全电动注塑机及液压注塑机自动调模方式的研究
稿件来源:XX伊之密精密机械股份XX
随着注塑工业自动化的不断发展,市场上对注塑机的功能需求也越来越多。从工艺角度来讲,注塑机的功能分准备操作项和自动循环流程功能,其中自动调模就是一项注塑成型时的准备功能,也是注塑工艺调试项中必备的一项指标,此功能的达成决定了最终锁模力的大小。
全电动注塑机和液压注塑机自动调模,虽然其目标都是为了完成锁模力调整,但其调模方式是有所不同的。在注塑实际运用中,自动调模必须具有一定的实效性和精准性。对此,我们分别对全电动注塑机、液压注塑机液压式调模作了对比分析。
日系全电动式注塑机锁模力调整
操作平台:注塑机于模具安装模式,切换系统于自动模厚调整页面
①设定锁模力及模具安装模式开关模扭矩(伺服电机的电流值)
②按开始键,启动自动模厚调整
③自动模厚调整中
④自动模厚调整结束后,手动模式下,按闭模键,使模具完全接触(曲臂未伸直),从系统画面上读出当前闭模位置数值,然后将此数据输入低压闭模结束位置处(即高压闭模开始点),再按闭模键直到高压闭模完成
⑤最后,手动打开模具,锁模力调整完成。
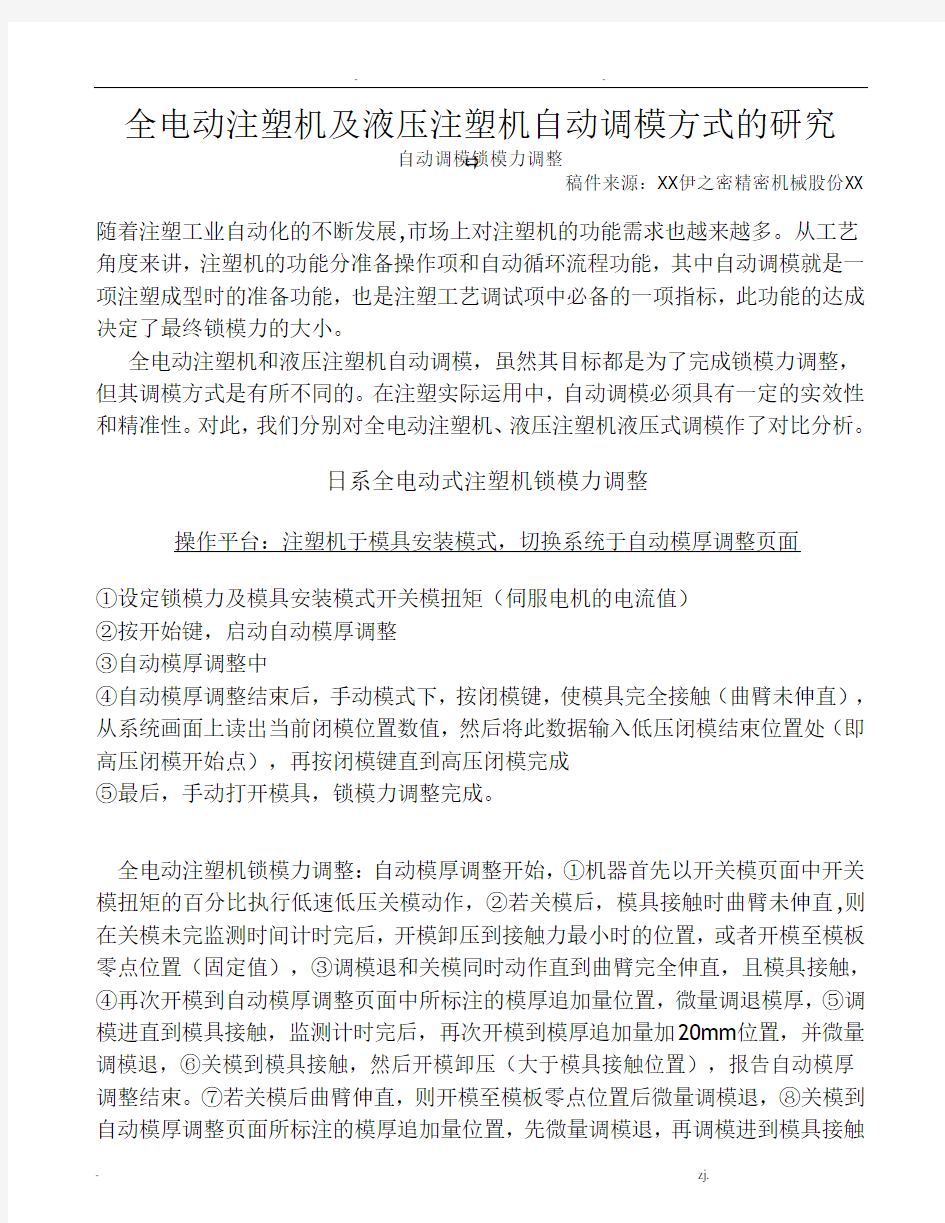
全电动注塑机锁模力调整:自动模厚调整开始,①机器首先以开关模页面中开关模扭矩的百分比执行低速低压关模动作,②若关模后,模具接触时曲臂未伸直,则在关模未完监测时间计时完后,开模卸压到接触力最小时的位置,或者开模至模板零点位置(固定值),③调模退和关模同时动作直到曲臂完全伸直,且模具接触,④再次开模到自动模厚调整页面中所标注的模厚追加量位置,微量调退模厚,⑤调模进直到模具接触,监测计时完后,再次开模到模厚追加量加20mm位置,并微量调模退,⑥关模到模具接触,然后开模卸压(大于模具接触位置),报告自动模厚调整结束。⑦若关模后曲臂伸直,则开模至模板零点位置后微量调模退,⑧关模到自动模厚调整页面所标注的模厚追加量位置,先微量调模退,再调模进到模具接触
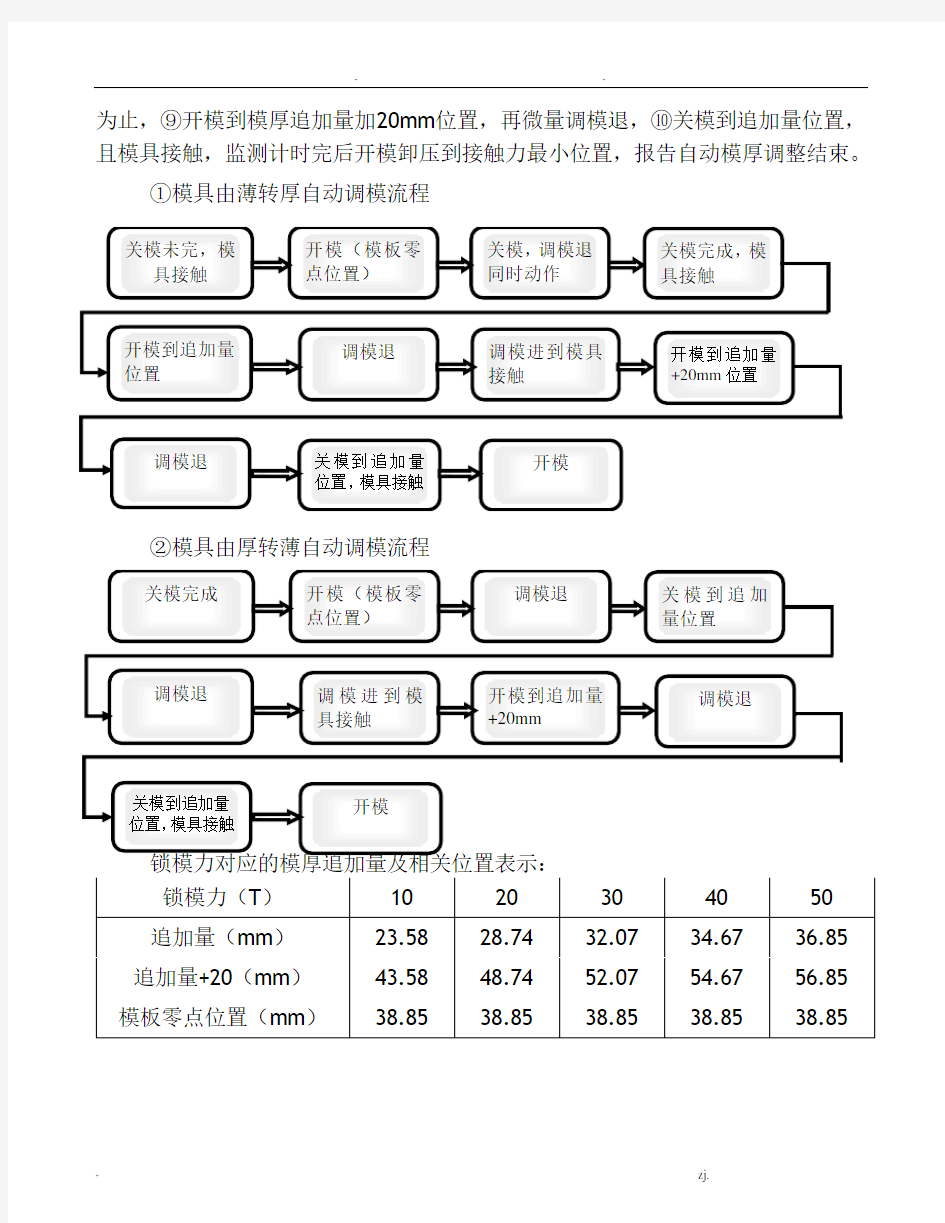
为止,⑨开模到模厚追加量加20mm位置,再微量调模退,⑩关模到追加量位置,且模具接触,监测计时完后开模卸压到接触力最小位置,报告自动模厚调整结束。
①模具由薄转厚自动调模流程
②模具由厚转薄自动调模流程
液压注塑机锁模力调整方式(一)
?液压注塑机锁模力调整步骤
?注塑机于调模使用模式
?系统画面切换到调模页面,选定自动调模和自动锁模力调整功能
?设定调模压力,速度,以及调模方式中开锁模压力,速度
?设定锁模力和当前模厚
?按自动调模键2秒,启动自动调模
?电脑画面显示自动调模进行中
?调模完成;
?按锁模健直到高压锁模完成。察看锁模压力表,表上压力是否满足当前模具所需要锁模力,否则在调模状态手动按“调模前进”/“调模后退键”再微
调模厚,直至目标锁模力。
?最后,手动模式下打开模具,锁模力调整完成。
液压注塑机锁模力调整:首先在调模使用状态下启动自动调模,自动调模开始,①粗调模到设定模厚,②以调模页面中的锁模压力和速度进行锁模动作,此时,调模页面中的锁模压力和速度同系统内部自动调模参数页面中的关模侦测时间一起来探测关模的最终状态,③如果不能关模完,则自动开模并以自动调模参数页面中设定的粗调退齿数调模退,然后完成关模,④以粗调模压力和速度调模进至合模接触位置,自动调模合模点确认后再开模完,⑤按系统内部锁模力对应的线型表齿数调模慢进,⑥再次关模并侦测关模完动作状态,⑦不论此时是否关模完成,都将在开模后以微调模厚压力,速度及设定的微调齿数微调模厚,并反复开锁模,直到所设定的锁模力对应的系统压力能够完成锁模,⑧如果最后一次追加的微调进齿数量导致锁模不能完成,则在开模后微调模退至前一次可促使锁模完成的模厚位置,然后报告自动调模完成。
。
- -
液压注塑机锁模力调整方式:
①首先,切换操作方式于安装模具状态,并打开自动调模页面 ②设定调模动作压力,速度和自动调模监测时间 ③设定模板压力及调模方式中开关模压力,速度 ④启动自动调模,自动调模进行中
⑤自动调模完成,但系统画面无压力反馈值
⑥按锁模健直到高压锁模完成。察看锁模压力表,表上压力是否满足当前模具所需要锁模力,否则在调模状态手动按“调模前进”/“调模后退键”再微调模厚,直至目标锁模力。 ⑦手动开模,调模完成。
液压注塑机锁模力调整方式:首先在安装模具方式中启动自动调模动作,①机器开始以调模方式中关模压力和速度执行关模动作,②在关模完或未完后实行时间监测,如果不能关模完,则在监测时间计时完后开模到开关模页面中低压模保起始位置,③按系统内部齿数量(64齿量)调模退并再次关模,④关模完成后,自动调模前进至合模接触位置,合模接触点监测时间到,开模至低压模保起始位置,⑤按系统内部齿数量(32齿量,前一次调模退量的1/2倍)调模进,⑥以调模方式中关模压力,速度再次关模,并在关模未完监测时间到后用开关模页面中的高压关模压力,速度,位置再次关模,⑦若此次调模进量不能促使关模完成,则按前一次调模量的1/2倍齿数量(16齿量)调退模厚,⑧如此反复来回均以前一次调模量的1/2倍齿数量(最小单位1个齿数量)递减微调模厚量,⑨最后精确到一个齿数量的反复修正模厚,直到在合理的模厚位置,用设定的锁模压力,速度能够完成关模动作,即报告自动调模完成。
-
-
综上所述,三种锁模力调整方式各有特色,但基本模式都是先完成曲臂伸直过程,进行模合点确认,然后再微调模厚,完成自动调模。至于实效性,可靠性,准确性我们作以下论述。
日系全电动注塑机自动调模,整个过程中有其独特的二点:其一,模厚递增与关模联动直到关模完成,这种方式有效的缩减了锁模力调整周期;其二,启动模厚调进都是在锁模力对应的模厚追加量位置进行的,以模具接触力决定调模进的量。此种方式的锁模力调整时间较短,最终的实际锁模力与设定锁模力一致,但这适用于平行度良好的模具调模,否则不能获得准确的锁模力值,不能完全满足工艺要求。
液压注塑机自动调模方式(一),从整个过程来看,除了粗调模进到合模点外,其他粗调和微调模量都是人工输入的一个定量值。合模点未确认前均是粗调,合模点确认后都是微调。不过,输入定量值的多少,关系到反复调模的次数,直接影响到整个自动调模的周期。液压调模泵的压力和速度直接影响到调模的准确度,速度过快容易超位,那么模厚修正次数会越多,完成自动调模的时间会越长。自动调模过程中,最终只能精确到一个齿的微调量,调模完成后实际锁模力与设定锁模力将会有一定的差值。
液压注塑机自动调模方式(二),从整个动作中看出,模厚调整量是建立在前一次调模量1/2倍的基础上进行的,对半逐渐递减到一个齿的修正量来完成调模。自动调模全程中,模板活动区域均在低压模保X围之内,这样以来避免了开模完所
到最终也只能是一
50kn锁模力左右变化差值,
- -
为了实现与设定锁模力达成一致,自动调模修正数较多,全程周期比较长。不过,粗调模式下,液压泵快速调模还是比全电动注塑机减速电机调模快。全电动注塑机自动调模,采用减速电机调模,调模位置可以精确到0.01㎜,自动调模时,比较容易获取与设定值一致的锁模力,最大偏差约5kn,还有其调模电机和开锁模电机可以同时运行,自动调模周期相对液压机调模短得多。如果将全电动注塑机的减速电机换成伺服电机调模,那么调模扭矩,速度,位置以及与开锁模伺服联动会有更准确配合控制,动作简明,位置精准,最终实际锁模力将会与设定值达成一致。