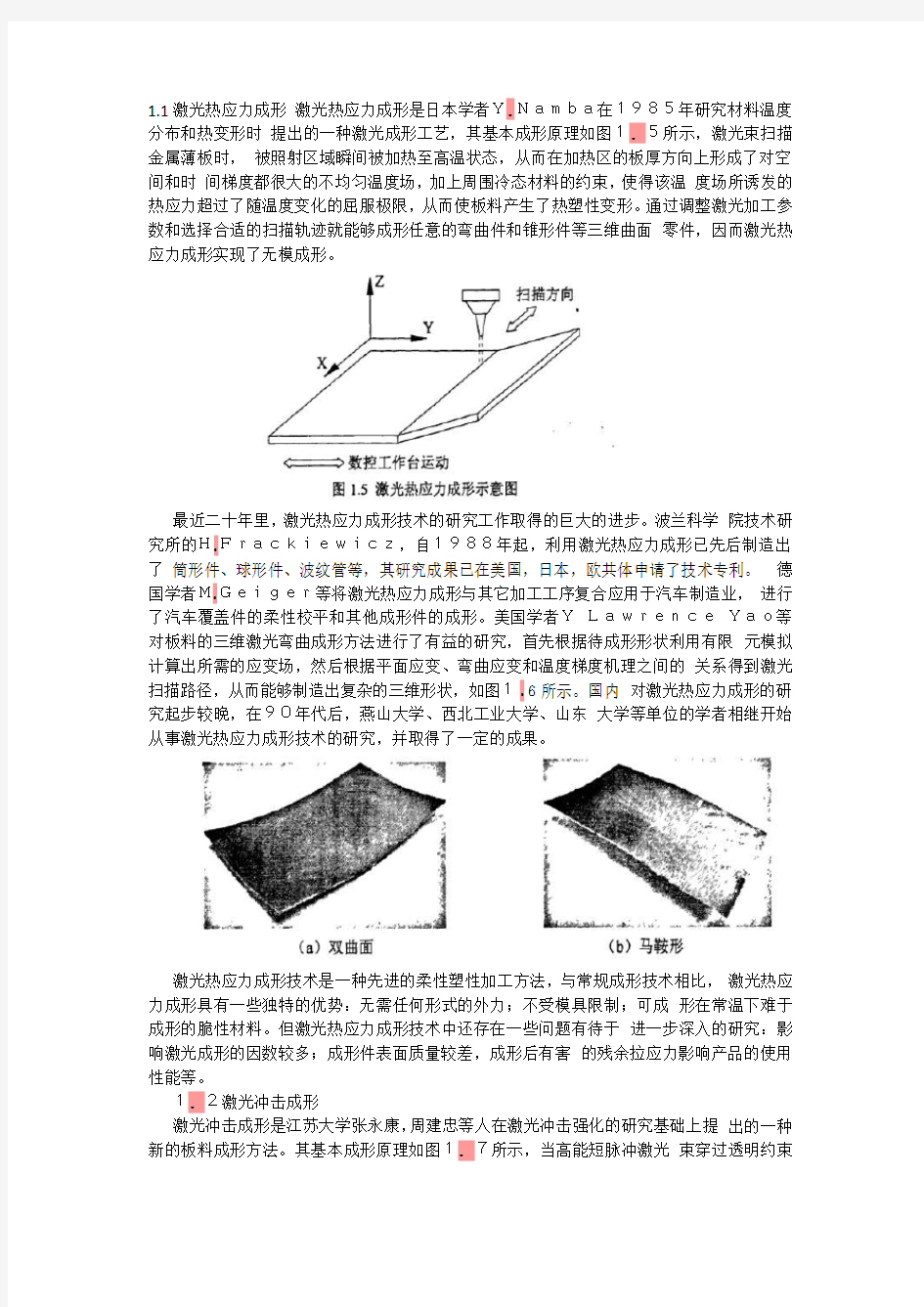
1.1激光热应力成形激光热应力成形是日本学者Y.Namba在1985年研究材料温度分布和热变形时提出的一种激光成形工艺,其基本成形原理如图1.5所示,激光束扫描金属薄板时,被照射区域瞬间被加热至高温状态,从而在加热区的板厚方向上形成了对空间和时间梯度都很大的不均匀温度场,加上周围冷态材料的约束,使得该温度场所诱发的热应力超过了随温度变化的屈服极限,从而使板料产生了热塑性变形。通过调整激光加工参数和选择合适的扫描轨迹就能够成形任意的弯曲件和锥形件等三维曲面零件,因而激光热应力成形实现了无模成形。
最近二十年里,激光热应力成形技术的研究工作取得的巨大的进步。波兰科学院技术研究所的H.Frackiewicz,自1988年起,利用激光热应力成形已先后制造出了筒形件、球形件、波纹管等,其研究成果已在美国,日本,欧共体申请了技术专利。德国学者M.Geiger等将激光热应力成形与其它加工工序复合应用于汽车制造业,进行了汽车覆盖件的柔性校平和其他成形件的成形。美国学者YLawrenceYao等对板料的三维激光弯曲成形方法进行了有益的研究,首先根据待成形形状利用有限元模拟计算出所需的应变场,然后根据平面应变、弯曲应变和温度梯度机理之间的关系得到激光扫描路径,从而能够制造出复杂的三维形状,如图1.6所示。国内对激光热应力成形的研究起步较晚,在90年代后,燕山大学、西北工业大学、山东大学等单位的学者相继开始从事激光热应力成形技术的研究,并取得了一定的成果。
激光热应力成形技术是一种先进的柔性塑性加工方法,与常规成形技术相比,激光热应力成形具有一些独特的优势:无需任何形式的外力;不受模具限制;可成形在常温下难于成形的脆性材料。但激光热应力成形技术中还存在一些问题有待于进一步深入的研究:影响激光成形的因数较多;成形件表面质量较差,成形后有害的残余拉应力影响产品的使用性能等。
1.2激光冲击成形
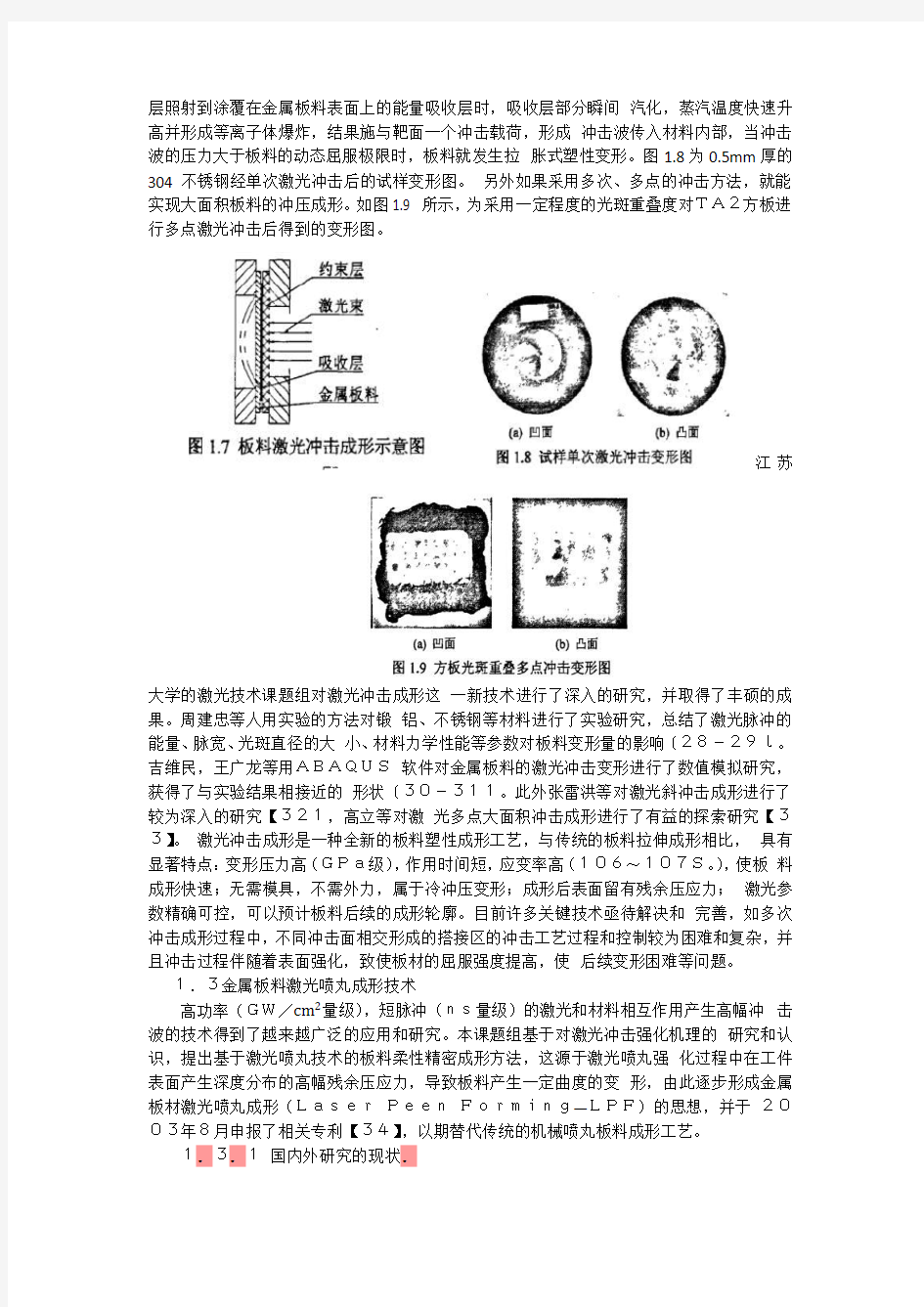
激光冲击成形是江苏大学张永康,周建忠等人在激光冲击强化的研究基础上提出的一种新的板料成形方法。其基本成形原理如图1.7所示,当高能短脉冲激光束穿过透明约束
层照射到涂覆在金属板料表面上的能量吸收层时,吸收层部分瞬间汽化,蒸汽温度快速升高并形成等离子体爆炸,结果施与靶面一个冲击载荷,形成冲击波传入材料内部,当冲击波的压力大于板料的动态屈服极限时,板料就发生拉胀式塑性变形。图1.8为0.5mm厚的304不锈钢经单次激光冲击后的试样变形图。另外如果采用多次、多点的冲击方法,就能实现大面积板料的冲压成形。如图1.9 所示,为采用一定程度的光斑重叠度对TA2方板进行多点激光冲击后得到的变形图。
江苏
大学的激光技术课题组对激光冲击成形这一新技术进行了深入的研究,并取得了丰硕的成果。周建忠等人用实验的方法对锻铝、不锈钢等材料进行了实验研究,总结了激光脉冲的能量、脉宽、光斑直径的大小、材料力学性能等参数对板料变形量的影响〔28-29l。吉维民,王广龙等用ABAQUS软件对金属板料的激光冲击变形进行了数值模拟研究,获得了与实验结果相接近的形状〔30-311。此外张雷洪等对激光斜冲击成形进行了较为深入的研究【321,高立等对激光多点大面积冲击成形进行了有益的探索研究【33】。激光冲击成形是一种全新的板料塑性成形工艺,与传统的板料拉伸成形相比,具有显著特点:变形压力高(GPa级),作用时间短,应变率高(106~107S。),使板料成形快速;无需模具,不需外力,属于冷冲压变形;成形后表面留有残余压应力;激光参数精确可控,可以预计板料后续的成形轮廓。目前许多关键技术亟待解决和完善,如多次冲击成形过程中,不同冲击面相交形成的搭接区的冲击工艺过程和控制较为困难和复杂,并且冲击过程伴随着表面强化,致使板材的屈服强度提高,使后续变形困难等问题。
1.3金属板料激光喷丸成形技术
高功率(GW/cm2量级),短脉冲(ns量级)的激光和材料相互作用产生高幅冲击波的技术得到了越来越广泛的应用和研究。本课题组基于对激光冲击强化机理的研究和认识,提出基于激光喷丸技术的板料柔性精密成形方法,这源于激光喷丸强化过程中在工件表面产生深度分布的高幅残余压应力,导致板料产生一定曲度的变形,由此逐步形成金属板材激光喷丸成形(LaserPeenForming—LPF)的思想,并于2003年8月申报了相关专利【34】,以期替代传统的机械喷丸板料成形工艺。
1.3.1国内外研究的现状.
据文献检索,美国加利福尼亚大学的劳伦斯利佛摩尔国家重点实验室(LawrenceLivermoreNationalLabortatory.LLNL)的Hackle等人也在进行相近的研究,他们对激光喷丸强化和机械喷丸强化所产生的残余应力的大小及其分布进行了研究,发现激光喷丸强化技术产生的残余应力更大更深,并且在多次试验中发现实验结果具有稳定性和一致性,所以提出了控制残余应力分布来实现板料成形的设想,并于2002年6月申请了美国专利“ContourFormingofMetalsByLaserPeening”【35】。专利中形象地提出了激光喷丸成形的概念,指出利用脉冲激光束诱导产生的冲击波锤击金属板料,使其表层产生深度分布的残余压应力,利用该残余压应力可使板料产生弯曲变形。同时通过控制激光脉冲参数、冲击轨迹以及冲击次数,可控制残余应力场的大小和分布,形成与之相对应的残余应力场,从而能实现板材的精密弯蓝成形。图1.10是该实验室利用激光喷丸成形技术成形的马鞍形。专利中称某些成果已成功应用到航空航天和军事领域中关键零部件的成形制造中去,如飞机的机翅、涡轮发动机的叶片等。文中特别指出这种成形方法适合厚(厚度超过3/4,英寸)的、难成形材料的金属板材成形,具有其它成形工艺不具备的明显优势和特殊作用。如图1.11所示,对于各种厚度的铝合金板料,分别采用激光喷丸成形,机械喷丸成形和预模压加热蠕变成形方法进行弯曲成形,结果发现因板料厚度太大,采用预模压加热蠕变成形方法不能有效成形,而机械喷丸成形方法能成形的曲率明显要小于激光喷丸成形所成形的曲率,因此采用激光喷丸成形技术能够精确成形更大曲率要求的厚板料。此外激光喷丸成形的潜在用途还可以精确地矫正零件(如图1.12所示),如机械驱动杆的过度弯曲等。
1.3.2激光喷丸成形的技术特点
激光喷丸成形是一门崭新的技术,它与激光冲击成形相比虽然两者都是利用激光诱导的冲击波作为力源,但激光喷丸成形有其自身的技术特点:
1)激光冲击成形是利用激光诱导的冲击波压力直接使板料发生宏观塑性变形,属于局部胀形拉深工艺,因此适合用于有拉深比要求的零件成形,为此激光诱导的冲击波压力必须大于材料的动态屈服强度,因而所采用的激光脉冲能量必须足够大,这给激光器带来了较高的要求;而激光喷丸成形采用控制脉冲激光参数,在每次激光作用的过程中,板料不产生宏观的塑性变形,而是在板材表面形成适度的残余压‘ 缩应力,通过板料内部残余应力的作用使板料产生平面到曲面的变形,因而可采用小能量实现大变形。
2)对于大面积激光冲击成形的零件,其成形精度需分别采用粗冲成形和精冲成形保证,因此其工艺过程及控制较为复杂。而激光喷丸成形适合于有光滑曲率要求的曲面成形,通过控制激光参数和作用轨迹,控制工件表面的应力场分布形态实现板料成形,因此工艺过程及控制较易实现。
3)激光冲击成形一般适合于薄板件的冲压成形,同时冲击过程中伴随着表面强化,致使板材的屈服强度提高,后续变形困难,因此要实现大面积板料的精密成形较为困难。而激光喷丸成形通过喷丸参数和轨迹的优化,可实现应力场形态的精确控制,从而可实现大型中厚板材的柔性精密弯曲成形。
由于采用激光冲击波代替有质弹丸进行撞击,激光喷丸成形与传统的机械喷丸成形技术相比更有其独特的优势:
1)在成形截面小于2cm厚的小曲率零件方面,激光喷丸成形优于机械喷丸成形,更重要的是在厚度大于2cm的厚板上也可成形类似的曲线,而传统机械喷丸成形则因板材太厚而不能有效成形。
2)成形精确可控。在激光喷丸成形过程中,可以通过调整激光参数的大小和喷丸次数来控制金属板料表面残余压应力的大小和深度,从而控制金属板料内部残余应力场的分布,以实现金属板料的精确成形。
3)成形后的工件表面质量高。与机械喷丸成形相比,激光喷丸成形不会在金属表面产生畸变和机械损伤,而且激光喷丸进行成形的同时产生的压应力可对板料起到强化作用,提高了零件抗疲劳、抗腐蚀、抗变形的性能。
4)清洁、方便。机械喷丸成形需要在每次喷丸结束后对弹丸进行收集、清洗、,分级以及破粒去除,而激光喷丸成形是一种绿色制造技术,不需要这个程序。
2.1板料激光喷丸成形的物理过程
激光喷丸成形技术是在激光喷丸强化技术和机械喷丸技术的基础上提出的,其基本原理如图2.1所示,利用高功率密度(GW/cm2量级)、短脉冲(ns量级)的激光束取代有质弹丸冲击金属板料表面时,激光束穿过约束层(水帘)照射到板料表面的吸收层(黑漆),黑漆涂层吸收激光能量瞬间汽化产生等离子体,等离子体吸收激光能量后温度升高并向外膨胀。由于膨胀等离子体被限制在金属表面和约束层之间,因此导致高温高压的等离子体发生爆炸,产生一个高幅值压力脉冲,压力脉冲便以冲击波的形式作用在板料的表面,这犹如若干个有质弹丸喷射到板料表面,由于冲击波压力高达数个GPa,远大于材料的动态屈服强度,引起材料表层发生微观塑性变形,表层和内层间的不均匀塑性变形便在板料内部产生一定深度的残余压应力,它破坏了板料原有的力系平衡。对于一定厚度的板料,
经过多次多点的激光喷丸后,板料内部的残余应力值增加,当残余压应力值达到一定数值时,板料唯有发生宏观变形才能使其内部力系达到新的平衡,因此受喷板料发生一定的弯曲变形。由于适度分布的应力场形态对应着一定曲率的板材形状,故可以通过调整激光参数、喷丸轨迹和喷丸次数等,形成与之相对应的残余应力场,实现板材光滑曲率的精密成形。
由以上分析可知,激光喷丸成形技术是利用了激光的力效应,即利用激光诱导产生的冲击波压力在板料厚度方向上产生沿深度分布的高幅残余压应力,在高幅残余压应力的作用下使板料发生弯曲变形的一种板料成形方法。整个激光喷丸成形过程如图2.2所示,可分成三个阶段:
(1)激光冲击波的产生
(2)激光冲击波在金属表层产生一定深度分布的残余压应力
(3)一定形式分布的残余压应力释放使板料产生弯曲变形。
1激光精密加工 激光由于其优良的光束特性, 自诞生以来, 就在工业加工领域起着非常重要的作用, 并且不断地深入到工业生产的各个领域, 以其独特的优越性, 成为未来制造业的重要加工手段, 被誉为 21世纪的加工技术。 1 激光精密加工 激光精密加工是利用高强度的激光束, 经光学系统聚焦后, 激光束的功率密度达到104 ~ 1011 W/cm2, 加工工件置于激光束焦点附近, 通过激光束与加工工件的相对运动来实现对加工工件的热加工, 加工精度一般在几微米到数十微米。激光束可以 聚焦到很小的尺寸, 所以特别适合于精密加工。激光精密加工所用激光器为各种脉 冲或调Q 固体激光器, 半导体激光器, 脉冲Nd:YAG激光器以及最近几年开始不断推广的光纤激光器和紫外激光器等。各种脉冲激光器的聚焦光斑很小, 功率密度很大, 工件加热范围小, 加工精度和定位精度高而且热影响区小。与一般的机械加工相 比较, 激光精密加工具有许多优点 (1加工的对象范围广, 几乎所有的金属材料和非金属材料如钢材、耐热合金、 陶瓷、宝石、玻璃、硬质合金及复合材料都可以加工。 (2加工精度高, 在一般情况下均优于其他传统的加工方法, 如电火花加工、电子束加工等。 (3属于非接触加工, 无工具磨损, 热影响区和变形很小, 因而能加工十分微小的零部件。而且激光束能量可控制, 移动速度可调。 (4自动化程度高, 可以用计算机进行控制, 加工速度快, 工效高, 可很方便地进行任何复杂形状的加工。 (5大部分激光器可与光导纤维系统组合使用, 具有革新性的纤维传送系统与激光器结合大大增加了激光加工系统的方便性与灵活性, 这种组合系统对于工业上的多工作台同时加工及机器人或机械手操纵非常理想。
1.1激光热应力成形激光热应力成形是日本学者Y.Namba在1985年研究材料温度分布和热变形时提出的一种激光成形工艺,其基本成形原理如图1.5所示,激光束扫描金属薄板时,被照射区域瞬间被加热至高温状态,从而在加热区的板厚方向上形成了对空间和时间梯度都很大的不均匀温度场,加上周围冷态材料的约束,使得该温度场所诱发的热应力超过了随温度变化的屈服极限,从而使板料产生了热塑性变形。通过调整激光加工参数和选择合适的扫描轨迹就能够成形任意的弯曲件和锥形件等三维曲面零件,因而激光热应力成形实现了无模成形。 最近二十年里,激光热应力成形技术的研究工作取得的巨大的进步。波兰科学院技术研究所的H.Frackiewicz,自1988年起,利用激光热应力成形已先后制造出了筒形件、球形件、波纹管等,其研究成果已在美国,日本,欧共体申请了技术专利。德国学者M.Geiger等将激光热应力成形与其它加工工序复合应用于汽车制造业,进行了汽车覆盖件的柔性校平和其他成形件的成形。美国学者YLawrenceYao等对板料的三维激光弯曲成形方法进行了有益的研究,首先根据待成形形状利用有限元模拟计算出所需的应变场,然后根据平面应变、弯曲应变和温度梯度机理之间的关系得到激光扫描路径,从而能够制造出复杂的三维形状,如图1.6所示。国内对激光热应力成形的研究起步较晚,在90年代后,燕山大学、西北工业大学、山东大学等单位的学者相继开始从事激光热应力成形技术的研究,并取得了一定的成果。 激光热应力成形技术是一种先进的柔性塑性加工方法,与常规成形技术相比,激光热应力成形具有一些独特的优势:无需任何形式的外力;不受模具限制;可成形在常温下难于成形的脆性材料。但激光热应力成形技术中还存在一些问题有待于进一步深入的研究:影响激光成形的因数较多;成形件表面质量较差,成形后有害的残余拉应力影响产品的使用性能等。 1.2激光冲击成形 激光冲击成形是江苏大学张永康,周建忠等人在激光冲击强化的研究基础上提出的一种新的板料成形方法。其基本成形原理如图1.7所示,当高能短脉冲激光束穿过透明约束
TASK 70-47-01-380-016 1. 概述。 A. 喷丸是利用金属丸,玻璃丸,陶瓷丸来达到工件表面强化的 工艺。实质上,它在表面形成残余压应力,从而提高了抗压 力腐蚀和和抗击循环疲劳的能力。特定零件表面修整所需的 介质的成分,尺寸,强度和覆盖率都在发动机/车间手册中有 具体规定。 B. 喷丸介质通过高压风冲击工作表面。喷丸射流有直接冲击和 反射冲击两种方法。直接冲击是使用标准喷嘴,偏转喷嘴或 者长矛枪喷嘴与零件表面成35度角冲击而成的线状气流。反 射冲击是非线状冲击,工件表面通过另一表面反射的喷丸射 流而完成喷丸。 C. 喷丸主要使用干介质。然而,湿玻璃丸喷丸法可以用作干玻 璃丸喷丸法的替代方法。不同的介质用不同的范围来表征喷 丸强度。金属丸主要用来表征阿尔门A范围的喷丸强度。陶 瓷丸和玻璃丸介质用阿尔门N范围指定的强度来喷射零件。 注意:低强度喷丸可以使用金属喷丸,用阿尔门N试片来测量。 D. 在喷丸操作的阿尔门N范围内,陶瓷丸可以用作玻璃丸的替 代品。因为质量和尺寸上的差别,陶瓷丸和玻璃丸介质在喷 丸时的参数也不一样。当使用陶瓷介质时,喷丸机的参数需
要重新设定。对于指定的阿尔门强度,陶瓷丸比起玻璃丸能 产生更深的应力层。因此,当在含有薄片状(比如叶片前缘) 的工件上进行喷丸程序时,喷丸强度最好定在允许强度范围 的前半部分。 E. 喷丸操作通常由计算机控制,自动控制或人工设备控制以及 加工来完成。参考,设备。 F. 替代喷丸介质的使用,参考,,和,材料。 G. 不同种类,硬度,尺寸的喷丸介质不能混合在一起。 2. 设备。 Subtask 70-47-01-380-161 A. 喷丸机包括使喷丸射流受控的可移动喷嘴,使工件通过喷丸 射流的的转动和回转工作台,使喷丸介质输送至喷嘴的机构, 去除设备运转过程中产生的破损丸粒的筛分装置和控制喷丸 时间的记时装置。一些特殊设备,比如在孔里、槽里或凹陷 工件上喷丸的矛枪和偏转仪需要具备。同样也需要提供一个 延伸喷嘴来达到这些难以达到的区域。 (1) 通用喷丸设备。所有的喷丸设备应满足以下基本要求: (a) 喷丸机通过空气压力驱动喷丸介质。轮式喷丸是不 允许的。 (b) 当喷丸机将工件以平移或者旋转(或者两者兼有)的
SLA工艺也称光造型或立体光刻,是基于液态光敏树脂的光聚合原理工作的。这种液态材料在一定波长和强度的紫外光照射下能迅速发生光聚合反应,分子量急剧增大,材料也就从液态转变成固态。液槽中盛满液态光固化树脂,激光束在偏转镜作用下,能在液态表面上扫描,扫描的轨迹及光线的有无均有计算机控制,光点打到的地方,液体就固化。成型开始时,工作平台在液面下一个确定的深度,聚焦后的光斑在液面上按计算机的指令逐点扫描,即逐点固化。当一层扫描完成后,未被照射的地方仍是液态树脂。然后升降台带动平台下降一层高度,已成型的层面上又布满一层树脂,刮板将粘度较大的树脂液面刮平,然后再进行下一层的扫描,新固化的一层牢固地粘在前一层上,如此重复直到整个零件制造完毕,得到一个三维实体模型。SLA方法是目前快速成型技术领域中研究得最多的方法,也是技术上最为成熟的方法。SLA工艺成型的零件精度较高,加工精度一般可达到0.1mm,原材料利用率近100%。 成型技术特点 快速成型技术具有一下几个重要特征:1)可以制造任意复杂的三维几何实体。由于采用离散/堆积成型的原理,它将一个十分复杂的三维制造过程简化为二维过程的叠加,可实现对任意复杂形状零件的加工。越是复杂的零件越能显示出RP技术的优越性。此外,RP技术特别适合复杂型腔、复杂型面等传统方法难以制造甚至无法制造的零件。2)快速性。通过对一个CAD模型的修改或重组就可获得一个新零件的设计和加工信息。从几个小时到几十个小时就可制造出零件,具有快速制造的突出特点。3)高度柔性。无需任何专用夹具或工具即可完成复杂的制造过程,快速制造工模型、原型或零件。4)快速成型技术实现了机械工程学科多年来追求的两大先进目标,即材料的提取(气、液、固相)过程与制造过程一体化和设计(CAD)与制造(CAM)一体化。5)与反求工程(Reverse Engineering)、CAD技术、网络技术、虚拟现实等相结合,成为产品快速开发的有力工具。 流程示意 快速成型的工艺过程具体如下: 1)产品的三维模型的构建。由于RP系统是由三维CAD模型直接驱动,因此首先要构建所加工工件的三维CAD模型。该三维CAD模型可以利用计算机辅助设计软件(如Pro/E,I-DEAS, Solid Works,UG等)直接构建,也可以将已有产品的二维图样进行转换而形成三维模型,或对产品实体进行激光扫描、CT断层扫描,得到点云数据,然后利用反求工程的方法来构造三维模型。 2)SLA激光快速成型 SLA工艺也称光造型或立体光刻,是基于液态光敏树脂的光聚合原理工作的。这种液态材料在一定波长和强度的紫外光照射下能迅速发生光聚合反应,分子量急剧增大,材料也就从液态转变成固态。液槽中盛满液态光固化树脂,激光束在偏转镜作用下,能在液态表面上扫描,扫描的轨迹及光线的有无均有计算机控制,光点打到的地方,液体就固化。成型开始时,工作平台在液面下一个确定的深度,聚焦后的光斑在液面上按计算机的指令逐点扫描,即逐点固化。当一层扫描完成后,未被照射的地方仍是液态树脂。然后升降台带动平台下降一层高度,已成型的层面上又布满一层树脂,刮板将粘度较大的树脂液面刮平,然后再进行下一层的扫描,新固化的一层牢固地粘在前一层上,如此重复直到整个零件制造完毕,得到一个三维实体模型。 3)成型零件的后处理。 从成型系统里取出成型件,进行打磨、抛光、涂挂,或放在高温炉中进行后烧结,进一部提高其强度。 材料性能
喷丸综述 铝合金做为一种在工业中广泛使用的金属材料,以其优良的力学强度和相对较低的密度,在航空工业中也有广泛的应用。 在使用过程中,随着使用时间的延长材料的性能总会发生变化,从而影响其使用寿命。最主要的的失效形式为材料的断裂,引起材料发生断裂的原因主要是在使用过程中受到载荷的循环作用,使其抗疲劳性能降低,从而在高的循环载荷作用下使材料发生断裂。 材料处理不当或者材料表面完整性不好,表面凸凹不平,都会导致材料在使用过程中容易发生失效。 表面完整性是指表面形貌、表面粗糙度、表面硬度、残余应力、表面显微组织结构等内在表面状态的完好程度。金属材料表面改性的主要目的是通过改善表面完整性来提高材料抗疲劳、抗应力腐蚀以及磨损的能力。当前提高材料表面完整性的方法主要有物理方法、化学方法、机械方法等。物理方法主要是采用表面淬火的方式,化学方法主要是采用渗碳或者渗氮的方式,机械方法主要有挤压、滚压、抛光、喷丸、干涉配合等方式。 与其他表面强化技术相比,喷丸表面强化技术具有强化效果显著、适用面广、耗能低、实施方便等优点,目前在航空航天、国防工业、汽车、船舶、石油化工和农业部门等重要领域得到了广泛应用。 喷丸表面强化技术就是大量高速弹丸(多为球体)重复撞击工 件表面,并在其表层受弹丸撞击及附近区域形成弹塑性变形区,如图
1所示。研究认为,表面强化层的存在不仅提高了结构件表面的硬度和耐磨性,更重要的是在结构件表层形成了残余压应力层,该残余压应力层可有效降低结构件服役过程中的有效工作应力(如图2所示),使得裂纹源萌生于结构件次表面,并减缓裂纹扩展速率,从而显著地提高结构件的抗疲劳性能。 图1 喷丸表面强化技术
一、前处理—— 对于工件在被喷涂、喷镀保护层(油漆或其它防腐物料)之前,工件表面均应进行认真的处理,称之为前处理。 前处理质量好坏,影响着涂层的附着力、外观、涂层的耐潮湿及耐腐蚀等方面,因最好的涂膜(层)都是粘附到被认真清理的表面。前处理工作做的不好,锈蚀仍会在涂层下继续蔓延,使涂层成片脱落。经过认真清理的表面和一般简单(手工用砂纸或刷子)清理的工件,用暴晒法进行涂层比较,寿命可相差4-5倍。表面清理的方法很多,但被接受最普遍的方法是:A.溶剂清理 B.酸洗 C.手动工具D.动力工具。 在这几种方式中,每种方式都有各自的适用范围,但在所有表面清理方法中,喷砂方法是最彻底、最通用、最广泛的方式,原因是: A喷砂比其它方式对工件表面清理的速度和彻底最佳。 B没有其它哪种工艺方法允许你在四种公认的、普遍接受的清洁度之间进行任意选择。 二、喷砂—— 是采用压缩空气为动力形成高速喷射束,将喷料(铜矿砂、石英砂、铁砂、海砂、金刚砂等)等高速喷射到需处理工件表面,使工件外表面的外表发生变化,由于磨料对工件表面的冲击和切削作用,使工件表面获得一定的清洁度和不同的粗糙度,使工件表面的机械性能得到改善,因此提高了工件的搞疲劳性,增加了它和涂层之间的附着力,延长了涂膜的耐久性,也有利于涂料的流平和装饰。 三、与其它前处理工艺(如酸洗、工具清理)对比—— 1) 喷砂处理是最彻底、最通用、最迅速、效率最高的清理方法。 2) 喷砂处理可以在不同粗糙度之间任意选择,而其它工艺是没办法实现这一点的,手工打磨可以打出毛面但速度太慢动作,化学溶剂清理则清理表面过于光滑不利于涂层粘接。 (一)工件涂镀、工件粘接前处理 喷砂能把工件表面的锈皮等一切污物清除,并在工件表面建立起十分重要的基础图式(即通常所谓的毛面),而且可以通过调换不同粒度的磨料,达到不同程度的粗糙度,大大提高工件与涂料、镀料的结合力。或使粘接件粘接更牢固,质量更好。 (二)铸锻件毛面、热处理后工件的清理与抛光 喷砂能清理铸锻件、热处理后工件表面的一切污物(如氧化皮、油污等残留物),并将工件表面抛光提高工件的光洁度,起到美化工件的作用。 喷砂清理能使工件露出均匀一致的金属本色,使工件外表更美观,达到美化装饰的作用。 (三)机加工件毛刺清理与表面美化 喷砂能清理工件表面的微小毛刺,并使工件表面更加平整,消除了毛刺的危害,提高了工件的档次。并且喷砂能在工件表面交界处打出很小的圆角,使工件显得更加美观、更加精密。 (四)改善零件的机械性能 机械零件经喷砂后,能在零件表面产生均匀细微的凹凸面(基础图式),使润滑油得到存储,从而使润滑条件改善,并减少噪声提高机械使用寿命。 (五)光饰作用 1、对各种工件表面抛光,使工件表面更美观。
激光的发明及广泛应用摘要:激光器的发明是20世纪科学技术有划时代意义的一项成就。从近代一开始,激光理论、激光器件、激光应用各方面的研究广泛开展,各种激光器如雨后春笋一般涌现。几十年来,激光科学成果累累,已成为影响人类社会文明的又一重要因素。 关键字:受激辐射粒子数反转放大器 1960年5月16日,世界上第一个激光器——红宝石激光器发出了一束神奇的光,它的名字叫“激光”。最初中文的名称叫做“镭射”、“莱塞”,是它的英文名称LASER的音译。LASER是英文“受激辐射的光放大”的缩写。 什么叫做“受激辐射”?他基于伟大的科学家爱因斯坦在1916年提出了的一套全新的理论。这一理论是说在组成物质的原子中,有不同数量的粒子(电子)分布在不同的能级上,在高能级上的粒子受到某种光子的激发,会从高能级跳到(跃迁)到低能级上,这时将会辐射出与激发它的光相同性质的光,而且在某种状态下,能出现一个弱光激发出一个强光的现象。这就叫做“受激辐射的光放大”,简称激光。 普朗克的能量子假说和爱因斯坦的光量子理论为量子电子学的发展奠定了基础。特别是爱因斯坦1916年对辐射
理论的分析,为激光提供了理论基础。 而美国马萨诸塞州坎布里奇的麻省理工学院的汤斯(CharlesH.Townes,1915—)也为此做出了不可磨灭的贡献。他研究的是微波和分子之间的相互作用。他计算出把分子束系统的高能态与低能态分开,并使之馈入腔中的条件。他还考虑到腔中应充有电磁辐射以便激发分子进一步辐射,从而提供了反馈,保持持续振荡。 这时拍赛尔和庞德在哈佛大学已经实现了粒子数反转,不过信号太弱,人们无法加以利用。当时人们已经认识到,粒子数反转是放大的必要条件。汤斯认为是粒子没有办法放大。他一直在苦思这个问题。他设想如果将介质置于诸振腔内,利用振荡和反馈,也许可以放大。汤斯很熟悉无线电工程,所以别人没有想到的,他先想到了。 汤斯开始按他的新方案进行工作。这个组的成员有博士后齐格尔(H.J.Zeiger)和博士生戈登(J.P.Gordon)。后来齐格尔离开哥伦比亚,由中国学生王天眷接替。汤斯选择氨分子作为激活介质。这是因为他从理论上预见到,氨分子的锥形结构中有一对能级可以实现受激辐射,跃迁频率为23870 MHz。氨分子还有一个特性,就是在电场作用下,可以感应产生电偶极矩。氨的分子光谱早在1934年即有人用微波方法作出了透彻研究。1946年又有人对其精细结构作了观察,这都为汤斯的工作奠定了基础。
目录 1 前言 (1) 1.1 概述 (1) 1.2 冷轧薄板用途一般冷轧薄板和毛化板的区别 (2) 2 激光毛化原理 (4) 2.1 激光产生原理 (4) 2.2 激光毛化原理 (7) 2.2.1 激光毛化轧辊 (7) 2.2.2 钢板的毛化 (9) 2.3激光毛化的分类 (10) 2.3.1 CO2激光毛化系统 (10) 2.3.2 YAG激光毛化系统 (11) 2.4 激光毛化的主要特点 (12) 2.5 不同毛化方法的比较 (13) 3 瑞通千里激光设备有限公司生产的YAG激光毛化设备 (15) 3.1 LT S-YAG型激光毛化系统主要组成部分 (15) 3.2 主要技术参数 (15) 3.3 装备主要型号 (16)
3.4 生产工艺 (16) 3.5 应用范围 (16) 3.6 LTS-YAG激光毛化装备的主要特点 (16) 3.7 市场前景 (17) 激光毛化原理与特点 一前言 1.1 概述 随着国民经济的快速发展,各行各业对金属板带箔的质量要求越来越高,用户希望毛化板能够达到国外新产品的品质。据权威部门统计:2006年,我国共产钢材44685万吨,与上年同期相比,净增9172万吨,增幅达24.45%。其中2006年,我国共产冷轧薄板3706万吨。跟上年同期相比,净增1024万吨,增幅达39.11%。即冷轧薄板的增幅比钢材增幅高14.66%。2006年,我国冷轧薄板进口70.24万吨,跟上年同期相比,锐减56.92万吨,减幅为48 .79%。同样,2006年,我国出口冷轧薄板46.35万吨,跟上年同期相比,猛增29.38万吨,增幅为173.2%。表明我国冷轧薄板产品饱和的端倪开始出现,下一轮冷轧薄板的市场竞争将白热化。
第3章激光快速成型机软件的操作 3.1概述 快速成型制作流程如图3-1所示,在利用快速成型机制做原型以前,必须先将用户所需的零件设计出CAD 模型,再将CAD 模型转换成快速成型机能够使用的数据格式,最终通过控制软件控制设备的加工运行。设计可以利用现在广泛应用在设计领域的三维CAD 设计软件,如Pro/E 、UG 、CATIA 、SolidWorks 、SolidEdge 、Inventor 、CAXA 、AutoCAD 等生成,在此不再叙述。如果已有设计好的油泥模型或有零件需要仿制,可以通过反求工程扫描完成CAD 模型(见反求章节)。 图3-1快速成型的制作流程图 快速成型机可直接根据用户提供的STL 文件进行制造。用户可使用能输出STL 文件的CAD 设计系统(如Pro/E 、UG 、CATIA 、SolidWorks 、Ideas 等)进行CAD 三维实体造型,其输出的STL 面片文件可作为快速成型机软件的输入文件。从上面流程图可见,数据处理软件接受STL 文件后,进行零件制作大小、方向的确定,对STL 文件分层、支撑设计、生成SPS 系列激光快速成型机的加工数据文件,激光快速成型机控制软件根据此文件进行加工制作。本章主要讲从以有三维CAD 开始介绍如何将其转换为快速成型机能够使用的数据格式并详细的说明激光快速成型机的控制软件的造作。介绍RPdata10.0数据处理软件、由数据处理软件实现用户设计目标 CAD 三维实体造 导出STL 格式数据 加载STL 格式数据 确定造型方向或制作布局 自动生成支撑 自动分层处理 SLC/HDI 格式数据输出 选择成型机型号 对应成型机数据加载、制作 RP 原型
第42卷 第6期2018年11月 激 光 技 术 LASER TECHNOLOGY Vol.42, No.6 November ,2018 文章编号:1001-3806( 2018)06-0758-06金属箔材无模激光多点冲击成形工艺研究 张 凯1 ,叶云霞1,2* ,赵 雳1 ,饶 宵 1 (1.江苏大学机械工程学院,镇江212013;2.江苏大学激光技术研究所, 镇江212013)摘要:为了解决金属箔材微拉深工艺中高昂的微型模具设计制造成本问题, 采用无模具激光冲击微成形方法,对脉宽5ns 、 直径50μm 的高重复频率激光光斑微冲击成形20μm 厚T2铜箔进行了理论分析和实验验证。结果表明,在约束层没有破损的情况下,凹坑深度h 、凹坑底平面直径L 1 和凹坑壁倾斜程度(L -L 1 )随着单脉冲能量E 及光斑搭接率增加 线性增大;激光扫描内外圆周顺序对凹坑深度没有影响,但会对凹坑底平面直径有影响,先扫描外圆周时会形成更大的凹坑底平面直径,无需模具,凹坑形貌是可控的。这一结果对激光无模微拉深渐进成形的进一步研究是有帮助的。 关键词:激光技术; 激光冲击成形;实验法;金属箔材;无模具;渐进成形中图分类号:TG665 文献标志码:A doi : 10.7510/jgjs.issn.1001-3806.2018.06.006Study on die-less multi-point laser shock forming of metal foils ZHANG Kai 1,YE Yunxia 1,2 ,ZHAO Li 1, RAO Xiao 1 (1.School of Mechanical Engineering ,Jiangsu University ,Zhenjiang 212013,China ;2.Institute of Laser Technology ,Jiangsu University ,Zhenjiang 212013,China ) Abstract :In order to solve the problem of high cost of micro mold design and manufacturing in metal foil micro deep drawing process ,a die-less laser shock micro-forming method was used.A high repetition frequency laser with pulse width of 5ns and spot diameter of 50μm was shocked on the T2copper foil with thickness of 20μm ,and theoretical analysis and experimental verification were carried out.The results show that , when the confinement layer is not damaged ,the pit depth h ,the diameter of pit bottom L 1 and the inclination of pit wall (L -L 1 )increase linearly with the increase of single pulse energy E and spot overlapping rate.The order of inner and outer circumference of laser scanning has no effect on the depth of pits.But it will affect the diameter of the bottom of the pit.When scanning the outer circumference firstly ,a larger bottom diameter pit will be formed. The shape of the pit is controllable without die.The study is helpful to the further study on die-less laser micro drawing progressive forming. Key words :laser technique ;laser shock forming ;experimental method ;metal foils ;die-less ;progressive forming 基金项目:江苏省自然科学基金资助项目(BK20171297);江苏省六大人才高峰资助项目(GD2B-020)作者简介:张 凯(1993-),男,硕士研究生,主要从事激光加工方面的研究。 *通讯联系人。E-mail : yeyunxia@https://www.doczj.com/doc/0816207975.html, 收稿日期:2018-01-18;收到修改稿日期:2018-03-30 引 言 随着微机电系统(micro-electro-mechanical system ,MEMS ) 的快速发展,精密度高和可靠性高的微型零件需求量不断增加,制造要求也不断提高[1-5 ],这促进了微型零件加工制造技术的快速发展。激光冲击成形是制造微型金属零件的重要方法之一,相关成形方法和理论是目前非常活跃的研究领域[5-7 ]。美国HACKEL 等人[8 ]正式提出金属激光喷丸成形加工方法;同年 ZHANG 等人[9 ]从理论和实验角度研究了光斑直径约 12μm 的小能量激光单点冲击90μm 厚的铜箔,研究了铜箔变形过程,证明了把激光冲击成形技术运用于箔材微成形的可能性。 把激光微冲击成形技术运用到金属箔材微拉深成形,有望解决传统技术高昂模具成本、摩擦效应等问题[10 ],具有广阔的应用前景。国内外很多学者做了相关的研究。VOLLERTSEN 等人[11 ]成功用激光单点多次冲击和微型杯状模具,以50μm 和20μm 厚的铜箔和铝箔为靶材,成形出微型杯状零件。LIU 等人[12 ]用环形阵列微型模具,成功实现10μm 铜箔阵列微圆形环状的3-D 成形,为工业上大量规整微型零件生产提供一种加工工艺方法。SHEN 等人[13-14 ]用阵列方形和四叶草状的微型模具,完成了10μm 和17μm 铝箔的 方形和四叶草状的3-D 微成形, 证明了这种工艺方法万方数据
FEATURE 近年来,国内外喷丸技术发展迅速,以激光喷丸、超声喷丸及高压水喷丸为代表的新方法、新技术相继出现,使得喷丸技术的应用领域和范围更加广泛,能够满足现代航空、航天等高精尖制造领域对喷丸技术的多样化需求。 中航飞机股份有限公司西安飞机分公司 张 炜 曹 亮 高国强 张万瑜西北工业大学陕西省数字化制造工程技术研究中心 王永军 孙宝龙 国内外航空喷丸技术与 装备发展 Development of Shot Peening Technology and Equipment in Aviation Industry 丸技术的自动化程度和精度也取得 了长足发展,在欧洲空间组织运载火箭阿丽亚娜5号(图2)以及空中客车公司的A380的大型机身整体壁板的成形技术方面上都应用了自动化喷丸技术,省去了繁琐的人工校形工作,在保证成形件质量和精度的同时,显著地提高了喷丸效率[2-3]。 随着ARJ 和C919相关型号的研制和应用,我国的喷丸技术研究已经处于较高水平,攻克了多项喷丸关键技术。 喷丸技术研究现状 喷丸技术可以追溯到19世纪70年代,美国人Benjamin Chew Tilghman 发明了冷硬铸铁喷丸技术。早期的喷丸技术主要用于工件的表面清理和强化,使工件的表面层残留 喷丸是利用高速弹丸流对金属构件表面进行撞击,使构件表面产生塑形变形层并引入残余压应力,以提高零件的疲劳性能和改变零件的表面状态。喷丸技术是飞机机翼整体壁板成形以及飞机结构件强化的有效方法,并且在喷丸过程中不需要专门模具。按照应用范围可分为喷丸 成形和喷丸强化两种工艺方法(图1)。喷丸成形又以可分为单面喷丸和双面喷丸,另外按照喷丸成形前构件是否引入弹性预加载荷可以分为自由状态喷丸和预应力喷丸[1]。预应力喷丸是通过机械预应力夹具,使工件处于单向预拉应力条件下,随后在具有拉应力的表面进行喷丸,当预应力被释放后,喷丸表面沿预应力方向的压应力要大于与其正交的另一方向。 近年来,随着计算机技术和数字化技术的迅速发展,对喷丸技术的研究和应用都起到了很大的推动作用,使得喷丸技术的应用范围更广,不仅仅是飞机大型机翼整体壁板、火箭大型整体结构舱体等大型整体件,其他具有复杂外形结构的航空航天结构件也得到了很大的发展。另外, 喷 张 炜 西飞公司喷丸厂厂长,长期从事喷丸技术研究,参与了国内多个重要型号关键技术攻关,解决了制约我国先进飞机喷丸成形及强化的瓶颈技术难题。 DOI:10.16080/j.issn1671-833x.2013.17.001
激光共聚焦显微镜技术 The techniques and applications of Confocal Laser Scanning Microscopy 激光共聚焦显微镜(LSCM)的发展简史 1957年,Marvin Minsky提出了共聚焦显微镜技术的某些基本原理,获得了美国的专利。1978年,阿姆斯特丹大学的G.J.Brakenhoff首次展示了改善了分辨率的共焦显微镜。 1985年,Wijnaendtsvan Resandt推出了第一台对荧光标记的材料进行光切的共焦显微镜 激光共聚焦显微镜(LSCM)的发展简史 ?80年代末,各家公司都推出了商品化的共焦显微镜,英国的Bio-Rad公司的MRC系列,德国Leica公司的TCS系列,Zeiss公司的LSM系列等。 ?近二十年来,从滤片型到光谱型,人们对共焦高分辨率,采集图像快速,技术的改进及应用开发不断进行,出现了很多新的技术。如双光子,FCS,FLIM ,STED等。 共焦显微镜的优点 人眼分辨率:0.2mm 光学显微镜分辨率:0.25μm 电子显微镜分辨率:0.2nm 共焦显微镜分辨率:μm 共焦显微镜的优点 ?电子显微镜的缺陷: 1.只能观察固定样品 2.样品制备过程(固定、包埋、切片)造成的假象 ?荧光显微镜的缺陷: 1.可以观察活细胞或组织,但细胞或组织内结构高度重叠。 2.荧光具有强散射性,造成图像实际清晰度的大大下降。 3.荧光漂白很快,使荧光图像的拍照有困难。 4.如果荧光滤片选配不当,多荧光标记样品图像的采集很困难,且很难抑制光谱交叉。 共焦显微镜的优点 ?共焦显微镜与传统显微镜的区别 1.抑制图像的模糊,获得清晰的图像 激光扫描共焦显微镜技术 ?共焦显微镜与传统显微镜的区别
附录A SSPC表面处理标准 ? SP-1 溶剂清洗 ? SP-2 手工工具处理 ? SP-3 机动工具处理 ? SP-4 燃烧处理 ? SP-5 彻底喷砂(白金属) ? SP-6 中度喷砂(商用) ? SP-7 轻度喷砂(普通) ? SP-8 浸酸(化学处理) ? SP-9 风化后再以钢丝刷打磨 ? SP-10 彻底喷砂(接白) ? SP-11 机动工具处理至金属表层完全光泽暴露? SP-12 高压水喷射 ? SP-13 混凝土表面处理 ? SP-14 工业喷砂 附录B 表面处理等级 起始锈蚀程度:(图示从左至右分别为B、C、D)? 等级A 氧化层紧密附着于表面 ? 等级B 氧化层开始锈蚀 ? 等级C 氧化层已经锈蚀 ? 等级D 氧化层严重锈蚀,出现麻点
轻度喷砂: 商用喷砂: 近白喷砂: 白金属喷砂: 附录C 国际通用表面处理标准对比
钢结构油漆委员会Steel Structure Painting Council (SSPC) 国家防腐工程师协会National Association of Corrosion Engineers (NACE) 英国标准ISO 8501-1 / BSI BS 7079 瑞典标准Swedish Standard 国标GB-3092 / GB-8923-88
关于表面处理等级 1994年10月,NACE和SSPC发布了用于磨料清理的联合表面处理标准(这些标准大约相当于由最初的瑞典标准发展而来的ISO标准ISO8501-1SO-公布于1988年: NACE NO.I/SSPC-SP5“金属出白级喷砂” 相当于—Sa3“喷砂至可见清洁金属” NACE NO.2/SSPC-SP10“金属近于出白级喷砂” 相当于—Sa21/2“非常彻底的喷砂清理” NACE NO.3/SSPC-SP6“工业级喷砂” 相当于—Sa2“彻底的喷砂清理” NACE NO.4/SSPC-SP7“刷除锈级喷砂” 相当于—Sa1“轻喷砂清理” SSPC-SP1“溶剂清理” SSPC-SP2“手动工具清理” SSPC-SP11 “动力工具清理至裸钢” SSPC-SP8“酸洗” SSPC-SP3“动力工具清理” SSPC-SP11R “动力工具清理维修保养” 一、金属 (1) 新表面 A.钢铁 1.喷砂处理 实践证明,无论是在施工现场还是在装配车间,喷砂处理都是除去锻痕的最有效方法。这是成功使用各种高性能油漆系统的必要处理手段。喷砂处理的清洁程度必须规定一个通用标准,最好有标准图片参考,并且在操作过程中规定并控制表面粗糙度。表面粗糙度取决于几方面的因素,但主要受到所使用的磨料种类及其粒径和施力方法(如高压气流和离心力)的影响。对于高压气流,喷嘴的高压程及其对工件的角度是表面粗糙度的决定因素;而对于离心力或机械喷射方法来说,喷射操作中的速率是非常重要的。喷砂处理完成后必须立即上底漆。所有油脂及污染物必须在上漆前清除。 2.湿喷砂或砂洗 这种方法是使用砂浆及高压水来除去旧漆、锻痕及蚀物。使用这种方法,极大程度上克服了普通喷砂处理中粉尘对健康的危害。同样,表面粗糙度及清洁效率取决于水压及砂浆中磨料的浓度。 这种处理方法的一个主要缺点是清洁好的钢铁表面将立即开始生锈,因此与普通喷砂处理比较,表现出一种较次的表面。要在水中加入阻锈剂但必须十分小心,因为有些阻锈剂会影响随后漆膜的性能。 3.车间预上底钢结构 在车间经过自动喷砂处理并在装配前预上底漆的钢结构,在施以最后的保护性油漆系统前,通常需要进行特殊处理。所有损伤区域,会继续生锈,这些区域必须被重新喷砂处理,或用手工方法彻底清洁至可接受的标准。在施以高性能油漆体系前,通常需要重新喷砂处理,这需要在所有可能的场合做具体的规定。这种处理方法也通常用于焊接及焊接前无法上底漆的钢结构连接部分。 4.酸洗清洁酸洗清洁 是一种古老的车间处理方法,用于除去钢铁的锻痕。目前仍有几个步骤在被使用,通常为一个双重体系包括酸腐蚀及酸钝化。
一、激光基本原理 1、 LASER 是什么意思 Light Amplification by Stimulated Emission of Radiation(通过诱导放出实现光能增幅的英语开头字母 2、激光产生的原理 激光――“受激辐射放大”是通过强光照射激光发生介质,使介质内部原子的电子获得能量,受激而使电子运动轨道发生迁移,由低能态变为高能态。处于激发态的原子,受外界辐射感应,使处于激发态的原子跃迁到低能态,同时发出一束光;这束光在频率、相位、传播方向、偏振等方面和入射光完全一致,此时的光为受激辐射光。 为了得到高能量密度、高指向性的激光,必须要有封闭光线的谐振腔,使观光束在置于激光发生介质两侧的反射镜之间往复振荡,进而提高光强,同时提高光的方向性。含有钕 (ND的 YAG 结晶体发生的激光是一种人眼看不见的波长为 1.064um 的近红外光。这种光束在微弱的受激发情况下,也能实现连续发振。 YAG 晶体是宝石钇铝石榴石的简称,具有优异的光学特性,是最佳的激光发振用结晶体。 3、激光的主要特长 a 、单色性――激光不是已许多不同的光混一合而成的,它是最纯的单色光 (波长、频率 b 、方向性――激光传播时基本不向外扩散。 c 、相干性――激光的位相 (波峰和波谷很有规律,相干性好。 d 、高输出功率――用透镜聚焦激光后,所得到的能量密度是太阳光的几百倍。 二、 YAG 激光焊接
激光焊接是利用激光束优异的方向性和高功么密度等特点进行工作。通过光学系统将激光束聚焦在很小的区域内,在极短的时间内使被焊处形成一个能量高度集中的热源区,从而使被焊物熔化并形成牢固的焊点和焊缝。 常用的激光焊接方式有两种:脉冲激光焊和连续激光焊。前者主要用于单点固定连续和薄件材料的焊接。后者主要用于大厚件的焊接和切割。 l 、激光焊接加工方法的特征 A 、非接触加工,不需对工件加压和进行表面处理。 B 、焊点小、能量密度高、适合于高速加工。 C 、短时间焊接,既对外界无热影响,又对材料本身的热变形及热影响区小,尤其适合加工高熔点、高硬度、 特种材料。 D 、不需要填充金属、不需要真空环境 (可在空气中直接进行、不会像电子束那样在空气中产生 X 射线的危险。 E 、与接触焊工艺相比 . 无电极、工具等的磨损消耗。 F 、无加工噪音,对环境无污染。 G 、微小工件也可加工。此外,还可通过透明材料的壁进行焊接。 H 、可通过光纤实现远距离、普通方法难以达到的部位、多路同时或分时焊接。 I 、很容易改变激光输出焦距及焊点位置。 J 、很容易搭载到自动机、机器人装置上。
激光快速成型技术研究现状与发展 摘要:快速成型技术是近年来制造技术领域的一次重大突破和革命性的发展,激光快速成型技术是其重要组成部分。本文介绍了激光快速成型技术的基本原理和特点,分析了有关工艺方法,讨论了LRP 技术的研究现状和应用,并展望其未来发展趋势。 关键词:激光快速成型;研究现状;发展趋势 1 激光快速成型技术原理和特点 80 年代后期发展起来的快速成型技术(RapidPrototyping ,RP) 是基于分层技术、堆积成型, 直接根据CAD 模型快速生产样件或零件的先进制造成组技术总称。RP 技术不同于传统的去除成型、拼合成型及受迫成型等加工方法,它是利用材料累加法直接制造塑料、陶瓷、金属及各种复合材料零件[1 ] 。以激光作为加工能源的激光快速成型是快速成型技术的重要组成部分,它集成了CAD 技术、数控技术、激光技术和材料科学等现代科技成果。激光快速成型(Laser Rapid Prototyping ,LRP) 原理是用CAD 生成的三维实体模型,通过分层软件分层,每个薄层断面的二维数据用于驱动控制激光光束,扫射液体,粉末或薄片材料,加工出要求形状的薄层,逐层累积形成实体模型。快速制造出的模型或样件可直接用于新产品设计验证、功能验证、工程分析、市场订货及企业决策等,缩短新产品开发周期,降低研发成本,提高企业竞争力。以此为基础进一步发展的快速模具工装制造(Quick Tooling) 技术,快速精铸技术(Quick Casting) ,快速金属粉末结技术(Quick Powder Sintering) 等,可实现零件的快速成品。 激光快速成型技术主要特点: (1) 制造速度快、成本低, 节省时间和节约成本,为传统制造方法注入新的活力,而且可实现自由制造(Free Form Fabrication) ,产品制造过程以及产品造价几乎与产品的批量和复杂性无关。[2 ] (2) 采用非接触加工的方式,没有传统加工的残余应力问题,没有工具更换和磨损之类的问题,无切割、噪音和振动等,有利于环保。 (3) 可实现快速铸造、快速模具制造,特别适合于新品开发和单件零件生产。 2 LRP 工艺方法 LRP 技术包括很多种工艺方法,其中相对成熟的有立体光固化(SLA) 、选择性激光烧结(SLS) 、分层实体制造(LOM) 、激光熔覆成形(LCF) 、激光近形制造(LENS) 。 (1) 光固化立体造型(SL —Stereolithography ,orSLA) 将计算机控制下的紫外激光按预定零件各分层截面的轮廓为轨迹对液态光敏树脂逐点扫描,被扫描的树脂薄层产生光聚合反应固化形成零件的一个截面, 再敷上一层新的液态树脂进行扫描加工,如此重复直到整个原型制造完毕。这种方法的特点是精度高、表面质量好,能制造形状复杂、特别精细的零件,不足是设备和材料昂贵,制造过程中需要设计支撑。 (2) 分层实体制造(LOM—Laminated ObjectManufacturing) LOM工艺是根据零件分层得到的轮廓信息用激光切割薄材,将所获得的层片通过热压装置和下面已切割层粘合,然后新的一层纸再叠加在上面,依次粘结成三维实体。LOM主要特点是设备和材料价格较低,制件强度较好、精度较高。Helisys 公司研制出多种LOM工艺用的成型材料,可制造用金属薄板制作的成型件,该公司还开发基于陶瓷复合材料的LOM工艺。 (3) 选择性激光烧结(SLS —Se1ected LaserSintering) SLS 的原理是根据CAD 生成的三维实体模型,通过分层软件分层获得二维数据驱动控制激光束,有选择性地对铺好的各种粉末材料进行烧结,加工出要求形状的薄层,逐层累积形成实体模型,最后去掉未烧结的松散的粉未,获得原型制件。SLS的特点是可以采用多种材料适应不同的应用要求,而具有更广阔的发展前景。但能量消耗非常高,成型精度有待进一步提高。DTM
激光是 20世纪人类伟大发明之一,并且广泛应用在很多领域。低强度激光照射治疗的临床价值国内外已经肯定。文献检索发现主要应用在治疗脑部疾病、心血管疾病、糖尿病、恶性肿瘤、白血病、精神科疾病、银屑病、鼻炎等症。根据健康医学发现,低强度激光在心脑血管病发病前期预防及发病后的恢复期都具有较好的疗效, 对于健康及抑制人体衰老具有一定的作用。 激光治疗仪通过特定强度的激光照射, 人体组织会产生一系列的应答反应, 同时引起广泛的生物学效应,改变血液流变学性质,降低全血粘度及血小板凝集能力;促进 ATP 酶的生成, 增加红细胞的变形能力、流动性; 同时提高红细胞携氧能力,以及增强组织对氧的利用;促进机体的代谢机能,改善微循环,降低体内中分子物质,增强体内超氧化物 (SOD的活性,这样可以很好的净化血液,清除血液中的毒素、自由基;分解、消溶、清除血栓和动脉硬化斑块,调节机体免疫力。从根本上康复心脑血管疾病。 激光鼻腔照射血液疗法治疗心脑血管疾病有五大特殊作用:迅速清除血液中的毒素 PAF (自由基 ,改善血液质量;分解、消溶、清除血栓和动脉硬化斑块,在短时间内疏通血管;迅速降血脂与血粘。激光鼻腔照射血液疗法可在一个月之内使高血脂病人的胆固醇、低密度脂蛋白等恢复正常,甘油三酯降到正常或接近正常,而不必控制饮食;软化血管,持久降压:激光鼻腔照射血液疗法通过调整红细胞比积, 刺激新生细胞增多, 增强红细胞携氧、释氧能力,改善红细胞性能,调整白细胞和血小板功能,减少低密度脂蛋白,纠正酸血症, 增加免疫力,全面增加血液有益因子,减少有害因子,使血液年轻化, 这是持久降压降低血粘度的安全疗法。 编辑本段激光治疗仪种类 高血脂治疗仪 高血脂治疗仪通过特定强度的激光照射, 人体组织会产生一系列的应答反应, 同时引起广泛的生物学效应,改变血液流变学性质,降低全血粘度及血小板凝集能力;促进 ATP 酶的生成,增加红细胞的变形能力、流动性;同时提高红细胞携氧能力, 以及增强组织对氧的利用;促进机体的代谢机能,改善微循环,降低体内中分子物质,增