咬花MT版常用規格表
昵宏咬花規格表
夏米尔机火花纹的表面粗糙度:
VDI0 Ra0.1
VDI4 Ra0.16
VDI8 Ra0.25
VDI10 Ra0.32
VDI12 Ra0.40
VDI14 Ra0.50
VDI18 Ra0.80
VDI20 Ra1.0
VDI22 Ra1.26
VDI24 Ra1.62
VDI26 Ra2.0
VDI28 Ra2.5
VDI30 Ra3.2
gh.li
常用模具零件中英文对照表 2005-12-19 14:51:17中国注塑网 一、入水:gate 进入位:gate location 水口形式:gate type 大水口:edge gate 细水口:pin-point gate 水口大小:gate size 转水口:switching runner/gate 唧嘴口径:sprue diameter 二、流道: runner 热流道:hot runner,hot manifold 热嘴冷流道: hot sprue/cold runner 唧嘴直流: direct sprue gate 圆形流道:round(full/half runner 流道电脑分析:mold flow analysis 流道平衡:runner balance 热嘴:hot sprue 热流道板:hot manifold 发热管:cartridge heater 探针: thermocouples 插头:connector plug 插座:connector socket 密封/封料:seal 三、运水:water line 喉塞:line lpug 喉管:tube 塑胶管:plastic tube 快速接头:jiffy quick connector plug/socker 四、模具零件:mold components 三板模:3-plate mold 二板模:2-plate mold 边钉/导边:leader pin/guide pin 边司/导套:bushing/guide bushing 中托司:shoulder guide bushing 中托边:guide pin 顶针板:ejector retainner plate 托板:support plate 螺丝:screw 管钉:dowel pin
蚀纹标准 一.Mold-Tech Mold-Tech A Mold-Tech B Ptn.#Depth Angle Ptn.#Depth Angle MT-110000.00041°MT-112000.003 4.5°MT-110100.001 1.5°MT-112050.00254°MT-110200.0015 2.5°MT-112100.0035 5.5°MT-110300.0023°MT-112150.0045 6.5°MT-110400.003 4.5°MT-112200.0057.5°MT-110500.0045 6.5°MT-112250.0045 6.5°MT-110600.003 4.5°MT-112300.00254°MT-110700.003 4.5°MT-112350.0046° MT-110800.0023°MT-112400.0015 2.5°MT-110900.0035 5.5°MT-112450.0023°MT-111000.0069°MT-112500.00254° MT-111100.00254°MT-112550.0023° MT-111200.0023°MT-112600.0046° MT-111300.00254°MT-112650.0057° MT-111400.00254°MT-112700.0046° MT-111500.002754°MT-112750.00355°MT-111600.0046°MT-112800.00558° Mold-Tech C Mold-Tech D Ptn.#Depth Angle Ptn.#Depth Angle MT-113000.0025 3.5°MT-114000.0023°MT-113050.0057.5°MT-114050.00254°MT-113100.0057.5°MT-114100.0035 5.5°MT-113150.001 1.5°MT-114150.0023° MT-113200.00254°MT-114200.00254° MT-113250.003 4.5°MT-114250.0035 5.5°MT-113300.0023°MT-114300.00710° MT-113350.0023°MT-114350.01015° MT-113400.003 4.5°MT-114400.0005 1.5°MT-113450.003 4.5°MT-114450.0015 2.5°MT-113500.0035 5.5°MT-114500.00254°MT-113550.00254°MT-114550.003 4.5°MT-113600.0035 5.5°MT-114600.0035 5.5°MT-113650.00457°MT-114650.0057.5°MT-113700.0046°MT-114700.0023° MT-113750.0046°MT-114750.0023°
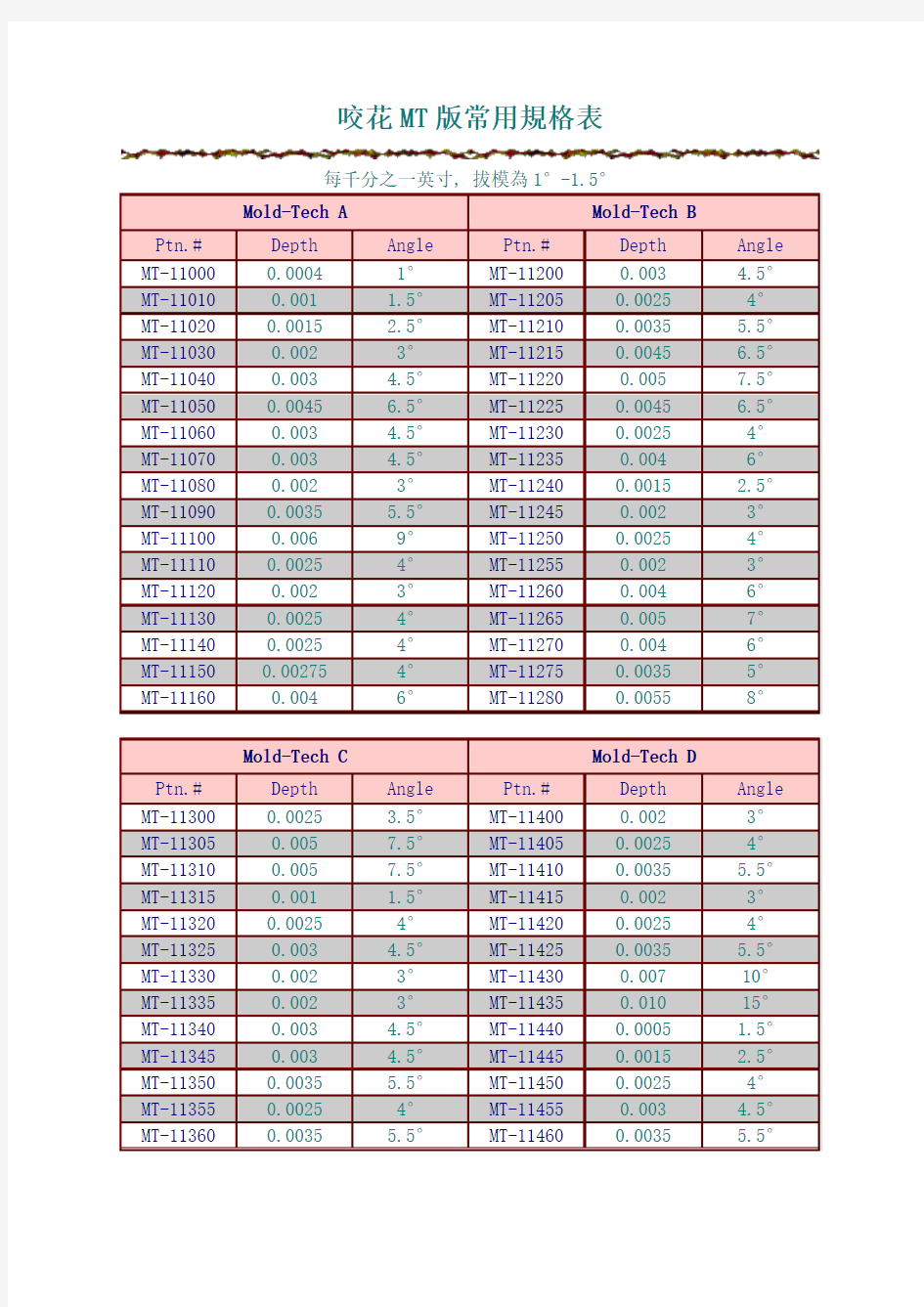
咬花MT版常用規格表 ( 每千分之一英寸, 拔模為1°-1.5°) Mold-Tech A Mold-Tech B Ptn.#Depth Angle Ptn.#Depth Angle MT-110000.00041°MT-112000.003 4.5°MT-110100.001 1.5°MT-112050.00254°MT-110200.0015 2.5°MT-112100.0035 5.5°MT-110300.0023°MT-112150.0045 6.5°MT-110400.003 4.5°MT-112200.0057.5°MT-110500.0045 6.5°MT-112250.0045 6.5°MT-110600.003 4.5°MT-112300.00254°MT-110700.003 4.5°MT-112350.0046°MT-110800.0023°MT-112400.0015 2.5°MT-110900.0035 5.5°MT-112450.0023°MT-111000.0069°MT-112500.00254°MT-111100.00254°MT-112550.0023°MT-111200.0023°MT-112600.0046°MT-111300.00254°MT-112650.0057°MT-111400.00254°MT-112700.0046°MT-111500.002754°MT-112750.00355°MT-111600.0046°MT-112800.00558° Mold-Tech C Mold-Tech D Ptn.#Depth Angle Ptn.#Depth Angle MT-113000.0025 3.5°MT-114000.0023°MT-113050.0057.5°MT-114050.00254°MT-113100.0057.5°MT-114100.0035 5.5°MT-113150.001 1.5°MT-114150.0023°MT-113200.00254°MT-114200.00254°MT-113250.003 4.5°MT-114250.0035 5.5°MT-113300.0023°MT-114300.00710°MT-113350.0023°MT-114350.01015°MT-113400.003 4.5°MT-114400.0005 1.5°MT-113450.003 4.5°MT-114450.0015 2.5°MT-113500.0035 5.5°MT-114500.00254°MT-113550.00254°MT-114550.003 4.5°MT-113600.0035 5.5°MT-114600.0035 5.5°
常用模具材料牌号对照表 类别中国钢号通用钢号钢材特性 塑胶模具钢3Cr2Mo P20(美国)预硬塑胶模具钢 3Cr2NiMo 718(瑞典)超预硬塑胶模具钢 4Cr13 S136(瑞典)抗腐蚀塑胶模具钢 1CrNi3 NAK80(日本)镜面塑胶模具钢 3Cr17Mo M300(奥地利)耐腐蚀塑胶模具钢五金模具钢CrWMn SKS3(日本)不变形油钢 Cr12MoV SKD11(日本)耐磨韧性铬钢 8407(瑞典) 热作模具钢4Cr5MoV SKD61(日本)通用热作模具钢 H13(美国)
常用高品质模具钢对照及特性
冷作模具钢 CrWMn/SKS31/105W/Cr6高硬度,中等淬透性,价格低廉。 207-255 820-840 下料模、冲头、成型模、搓丝板顶出杆及小型塑料压模 等。 9Mn2V/O2/DF-2 具有良好冲载能力,热处理变形小。≤229 780-800 厚度小于6mm以下的小型冲压模具及切纸机、刀具等。 9CrWMn/O1/SKS3/DF-3/100Mn/CrW4 淬火变形小,具有良好的刃口保持能力,热处理变形小。197-241 820-840 薄片冲压模、手饰 压花模等。 9SiCr/X100Cr/MoV51具有高硬度良好的韧性和较好的抗回火稳定性。197-241 860-880 下料模、冲头、搓丝板、压印模、顶出杆等 Cr5Mo1V/A2/SKD12/XW-10/210/Cr12空冷淬硬性铬钢,韧性极佳,高耐磨损性和抗腐蚀能力。≤255 950-1000 拉伸模、压花模、下料 模、冲压模、及耐磨塑料模等。 Cr12/D3/SKD1/X165Cr/MoV12高碳铬钢,具有高耐磨性和抗腐蚀能力。217-269 950-980 应用于小动载条件下要求高耐磨形状简单的拉 伸模及冲载模。 Cr12MoV/X155Cr/VMo121具有良好的淬透性,高耐磨性,韧性高。 207-255 1000-1020 下料模、冲头、滚丝轮、剪刀片、冷镦模、 陶土模及热固塑料成型模等。 Cr12Mo1V1/D2/SKD11/W-42具有良好的淬透性,高韧性,高耐磨损性,强韧性极佳,并具有良好的抗回火稳定性,热处理变形小。≤255 1000-1020 重型落料模、冷挤压模、深拉伸模、滚丝模、剪刀片、冷镦模、陶土模等。 7Cr7Mo2V2Si具有高韧性,高耐磨损性,热处理变形小。 241-269 1100-1150 适用于要求强韧性及高冲击载荷下工作的冷镦、冷冲等作业模具,特别适用于标准件和钢球的冷镦模具及汽车弹簧钢板的冲孔、冲头 7CrSiMnMoV 火焰淬火模具钢,具有高淬透性,淬火温度范围宽,可用火焰加热淬火,并具有良好堆焊性217-241 880-910 应用于要求热处理变形小而施以火焰加热局部淬火的大型镶块模具及冲压厚度、≤7mm钢板大冲压模具和剪切下料模、切纸刀、陶土模及轧辊等。 热作模具钢 5CrMnMo淬透性一般,价格较低,淬火后硬度和5CrNiMo相近,而塑性韧性相对低一些。197-241 820-850 用于制造形状简单,厚度 小于250毫米的小型热锤锻模。 5CrNiMo/L6/56Cr/NiMoV7淬火后综合力学性能较好,热强性和淬透性一般 197-241 830-860 用于制造形状简单,工作温度一般,厚度在250~350毫米之间的中型热锤锻模块。 5CrNiMoV/SKT4 淬透性,淬硬性较5CrNiMo、5CrMnMo显著改善。≤240 830-880 用于制造厚度>350毫米,型腔复杂,受力载荷 较大的大型锤锻模或锻造压力机热锻模。 4Cr5MoSiV1/SWG8407/H13/H13ESR/SKD61/X40Cr/MoV51具有良好耐热性,抗热疲劳性能及耐液态金属冲蚀性能,高淬透性,优良综合力学性能,较高的抗回火稳定性。≤235 1020-1050 用于制造冲击载荷较大,型腔复杂的长寿命锤锻模或锻造压力机用模具或镶块;以
产品表面装饰技术-咬花工艺 第一节印字 若需在工程塑料的表面上印字或图案时,有以下几种方法。 一.曲面印刷 、/一 前言作为在塑料成型品的表面进行文字或图案的印刷方法,曲面印刷法常常被采用。曲面印刷是指用一块柔性橡胶,将需要印刷的文字、图案印刷至含有曲面或略为凹凸面的树脂成型品的表面。 (一)曲面印刷的原理
曲面印刷是先将油墨放入雕刻有文字或图案凹版内,随后将文字或图案复印到曲面上,再利用曲面将文字或图案转印至成型品表面,最后通过热处理或紫外线光照射等方法使油墨固化。 曲面印刷工艺: 1. 成型品的脱脂 2. 成型品的表面处理(必要时) 3. 印刷 4. 油墨的固化处理 5. 涂布过多等后处理(必要时) 印刷流程 1. 将油墨放入凹版内 2. 刮去过量的油墨 3. 挤压曲面取得油墨 4. 将曲面的油墨转印到成型品的表面 5. 清洗曲面、版面(必要时) (二)前处理工艺 要想得到美观、耐久性的印刷品,则有必要对成型品进行前处理。前处理包括成型品表面的油脂及垃圾的清洗,以及为了改善油墨的润湿性和粘合性的表面处理。 前清洗(脱脂): 采用有机溶剂清洗成型品表面渗出的油污。因为成型品的表面易受模具防锈剂、脱模剂、人的油脂,树脂的添加剂等的污染,导致油墨开裂,降低了油墨与成型品的密接性。特别是当出现印刷不均匀问题时,则表明成型品表面受污染的可能性极高。 表面处理: 绝大多数的合成树脂与油墨的密接性不如金属和纸。为此有必要对成型品的表面进行适性处理 特别是“夺钢”,必须事先采用电晕放电处理方法对表面进行处理。 (三)油墨固化处理在多数情况下,采用某些方法使油墨固化。特别是工程塑料,为了防止受油或溶剂等的污染,仅
模具弹簧规格及参数 一. 弹簧功能 弹簧是模具中广泛应用的弹性零件,主要用于卸料、压料、推件和顶出等工作.根据荷重不同,共分五种不同颜色加以区分,易於判别和选用. 二. 规格系列 1.弹簧外径系列:Φ6Φ8,Φ10,Φ12,Φ14,Φ16,Φ18,Φ20,Φ22,Φ25,Φ 30,Φ35,Φ40,Φ50等. 2.种类 3.弹簧长度:15<=L<=80MM时,每5MM为一个阶; 80=
4.扁线弹簧最小直径6mm 5.弹簧内径等于弹簧外径的二分之一. 6.相同直径颜色的弹簧,不管自由长度是多长,压40%产生的力一样 结论:相同直径颜色的弹簧,自由长度越短,压缩1mm产生的力越大 7.通常使用的最大压缩比是弹簧使用30万次的最大压缩比. 汽车模具使用50万次的最大压缩比.. 8.弹簧能压缩的长度=弹簧的自由长度x弹簧的压缩比 例:Φ20绿色弹簧长度50mm,弹簧要求寿命30万次,弹簧能压缩多长? 50x24%=12(mm) 9.弹簧的长度=弹簧要压缩的长度÷弹簧的压缩比 例:弹簧要压缩20mm, 弹簧颜色为红色,弹簧要求寿命50万次 要用多长的弹簧? 弹簧的长度=20÷28.8%+5MM=74.4 查表选用75MM长弹簧一般选弹簧长度会加5mm的安全余量 10.弹簧要压缩的长度=活动板行程+3~5mm预压 (常规预压3mm) 11.弹簧模板孔的大小直径<20模板孔=D+1 直径>=20模板孔=D+2 三. 选用原则 1.长度选择一般保证:在开模状态弹簧的预压缩量等於3~5(常规预
说起顶针,相信大家都不会陌生。顶针是用途范围极广,使用频率极高的模具配件之一。它既可用来分离工件,也可用于模具里面,起固定作用。 不少朋友都关心塑胶模具顶针规格情况,比方国产标准顶针规格、HASCO标准顶针规格、DME标准顶针规格等等。对此,我们整理了塑胶模具顶针规格的相关内容,赶紧来了解一下吧。 塑胶模具顶针规格表(HASCO标准、国产标准、市面上通用标准) HASCO标准国产标准市面上通用标准 顶针尺寸杯头大小杯头高度杯头大小杯头高度杯头大小杯头高度Φ1.0Φ2.5 1.20 Φ3.0 4.00 Φ6 4.00 无无Φ1.2Φ2.5 1.20 Φ1.5Φ3.0 1.50 Φ3.0 4.00 Φ6 4.00 无无Φ1.8Φ3.0 1.50 Φ2.0Φ4.0 2.00 Φ4.0 4.00 Φ6 4.00 无无Φ2.2Φ4.0 2.00
Φ2.5Φ5.0 2.00 Φ6.0 4.00 Φ6 4.00 Φ3.0Φ6.0 3.00 Φ6.0 4.00 Φ6 4.00 无无 Φ3.2Φ6.0 3.00 Φ3.5Φ7.0 3.00 Φ7.0 4.00 Φ7 4.00 Φ4.0Φ8.0 3.00 Φ8.0 6.00 Φ8 5.00 无无 Φ4.2Φ8.0 3.00 Φ4.5Φ8.0 3.00 Φ8.0 6.00 Φ8 5.00 Φ5.0Φ10.0 3.00 Φ9.0 6.00 Φ8 5.00 Φ5.5Φ10.0 3.00 Φ10.0 6.00 Φ10 6.00 Φ6.0Φ12.0 5.00 Φ10.0 6.00 Φ10 6.00 Φ6.5Φ12.0 5.00 Φ10.0 6.00 Φ11 6.00 Φ7.0Φ12.0 5.00 Φ11.0 6.00 Φ11 6.00 Φ8.0Φ14.0 5.00 Φ13.08.00 Φ138.00 无无 Φ8.5Φ14.0 5.00 Φ9.0Φ14.0 5.00 Φ14.08.00 Φ148.00
AVERAGE DEPTH THEORETOCAL AVERAGE DEPTH THEORETOCAL PATTERN (Pt,um)MININUM PATTERN (Pt,um)MININUM NUMBER MICRONS DRAFT ANGLE NUMBER MICRONS DRAFT ANGLE MT 11000101MT 11200756MT 1101025 2.5MT 11205605MT 1102040 3.5MT 112151108.5MT 11030504MT 11230605MT 11040756MT 112351008MT 110501108.5MT 11240353MT 11060756MT 11245504MT 11070756MT 11250605MT 11080504MT 1055-1101MT 11090907.5MT 1055-215 1.5MT 1110015011.5MT 1055-320 1.5MT 11110605MT 1055-425 2.5MT 11120504MT 1055-525 2.5MT 11130605MT 105540 3.5MT 11140605MT 1055-645 3.5MT 11150706MT 1055-7706MT 11155 50 4 MT 1055-8 80 6.5 AVERAGE DEPTH THEORETOCAL AVERAGE DEPTH THEORETOCAL PATTERN (Pt,um)MININUM PATTERN (Pt,um)MININUM NUMBER MICRONS DRAFT ANGLE NUMBER MICRONS DRAFT ANGLE MT 11600756MT 11400504MT 11605756MT 11415504MT 116101008MT 1142065 5.5MT 11620756MT 1143018014MT 11630756MT 1143525517.5MT 11640756MT 1144015 1.5MT 116501008MT 1144540 3.5MT 116601008MT 1145065 5.5MT 112601008MT 11470504MT 1126513010MT 11475504MT 1128014011MT 11550756MT 1131013010MT 11555907.5MT 11315252MT 1156065 5.5MT 11340756MT 11565756MT 11345756MT 1157013010MT 11350907.5MT 115751108.5MT 11365 110 8.5 MT 11580 90 7.5 AVERAGE DEPTH THEORETOCAL AVERAGE DEPTH THEORETOCAL PATTERN (Pt,um)MININUM PATTERN (Pt,um)MININUM NUMBER MICRONS DRAFT ANGLE NUMBER MICRONS DRAFT ANGLE K 9000G 81MT 9050252K 9070G 101MT 9051353K 7000G 14 1.5MT 9052403K 7050G 15 1.5MT 905355 5.5K 5000G 16 1.5MT 9054655K 5024G 27 2.5MT 9055907K 2400G 353MT 90561108K 1600G 45 3.5MT 90571209.5MT 903640 3.5MT 904514011MT 903745 3.5MT 90461058.5MT 903855 4.5MT 90471108.5MT 903955 4.5MT 904818014MT 9040706MT 904914011MT 9041907.5MT 906013010MT 904255 4.5MT 906113510.5MT 9043756MT 906215011.5MT 9044 75 6 MT 9063 150 11.5 PLAQUE NO. ‘P’ PLAQUE NO. ‘I’ PLAQUE NO. ‘N’ PLAQUE NO. ‘H’
标准折弯机模具的规格与尺寸参考表 折弯机模具规格长度高度厚度材料平行度上模550×150×26550mm150mm26mm42CrMo±0.03上模835×150×26835mm150mm26mm42CrMo±0.03上模2000×150×262000mm150mm26mm42CrMo±0.03上模835×78×28835mm78mm28mm42CrMo±0.03上模835×86×18835mm86mm18mm42CrMo±0.03上模2500×120×262500mm120mm26mm42CrMo±0.03上模3200×150×263200mm150mm26mm42CrMo±0.03上模4000×150×264000mm150mm26mm42CrMo±0.03上模1000×150×321000mm150mm32mm42CrMo±0.03上模1800×150×261800mm150mm26mm42CrMo±0.03下模835×60×60835mm60mm60mm42CrMo±0.03下模2500×75×752500mm75mm75mm42CrMo±0.03下模3200×80×803200mm80mm80mm42CrMo±0.03下模3200×95×953200mm95mm95mm42CrMo±0.03下模4000×90×904000mm90mm90mm42CrMo±0.03下模4000×110×1104000mm110mm110mm42CrMo±0.03下模4000×130×1304000mm130mm130mm42CrMo±0.03下模5000×150×1505000mm150mm150mm42CrMo±0.03下模6000×180×1806000mm180mm180mm42CrMo±0.03 此表出自:https://www.doczj.com/doc/0e15346713.html,
蚀纹标准 .Mold -Tech Mold -Tech A Mold -Tech B Ptn.# Depth Angle Ptn.# Depth Angle MT-11000 0.0004 1°MT-11200 0.003 4.5 °MT-11010 0.001 1.5 °MT-11205 0.0025 4°MT-11020 0.0015 2.5 °MT-11210 0.0035 5.5 °MT-11030 0.002 3°MT-11215 0.0045 6.5 °MT-11040 0.003 4.5 °MT-11220 0.005 7.5 °MT-11050 0.0045 6.5 °MT-11225 0.0045 6.5 °MT-11060 0.003 4.5 °MT-11230 0.0025 4°MT-11070 0.003 4.5 °MT-11235 0.004 6° MT-11080 0.002 3°MT-11240 0.0015 2.5 °MT-11090 0.0035 5.5 °MT-11245 0.002 3°MT-11100 0.006 9°MT-11250 0.0025 4° MT-11110 0.0025 4°MT-11255 0.002 3° MT-11120 0.002 3°MT-11260 0.004 6° MT-11130 0.0025 4°MT-11265 0.005 7° MT-11140 0.0025 4°MT-11270 0.004 6° MT-11150 0.00275 4°MT-11275 0.0035 5°MT-11160 0.004 6°MT-11280 0.0055 8° Mold -Tech C Mold -Tech D Ptn.# Depth Angle Ptn.# Depth Angle MT-11300 0.0025 3.5 °MT-11400 0.002 3° MT-11305 0.005 7.5 °MT-11405 0.0025 4° MT-11310 0.005 7.5 °MT-11410 0.0035 5.5 MT-11315 0.001 1.5 °MT-11415 0.002 3° MT-11320 0.0025 4°MT-11420 0.0025 4°MT-11325 0.003 4.5 °MT-11425 0.0035 5.5 MT-11330 0.002 3°MT-11430 0.007 10° MT-11335 0.002 3°MT-11435 0.010 15° MT-11340 0.003 4.5 °MT-11440 0.0005 1.5 MT-11345 0.003 4.5 °MT-11445 0.0015 2.5 MT-11350 0.0035 5.5 °MT-11450 0.0025 4°MT-11355 0.0025 4°MT-11455 0.003 4.5 °MT-11360 0.0035 5.5 °MT-11460 0.0035 5.5 MT-11365 0.0045 7°MT-11465 0.005 7.5 °MT-11370 0.004 6°MT-11470 0.002 3° MT-11375 0.004 6°MT-11475 0.002 3°
蚀纹前表面处理 A. 垂直壁面 拔模斜度要求 我们最常被问到的问题是:"我需要多大的拔模斜度?" 常规经验是每.001"深度纹需要 1 度的拔模角,在薄壁成型件的设计和高压模塑中则需增大拔模斜度。 重要事项: 垂直壁是内壁还是外壁?如果是内壁,成型件在成型中会收缩粘着在壁上,因此需要更大的拔模斜度,以完成纹形或浅纹形。 凹口 在表纹加工过程中,会从模具上除去部分金属。有时纹形区的垂直壁上有封闭区域,或者你需要在分型线位置的纹形上留一段不加纹区域。此时就会因纹刻时除去部分金属而形成“凹口”或反拔模角。从而引起擦痕,拉痕,成型件粘着或更严重问题如:模具闭锁。 金属切除和成型深度需注意的重要一点是: 任何纹形的成形深度并不一定等于需切除的金属量。对车纹来说尤其如此,很多纹形的金属切除量和纹形深度有很大差别。为达到汽车外观标准,很多纹形需多次蚀刻使成型件符合母版。每次蚀刻都会去掉金属,甚至成型件上适应拔模需要的较浅区域也需去除大量金属。对潜在凹口也需考虑此因素,表纹加工后对纹刻时除去金属的区域进行手工修复使该区域融合时同样应注意这点。 B. 分离线处理 分离线保护 不同类型的部件要求采用不同的分离线处理方法。我们可以为您提供及时的分离线的蚀刻,或者为您的分离线留一个0.005”—0.750”的边距。 C. 表纹加工后电镀/ 表纹加工后电镀 完成表纹加工后,可对很多纹样进行电镀而不影响它的完整性和功能。快速镀硬铬或镍的镀层厚度通常为.0003" to .0005",它不会使纹样变浅或有明显外观变化。 如果你需在纹形加工后电镀模具,最好在纹形加工前通知我们以获得帮助。 D. 蚀纹处理前电镀/涂层模具表面精度要求 如果需纹刻的模具表面已镀镍、硬铬、特氟龙或有其他能提高模具耐磨性和/或抗腐蚀性的表面涂层,则此涂层必须完全清除以保证模具蚀纹加工处理效果。 E.显著部件 您可以在蓝本或聚脂薄膜上作精确、完事的标注,指导我们需要怎样蚀刻,要确保图档显示了各个不同区域的交叉部分。否则可能引起如何处理未显示在图上的区域的问题(而臆测是危险的) F. 光泽 部件的光泽是该部件的外观或感官的品质要求的一个重要因素。光泽也全影响蚀刻的观感,尤其是在精制无光保护层上的蚀刻。如果部件的光泽太暗,蚀刻会看起来更浅,如果部件很有光泽,蚀纹会看起来比实际深度更深;有许多因素影响光泽模具的光泽, 我们将多年以来的测试信息汇总如下: 部件光泽的决定因素: 1. 加工的塑料型号 ; 2. 模温; 3. 材料温度; 4. 材料成分 5. 注塑压力-是主要因素
模具导柱导套规格表_标准导柱导套尺寸 具体的模具导柱导套规格尺寸的详细数据,数值长度应大于模具合模时候的尺寸,导柱套入导套最小尺寸应套入10MM以上,导柱的直径根据导柱的长度而不同,导柱越长,直径越大,导柱之间的距离应不会影响模板的装配,导柱和模具之前应留有一定的距离。 模具导柱导套规格尺寸表 模具导柱导套生产厂家 东莞市航康硅橡胶模具导套厂是一家专业生产、销售、设计精密模具配件为一体的生产厂家。专业生产:模具导套,硅胶模具导套,橡胶模具导套,硅胶模具导柱,橡胶模具导柱,硅胶导柱,硅胶导套,模具导柱。产品主要服务于模具制造、光学仪器、电子、工业塑胶制品等行业 慈溪市坎墩天宇模具配件厂专业生产导柱导套的标准件和非标系列产品。产品质量力求达到国际先进水平。重点开发和生产标准系列模具配件产品。是目前国内专业精密模具配件生产企业。 林越精密模具配件有限公司成立于1992年,专业生产经营五金、塑胶模具配件。 深圳市恒通兴科技有限公司位于深圳市宝安区沙井新桥第二工业区第4排第2栋(白沙路18号),专业生产经营高精密五金、塑胶、汽车、压铸等模具配件。公司拥有先进加工设备,并配备完善的检测仪器及高素质的技术队伍,利用现在完善的物流配送中心,产品销往全国各个地区。 东莞市翔振模具配件有限公司是专业制造模具标准零配件及热流道配件的厂家,主要产品有高精密模具顶针、司筒、托针、扁顶针,冲针、导柱导套、浮升销、模具镶件、夹具、治具等五金塑胶模具,标准及非标准配件,热流道配件。并可加工模具机械系列一切非标准产品,
代客户解决模具机械系列各类技术难题。 深圳市乐华行模具有限公司始建于1990年,位于深圳市石岩上屋大道北自主产权的20000平方米的乐华工业园内,一直专业致力于高精密模具配件的开发、设计、生产和销售。主要产品有:顶针、司筒、扁梢、导柱、导套、铜水咀接头、PIN针、型针、日期章、斜顶座、精密定位块、等高螺丝等精密模具配件;石墨导套、自润滑块等无给油零配件;标准、非标准模架(塑胶、冲压)。接受客户指定材料附图加工。 内容来源网络,由深圳机械展收集整理! 更多相关内容,就在深圳机械展!
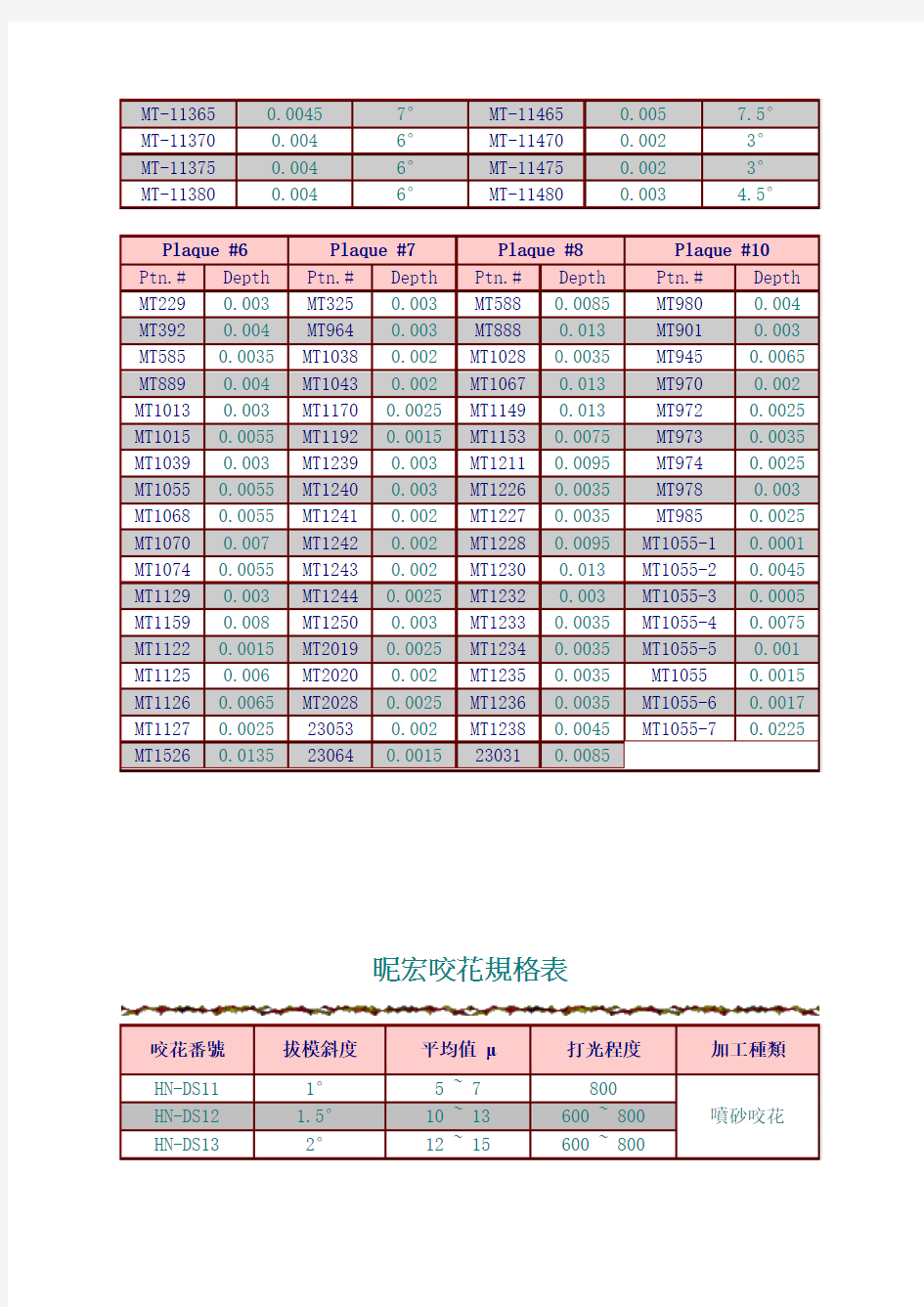
Ptn.#MT229MT392MT585MT889MT1013MT1015MT1039MT1055MT-11370MT-11375MT-11380MT-11350MT-11365MT-11330MT-11335MT-11340MT-11345MT-11355MT-11360MT-11310MT-11315MT-11320MT-11325Ptn.#MT-11300MT-11305MT-11140MT-11150MT-11160MT-11100MT-11110MT-11120MT-11130MT-11060MT-11070MT-11080MT-11090Ptn.#MT-11000MT-11010Plaque #6咬花MT版常用規格表 每千分之一英寸, 拔模為1°-1.5° MT-11020MT-11030MT-11040MT-11050Depth Angle Depth Angle 0.00041°0.003 4.5°0.001 1.5°0.00254°Ptn.#MT-11200MT-11205Mold-Tech A Mold-Tech B 0.0015 2.5°0.0035 5.5°0.0023°0.0045 6.5°0.003 4.5°0.0057.5°0.0045 6.5°0.0045 6.5°MT-11210MT-11215MT-11220MT-112250.003 4.5°0.00254°0.003 4.5°0.0046°0.0023°0.0015 2.5°MT-11230MT-11235MT-112400.0035 5.5°0.0020.0069°0.0025 0.00254°0.002 MT-11245MT-11250MT-112553°4°3°0.0023°0.0040.00254°0.0050.00254°0.004MT-11265MT-11270MT-112606°7°6°0.002754°0.00350.0046°0.0055MT-11280Mold-Tech C MT-11275Mold-Tech D 5°8°Depth Angle Depth 0.0025 3.5°0.0020.0057.5°0.0025Ptn.#MT-11400MT-11405Angle 3°4°0.0057.5°0.00350.001 1.5°0.0020.00254°0.0025MT-11410MT-11415MT-11420 5.5°3°4°0.003 4.5°0.00350.0023°0.0070.0023°0.01MT-11425MT-11430MT-11435 5.5°10°15°0.003 4.5°0.00050.003 4.5°0.00150.0035 5.5°0.0025MT-11440MT-11445MT-11450 1.5°2.5°4°0.00254°0.0030.0035 5.5°0.00350.00457°0.005MT-11455MT-11460MT-11465 4.5°5.5°7.5°0.0046°0.0020.0046°0.0020.0046° 0.003 MT-11475MT-11480 MT-114703°3°4.5° Depth Ptn.#Depth Ptn.#Depth Ptn.#0.003MT3250.003MT5880.0085MT980Pla Plaque #7Plaque #8 Depth 0.004que #10 0.004MT9640.003MT8880.013MT9010.0035MT10380.002MT10280.0035MT9450.004MT10430.002MT10670.013MT9700.0030.00650.0020.003MT11700.0025MT11490.013MT9720.0055MT11920.0015MT11530.0075MT9730.003MT12390.003MT12110.0095MT9740.00250.00350.00250.0055 MT12400.003MT12260.0035MT9780.003
咬花報價單 一.咬花 A.模具咬花面積在 5 平方厘米以上 ,50 平方厘米以下價格﹕ a.一般性細紋﹕ 15~25 元/平方厘米﹔ b.要求精確性較高﹕ 25~35 元/平方厘米﹔ c.粗紋﹐皮紋﹕ 35~50 元/平方厘米﹔ d.特殊紋種﹕ 35~50 元/平方厘米﹔ e.頂針咬花 : 一般性細紋 10~20 元/支﹐粗紋要求精確性較高 25~40 元 /支 (批量價格可優惠) B.模具咬花面積在 5 平方厘米以下價格按 100 至 200 元計價 /件﹐具體按模具大小 復雜程度計價。 二.模具補花 A.模具補花面積 5 平方厘米以下按 100 元計價 /件。 B.模具補花面積 5 平方厘米以上計價 /件為﹕ a. 5~10 平方厘米﹐一般紋為 100~200 元﹐(特殊紋以及精度高紋﹐粗紋)為 300~600 元。 b 10~15 平方厘米﹐一般紋為200~400 元﹐(特殊紋以及精度高紋﹐粗紋)為500~800 元。 c15~20 平方厘米﹐一般紋為 300~400 元﹐(特殊紋以及精度高紋﹐粗紋)為 500~900 元。d20~50 平方厘米﹐一般紋為400~500元﹐(特殊紋以及精度高紋﹐粗紋)為600~1000 元。
C. 模具補花面積 50 平方厘米以上 , 具體按模具大小復雜程度計價。 三.其它處理。 A.噴砂﹕面積小于 10 平方厘米 30~100 元/件; 面積大于 10 平方厘米小于 50 平 方厘米的以 4 元/平方厘米。面積大于 50 平方厘米的以 2 元/平方厘米計價。 B.調光﹐除鏽﹕面積小于 10 平方厘米 50~200 元/件﹔。面積大于 10 平方厘米 小于 50 平方厘米的以 6 元/平方厘米計價。面積大于50 平方厘米的以 4 元/ 平方厘米計價 C.需用菲林處理價格視復雜程度另行議價。
Q/TK 技术标准 Q/TKM 4-2003注塑模具技术标准 2003-11-10发布2003-11-17实施
Q/TKM 4 –2003 目次 前言.????????????????????????????????I I 1范围 .. ??????????????????????????????????.1 2引用标准?????????????????????????????????1 3基本规定????????????????????????????????1 3.1模具的分类? .. ?????????????????????????????1 3.2基准温度 .. ???????????????????????????????2 4模具尺寸公差 .. ???????????????????????????????2 4.1模具尺寸分类? .. ????????????????????????????2 4.2 结构尺寸..??????????????????????????????2 4.2.1 结构尺寸的一般公差???? ?? ??? ?? ?? ?? ??? ?? ?? ?? ? 2 4.2.2 结构尺寸的标注偏差... ??????????????????????? 3 4.2.2.1 结构尺寸为镶件配合??????????????????????? ?3 4.2.2.2 结构尺寸为滑动配合?????????????? ????????? ?3 4.3 组成尺寸..????????????????????????????3 4.3.1 组成尺寸为镶件配合 ... ???????? ?? ?? ?? ??? ?? ?? ?? ? 3 4.3.2组成尺寸为滑动配合. ?????????????????????????3 4.3.3组成尺寸为圆弧的公差. ????????????????????????4 4.4 成型尺寸..????????????????????????????4 4.5 模具型腔圆弧未注公差尺寸的极限偏差.. ????????????????6 5模具的形位公差..??????????????????????????? ?6 5.1 结构尺寸的未注形位公差... ??????? ????? ???? ????? ??6 5.2 模具型腔的标注形位公差???????????????????????6 5.3 其他部位的标注形位公差???????????????????????6 6模具的表面粗糙度??????????????????????????7 6.1 模具的表面粗糙度的分类?????????????????????7 6.2 模具型腔表面的粗糙度??????????????????????7 7相关要求????????????????????????????8 7.1 模具顶针的高度要求????????????????????????8 7.2 模胚回针的高度要求????????????????????????8 7.3 模肉镶件表面与模肉的装配要求???????????????????8 7.4 模具型腔表面镀铬的技术要求????????????????????8 7.5 对于成形面和其他面互相影响的尺寸??????????????????8 附录 A 模胚的公差及粗糙度要求????????????????????9 A1 对于模胚有特别要求时以图纸要求为准????????????????9 A2 模板的公差及表面粗糙度要求????????????????????9 A3 模胚开框的规格及精度要求?????????????????????9 A4 模胚上的标准件技术要求??????????????????????10 附录B图样上注出形状或位置公差值的规定?????????????????11附录 C 常见的部分模具公差配合要求?..?????????????????14 附录 D 不同的加工方法要求达到的模具表面粗糙度要求???????????16 附录 E 表面粗糙度各标准及加工方法、脱模斜度对照表??????????18 I
Mold-Tech技術資料 表面處理 技術幫助 在許多有價值的服務中, 由Mold-Tech組織提供的服務是專業的並且有用的幫助. Mold-Tech的銷售工程群組連同經驗豐富的技術群組的成員甚至對最複雜的表面處 理問題也可以提供有效的解決方案. 實際上通過電話就可以回答準確的技術問題. 花樣的可用性 目前, Mold-Tech花樣圖庫包含成千上萬種表面處理花樣, 適合客戶立即選用. 如果客戶需求一種新的或是客戶化的花樣, 這種花樣作品可能包含一個藝術家的筆墨畫或是自然的或人工修飾花樣的一個真實部分.事實上,任何自然或藝術家可以做出的花樣, Mold-Tech也可以重新做出. 對模具設計的要求 為了幫助確認零件可以適當的脫模, 模具在設計及製造時採用適當的脫模角是極其重要的.外壁的脫模角設計應為花樣深度每增加0.001英寸,脫模角增加1°至1.5°. 定向花樣, 例如木紋, 垂直於脫模方向的花樣脫模角比普通外壁所需的脫模角更大. 根據我們的經驗, 花樣深度每增加0.001英寸, 脫模角增加1°至1.5°這一法則並不總適合內壁. 今天的複雜設計和工程材料可能需要增大脫模角. 建議您在做出設計的最終定案之前先與Mold-Tech的代表討論這些要求. 通常, 考慮到特殊技術的應用, 對設計或花樣做微小的修改使不犧牲外觀面對設計限制的挑戰成為可能. 花樣的多面性 由於攝影技術應用於表面處理過程, 設計者在利用許多標準Mold-Tech 花樣的方法上可以有創造性和多面性. 基本的表面處理參數經常會增大或減小以增強它們與特殊產品尺寸和形狀要求的整體關聯. 這項技術也可以用來提供客戶化花樣的外觀, 以避免投入大量的成本和時間用於新花樣的開發. 模具材料 Mold-Tech的表面處理和化學雕刻過程與多種模具材料相容,包括以下材料: 預硬鋼(P-20,NAK-55); 傳統工具鋼(01,A1,A2,A6,S7,H13); 不鏽鋼(420,414,410); 鈹銅; Kirksite; 鍛鋁, 鑄鋁; 鑄鐵; 鑄鋼. (註: 一些S7材料因其存在於鋼中的合金元素, 在蝕刻過程中出現花紋, 這是它們天生的顯著特徵.) 在選擇模具材料時有幾個因素要牢記, 詳述如下: 1.Mold-Tech憑著幾十年的經驗, 在有規律的基礎上盡可能的提供客戶與每一套模具匹配的最相近的表面處理外觀, 這是每個Mold-Tech工具的目標; 可是, 因為實際的融化過程, 材料的預處理, 裝配方法及熱處理因素的不同, 不可能確切的規定在蝕刻時每片金屬制做出完全相同的結果, 甚至特殊類別的也不可能. 2.如果裝配零件是由不同模具生產的,所有這些模具應以同樣的材料制做, 以幫助確認模具與模具間的表面處理外觀最接近.