部,施 加2公斤左右的垂直压力,下沉量为20--30毫米为宜,不合适时要及时进行调整。 5.新旧莫混 双根或三根以上三角带需要更换时,要选用规定型号的三角带,并要求每组三角带紧度一致,不 准新旧混装或减少根数使用,否则,新旧三角带受力不均,甚至旧三角带不起作用,影响动力传 递和缩短三角带的寿命。 6.严防沾污 使用中要严防三角带油污和沾泥水,避免与酸、碱等腐蚀性物质接触,以防打滑和腐蚀三角带而 早期损坏。 7.日常养护 用户在平时驾驶中要掌握正确的操作要领,按照使用说明书的技术要求,尽量避免猛起步和急刹 车;还应防止经常超负荷作业;机械长期停用时应卸掉三角带单独存放。 皮带轮传动的设计 皮带轮属于盘毂类零件,一般相对尺寸比较大,制造工艺上一般以铸造、锻造为主。 一般尺寸较大的设计为用铸造的方法,材料一般都是铸铁(铸造性能较好),很少用铸钢(钢 的铸造性能不佳);一般尺寸较小的,可以设计为锻造,材料为钢。皮带轮各项指标及材质 的选用是以能够达到使用要求的前提下上尽量减少原材料、工艺可行、成本最低的选择原 则!皮带轮主要用于远距离传送动力的场合,例如小型柴油机动力的输出,农用车,拖拉 机,汽车,矿山机械,机械加工设备,纺织机械,包装机械,车床,锻床,一些小马力摩 托车动力的传动,农业机械动力的传送,空压机,减速器,减速机,发电机,轧花机等等。 皮带轮传动的优点有:皮带轮传动能缓和载荷冲击;皮带轮传动运行平稳、低噪音、低振动;皮带轮传动的结构简单,调整方便;皮带轮传动对于皮带轮的制造和安装精度不 象啮合传动严格;皮带轮传动具有过载保护的功能;皮带轮传动的两轴中心距调节范围较 大。皮带传动的缺点有:皮带轮传动有弹性滑动和打滑,传动效率较低和不能保持准确的
V型槽皮带轮设计 摘要:数控技术是利用数字化的信息对机床运动及加工过程进行控制的一种方法。它是集传统的机械制造技术、计算机技术、现代控制技术、传感检测技术、网络通信技术和光电机技术等于一体的现代制造业的基础技术,具有高精度、高效率柔性自动化等特点,对制造业实现柔性自动化、集成化和智能化起着举足轻重的作用。用数控技术实施加工控制的机床,或者说装备了数控系统的机床成为数控(CN)机床。数控系统包括:数控装置、可编程控制器、主轴驱动器及进给装置等部分。 MasterCAM是一套以图形驱动的软件,应用广泛,操作方便,而且它能同时提供适合目前国际上通用的各种数控系统的后置处理程序文件,以便将刀具路劲文件(NCI)转换成相应的CNC控制器上所使用数控加工程序(NC)代码。如FANUC、MELADS、AGIE、HITACHI等数控系统。 本论文主要介绍了MasterCAM一些绘制图形基本功能的使用,运用MasterCAM编制数控程序,还介绍了MasterCAM的一些功能和特点及应用。MasterCAM是款强大的CAD∕CAM软件,是集设计与制造于一体。编制数控程序在数控仿真软件里面进行模拟加工,完善加工工艺,刀具路劲,完成皮带轮零件的数控加工工艺与编程设计 关键词:数控技术;MasterCAM;CAD∕CAM
目录 第一章概述............................................... I 1.1 数控技术简介. (1) 1.1.1 数控技术是制造业的重要基础 (1) 1.1.2 数控技术的发展趋势 (1) 1.1.3 中国数控的出路 (2) 1.2 MasterCAM介绍 (3) 1.3 MasterCAM的主要功能 (4) 1.3.1 三维设计系统 (4) 1.3.2 铣床2D加工系统 (5) 1.3.3 铣床2.5D加工系统 (4) 1.3.4 铣床3D加工系统 (5) 1.3.5 车铣复合系统 (5) 1.3.6 线切割、激光加工系统 (5) 第二章绘制零件图 (6) 2.1 零件图 (6) 2.2 利用CAXA绘制零件图 (6) 2.3 利用UG NX7.0绘制三维图 (11) 第三章工艺分析 (15)
第一章概述 1.1皮带轮的用途 生活中,皮带轮对我们来说很常见,它的应用很广泛,机械传动常见的类型有摩擦轮传动、带传动、链传动、齿轮传动、蜗轮蜗杆传动、螺旋传动等类型。带传动根据横截面形状不同可分为平带传动、V带传动、多楔带、圆形带、齿形带等类型的带传动。带传动中用于安装传动带的轮子就叫做带轮。俗称皮带轮。带轮是成对安装和使用的,一个是主动轮,另一个是从动轮。机械传动按传动的工作原理分类可分为啮合传动和摩擦传动两类。啮合传动的优点是工作可靠、寿命长,传动比准确、传递功率大,效率高<蜗杆传动除外),速度范围广。缺点是对加工制造安装的精度要求较高。摩擦传动工作平稳、噪声低、结构简单、造价低,具有过载保护能力,缺点是外廓尺寸较大、传动比不准确、传动效率较低、元件寿命较短。带传动就是摩擦传动中的一个种类。由于这里不能上传完整的毕业设计<完整的应包括毕业设计说明书、相关图纸CAD/PROE、中英文文献及翻译等),此文档也稍微删除了一部分内容<目录及某些关键内容)如需要其他资料的朋友,请加叩扣:贰二壹伍八玖壹壹五一带传动的工作原理是带紧套在主动轮和从动轮上,因而带与轮的接触表面存在着正压力,当原动机驱动主动轮回转时,在带与主动轮接触表面间便产生摩擦力,使主动轮牵动带,继而带又牵动从动轮,将主动轴上的转矩和运动传给从动轴。从带传动的原理可知道带轮的作用是通过传动带传递转矩和运动。 I / 21
1.2零件的图样及说明 皮带轮的外形图 车削是加工中用得最多的加工方法之一。由于车床具有加工精度高、能作直线和圆弧插补以及在加工过程中能自动变速的特点,因此,其工艺范围较普通机床宽得多。凡是能在车床上装夹的回转体 II / 21
设计说明书 题目:皮带轮加工工艺及插键槽(10正负0.018)专用夹具设计 班级: 姓名: 指导教师:
目录 设计任务书 毕业设计说明书正文 前言 一、零件的分析 二、工艺规程设计 (一)确定毛坯的制造形式 (二)基面的选择 (三)制定工艺路线 (四)机械加工余量和工序尺寸以及毛坯尺寸的确定(五)确定切削用量及基本工时 三、专用夹具设计 (一)设计主旨 (二)夹具设计 四、毕业设计的心得体会 参考文献
设计题目皮带轮加工工艺及插键槽(10正负0.018) 专用夹具设计 (生产纲领5000件) 设计内容: 1、生产纲领5000件/年,工艺装备采用通用机床与通用刀具及专用夹具。 具体任务: 1 绘制零件图(A3) 2 确定加工工艺路线并进行工序设计,填写工艺文件1套 3 绘制毛坯图(A3); 4 绘制插键槽(10正负0.018)夹具装配图(A0)并进行误差分析 5 绘制夹具零件图3张; 6 编写设计说明书(不少于1万字)。
前言 机械制造工艺学毕业设计是在我们学完了大学的全部基础课、技术基础课以及大部分专业课之后进行的。这是我们在进行毕业设计之前对所学各课程的一次深入的综合性的链接,也是一次理论联系实际的训练。因此,它在我们的大学生活中占有十分重要的地位。 就我个人而言,我希望能通过设计对自己未来从事的工作进行一次适应性训练,从中锻炼自己分析问题、解决问题的能力,为今后参加祖国的现代化建设打下一个良好的基础。 一、零件的分析 (一)零件的作用 皮带轮是回转类零件,主要用于和别的零件进行装配。所以皮带轮要有一定的配合精度以及表面接触强度,还有要有足够的刚度和耐磨性,以满足使用要求。 (二)零件的工艺分析 该零件是轴类零件,形状不太复杂,尺寸精度要求比较高。零件的主要技术要求分析如下: (1)Φ157的外圆和Φ45的内孔,都有很高的尺寸精度要求,主要是为了和其装配件很好的装配。 (2)在Φ45的内孔插键槽有一定的对称度要求。 (3)在Φ157的外圆上车V形带,要注意他们的相互位置。
三角带的型号和角度 国家标准规定了三角皮带的型号有O、A、B、C、D、E、F七种型号,相应的皮带轮轮槽角度有三种34°、36°、38°,同时规定了每种型号三角带对应每种轮槽角度的小皮带轮的最小直径,但大皮带轮未作规定。皮带轮的槽角分34度、36度、38度,具体的选择要根据带轮的槽型和基准直径选择;皮带轮的槽角跟皮带轮的直径有关系,不同型号的皮带轮的槽角在不同直径范围下的推荐皮带轮槽角度数如下:O型皮带轮在带轮直径范围在50mm~71mm时为34度;在71mm~90mm时为36度,>90mm时为38度;A型皮带轮在带轮直径范围在71mm~100mm时为34度,100mm~125mm时为36度;>125mm时为38度;B型皮带轮在带轮直径范围在125mm~160mm时为34度;160mm~200mm 时为36度,>200mm时为38度;C型皮带轮在带轮直径范围在200mm~250mm 时为34度,250mm~315mm时为36度,>315mm时为38度;D型皮带轮在带轮直径范围在355mm~450mm时为36度,>450mm时为38度;E型500mm~630mm时为36度,>630mm时为38度。 三角带的型号有:普通型O A B C D E 3V 5V 8V,普通加强型AX BX CX DX EX 3VX 5VX 8VX,窄V带SPZ SPA SPB SPC,强力窄V带XPA XPB XPC;三角带的每一个型号规定了三角带的断面尺寸,A型三角带的断面尺寸是:顶端宽度13mm、厚度为8mm;B型三角带的断面尺寸是:顶端宽度17MM,厚度为10.5MM;C 型三角带的断面尺寸是:顶端宽度22MM,厚度为13.5MM;D型三角带的断面尺寸是:顶端宽度21.5MM,厚度为19MM;E型三角带的断面尺寸是:顶端宽度38MM,厚度为25.5MM。对应尺寸(宽*高):O(10*6)、A(12.5*9)、B(16.5*11)、C(22*14)、D(21.5*19)、E(38*25.5)。 皮带轮的直径等尺寸都是自己根据减速比配的,根据工作转速与电机的转速自己设计。工作转速/电机转速=从动轮直径/主动轮直径*0.98(滑动系数),如使用钢为材料的皮带轮,要求线速度不高于40m/s,如使用铸铁的材料,要求线速度不高于35m/s,电机转速与皮带轮直径换算比,速度比=输出转速:输入转速=负载皮带轮节圆直径:电机皮带轮节圆直径。节圆直径和基准直径是一样的,直径-2h=节圆直径,h是基准线上槽深,不同型号的V带h是不一样的,Y Z A B C D E,基准线上槽深分别为h=1.6 2 2.75 3.5 4.8 8.1 9.6。皮带轮节圆直径就是皮带轮节线位置理论直径,有点像齿轮的分度圆直径.一般用PD表示,外圆一般用OD表示.不同的槽型节圆与外圆的换算公式不一样,一般我们比较容易测量到皮带轮的外圆,根据公式计算出节圆.SPZ:OD=PD+4;SPA:OD=PD+5.5;SPB:OD=PD+7;SPC:OD=PD+9.6。A或SPA的带轮最小外径尺寸为80mm,如小于该尺寸,特别是在高速的情况下,皮带容易出现分层及底部出现裂纹等毛病。SPZ带,小轮不小于63mm即可。同时要注意皮带安装的手法及张力,过小易打滑,过大易损坏皮带与轴承。 另外与国标类似的标准编号为ISO 1081-1995 的标准规定了皮带传动、三角皮带和三角有棱皮带,及有槽皮带轮的选用、设计规范。分为SPZ,SPA,SPB,SPC,SPD型五种皮带轮。
前言 机械制造工艺学毕业设计是在我们学完了大学的全部基础课、技术基础课以及大部分专业课之后进行的。这是我们在进行毕业设计之前对所学各课程的一次深入的综合性的链接,也是一次理论联系实际的训练。因此,它在我们的大学生活中占有十分重要的地位。就我个人而言,我希望能通过设计对自己未来从事的工作进行一次适应性训练,从中锻炼自己分析问题、解决问题的能力,为今后参加祖国的现代化建设打下一个良好的基础。 1 零件的分析 1.1零件的作用 1.1.1. 明确工件的年生产纲领 机床夹具是在机床上装加工件的一种装置,其作用是使工件相对机床和刀具有一个正确的位置,并在加工过程中保持不变。它是夹具总体方案确定的依据之一,它决定了夹具的复杂程度和自动化程度。如大批量生产时,一般选择机动、多工件同时加工,自动化程度高的方案,结构也随之复杂,成本也提高较多。1.1.2. 熟悉工件零件图和工序图 零件图给出了工件的尺寸、形状和位置、表面粗糙度等精度的总体要求,工序图则给出了夹具所在工序的零件的工序基准、工序尺寸、已加工表面、待加工表面、以及本工序的定位、夹紧原理方案,这是夹具设计的直接依据。已知待加工工件如下图1-1所示。 图1-1 工件零件图
1.1.3. 加工方法 了解工艺规程中本工序的加工内容,机床、刀具、切削用量、工步安排、工时定额,同时加工零件数。这些是在考虑夹具总体方案、操作、估算夹紧力等方面必不可少的。 皮带轮是回转类零件,主要用于和别的零件进行装配。所以皮带轮要有一定的配合精度以及表面接触强度,还要有足够的刚度和耐磨性,以满足使用要求。 1.2.零件的工艺分析 1.2.1. 定位方案 工件在机床上的定位实际上包括工件在夹具上的定位和夹具在机床上的定位两个方面。工序图只是给出了原理方案,此时应仔细分析本工序的工序内容及加工精度要求,按照六点定位原理和本工序的加工精度要求,确定具体的定位方案和定位元件。 要拟定几种具体方案进行比较,选择或组合最佳方案。 根据工序图给出的定位元件方案,按有关标准正确选择定位元件或定位的组合。在机床夹具的使用过程中,工件的批量越大,定位元件的磨损越快,选用标准定位元件增加了夹具零件的互换性,方便机床夹具的维修和维护。 常有定位方法有:(1)工件以圆柱空定位。 (2)工件以外圆表面定位。 根据本次零件设计的夹具,我设计的定位方案为大平面和侧面定位,可以限制5个自由度,同时保证了加工方向上的刚性,保证零件的加工精度及便于保证加工部位之间位置要求。 该零件是轴类零件,形状不太复杂,尺寸精度要求比较高。零件的主要技术要求分析如下: (1) Φ157 的外圆和Φ45 的内孔,都有很高的尺寸精度要求,主要是为了和其装配件很好的装配。 (2) 在Φ45 的内孔插键槽有一定的对称度要求。 (3) 在Φ157 的外圆上车V 形带,要注意他们的相互位置。
标准编号: 标准名称:普通V带轮和窄V带尺寸 GB/T11544-1997 采标情况:neqIS04184:1992代替标准:GB11544-89 --------- 普通V带和窄V带截面基本尺寸------- - 截型节宽bp 顶宽b 高度h 楔角α(度) 普通V带Y 5.3 6 4 40 普通V带Z 8.510 6 40 普通V带A 11 13 8 40 普通V带B 14 17 11 40 普通V带C 19 22 14 40 普通V带D 27 32 19 40 普通V带E 32 38 25 40 窄V带SPZ 8.510 8 40 窄V带SPA 11 13 10 40 窄V带SPB 14 17 14 40 窄V带SPC 19 22 18 40 ..
--------- 普通V带和窄V带的露出高度-------- 截型露出最大hr 露出最小hr 普通V带Y .8-.8 普通V带Z 1.6-1.6 普通V带A 1.6-1.6 普通V带B 1.6-1.6 普通V带C 1.6-2 普通V带D 1.6-3.2 普通V带E 1.6-3.4 窄V带SPZ 1.1-.4 窄V带SPA 1.3-.6 窄V带SPB 1.4-.7 窄V带SPC 1.5-1 --------- 普通V带和窄V带基准长度-------- 编号Y型 Z型 A型 B型 C型 D型 E型 SPC型SPB型SPA型SPZ型 1200 2224 3250 ..
4280 5315 6355 7400400 8450450 9500500 10560 11630 630 630 12710 710 710 13800 800 800 800 14900 900 900 900 900 15100010001000 1000 1000 16112011201120 1120 1120 17125012501250 1250 1250 1250 18140014001400 1400 1400 1400 19160016001600 1600 1600 1600 2018001800 1800 1800 1800 1800 2120002000 2000 2000 2000 2000 2000 2222402240 2240 2240 2240 2240 2240 2325002500 2500 2500 2500 2500 2500 2428002800 2800 2800 2800 2800 2800 2800 253150 3150 3150 3150 3150 3150 3150 263550 3550 3550 3550 3550 3550 3550 274000 4000 4000 4000 4000 4000 284500 4500 4500 4500 4500 4500 4500 295000 5000 5000 5000 5000 5000 305600 5600 5600 5600 5600 5600 316300 6300 6300 6300 6300 327100 7100 7100 7100 7100 338000 8000 8000 8000 8000 349000 9000 9000 9000 3510000100001000010000 36112001120011200 37125001250012500 ..