郑州机务段企业标准
韶山4改、韶山3B型电力机车整体轮对大修工艺
Q/ZZJ 18—2011
________________________________________________________
1 主题内容及适用范围
本标准规定了SS4改、SS3B型电力机车整体轮对大修的工艺流程、工艺要求及质量标准。
本标准适用于SS4改、SS3B型电力机车整体轮对大修修程,并作为大修质量评定及验收的标准。
2 引用标准
《韶山4型电力机车大修规程》(TG/JW124—2008)
《关于公布铁道机车进口轮箍、整体辗钢车轮轮辋超声波探伤技术条件(试行)的通知》—运装机检[1998]64号
TB/T1463-2006《机车轮对组装技术条件》
TB/T2591-2007《铁路机车滚动轴承定货技术条件》
运装技验[2008]346号“关于印发《SS3B、SS4整体轮车轴改造方案研讨会纪要》的通知
铁运〔2007〕128号《铁路机车车轮管理办法》
郑铁机[2005]323号《关于公布<机车段修零部件无损探伤细则及工艺>的通知》。
3 须用材料
砂布、棉丝、汽油、机械油、植物油(菜籽油、蓖麻油或花生油)、毛刷、紫铜垫、醇酸清漆、白布、毛毡、除锈除漆剂
4 须用设备与工具
立式数控车床、专用高压油泵、高压油管、数控300T压力机、50卧式车床、数控车轮车床、数控50车床、电磁感应加热器、500T压力机、外圆磨床、立式钻床、反拔机
天车、专用吊具、退车轮专用胎具、退从动齿轮专用胎具、电磁探伤仪、超声波探伤仪、手锤、铜棒、10mm钢字头、轮对内距尺、内径千分尺、外径千分尺、轮径测量尺齿形样板或齿厚尺、JM3型车轮检查器、JM3踏面样板、深度尺、钢板尺
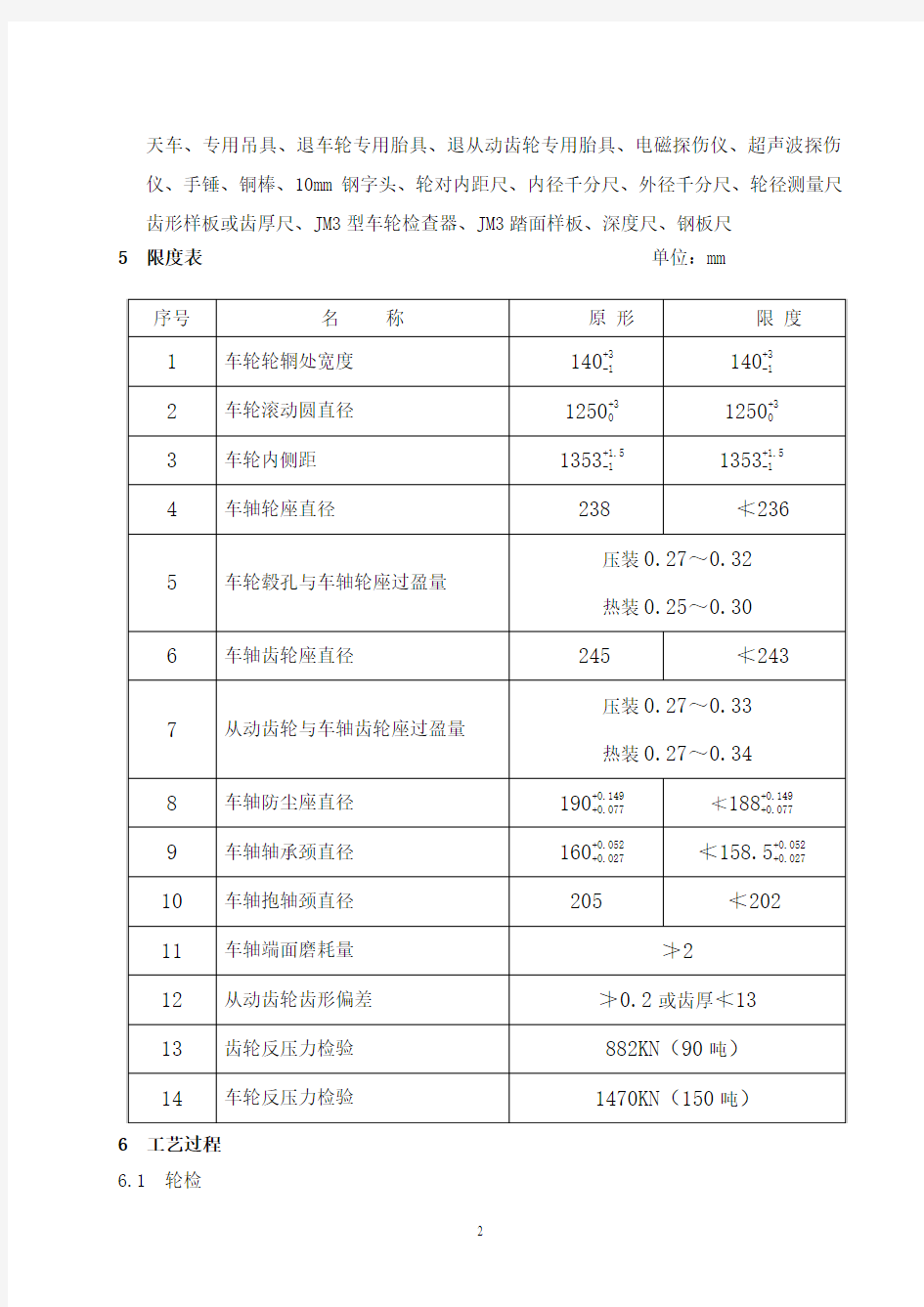
5 限度表单位:mm
6 工艺过程
6.1轮检
6.1.1 轮对从委修单位到段后,确认轴号及不良状态,由承修部门填写轮对接收台帐。
6.1.2 外观检查各部并探伤(车轴轮座及齿轮座进行超探,其余部分进行磁探),确定大修修程。
6.2 清洗
6.2.1 用天车将大修轮对吊放在碱水煮洗池中,加热浸泡8小时。完毕后将轮对吊出在轮对热态下进行冲洗,清洗干净,冲洗压力不低于0.4MPa。
6.2.2 用棉布将车轴各部擦拭干净,达到探伤要求并做好防护。
6.2.3 清除从动齿轮各部残留物及油垢,达到探伤要求并做好防护。
6.2.4 整体车轮如能再利用,将原漆脱净,擦拭干净,达到探伤要求备用。但使用年限自出厂之日起不得超过十年,超过十年的旧车轮不得装车使用。
6.2.5 擦拭干净后,用天车将轮对吊入轮对解体区。
6.3 解体
6.3.1 退轴承内套
用电磁感应加热器加热退出轴承内套。加热时严禁超时加热使轴承内套发黄、变蓝,轴承内套加热温度不超过120℃。
6.3.2 退防尘圈
用电磁感应加热器加热退出防尘圈。加热时严禁超时加热使防尘圈发黄、变蓝,防尘圈加热温度不超过160℃。
6.3.3 退两端整体车轮
6.3.3.1 退任一端整体车轮
6.3.3.1.1 用天车将轮对吊放至反扒机,置于专用小车上。调整专用小车位置,使轮对车轮内侧面贴靠反扒机U型槽端面。调整车轴中心线应水平,并与反扒机油缸中心线相重合。
6.3.3.1.2 用扳手拧下车轮注油孔上的螺堵,接好高压油泵注油孔接头,然后连接好高压油泵高压油管与注油孔接头。由指定人员操作反扒机,开始压退作业,直到压卸完毕。在进行压卸作业时,操作人员必须遵守反扒机操作规程,并以紫铜板等软垫防护轴头。6.3.3.1.3 压卸过程中,应随时观察车轴状态,不得有卡滞现象,如有应立即停止压卸作业,待查明原因后再进行压卸。
6.3.3.1.4 为降低车轮的压出吨位,防止车轴及车轮毂孔在压出时拉伤,在开始压退作业时,应先开启高压油泵,使高压油压至98~147Mpa,待高压油从毂孔中溢出,并保持1
分钟,然后才能进行压卸作业。
6.3.3.1.5 为防止车轴严重拉伤或压弯车轴,在压退车轮时,压出吨位不得超过200t,如压力达到200t车轮仍压不出,应将车轮吊入电磁加热炉内加热,必要时配合氧气加热车轮毂孔或用气割将车轮割开,然后再进行压卸。
6.3.3.2 退另一端整体车轮
方法同上,将另一端车轮退下。
6.3.4 退两端从动齿轮
6.3.4.1 退任一端从动齿轮
6.3.4.1.1 在反扒机U型槽上预先放置退从动齿轮的专用胎具,然后用天车将退掉整体车轮的轮对吊放至反扒机,置于专用小车上。调整专用小车位置,使从动齿轮毂孔端面贴靠从动齿轮专用胎具端面。调整车轴中心线应水平,并与反扒机油缸中心线应相重合。
6.3.4.1.2 在从动齿轮注油孔上接好注油孔接头,然后连接好高压油泵与从动齿轮注油孔接头。由指定人员操作反扒机,开始压退作业,直到压卸完毕。在进行压卸作业时,操作人员必须遵守反扒机操作规程,并以紫铜板等软垫防护轴头。
6.3.4.1.3 压卸过程中,应随时观察车轴状态,不得有卡滞现象,如有应立即停止压卸作业,待查明原因后再进行压卸。
6.3.4.1.4 为降低从动齿轮的压出吨位,防止从动齿轮内孔在压出时拉伤,在开始压退作业时,应先开启高压油泵,向从动齿轮注油孔注入高压油,注油油压应在91~134MPa 之间,待高压油从毂孔中注出,并保持1分钟,然后才能进行压卸作业。
6.3.4.1.5 为防止车轴从动齿轮座严重拉伤或压弯车轴,在压退从动齿轮时,压出吨位不得超过150t,如压力达到150t从动齿轮仍压不出,用气割将从动齿轮割开,然后再进行压卸。
6.3.4.2 退另一端从动齿轮
方法同上。
6.3.5 更换车轮及从动齿轮时,严禁将车轮与从动齿轮一起退下。
6.3.6 如不需更换从动齿轮时,从动齿轮可不解体,此工步可不进行。但每批次4个轮对内应抽检1个轮对齿轮做反压试验,反压力882KN或90吨,反压1次,每次保压10秒钟不松动。
6.3.7 当只需更换一端车轮,不需更换车轴、齿轮、另一端车轮时,按上述步骤只解体一端车轮即可。但每批次4个轮对内应抽检1个未解体的车轮做反压试验,反压力1470KN
或150吨,反压1次,每次保压10秒钟不松动。
6.4 检修
6.4.1 车轴检修
6.4.1.1 车轴检修前,必须对车轴中心孔进行修整。
6.4.1.2 车轴探伤
6.4.1.2.1 车轴探伤应由有相应合格证的探伤人员进行。
6.4.1.2.2 车轴采用磁粉和超声波探伤。具体探伤要求郑铁机[2005]323号《关于公布<机车段修零部件无损探伤细则及工艺>的通知》标准执行。
6.4.1.2.3 轴颈(除轴身外)和各过渡圆根半径上的横裂纹,纵裂纹在尺寸允许范围内可旋削消除,消除后需磁探复检,确认无裂纹存在,并且其轴承颈不小于Ф158.5mm,抱轴径不小于Ф202mm,轮座颈不小于Ф236mm,防尘座轴颈不小于Ф188mm时可继续使用。6.4.1.2.4 轴身上的裂纹(包括拉伤、硬伤)可铲磨成圆沟,复探确认无裂纹存在时,轴身半径较设计尺寸的减少量不超过1.5mm;铲沟长度不超过50mm,宽度不超过5mm,且同一截面直径减少量不超过1.5mm时,许可继续使用。
6.4.1.3 轴颈(除轴身外)及各过渡圆根半径上超过许可范围内的拉伤、硬伤均须车削消除;轴承颈上超过许可范围拉伤,硬伤及腐蚀采用磨削消除,当车轮未退去时,采用车削消除。
6.4.1.4 车轴轴承颈,防尘颈及各过渡圆根处不需机械加工时,应在车床上用细砂布砂光、擦净,并确认无拉伤、腐蚀、锈迹存在,同时对轴身严重锈蚀的也应予以清除。
6.4.1.5 车轴抱轴颈、轮座部、齿轮座及过渡圆根处要经滚压强化处理,滚压后表面硬度不小于210HB,以提高车轴的疲劳强度和表面粗糙度。
6.4.1.6 车轴检修时(包括整体车轮、齿轮)严禁电焊碰火。在焊接或气割作业时,有关轴颈均应用石棉板或非金属板覆盖防护。
6.4.1.7 未改造的车轴需按运装技验[2008]346号“关于印发《SS3B、SS4整体轮车轴改造方案研讨会纪要》的通知”执行。
6.4.1.8 检查车轴端面应无拉伤,端面磨耗不大于2mm。当车轴端面磨耗超过2mm时,允许直接堆焊恢复到原设计尺寸。焊接时技术要求如下:
6.4.1.8.1 采用Φ3.4或Φ4mm碱性低氢型507或506焊条,焊条使用前经250℃以上温度烘干,以清除焊条油脂,水份和铁锈。
6.4.1.8.2 选用合理的焊接顺序(分层堆焊,由内向外)及小的焊接电流。
6.4.1.8.3 焊后探伤,不允许有裂纹存在。
6.4.1.8.4 合格后对堆焊后的端面进行加工处理。
6.4.1.9 根据以上相似工艺,允许堆焊磨耗的中心孔。车轴经修理后还须符合下
列要求:
6.4.1.9.1 抱轴颈过渡到齿轮座部分的圆根半径不得小于35mm,防尘座过渡到轮座部分的圆根半径不得小于25mm;
6.4.1.9.2 轮座部的圆柱度不大于0.025mm,且锥度大端在轴身侧;
6.4.1.9.3 轮座部的径向跳动不大于0.05mm;
6.4.1.9.4 轴承颈的圆柱度均不大于0.012mm;
6.4.1.9.5 轴承颈的径向跳动不大于0.03mm;
6.4.1.9.6 车轴抱轴颈圆柱度公差为0.02mm,径向跳动公差为0.05mm。
6.4.1.10 测量轴承颈、抱轴颈径向跳动
在车床上用百分表测量,当轴承颈径向跳动超过0.03mm时,在未退车轮的情况下,采用旋压处理,在退车轮的情况下采用磨削处理。车轴轴承颈允许按《铁路机车滚动轴承定货技术条件》TB/T2591-2007进行等级处理(0.5mm一个等级,处理后其轴承颈不小于Ф158.5mm),但轴承颈的尺寸公差、表面粗糙度不变;当抱轴颈径向跳动超过0.05mm时采用车削处理。注意:磨削、旋压、车削处理前必须精修中心孔。
6.4.2 整体车轮检修
6.4.2.1 车轮加工
6.4.2.1.1 按图纸尺寸要求将需加工部位编制程序输入微机控制系统。
6.4.2.1.2 检查新进整体车轮毛坯尺寸,抄写轧制钢印作为重打钢印的依据。
6.4.2.1.3 用专用吊具将毛坯吊放在立式车床上,按外圆找正后粗加工毛坯毂孔内圆至ф232±1mm并加工车轮毂孔内侧面及车轮内侧面见光。
6.4.2.1.4 用专用吊具将粗加工好内侧面后的毛坯反转后仍吊放在数控高速立式车床上,用百分表找正车轮毂孔内圆,其偏差不大于0.05mm。然后使用900 尖刀加工车轮外侧面、毂孔外侧面,保证车轮宽度为148±1mm。
6.4.2.1.5 按程序使用R20圆弧刀粗加工车轮轮辐外侧面,然后按程序精加工车全程,保证车轮宽度为147±1mm。
6.4.2.1.6 用专用吊具将精加工好外侧面后的毛坯反转后仍吊放在数控高速立式车床
上,按程序加工车轮内侧面及全程,加工至车轮宽度140+3-1mm符合图纸要求
6.4.2.1.7 换反偏刀,车床回参考点,按程序加工车轮毂孔外圆面至ф3850 -0.36mm。6.4.2.1.8 精加工车轮毂孔内侧面至毂孔内孔深度符合图纸1890 -0.2mm要求。
6.4.2.1.9 若车轮轮辋外侧面的轧制钢印被加工掉,应在轮辋磨耗线以内重新打原钢印号。具体规定按铁运[2007]128号文件第五条第6项执行(用10号字头刻打原车轮上的标记)。
6.4.2.2 钻注油孔
6.4.2.2.1 用专用吊具将已加工好的车轮吊至专用钻孔工装设备上放好,找正并卡紧。
6.4.2.2.2 由专人操作,按图纸要求钻注油孔。
6.4.2.2.3 钻注油孔过程中,操作人员应按设备操作规程进行操作,防止钻头卡、断在车轮内。钻头断裂在车轮内严禁焊修后重打注油孔,并做好车轮报废登记。
6.4.2.3 按过盈量要求精加工车轮毂孔
6.4.2.3.1 车轮与车轴轮座部配合过盈量为:
压装:0.27mm~0.32mm;热装:0.25~0.30
6.4.2.3.2 由专人复查车轴轮座部位尺寸,按过盈量压装:0.27mm~0.32mm,热装:0.25mm~0.30mm要求选配车轮毂孔,然后精加工车轮毂孔。
6.4.2.4 按图纸要求加工车轮注油槽。
6.4.2.5 旧车轮如在规定期限(自出厂之日起10年)内能再利用,探伤合格后做好防护存放指定地点,使用时按要求选配。
6.4.2.6 探伤
6.4.2.6.1 车轮探伤应由有相应合格证的探伤人员进行。
6.4.2.6.2 车轮需进行磁粉探伤及超声波探伤,车轮轮辋处进行超声波探伤检查,不允许有裂纹存在。超声波探伤按运装技验[1998]64号即《关于公布铁道部机车进口轮箍、整体辗钢车轮轮辋超声波探伤技术条件(试行)的通知》执行。
6.4.2.7 检查
6.4.2.
7.1 成品车轮辐板不允许有磕、碰、擦划的缺陷。
6.4.2.
7.2 Φ238内孔表面不允许有残留毛面及任何缺陷。
6.4.2.
7.3 检查车轮毂孔与车轴压装过盈量为0.27~0.32mm,热装过盈量为0.25~
0.30mm。
6.4.2.
7.4 检查车轮注油孔应通畅,不许有残留铁屑存在;检查车轮注油槽无毛刺,油槽倒角应圆滑。
6.4.3 从动齿轮检修
6.4.3.1 探伤
6.4.3.1.1 牵引从动齿轮探伤应由有相应合格证的探伤人员进行。
6.4.3.1.2 牵引从动齿轮采用磁粉探伤。齿轮齿面和齿根不允许有疲劳裂纹。从动齿轮非工作面上的裂纹,同一齿轮上不多于二条,且不集中在同一齿和同一齿槽的两侧,清除后其深度不超过0.3mm,长度不超过50mm。
6.4.3.2 检查从动齿轮须符合下列要求
6.4.3.2.1 采用齿型样板配同窄塞尺测量从动齿轮齿形偏差不大于0.2mm或用专用齿厚尺测量其齿厚不小于13mm。
6.4.3.2.2 检查齿轮单侧齿面:(a)点蚀包罗面积(mm2 )≯15%;(b) 点蚀深度(mm)≯0.3;(c)剥离面积(mm2 )≯6;(d)剥离深度(mm)≯0.3。
6.4.3.2.3 齿角崩角每个齿轮不超过3个齿,每个齿不超过1处,且其崩角尺寸沿齿高方向不大于1/6,沿齿宽方向不大于1/14时,允许打磨后继续使用。
6.4.3.2.4 齿面点蚀、剥落、碰伤、腐蚀等损伤,如果在同一齿面上出现,即使面积未曾超限,只要有两种不同损伤出现,都不能继续使用。
6.5 组装
6.5.1 从动齿轮组装
6.5.1.1 热装
6.5.1.1.1 热装一端从动齿轮
6.5.1.1.1.1 热装过盈量0.27~0.34mm。按热装过盈量的要求检查测量车轴齿轮座和对应的从动齿轮内孔配合尺寸,应满足过盈量要求。各部尺寸的测量最少由二人共同确认。
6.5.1.1.1.2 用专用吊具将车轴平稳吊放在轮对组装胎上,使车轴齿轮座部向外悬空,轴身下调整好辅助支撑。将齿轮座装配面擦干净,并涂上植物油。
6.5.1.1.1.3 将选配好的齿轮内孔面及注油孔内清理干净,然后将齿轮吊放入专用电磁感应加热器中加热,加热温度不高于200℃。
6.5.1.1.1.4 将加热好的齿轮用天车吊出后,用纯棉白布将内孔擦净,套入车轴齿轮座
上,用深度尺测量车轴端面至齿轮毂孔外侧面距离符合523±0.5mm。操作时,工作人员应带上石棉隔热手套,做好防护,以免烫伤或碰伤。
6.5.1.1.1.5 待从动齿轮完全冷却后,复核齿轮安装位置,尺寸无误后方可进入下道工序。
6.5.1.1.2 热装另一端从动齿轮
方法同上。
6.5.1.1.3 校核两侧从动齿轮齿向偏差
6.5.1.1.3.1 用天车将装好从动齿轮的轮对吊放在轮对专用检修平台上,将车轴固定好。
6.5.1.1.3.2 测量两齿轮毂孔内侧距离应符合1043~1044mm;测量两齿轮内侧距离应符合1068+1.5-1mm,否则应重新调整。
6.5.1.1.3.3 将校核从动齿轮齿向的专用平台放置在两侧齿轮对应的位置并固定,然后用齿向测量仪检查两侧齿轮齿向偏差,应不大于4/。
6.5.1.1.3.4 齿向不符合要求时,以任一端齿轮作为定位基准,接好另一端从动齿轮注油孔接头,然后启动高压油泵,待高压油从齿轮毂孔溢出后调整齿轮,至齿向不大于4/为止。
6.5.1.1.4 反压检验
齿轮调整完毕后,将轮对用天车吊至反压机上进行反压。齿轮应逐个进行反压力检验,反压力检验在15h后进行,反压力为882KN(90吨),反压1次,每次10s不松动。
至此齿轮热装过程完毕。
6.5.1.2 压装
6.5.1.2.1 压装一端从动齿轮
6.5.1.2.1.1 检查测量车轴齿轮座和对应的从动齿轮内孔配合尺寸,应满足过盈量
0.27~0.33mm的要求。各部尺寸的测量最少由二人共同确认。
6.5.1.2.1.2 用专业吊具将车轴平稳吊放在轮对组装专用小车上,使车轴齿轮座部向外悬空,轴身下调整好辅助支撑。将齿轮座装配面擦干净,并涂上植物油。同时,将齿轮内孔面及注油孔内应清理干净,并涂上植物油。
6.5.1.2.1.3 用天车将选配好的齿轮吊至油压机上,使齿轮套装在车轴齿轮座接口处,挂好、找平,然后启动油压机开始压装。
6.5.1.2.1.4 记录压装曲线,并符合TB/T1463-2006《机车轮对组装技术条件》规定的合格曲线形状,压装终止时的压入力应小于196KN。
6.5.1.2.1.5 整个注油压装过程中,注油油压应在91~134MPa之间。
6.5.1.2.1.6 压装完毕后用深度尺测量车轴端部至齿轮毂孔外侧面距离应符合523±0.5mm。
6.5.1.2.2 压装另一端从动齿轮
方法同上。
6.5.1.2.3 校核两侧从动齿轮齿向偏差
按上述6.5.1.1.3的要求校核两侧从动齿轮齿向偏差,应满足要求。
6.5.1.2.4 反压检验
按上述6.5.1.1.4的要求进行。
至此齿轮压装过程完毕。
6.5.2 车轮组装
6.5.2.1 热装
6.5.2.1.1 热装一端车轮
6.5.2.1.1.1 热装过盈量0.25~0.30mm。检查车轴轮座和对应的车轮配合尺寸应满足过盈量要求。各部尺寸的测量最少由二人共同确认。
6.5.2.1.1.2 将装好齿轮的轮对用专用吊具平稳吊放在轮对组装专用设备上,使一端车轴轮座部向外悬空,轴身下调整好辅助支撑。然后将车轴轮座部装配面擦干净,并涂上植物油。
6.5.2.1.1.3 将车轮内孔面及注油孔内应清理干净,去掉各部毛刺,尤其要注意油槽周围,油槽倒角应圆滑。
6.5.2.1.1.4 将选配好的车轮吊入专用电磁感应加热器中加热,加热温度不高于250℃,严禁车轮发蓝、变色。
6.5.2.1.1.5 将加热好的车轮用天车吊出后,用毛毡快速将内孔檫净,三人同时操作将车轮套入车轮座上,检查车轴端面至车轮毂孔外侧面距离符合333±0.5mm要求。注意:不得磕伤车轴。操作时,工作人员应带上石棉隔热手套,做好防护,以免烫伤或碰伤。6.5.2.1.1.6 待车轮冷却后再次检查轴头距车轮毂孔外侧面距离应符合333±0.5mm。6.5.2.1.1.7 检查车轮毂孔内侧面与从动齿轮内孔外侧面间隙应符合0.5~1.5mm。
6.5.2.1.2 热装另一端车轮
方法同上。
6.5.2.1.3 热装完毕后检查两端车轮毂孔外侧面距轴头端面距离偏差应不大于2mm。
6.5.2.1.4 测量两车轮内侧面距离,应保证加工后能满足1353+1.5-1mm要求。
6.5.2.1.5 反压力检验
6.5.2.1.5.1 每个车轮都应进行反压力检验,反压力检验在注油压装15h后进行,反压力为1470KN(150吨),反压1次,每次10s不松动。
6.5.2.1.5.2 车轮轮辋处禁止作反压检验用。
6.5.2.2 压装
6.5.2.2.1 压装一端车轮
6.5.2.2.1.1 检查车轴轮座和对应的车轮内孔配合尺寸,应满足过盈量
0.27~0.32mm的要求。各部尺寸的测量最少由二人共同确认。
6.5.2.2.1.2 将套好齿轮的轮对用专业吊具平稳吊放在轮对组装专用小车上,使车轴轮座部向外悬空,轴身下调整好辅助支撑。将车轴轮座部装配面擦干净,并涂上植物油。6.5.2.2.1.3 将准备套装的车轮毂孔、注油槽及注油孔清理干净,去掉各部毛刺。
6.5.2.2.1.4 用天车将选配好的车轮吊至油压机上,使车轮套装在车轴轮座接口处,挂好、找平,然后启动油压机开始压装。
6.5.2.2.1.5 记录压装曲线,并符合TB/T1463-2006《机车轮对组装技术条件》规定的曲线形状,压装终止时的压入力应小于196KN。
6.5.2.2.1.6 整个注油压装过程中,注油油压应在98-147MPa之间。在注油压装完毕后,将干净的螺堵装上。
6.5.2.2.1.7 检查轴端距车轮毂孔外侧端面距离应符合333±0.5mm。
6.5.2.2.2 压装另一端车轮
方法同上。
6.5.2.2.3 检查两端车轮毂孔外侧面距轴头端面距离偏差不大于2mm。
6.5.2.2.4 测量两车轮内侧面距离,应保证加工后能满足1353+1.5-1mm要求。
6.5.2.2.5 反压检验
按上述6.5.2.1.5条规定执行。
6.6 轮对加工
6.6.1 用天车将检修好的轮对吊至车轮车床上,顶好轮对,开始镟轮。轮对镟修采用JM3磨耗形踏面。
6.6.2 加工完毕后按探伤工艺要求对车轮踏面进行探伤,不许有裂纹。
6.6.3 车轮上的缺陷严禁用电焊焊补。
6.6.4 检查各部尺寸应符合下列要求
6.6.4.1 滚动圆处测量,其轮径为1250+30mm;测量轮缘厚度340-0.5mm,踏面偏差不大于0.5mm,轮缘高度减少量不大于1mm。
6.6.4.2 镟修后的车轮同轴左右轮径差不大于1mm。
6.6.4.3 车轮轮辋处宽度为140+3-1mm。
6.6.4.4 车轮内侧距离符合1353+1.5-1mm。
6.7 验收前的准备工作
6.7.1 在车轮毂孔外侧面与车轴结合处及从动齿轮齿圈与齿心结合处涂印三条均布宽度为25mm×50mm黄色弛缓标记。
6.7.2 防锈处理:对车轮内外侧面清理干净后涂醇酸清漆。
6.7.3 按要求填写电力(内燃)整体轮对大修检修记录。验收合格后,加盖验收员印章。
6.8 验收
轮对检修完毕后,轮对检修部门应及时通知验收人员对检修好的轮对进行验收,重点验收以下内容:
6.8.1 校对车轮钢印。
6.8.2 检查车轴轴承颈应符合Ф160+0.052+0.027mm,车轴轴承颈等级修时应不小于Ф158.5+0.052+0.027mm。
6.8.3 检查车轴端面磨耗不得超过2mm。
6.8.4 检查从动齿轮内孔与车轴齿轮座的配合过盈量及车轴轮座与车轮毂孔的配合过盈量符合要求。
6.8.5 检查车轴抱轴颈直径不小于Φ202mm。
6.8.6 踏面用样板检查,其偏差不大于0.5mm,轮缘高度减少量不大于1mm。
6.8.7 检查同轴左右车轮轮径差不得大于1mm,同一转向架轮径差不大于2mm,同一机车轮径差不大于3mm。
6.8.8 检查从动齿轮轮毂内侧距离,应符合1043~1044mm。
6.8.9 检查轮对内侧距离符合1353+1.5-1mm,同一轴轮对内侧距离差不大于1mm。
6.8.10 检查齿轮内侧距离应符合1068+1.5-1mm。
6.8.11 检查车轮轮辋处宽度符合140+3-1mm,测量车轮毂孔外侧面与轴头距离左右尺寸差不大于1mm。
6.8.12 车轮、车轴各部尖角、毛刺、碰伤应用风砂轮或锉刀、砂布修磨光滑。
6.8.13 检查车轮反压记录及从动齿轮反压记录。
6.8.14 检查车轮毂孔外侧面与车轴结合处及从动齿轮齿圈与齿心结合处弛缓标记。
6.8.15 合格后对从动齿轮、车轴抱轴颈、轴承颈做好防护,然后将轮对吊至完好区备用。
7 技术安全及注意事项
7.1 轮对吊装时,应遵守段安全作业规定,吊具要放置牢靠,运行要稳。
7.2 在机床上吊装加工车轴(车轴改造、处理抱轴颈等)时,注意不得碰伤车轴中心孔。
7.3 压退及热装车轮时,要做好安全防护,以免烫伤或碰伤作业人员。
电力机车检修中的信息管理分析 随着计算机网络技术的发展,信息管理系统已经在铁路行业大量投入运用。在电力机车检修过程中的信息管理,目的是要将每台入厂检修机车建立自己的档案,让机车在检修过程中产生的所有信息合理,安全的存放,这样可以让参与检修的各工序工作人员都能在此信息库中及时采集、传输、处理在机车检修中产生的大量动态信息,以便有效合理地组织生产,对机车检修进行有效地全程控制和监控,以达到提高机车检修质量目的。本文就电力机车检修中的信息管理系统进行分析。 标签:电力机车;检修;信息管理 1电力机车检修信息流程 (1)公司的重要部门,支配、运用机车,并能准确及时提报机车运用信息。(2)生产部:掌握上级有关部门下达的各项指标,包括工作量、机车检修指标、四项指标,这些指标是控制机车检修运用的主导因素。而机车走行公里的微机统计又是架、定修计划编制的基础数据之一,其他各部门及时了解这些信息,对各项工作具有指导作用。(3)检修车间:机车检修基地和提供优良机车的保障,也是各项检修指标能否完成的决定者以及架、定修计划的实施者、检修机车工艺范围的执行者。(4)交技术中心:掌握机车主要部件状态,编制机车检修计推广与应用划,制定技术组织措施,开发技术革新及机车技术改造,实施全面的质量管理,总结并推广先进经验,不断提高机车质量和生产技术水平。 技术部门可以及时了解检修动态,用微机编制并下达任务,根据机车质量反馈信息,提报各种分析,及时有效地建立机车台帐,制定切实可行的技术措施,下发检修部门实施。可根据机车状态、机车4项指标完成情况来合理调配机车,快速有效地完成运输生产任务。检修车间可及时了解检修信息、机车运用信息、各种检修指标控制信息,做到预防为主,自我控制。从上面的分析我们可以看出,微机联网可更有效地利用信息的价值,促使段内各部门合理安排人力、物力,调配资金,顺利完成各项任务,特别是电力机车检修网络系统对机车检修指标和机车检修质量的控制较为有利。 2电力机车信息管理系统设计 (1)网络总体结构。网络可分为两级结构,主干采用光纤技术,分支采用标准的以太网技术。第一级是网管中心,机房设在公司综合办公楼,设有中央服务器等核心设备,网管中心通过光纤与运转整备办公楼、检修办公楼、设备车间等二级局域网中心相连,主干的带宽设计为1000Mbps。第二级是各主要建筑物楼内的局域网和单机用户,通过各楼内的二级交换机相连,带宽设计为100Mbps。(2)主干网设计。采用光纤作为网络传输介质,整个主干网由公司的网管中心向外辐射,网络中心配置企业级交换机。(3)部门级局域网设计。部门级局域网服务器以1000M速率连接至主干交换机上,采用部门级交换机。(4)Internet接
电力机车检修
————————————————————————————————作者:————————————————————————————————日期:
论文关键词:电力机车在车测试测试原理测试设备改进 论文摘要:对电力机车不解体检测的部件、测试原理、测试方法和测试设备进行了综述,分析目前在车检测中存在的问题,并提出了相应的改进建议。 电力机车是铁路运输动力中效率高、污染小的主要牵引动力。经过多年发展,机车的部件测试由原来的定期检修下车才能测试发展到一些部件日常不用下车在车就能测试。在车测试几乎包含了电力机车所有重要部件,这些部件通过专用设备仪器,实现了测试并能预报部件的状态。在车测试不仅能提早发现机车故障,保证行车安全,而且可以针对性的对部件进行检修,在降低检修作业劳动强度,节省检修成本方面有很重要的作用。在机构设置上一些局段设置了专门的检测机构。本文主要对电力机车在车检测项目现状进行综述并提出几点建议。 1电器部件检测 1.1受电弓性能检测 受电弓是受流部件,其性能对受电弓与接触网状态的影响有两方面,其一是受流质量,其二是网和弓的磨损。其检测的参数包括上升下降压力、同一高度压力差和升降弓时间。 检测场地为整备线或检修库内。 检测手段现有两种:一种方法是用便携式仪器人工检测;另一种方法为自动检测。便携式仪器一般由两部分组成,平台部分和主机部分。平台部分用于测试,检测时置于受电弓弓头下方,带有挂钩的钢丝绳挂在受电弓上框架横杆上。受电弓开关合上后,钢丝绳随受电弓动作设置在平台内的压力传感器和计数器开始检测。主机部分用于对实时数据进行计算、存储、显示和打印。平台和主机之间用电缆相连接。因生产厂家不同,便携式受电弓检测仪有自备电源和采用机车电源两种。自动检测装置置于入库轨道上的检测棚内,检测机构安装在检测棚内支架上。机车通过时.系统利用对摄人图像进行处理、拼接、远程传输、计算机控制和多屏幕视频回放等实现对车顶及受电弓状态进行不停车综合检测。目前大多数机务段采用便携式仪器检测,其特点为灵活,但效率受各种因素影响较大,如整备时间、各工种交叉作业人数、机车是否断电等。自动检测投入高,效率也高。 受电弓的检测周期各局各段根据自己情况制定。有台台检测,也有90天一个周期的。检测主要性能指标也反映了受电弓的状态,如关节缺油、调节阀发生变化等。 1.2主断路器性能检测 对于主断路器性能检测空气断路器和真空断路器有所区别:对空气断路器主要测试合闸时间、分闸时间和分闸延时时间等;对真空断路器主要测试合闸、分闸时间。
电力机车检修及保养措施 摘要:在我国机车中,运输能力最大的就是电力机车,其优点有很多,不仅启动快、效率高,而且功率大,速度快。而且电力机车可以进行各种能源的广泛使用,运行条件良好,噪声污染小,是世界机车未来的发展方向。但因为电力机车长期在外运行,容易出现不同程度的故障,必须要注重对机车的检修和保养,及时发现其故障,提高电力机车的运行质量。 关键词:电力机车;检修;保养 电力机车在运行过程中,因为高速运行会受到冲击振动、摩擦和腐蚀作用,各构件就容易发生磨耗、变形、老化或损坏。在机车的零部件耗损并失效时,就容易发生故障,难以进行正常使用,还有可能会对行车安全产生威胁。因此,为了机车的正常工作,要注重机车的日常检修和保养。在投入运行后,电力机车必须要及时进行处理、检修和保养,对机车零部件的技术状态进行恢复,保证电力机车的正常运行。 1 电力机车 电力机车是从外界进行电力能源驱动撷取的一种铁路 机车,其电源有架空电缆、第三轨和电池等。虽然传动柴油机车和燃气机车等也使用牵动电动机的电,但它们不是电力
机车。 电动机车的驱动车轮运用的是牵引电动机。因为其所需的电能供给是电气化铁路的供电系统接触网和第三轨,所以这种机车非自带能源。电力机车的功率大、速度快、过载能力强、整备作业时间短、维修量少、运营费用低、牵引力大、易于进行多机牵引、可使用再生制动且节约能量等,优点很多。对电力机车的牵引车列进行使用,对列车的运行速度和重量承载都是一?N提高,在铁路的运输能力和通过能力上都有很大的影响。电力机车进行起动的速度快,可以进行爬坡,受严寒影响小,在运输铁路干线的繁忙段和多隧道、坡度陡的山区线路上可以更好的发挥其作用[1],而且电力旅客列车可以更好的进行客车的空气调节和电热取暖。但因为电力机车进行电气化的铁路建设投资比较大,其应用与内燃机车和蒸汽机车相比不太广泛。 2 电力机车的检修 电力机车现行的检修制度有两种:一是进行定期检修,还有一个是状态修。定期检修是将机车运行的走行公里和时间结合起来,对其检修周期和修程进行安排。结合预先规定的范围,检修部门的检修工作就会更有计划,生产更加方便,也便于对检修工作进行管理。但这样的检修有很大的盲目性,在人力、材料和设备上都是一种浪费。而状态修结合的就是机车实际的技术状态,结合技术状态对检修的周期和修程进
电力机车检修和维护 毕业设计(论文)题目 专业班级 姓名 年月日
电力机车检修和维护
中期进展情况检查表 年月日
摘要 机车制动机是列车制动机的重要组成部分, 同时也是保证列车安全运行。正常调速和可靠停车的重要环节。为了满足铁路运输的需要,必须对机车制动性能提出一定的要求。例如:能产生足够大的制动力;能方便地控制制动力的大小;能与机车其他系统协调;具备先进的经济技术指标等。目前我国国产SS (韶山)系列电力机车所采用的均是DK-1型电空制动机,该制动机是电-空控制方式,具备新型空气制动机的优点,能适应高速以及长大列车的制动性能要求。制动机的性能良好与否,直接关系到行车安全。为保证机车安全运行,制动机的维护与检修相当重要。本文主要介绍电力机车DK-1型电空制动机的检查方法和检修工艺流程,包括空气管路柜、制动机各阀类以及制动机其他部件的检修并介绍了DK-1型制动机的性能试验和维修保养。 关键词:电力机车; 制动机; 控制关系; 性能试验;保养;
Abstract The locomotive brake is an important part of the train brake, and insures the safe running of the train. An important part of the normal speed and reliable parking. In order to meet the need of railway transportation, the locomotive braking performance must be put forward certain requirements. For example, can produce large enough braking force; Can easily control the size of the braking force; To coordinate with locomotive other systems; Has the advanced economic technology index, etc. Domestic SS (shaoshan) series electric locomotive to DK - 1 type electric air brake was used as the locomotive brake. Therefore, the requirement for locomotive brake performance, is essentially to DK - 1 air brake performance requirements. DK - 1 type electro pneumatic brake failure is also the main factors affecting its performance, this article introduced our country develop the DK - 1 type of locomotive brake component and function of the DK - 1 type electro pneumatic brake performance parameters, etc and the DK - 1 type brake has carried on the simple introduction, combined with practical experience, detailed introduces the DK - 1 type brake performance test and maintenance. Keywords:Electric locomotive; Brake; The control principle; Performance test; Maintenance;
黑龙江交通职业技术学院 毕业设计(论文)题目 专业班级 姓名 年月日
中期进展情况检查表 年月日
摘要 机车制动机是列车制动机的重要组成部分, 同时也是保证列车安全运行。正常调速和可靠停车的重要环节。为了满足铁路运输的需要,必须对机车制动性能提出一定的要求。例如:能产生足够大的制动力;能方便地控制制动力的大小;能与机车其他系统协调;具备先进的经济技术指标等。目前我国国产SS (韶山)系列电力机车所采用的均是DK-1型电空制动机,该制动机是电-空控制方式,具备新型空气制动机的优点,能适应高速以及长大列车的制动性能要求。制动机的性能良好与否,直接关系到行车安全。为保证机车安全运行,制动机的维护与检修相当重要。本文主要介绍电力机车DK-1型电空制动机的检查方法和检修工艺流程,包括空气管路柜、制动机各阀类以及制动机其他部件的检修并介绍了DK-1型制动机的性能试验和维修保养。 关键词:电力机车; 制动机; 控制关系; 性能试验;保养;
Abstract The locomotive brake is an important part of the train brake, and insures the safe running of the train. An important part of the normal speed and reliable parking. In order to meet the need of railway transportation, the locomotive braking performance must be put forward certain requirements. For example, can produce large enough braking force; Can easily control the size of the braking force; To coordinate with locomotive other systems; Has the advanced economic technology index, etc. Domestic SS (shaoshan) series electric locomotive to DK - 1 type electric air brake was used as the locomotive brake. Therefore, the requirement for locomotive brake performance, is essentially to DK - 1 air brake performance requirements. DK - 1 type electro pneumatic brake failure is also the main factors affecting its performance, this article introduced our country develop the DK - 1 type of locomotive brake component and function of the DK - 1 type electro pneumatic brake performance parameters, etc and the DK - 1 type brake has carried on the simple introduction, combined with practical experience, detailed introduces the DK - 1 type brake performance test and maintenance. Keywords:Electric locomotive; Brake; The control principle; Performance test; Maintenance;
电力机车的检修和维护 毕业设计(论文)题目 专业班级 姓名 年月日
电力机车的检修和维护
中期进展情况检查表 年月日
摘要 机车制动机是列车制动机的重要组成部分, 同时也是保证列车安全运行。正常调速和可靠停车的重要环节。为了满足铁路运输的需要,必须对机车制动性能提出一定的要求。例如:能产生足够大的制动力;能方便地控制制动力的大小;能与机车其他系统协调;具备先进的经济技术指标等。目前我国国产SS (韶山)系列电力机车所采用的均是DK-1型电空制动机,该制动机是电-空控制方式,具备新型空气制动机的优点,能适应高速以及长大列车的制动性能要求。制动机的性能良好与否,直接关系到行车安全。为保证机车安全运行,制动机的维护与检修相当重要。本文主要介绍电力机车DK-1型电空制动机的检查方法和检修工艺流程,包括空气管路柜、制动机各阀类以及制动机其他部件的检修并介绍了DK-1型制动机的性能试验和维修保养。 关键词:电力机车; 制动机; 控制关系; 性能试验;保养;
Abstract The locomotive brake is an important part of the train brake, and insures the safe running of the train. An important part of the normal speed and reliable parking. In order to meet the need of railway transportation, the locomotive braking performance must be put forward certain requirements. For example, can produce large enough braking force; Can easily control the size of the braking force; To coordinate with locomotive other systems; Has the advanced economic technology index, etc. Domestic SS (shaoshan) series electric locomotive to DK - 1 type electric air brake was used as the locomotive brake. Therefore, the requirement for locomotive brake performance, is essentially to DK - 1 air brake performance requirements. DK - 1 type electro pneumatic brake failure is also the main factors affecting its performance, this article introduced our country develop the DK - 1 type of locomotive brake component and function of the DK - 1 type electro pneumatic brake performance parameters, etc and the DK - 1 type brake has carried on the simple introduction, combined with practical experience, detailed introduces the DK - 1 type brake performance test and maintenance. Keywords:Electric locomotive; Brake; The control principle; Performance test; Maintenance;
《电力机车检修》试题 一、填空题 1、在检修的过程中零部件的检修一般采用分解检验、(过程检验)、(落成验收)三种方式。 2、电力机车零部件清洗的方法有(碱性溶液除油)、(有机溶剂去油)、(金属清洗剂除垢)、(压缩空气除尘)和简易工具除油。 3、对变压器引线的三个要求是(电气性能)、(机械强度)和(温升)。 4、为改善直流牵引电机的换向减小电机的脉动,在牵引电机回路中串联了(平波电抗器)。 1、变压器油样活门是为提取变压器油进行(油样分析)的专用装置。 2、电流继电器在电力机车上用作()保护和()保护。 3、(受电弓)是电力机车从接触网接触导线上受取电流的一种受流装置。 4、ZD105A型电动机定子由(主极铁芯)、(主极绕组)、(换向极绕组)、(补偿绕组)等组成。 { 5、ZD105A型电动机电枢由转轴、电枢铁心、(换向器)、(电枢绕组)等组成。 1、电力机车“四按三化记名修”制度中的“四按”指的是()、()、()、(),“三化”指的是()、()、()。 1、电力机车的修程可分为()、()、()、()四级。 3、主断路器连接在()与()之间,它是电力机车的()和机车的()。 二、判断题 1、同一电机必须使用同一厂家同牌号的电刷。(√) 2、换向器表面黑片主要是由于电刷火花较大而形成的。(√) 3、轴承故障一般表现为轴承烧损。(√) 4、牵引通风机属于轴流式通风机。(X ) 》 5、油流继电器是用来测量变压器的油流情况的。(√) 6、AF系列接触器线圈为免维护结构,损坏应更换新的接触器。(√) 7、电流传感器属于车顶高压电器。(X ) 8、直流电机与交流电机基本结构相同。(X ) 9、不允许用砂布、锉刀对继电器触头进行磨修。(√) 10、牵引电机进行小修时需从机车上卸下来进行检修。(X ) 1、电刷轨痕主要原因是由于各并联电刷之间的电流分配不均匀。(√) 2、制动风机属于离心式通风机。(x )6、位置转换开关不可带电转换。(√) 7、SS4改型电力机车安装有6台牵引电动机。(x )~ 8、ZD105A型电机为6极电机。(√) 9、JT3系列时间继电器是得电延迟式。(x ) 10、牵引电机换向器表面的氧化膜对电机的运行起着重要的作用。(√)2、换向器表面黑片主要是由于电刷火花较大而形成的。( ) 7、牵引电机轴承补充的油脂必须和组装时使用的油脂牌号、厂家一致。() 8、劈相机解体前需进行空载试验。()10、电力机车中修间的走行公里为8万~10万公里。()2、为保证牵引电机的润滑,轴承室内的润滑脂越多越好。()7、劈相机解体前需检测电机绕组绝缘电阻值。()
论文关键词:电力机车在车测试测试原理测试设备改进 论文摘要:对电力机车不解体检测的部件、测试原理、测试方法和测试设备进行了综述,分析目前在车检测中存在的问题,并提出了相应的改进建议。 电力机车是铁路运输动力中效率高、污染小的主要牵引动力。经过多年发展,机车的部件测试由原来的定期检修下车才能测试发展到一些部件日常不用下车在车就能测试。在车测试几乎包含了电力机车所有重要部件,这些部件通过专用设备仪器,实现了测试并能预报部件的状态。在车测试不仅能提早发现机车故障,保证行车安全,而且可以针对性的对部件进行检修,在降低检修作业劳动强度,节省检修成本方面有很重要的作用。在机构设置上一些局段设置了专门的检测机构。本文主要对电力机车在车检测项目现状进行综述并提出几点建议。 1电器部件检测 1.1受电弓性能检测 受电弓是受流部件,其性能对受电弓与接触网状态的影响有两方面,其一是受流质量,其二是网和弓的磨损。其检测的参数包括上升下降压力、同一高度压力差和升降弓时间。 检测场地为整备线或检修库内。 检测手段现有两种:一种方法是用便携式仪器人工检测;另一种方法为自动检测。便携式仪器一般由两部分组成,平台部分和主机部分。平台部分用于测试,检测时置于受电弓弓头下方,带有挂钩的钢丝绳挂在受电弓上框架横杆上。受电弓开关合上后,钢丝绳随受电弓动作设置在平台内的压力传感器和计数器开始检测。主机部分用于对实时数据进行计算、存储、显示和打印。平台和主机之间用电缆相连接。因生产厂家不同,便携式受电弓检测仪有自备电源和采用机车电源两种。自动检测装置置于入库轨道上的检测棚内,检测机构安装在检测棚内支架上。机车通过时.系统利用对摄人图像进行处理、拼接、远程传输、计算机控制和多屏幕视频回放等实现对车顶及受电弓状态进行不停车综合检测。目前大多数机务段采用便携式仪器检测,其特点为灵活,但效率受各种因素影响较大,如整备时间、各工种交叉作业人数、机车是否断电等。自动检测投入高,效率也高。 受电弓的检测周期各局各段根据自己情况制定。有台台检测,也有90天一个周期的。检测主要性能指标也反映了受电弓的状态,如关节缺油、调节阀发生变化等。 1.2主断路器性能检测 对于主断路器性能检测空气断路器和真空断路器有所区别:对空气断路器主要测试合闸时间、分闸时间和分闸延时时间等;对真空断路器主要测试合闸、分闸时间。
复习题 一、填空题 1、电力机车由电气部分、机械部分和空气管路系统三大部分组成。电气部分包括受电弓、主断路器、主变压器、主变流器、牵引电机及其他各种电器等。机械部分包括车体、转向架、车体与转向架的连接装置和牵引缓冲装置。空气管路系统包括:风源系统、控制管路系统、辅助管路系统和制动机管路系统四大部分。 2、SS9G型电力机车车体的主要承载结构由底架、司机室、台架、侧构和大顶盖组成。底架位于车体下部,是车体的基础,也是主要承载结构。台架是焊接在底架结构上的设备安装骨架,用于车内设备安装和管线布置的基础。 3、HXD3型电力机车整体承载式钢结构由司机室装配、底架装配、侧墙装配、顶盖和连接横梁等组成。 4、HXD1D型电力机车底架主要由端牵引梁、边梁、中央纵梁、枕梁、变压器梁、隔墙梁、底架地板、各减振器安装座等组成一个整体框架式承载结构。 5、SS9G型电力机车采用独立通风系统。按照被冷却对象分为:牵引通风系统、制动通风系统和主变压器通风系统。全车采用了4台离心式通风机、5台轴流式通风机。 6、HXD1D型电力机车采用独立通风系统。需要进行通风冷却的主要部件有:6台牵引电机、油水散热器、2个辅助滤波柜、2台主压缩机。 7、SS9G型机车空气管路系统按照功能可以划分为:风源系统、控制管路系统、辅助管路系统和制动机管路系统。 8、HXD3型机车空气管路系统按照功能可以划分为:风源系统、辅助管路系统、制动机管路系统和防滑系统。 9、HXD3型辅助管路系统包括升弓控制模块、弹簧停车制动装置控制模块、踏面清扫模块、撒砂模块、警惕装置、鸣笛控制及其他部分。 10、车钩缓冲装置主要由车钩、缓冲器和复原装置组成。车钩三态为:开锁状态、闭锁状态、全开状态,俗称为车钩的三态作用。摘钩时,只要其中一个处于开锁位就可以了;连挂时,必须有一个车钩处于全开位。 11、HXD3机车采用的牵引装置结构形式是中央推挽式平拉杆;而SS9机车采用的牵引装置结构形式为平行拉杆式,它的牵引力传递路径:构架→拐臂→牵引杆→车体。 12、牵引电机的悬挂方式可以分为轴悬式、架悬式、体悬式三种。架悬式和体悬式又称全悬挂式。 13、电力机车转向架一般由构架、轮对驱动装置、弹性悬挂装置、牵引制动装置和其他附属装置等部分组成。 14、接地装置的作用:为改善机车导电性能和防止轴箱滚动轴承电流腐蚀(电蚀)。 15、轮对驱动装置主要由:轮对组装、电机悬挂、驱动单元等部分组成。 16、轴列式是表示机车走行部结构特点的一种方法。一台SS9G型电力机车有两台转向架,采用三轴转向架,由三台牵引电机驱动,其轴列式是C0--C0 。 17、驱动单元是实现从牵引电机到轮轴功率、转矩传递的装置。齿轮传动几乎是现代电力机车驱动单元采用的唯一形式。 18、HXD1D型机车驱动单元由牵引电机、齿轮传动系统、空心轴套、内空心轴、悬挂梁和连杆装置等主要部件组成。 19、为了保证机车减速运行和停车安全,SS系列电力机车在车轮踏面处设置了单侧闸瓦单元制动器和停车制动装置,HXD3、HXD1D型电力机车设置了轮盘式制动系统。
. 毕业设计(论文)题目 专业班级 姓名 年月日
.
中期进展情况检查表 年月日
摘要 机车制动机是列车制动机的重要组成部分, 同时也是保证列车安全运行。正常调速和可靠停车的重要环节。为了满足铁路运输的需要,必须对机车制动性能提出一定的要求。例如:能产生足够大的制动力;能便地控制制动力的大小;能与机车其他系统协调;具备先进的经济技术指标等。目前我国国产SS(韶山)系列电力机车所采用的均是DK-1型电空制动机,该制动机是电-空控制式,具备新型空气制动机的优点,能适应高速以及长大列车的制动性能要求。制动机的性能良好与否,直接关系到行车安全。为保证机车安全运行,制动机的维护与检修相当重要。本文主要介绍电力机车DK-1型电空制动机的检查法和检修工艺流程,包括空气管路柜、制动机各阀类以及制动机其他部件的检修并介绍了DK-1型制动机的性能试验和维修保养。 关键词:电力机车; 制动机; 控制关系; 性能试验;保养;
Abstract The locomotive brake is an important part of the train brake, and insures the safe running of the train. An important part of the normal speed and reliable parking. In order to meet the need of railway transportation, the locomotive braking performance must be put forward certain requirements. For example, can produce large enough braking force; Can easily control the size of the braking force; To coordinate with locomotive other systems; Has the advanced economic technology index, etc. Domestic SS (shaoshan) series electric locomotive to DK - 1 type electric air brake was used as the locomotive brake. Therefore, the requirement for locomotive brake performance, is essentially to DK - 1 air brake performance requirements. DK - 1 type electro pneumatic brake failure is also the main factors affecting its performance, this article introduced our country develop the DK - 1 type of locomotive brake component and function of the DK - 1 type electro pneumatic brake performance parameters, etc and the DK - 1 type brake has carried on the simple introduction, combined with practical experience, detailed introduces the DK - 1 type brake performance test and maintenance. Keywords:Electric locomotive; Brake; The control principle; Performance test; Maintenance;
电力机车制动机检修与保养 电力机车制动机维护与检修题目:电力机车制动机维护与检 姓名:廖格 专业班级: 2014年6月30 日
电力机车制动机检修与保养 摘要机车制动机是列车制动机的重要组成部分, 同时也是保证列车安全运行。正常调速和可靠停车的重要环节。为了满足铁路运输的需要,必须对机车制动性能提出一定的要求。例如:能产生足够大的制动力;能方便地控制制动力的大小;能与机车其他系统协调;具备先进的经济技术指标等。目前我国国产SS系列电力机车所采用的均是DK-1型电空制动机,该制动机是电-空控制方式,具备新型空气制动机的优点,能适应高速以及长大列车的制动性能要求。制动机的性能良好与否,直接关系到行车安全。为保证机车安全运行,制动机的维护与检修相当重要。本文主要介绍典型电力机车DK-1型电空制动机的检查方法和检修工艺流程,包括空气管路柜、制动机各阀类以及制动机其他部件的检修并介绍了DK-1型制动机的性能试验和维修保养。 关键词:电力机车制动机控制关系性能试验及保养 一概述DK-1型机车电空制动机主要部件组成及功用 1、概述 SS4改、SS7E和ss9型电力机车所采用的DK-1型机车电空制动机,从制动机综合功能来讲,与其他机型相比,有较大的改进,除了保留原有的DK-1型电空制动机的减压准确、充风快、停车快、操纵手柄轻巧灵活、司机室内噪声小以及结构简单、便于掌握、便于检修和具有多重性的安全措施等特点外,还 1
电力机车制动机检修与保养 具有列车电控制动、空电联合制动、列车平稳操纵制动、与监控装置配合的自动常用制动等功能。而电路设计中采用制动逻辑控制装置,取代了原有的DK-1型机车制动机上的中间继电器、阻流二极管、压敏电阻,使原有的制动机触点逻辑改为软件逻辑控制,实现了DK-1制动机电气原理的简统化,维修更方便,提高了制动机性能。 2、主要部件组成及功用 DK-1型电力机车制动机系统由司机室内的电控制动控制器和空气制动阀等操纵部件以及车体内的空气管路柜中的电空制动屏、分配阀、紧急阀、电动放风阀、空电联合转换装置等组成。主要部件如下: 电空制动控制器(简称大闸)——用它来操纵全列车的制动和缓解。它有六个工作位置:过充位、运转位、中立位、制动位、重联位和紧急位. 空气制动阀(简称小闸)——用它来单独操纵机车的制动和缓解,而与列车的制动与缓解无关。它有四个工作位置:缓解位、运转位、中立位和制动位。通过其上的电-空转换板杆,可以操纵全列车的制动与缓解。手把下压可以单独缓解机车的制动缸压力。 电空阀——它受电空制动控制器的控制,接通或切断有关气路。设有过充、中立、排1、检查、排2、制动、缓解、重联和与机车辅助系统管路共用的撒砂等电空阀。 中继阀——它根据均衡风缸的压力变化来控制列车管的压力变化,从而完 2
二八、主变压器 1主题内容及适用范围 本标准规定了韶ft 4 电力机车的主变压器(含平波电抗器及滤波电抗器)车上(指单次中修时)的检修工艺流程、工艺要求及质量标准。 本标准适用与韶ft 4 型电力机车段修修程,并作为检修质量评定及验收的标准。 2引用标准 铁道部机务局《韶ft 4 型电力机车段修规程》 3须用材料 汽油棉丝去污粉 4须用设备与工具 电器钳工常用工具兆欧表万用表毛刷电桥 5工艺过程 5.1瓷瓶的检修 5.1.1用去污粉擦拭瓷瓶,表面应光洁。 5.1.2外观检查瓷瓶,不许有裂纹,安装牢靠。 5.1.3瓷瓶表面缺损处,可涂快干漆处理。若表面缺损面积大于 3cm2 时,须经 75KV 耐电压试验。表面缺损面积大于 30cm2 时,须更新。 5.2油路系统的检修 清扫检查各管路接头、阀、散热散(对韶ft 4 改进型机车的主变压器散热器应单独吊下清洗并做泄漏试验)、油位表、油温表、油流继电器等。各部应清洁。各接头阀安装牢固,各部不许有漏油,作用良好。 5.3用 2500V 兆欧表测量各绕组对地绝缘电阻值须符合下列要求 5.3.1主变压器网侧绕组对地绝缘电阻值不小于 1000M Ω
5.3.2主变压器牵引绕组对地绝缘电阻值不小于 500M Ω 5.3.3主变压器辅助绕组对地绝缘电阻值不小于 500M Ω 5.3.4主变压器励磁绕组对地绝缘电阻值不小于 200M Ω 5.3.5平波电抗器绕组对地绝缘电阻值不小于 500M Ω 5.3.6滤波电抗器绕组对地绝缘电阻值不小于 200M Ω 5.4用QJ-44 电桥测量绕组冷态直流电阻值与设计值比较不超过 2%。(记录室温) 对韶ft 4 型电机车(TBQ4-4760/25 型) 网侧绕组电阻,换算到75℃为0.81928 Ω; 牵引绕组电阻,换算到75℃为0.0039853;0.0039781 Ω 辅助绕组电阻,换算到75℃为0.002246 Ω 励磁绕组电阻,换算到75℃为0.000775 Ω 平波电抗器绕组,换算到75℃为0.017063 Ω; 对韶ft 4 改进型电力机车(TBQ8-4923/25 型) 网侧绕组电阻,换算到75℃为1.033 Ω; 牵引绕组电阻,换算到75℃为0.006940;0.006979 Ω 辅助绕组电阻,换算到75℃为0.0024 Ω 励磁绕组电阻,换算到75℃为0.001633 Ω 平波电抗器绕组,换算到75℃为0.01717 Ω; 滤波电抗器绕组,换算到75℃为0.006678 Ω; 5.5检查并烘干干燥剂,其外壳玻璃应完好;如果干燥剂半数以上变色或变质时应更换新品. 5.6提取变压器样油送化验室化验须符合技术要求. 5.7清扫检查各铜排及连接线,连接紧固,不许有裂纹,铜排光洁,不许有过热变色或裂纹,局部缺损不大于原截面的 5%,软连线断股不大于原截面的 10%,否则应更新.
毕业设计(论文)题目 专业班级 姓名 年月日
中期进展情况检查表 年月日
摘要 机车制动机是列车制动机的重要组成部分, 同时也是保证列车安全运行。正常调速和可靠停车的重要环节。为了满足铁路运输的需要,必须对机车制动性能提出一定的要求。例如:能产生足够大的制动力;能方便地控制制动力的大小;能与机车其他系统协调;具备先进的经济技术指标等。目前我国国产SS (韶山)系列电力机车所采用的均是DK-1型电空制动机,该制动机是电-空控制方式,具备新型空气制动机的优点,能适应高速以及长大列车的制动性能要求。制动机的性能良好与否,直接关系到行车安全。为保证机车安全运行,制动机的维护与检修相当重要。本文主要介绍电力机车DK-1型电空制动机的检查方法和检修工艺流程,包括空气管路柜、制动机各阀类以及制动机其他部件的检修并介绍了DK-1型制动机的性能试验和维修保养。 关键词:电力机车; 制动机; 控制关系; 性能试验;保养;
Abstract The locomotive brake is an important part of the train brake, and insures the safe running of the train. An important part of the normal speed and reliable parking. In order to meet the need of railway transportation, the locomotive braking performance must be put forward certain requirements. For example, can produce large enough braking force; Can easily control the size of the braking force; To coordinate with locomotive other systems; Has the advanced economic technology index, etc. Domestic SS (shaoshan) series electric locomotive to DK - 1 type electric air brake was used as the locomotive brake. Therefore, the requirement for locomotive brake performance, is essentially to DK - 1 air brake performance requirements. DK - 1 type electro pneumatic brake failure is also the main factors affecting its performance, this article introduced our country develop the DK - 1 type of locomotive brake component and function of the DK - 1 type electro pneumatic brake performance parameters, etc and the DK - 1 type brake has carried on the simple introduction, combined with practical experience, detailed introduces the DK - 1 type brake performance test and maintenance. Keywords:Electric locomotive; Brake; The control principle; Performance test; Maintenance;
《电力机车检修工量具(仪)的使用》项目报告 姓名王少杰 学号 06308140228 班级机车3142 授课教师薛美英 2015 年 10月 13日
任务评价表任务名称:电力机车检修工量具(仪)的使用
项目一电力机车检修工量具(仪)的使用 【项目任务】 一、游标卡尺的使用方法 二、摇表的使用方法 三、万用表检测二极管的方法 【项目准备】 一、游标卡尺及待测量物品 二、ZC-7摇表 三、万用表、待测二极管,电阻 【实训目的】 了解并学习使用游标卡尺、摇表ZC-7、使用万用表测二极管和三极管【项目实施】 一、游标卡尺:游标卡尺是一种比较精密的量具,在测量中用得最多。通常用来测量 精度较高的工件,它可测量工件的外直线尺寸、宽度和高度,有的还可用来测量槽的深度。如果按游标的刻度值来分,游标卡尺又分0.1、0.05、0.02mm三种。
使用方法 1.测量外径如图,红框内部分,钳住物品,得出测量数据。 2.测量内径如图,红框内部分,在物品内径部分,两端张开,撑住物品,得出测量数据。 3.测量深度如图,红框内部分,探入后,固定标尺,得出测量数据 4.读数方法,可分三步: ①根据副尺零线以左的主尺上的最近刻度读出整毫米数; ②根据副尺零线以右与主尺上的刻度对准的刻线数乘上0.02读出小数; ③将上面整数和小数两部分加起来,即为总尺寸。
5.游标卡尺使用时应注意如下事项: ①使用前,应先擦干净两卡脚测量面,合拢两卡脚,检查副尺0线与主尺0线是否对齐,若未对齐,应根据原始误差修正测量读数。 ②测量工件时,卡脚测量面必须与工件的表面平行或垂直,不得歪斜。且用力不能过大,以免卡脚变形或磨损,影响测量精度。 ③读数时,视线要垂直于尺面,否则测量值不准确。 ④测量内径尺寸时,应轻轻摆动,以便找出最大值。 ⑤游标卡尺用完后,仔细擦净,抹上防护油,平放在合内。以防生锈或弯曲。 二、摇表的使用方法 1.ZC-7型绝缘电阻表适用于测量各种变压器、电机、电缆、电气设备及绝缘材料的绝缘电阻。 使用方法: 1.测量前,应将兆欧表保持水平位置,左手按住表身,右手摇动兆欧表摇柄,转速约120r/min,指针应指向无穷大(∞),否则说明兆欧表有故障。 2.测量前,应切断被测电器及回路的电源,并对相关元件进行临时接地放电,以保证人身与兆欧表的安全和测量结果准确。 3.测量时必须正确接线。兆欧表共有3个接线端(L、E、G)。测量回路对地电阻时,L 端与回路的裸露导体连接,E端连接接地线或金属外壳;测量回路的绝缘电阻时,回路的首端与尾端分别与L、E连接;测量电缆的绝缘电阻时,为防止电缆表面泄漏电流对测量精度产生影响,应将电缆的屏蔽层接至G端。 4.兆欧表接线柱引出的测量软线绝缘应良好,两根导线之间和导线与地之间应保持适当距离,以免影响测量精度。 5.摇动兆欧表时,不能用手接触兆欧表的接线柱和被测回路,以防触电。