目录1. 概述
1.1连铸技术的发展
1.2连铸机的机型
1.2.1 立式连铸机
1.2.2 立弯式连铸机
1.2.3 弧形连铸机
1.2.4 直弧形连铸机
1.2.5 水平连铸机
1.3方坯连铸机
1.3.1 方坯连铸
1.3.2 罗克普型小方坯连铸机
1.4铸坯热送
2. 连铸机及其参数计算
2.1 铸坯断面
2.2 拉坯速度
2.3 机身长度
2.4 弧形半径
2.5 连铸机流数
2.6 连铸机生产能力计算
2.7 方坯连铸机的工艺布置
2.7.1 连铸机总体尺寸
2.7.2 方坯连铸机工艺流程
2.7.3 连铸机在车间内的布置
3. 浇注设备
3.1 钢包及其运载设备
3.2 钢包回转台
3.3 中间罐
3.4 中间罐车
3.4.1 中间罐车的型式
3.4.2 中间罐车的总体结构
4. 结晶器及其振动机构
4.1 结晶器
4.1.1 结晶器内坯壳的形成
4..2 结晶器的型式和构造
4. 2.1 结晶器振动的目的
4. 2.2 结晶器振动方式
4. 2.3 结晶器振动机构的类型
4.2.4 结晶器振动机构介绍
4.2.5 结晶器振动的运动参数
5. 二冷区铸坯导向装置
5.1 二冷装置的作用与工艺要求
5.2 二次冷却区的传热
5.2.1 二冷区热平衡
5.3 二冷区铸坯导向装置的结构
5.3.1 小方坯连铸机二冷装置
5.3.2 大方坯连铸机二冷装置
5.3.3 板坯连铸机二冷装置
5.3.4 二冷区扇形段更换方法
5.3.5 二冷区支承导向部件结构
6. 拉矫机
6.1 拉矫机的技术要求
6.2 拉矫机的型式与结构
6.3 矫直的基本原理和矫直力的确定
6.4 拉坯力的计算与确定
7. 引锭杆及其存放装置
7.1 引锭杆的形式与结构
7.1.1 引锭杆的形式
7.1.2 引锭杆结构
7.2 引锭杆的脱锭与存放装置
8. 火焰切割机
8.1 火焰切割机结构
8.2 切割枪及切割咀
1. 概述
1.1连铸技术的发展
连续铸钢自问世以来,它便得到迅速的发展。这主要是由于它与传统的“模铸-开坯”工艺相比(见图1),具有如下突出的优点:
简化了生产钢坯的工艺流程,节约了大量的能源。据日本资料介绍,连铸的能源消耗仅为模铸工艺的20.8%-13.5%。我国每吨连铸坯综合节能约为130kg标准煤,若实行连铸坯的热送还能再节省5kg左右的标准煤。
由于能在一个机组上连续浇铸出钢坯来,可以提高金属收得率达7%-8%,成材率提高10%-15%。成本还可以降低约10%-12%。
可以采用计算机自动控制,易于实现连续生产。
从根本上改变了工人劳动条件,生产率相应得到提高。
由于连铸的优越性,许多钢厂纷纷采用连铸取代模铸工艺,并出现全连铸炼钢车间。各国连铸比不断提高。
经过几十年各国对连铸技术的研究、开发,使得连铸新工艺、新技术发展很快。近年来,以高拉速、高连浇率、高作业率、高铸坯无缺陷率(或称为无清理率)的高效连铸是连铸生产的重要发展方向,也是迅速提高我国连铸生产水平的重要手段。
小方坯1302拉速>4米/分、1502拉速>3米/分;产量每流13-15万吨;作业率达90%。板坯拉速可提高到1.8-2米/分左右,作业率达90%,双流板坯铸机单月产量也已达到32-35万吨的水平。
我厂2#板坯连铸机经改造,原设计为50万吨/年,改造后为85万吨/年左右。拉速和作业率都比现在的拉速和作业率要有所提高。
随着炼钢技术的发展,炉外精炼的采用RH、VOD、LF炉、吹Ar等工艺使供连铸的钢水质量有了明显改善;连铸采用保护浇铸以及连铸液面控制电磁搅拌等新技术的应用,使铸坯表面质量进一步提高,内部缺陷进一步减少。这不仅扩大了连铸浇铸的钢种,而且为铸坯红送创造了有利条件。
目前连铸发展为连铸连轧短流程新工艺。薄板坯连铸可浇成50-100mm厚的连铸坯,热送加热炉,然后热连轧机组直接轧制成最小厚度约1.2mm的热轧带卷,该工艺是以最短的工艺流程,在一条连续的作业线上直接生产带卷的高新技术。我国邯钢、包钢包等厂家已经引进了这种新技术。
1.2 连铸机的机型
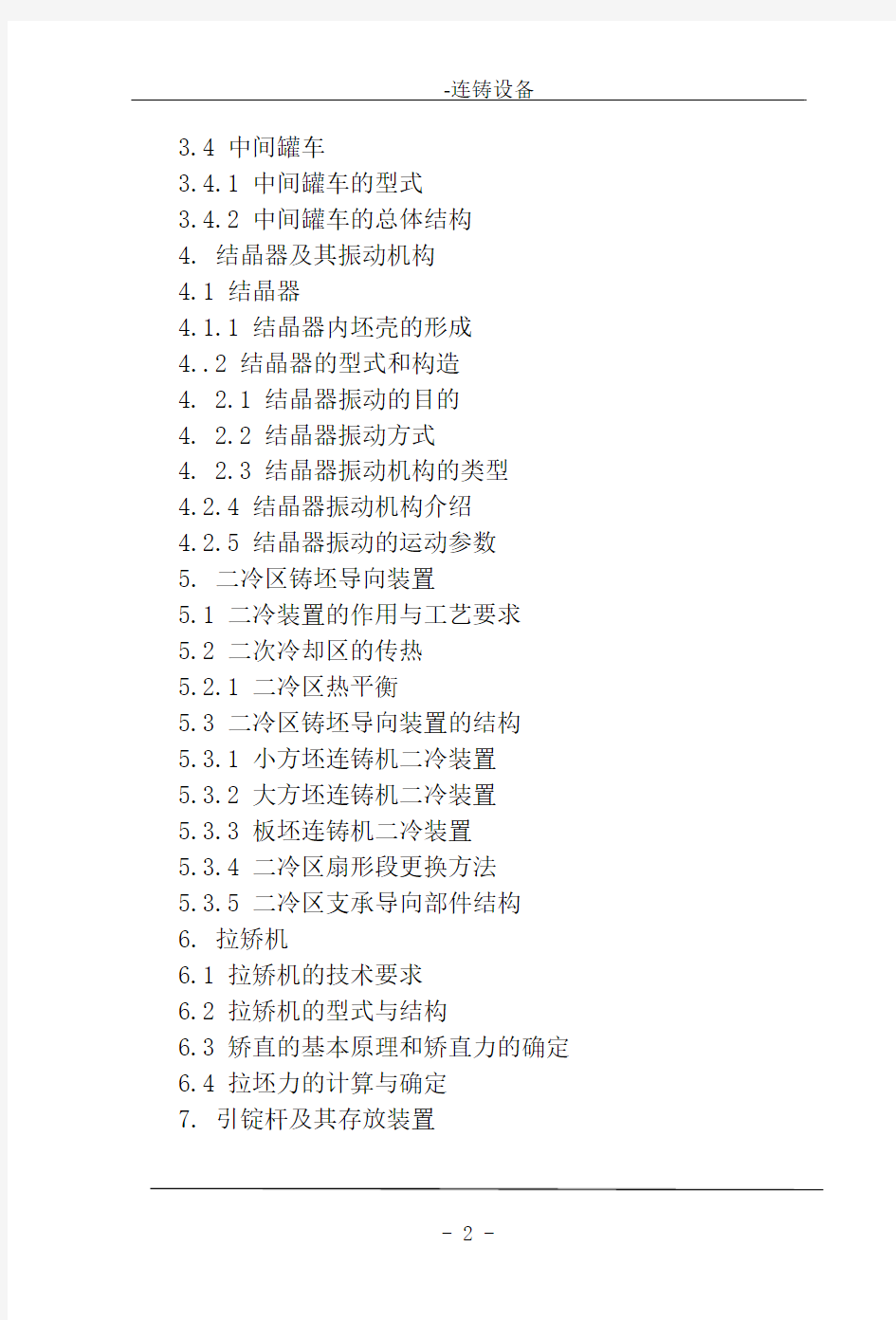
连铸机的机型直接影响连铸坯的产量、质量、投资和效益。最早应用于工业生产的是立式连铸机,历经几十年的不断发展,
图1-1
至今已形成完整的机型型谱。通常称为传统连铸机,主要有立式、立弯式、弧形式和水平连铸机等。在其大发展的同时,广大连铸工作者为获得更高质量的铸坯,进一步提高连铸机的拉坯速度,相继开发出多种形式的连铸机,这里称其为新型连铸机。下面仅对其中几种主要新型机作简要叙述,详见图1-1。
1.2.1 立式连铸机
如图1-1(1)所示,其基本特征是:连铸机的各主体设备:结晶器及其振动装置、二次冷却支承导向装置、拉坯设备及切割装置等均从上到下配置在同一铅垂生产线,且在浇铸过程中铸坯没有受到任何强制变形过程。因而具有如下优点:(1)由于钢水铅垂注入结晶器内,四周冷却条件相同,易于调节控制,因而钢水结晶固易达到最佳状态。且钢水中各种非金属夹杂物易于上浮,铸坯内夹杂物最少,横断面结晶组织对称。
(2)连铸机的主体设备结构均简单,且可省去一套矫直装置。
(3)铸坯在结晶凝因过程中,不受任何机械外力作用。为获得高质量铸坯创造更有利的条件。
其主要缺点是:
(1)铸机机身很高,由此带来一系列问题:钢水的静压大,极易产生鼓肚变形。机械设备的维护检修很不方便。施工工作量都很大(不论是向空中还是往地下),因而投资较多。
(2)铸坯定尺长度受到限制,发展困难。
随着生产率进一步提高,铸坯尺寸要增大,拉速需加快,都迫使立式连铸机还要加高,其缺点会更加突出,发展受到严重限制。
1.2.2 立弯式连铸机
如图1-1(2)所示,它的主要特征是:铸机机身上部都与立式铸机完全相同,在铸坯完全凝固后,经过弯坯装置,将铸坯弯曲90o成水平,然后在水平位置矫直、切断成定尺,水平出坯。该机型的主要优点是:
(1)完全保留了立式连铸机的主要工艺与铸坯质量高的长处。
(2)显然机身较立式铸机高度有所降低。更重要的是从此开拓了连铸机水平出坯的新途径,坯长不再受限制。
其主要缺点是:
尽管铸机机身高度有所降低,但在铸坯尺寸进一步加大,拉速再提高时,铸坯的液相深度会越来越长,机身至弯坯前还是太高。这样该机型所显示的优越性会越发不明显。甚至难于克眼由于高度带来的困难。特别是在主要设备的组成上,除了比立式铸机减少一套翻钢与出坯装置外,又增加了弯坯装置和矫直设备,二者重量相差无几。
1.2.3 弧形连铸机
在不断寻求降低连铸机高度的过程中,到60年代初,我国及瑞士首先研制成功了圆弧形连铸机(如图1-1(3))。从此,连铸机获得了突破性迅猛进展。
圆弧形连铸机的基本特征是:从位于最上面的结晶器及紧相连的二次冷却支导装置到拉矫机,受到矫直辊施加的外力被矫直。该机型具有如下优点:
(1)机身高度低,仅为立式铸机高度的1/3,由此带来一系列优越性:对设备和维护、检修以及事故处理等都比较方便。钢水的静压力较小,因而大大减少因鼓肚引起铸坯的内裂和偏析。
(2)在克服立弯式连铸机缺点的同时,保持和发扬了其水平出坯的特长。定尺长度不再受限制,为实现高速浇铸创造了良好的条件。
它的主要缺点是:
(1)鉴于钢水完全是在1/4圆弧中进行冷却凝固的,其中夹杂物上浮自然会受到阻碍,又很容易向内弧富集,会造成夹杂物偏析。
(2)整个铸机占地面积比立式铸机大。
(3)连铸机设备制造、安装、维修、对中、找正比较困难。
1.2.4 直弧形连铸机
近年来,在总结立式连铸机和全弧形连铸机优缺点的基础上,提出采用直结晶器,具有弯曲过渡的弧形段,然后矫直水平出坯的直弧形连铸机如图1-1中3b。
这种机型的连铸机采用直结晶器,并具有一个2.5M以上的直线段,因而它具有立式连铸机铸坯质量好的优点。同时,二冷又采用了较大的弧形段,矫直水平出坯因而又具有弧形机中提高拉速、增加产量的优点;采用特殊的弯曲和矫直结构;可带液芯进行弯曲和矫直。防止铸坯由于矫直引起的内袭纹。
1.2.5 水平连铸机
目前它(如图)1-1中4)的工艺和装备在国外已较为成熟,正在向扩大钢种、断面形状和尺寸的方向发展。该机型的主要特征是:在浇铸过程中铸坯始终保持水平运动,不受弯曲或矫直,系属无氧化浇铸。
二钢厂1#、2#连铸机为R8m直弧型板坯连铸机,3#方板坯兼容连铸机为R8m直弧形连铸机。
1.3.方板连铸机
1.3.1 方坯连铸
小方坯连铸一般指断面尺寸≤160×160mm2的小方坯或与之面积相当的其他断面形状的铸坯。小方坯连铸具有设备简单,建设投资省、生产率高、生产成本低等优点,所以小方坯连铸
发展较快。特别是用小方坯连铸机生产普碳钢钢筋、棒、线材较为经济。近年来小方坯连铸采用保护浇铸、液面控制和电磁搅拌以及计算机过程控制等新技术,可浇合金钢等钢种。
浇铸断面尺寸>160×160mm2的方坯或与之面积相当短形坯为大方坯。大方坯和小方坯在浇注工艺上无实质区别。在设备结构较小方坯连铸机复杂,如结晶器除应用管式结晶器之外,根据需要也有采用组合式的二冷装置根据坯子断面大小,采用不同数量的夹持辊等。
它既可浇普碳钢,也可浇合金钢或不锈钢。方坯连铸机的流数,一般为1-4流,流间距为900-1400mm。根据炼钢炉容量、浇注时间浇铸断面和拉速来确定流数。小方坯连铸机配合大炉子生产,则流数较多。原武钢-炼钢出钢量270t,铸坯断面为180×180mm2、200×200mm2已属大方坯,考虑到炉机配合,连铸机设计为一台8机8流。
二钢厂转炉出钢量为80t,考虑到炉机配合,采用一台一板二方+并列二机二流方坯兼容并列连铸机,方坯为4流。。
1.3.2 罗克普型小方坯连铸机
近年来,小方坯连铸机普遍采用罗克普型刚性引锭杆。用刚性引锭杆代替传统的链式引锭杆,可使二次冷却装置进一步简化,有利于二冷喷咀布置和处理事故快等优点。个别厂家大方坯连然机也有采用刚性引定杆,但二次冷却装置为防止铸坯鼓肚而必须增加一定排数夹持辊。从而失去了采用罗克普刚性引锭杆的优点。相反增加刚性引锭杆存放设备。因此,大多数大方坯连铸机仍然采用传统的链式引锭杆。
1.4 铸坯热送
铸坯热送一般是指从连铸机出来的坯子,温度为200-950℃
的连铸坯直接装入加热炉,然后进行轧制。节能效果较为明显,因而也是很多厂家追求的目标。
但热送必须具有如下条件:其一,要提高连铸坯的质量,使不精整率达到80%以上。为此,连铸机要配备必要的质量判别、跟踪和保证系统。其二,要采用高温连铸坯的生产技术,如气-雾冷却,全部出坯辊道置于保温罩内,热送直接轧制的连铸坯角部加热炉。其三,要按照轧制计划所规定的钢种、钢材规格、轧制速度,组织连铸机和轧机同步作业。
目前许多国内连铸机生产都在组织热送,有的新建连铸-轧钢短流程生产。一些使用固定断面坯为原料的中小型轧机及线材轧机,是连铸方坯直接热送的有利前提。
铸坯热送工艺的不断完善和迅速发展,必将使炼钢轧钢流程再来一次飞跃。
2. 连铸机及其参数计算
连铸机的参数是选择机型及机械设备设计的主要依据,是决定设备性能和规格的基本因素。其参数主要有:铸坯断面、拉坯拉速、弧形半径、连铸机冶金长度以及连铸机的流数等,这里仅就弧形连铸机简述一般参数的设计计算与选择。
2.1 铸坯断面
决定浇铸钢种之后,铸坯断面形状和尺寸是首先要确定的问题。所谓铸坯断面尺寸是指铸坯在常温下的规格尺寸,又称“公称尺寸”。而铸坯断面形状有方坯、矩形坯、板坯、圆坯以及一些异型坯。铸坯断面形状和尺寸是由其用途和下一道工序的要求所决定的。它的选择取决于工厂最终生产的产品。
在确定铸坯断面时,主要考虑以下几个方面的问题。
1) 首先应根据轧钢生产的需要来确定铸坯断面。
(1) 为保证轧制成品的质量和性能,应使铸坯获得需要的压缩比(指铸坯断面积与轧制后产品横断面积的比值)。对碳素钢和低合金钢,最小压缩比应达到6。对不锈钢、耐热钢的最小压缩比则应达到8,对于高速钢和工具钢一般应不小于10。实践上,对不同产品要求的压缩比可见表2-2。
(2) 目前,连铸断面与轧机的合理配合,见表2-3。
表2-3 铸坯断面与轧机的配合
(3) 连铸坯断面选择除应与轧机及其轧制成品断面相适应外,还必须以连铸和轧钢二者都能取得合理的经济效益为前提,切不可忽略轧材生产成本和产量。生产小方坯时莫要过分追求一火成材,也不宜为增大压缩比而过分加大铸坯的断面。
(4)铸坯断面的范围不宜过宽,铸机应按大断面进行设计,
如用来生产过小断面是不经济的。连铸坯的最小断面(不包括水平连铸机)推荐确定为:普碳钢方坯及圆坯一般宜大于等于120mm;特殊钢方坯及圆坯一般宜大于等于130mm;板坯厚度一般宜大于等于140mm。
(5)对每一台连铸机所生产的铸坯的断面应尽量简化,厚度规格不宜超过三种,这种既可以节省投资,又便于组织生产,有利于提高产量。
2)应根据炼钢炉的容量,连铸机的生产能力以及二者生产周期的匹配来确定铸坯断面应保证在钢包允许的浇铸时间之内完成浇铸。如果配有能直接轧制的开坯机,则更宜采用较大断面的铸坯。
铸坯断面的大小和形状对其质量和铸机的生产率有直接的影响。一般说来,铸坯断面大有利于夹杂物上浮,质量也容易得到保证,铸机的生产能力也高,但不应超过所必需的压缩比太多,造成额外浪费。选取小断面铸坯,操作难度大一些,投产可以少一些。总之,应设法寻求保证铸坯质量的最经济断面。从目前生产水平来看:生产小方坯时,如采用浸入式水口浇铸,它的最小断面尺寸应大于等于140mm×140mm;为防止铸坯生产鼓肚,最大宽度可达到350mm;铸坯成分偏析率小于1.2时的最大铸坯厚度为300mm,若尺寸大于此值时可设置电磁搅拌装置;断面的矩形度(即宽度与厚度之比)应小于或等于2。但铸坯断面形状的不同,给工艺和设备上带来的问题也不同。圆坯较当量内切圆半径相等的或矩形坯的冷却面积要小,且易产生中心疏松、偏板和内裂等质量缺陷,应引起操作上的特别注意。
2.2 拉坯速度
拉坯速度是设计连铸机的重要参数之一。铸坯断面确定之后,拉速对连铸机的生产能力起着决定的作用。拉速V通常是
以铸机每一流每分种拉出铸坯的长度(m)来表示(m/min)。也有用浇注速度q(t/min·流)来表示的,即铸机每一流每分钟浇注的钢水量(t)。显然,拉坯速度越高,铸机的生产能力也愈高,拉速高是我们需要的。但是,由于受到设备、钢水结晶凝固条件及铸坯质量的限制,拉速不能太大。拉速快,拉出结晶器的坯壳就薄,易发生过大变形甚至造成漏钢。在一定的工艺条件下,必须满足以下两个基本条件:
满足一定的坯壳厚度
铸坯出结晶器下口时,应具有均匀的一定强度的坯壳厚度,即δ≥﹝δ﹞。
大量实验研究得出,结晶器内钢水凝固的坯壳厚度δ,可按公式(2-1)计算:
δ=K t (mm)(2-1)
式中 t-钢水凝固经历的时间,min;
k-结晶器内的凝固系数,mm/min。
出结晶器下口时的安全或允许的坯壳厚度﹝δ﹞,详见表2-4。
K值依浇钢水的性质、温度、铸坯断面形状、尺寸及冷却强度不同而异。对传统连铸机(水平机除外)。当钢水在结晶器内凝固时,K值波动在20-24。而对于新型连铸机和水平连铸机来说,钢水与结晶器接触条件好,其K值可在25-30间选取。由
于铸坯在二冷区所受到的冷却条件基本一样,其K 值均在26-33中选定,或按图2-3选取。
根据允许的安全坯壳厚度﹝δ﹞,计算的最大拉速V max 为: 2
'
2max δ
m L K V =
(mm/min ) (2-2)
式中L m ′-结晶器有效高度mm 。 满足连铸机确定的冶金 长度连铸机的冶金长度,板 坯是指从结晶器液面起至最 后一对夹辊间的长度,也称 铸机长度。方坯可延至剪切 点。
若已知连铸机的冶金长 度为L (m ),其最大拉坯速
度V max 为: 图2-1凝固系数k 曲线
12max
)2(Lf D
K V ?= (m /min ) (2-3)
式中K--综合凝固系数,见表2-5或由图2-3查; D--铸坯厚度mm ;
F 1――拉速降低系数,按表2-6选取。
①取值较大是由于采用浸入式水口及冷却水量可按拉速变化自动调节的装置。
②可浇铸,但一般不用。
表2-6 拉 速 降 低 系 数
实际上,拉坯速度也可按如下经验公式计算:
F l
V c α= (m /min ) (2-4)
式中 l -铸坯断面,mm ; F-铸坯断面积,mm 2;
α-铸坯断面形状系数,m ·mm/min 。
上式只适用于大、小方坯和圆坯拉速的计算。由于板坯宽度比值过大,不能真实反映出铸坯厚度对拉速的重要影响。故暂列出铸坯形状系数的经验值于表2-7。通常在应用时,较小断面的铸坯偏于取较大的α值,而对较大断面的铸坯偏于取表中所列范围的较小值。表中矩形坯,通常指宽比厚之值在1.2-1.4。
拉坯速度V 与浇注速度q 间的关系可用下式表示:
q rWD
V 1
=
(m /min ) (2-5) 或 rW DV q = (t /min ·流)
式中 r--钢水密度,t/m 3 ;
W--铸坯宽度,m;
D--铸坯厚度,m。
在进行设计计算时,根据上述计算所得的拉速,可参照经验最后确定之。
由于国内已有大批小方坯连铸机正常运行,其设计拉速与浇注速度列如表2-8。
影响拉速的因素是多方面的:浇铸钢水的温度越高,冷凝成一定厚度坯壳的时间越长,拉速应慢些,反之拉速可快些;钢种不同,冷凝时高温强度高的钢种,其拉速可大些。反之,应小些;铸坯断面形状和尺寸的差异,不同断面形状的铸坯,有不同的结晶凝固特点,冷却表面积的大小亦不同。圆形坯与方坯和矩形坯有明显的不同,不只是凝固有其特点,就其圆坯直径与之内切圆相等的方坯
或矩形坯的冷却表面积相比
明显地要小。因而在其他条
件相同时,圆坯的拉速自然
要低些;连铸先进工艺技术
的采用,如吹氩搅拌、侵入
式水口与保护浇注等都有利
于拉速的提高;连铸机结构
的改进,冷却设备能力的改
善,防变形能力的提高,中图2-2 拉速的增长情况
精度的提高等等都对提高拉速是必不可少的。因此,应将拉坯速度的提高看成是冶炼技术和连铸技术装备水平综合提高的结果。拉速的增长状况如图2-4所示。
2.3 连铸机机身长度
连铸机的机身
长度,简称机长,
是连铸机设计不可
缺少的一个重要参
数,它不但关系到
主机的规格,也涉
及到铸机的总体配
置。为了研究铸机
的机长,首先应解
决铸坯的液芯长
度。铸坯的液芯长
度铸坯的液芯长度
L液,通常是指从结
晶器内的钢液面直
到铸坯完全凝固为
止所经历的最大长
度。它是确定连铸
机机身长度与铸机
弧形半径的重要工
艺参数之一。也是
连铸机进行总体设
计和布置的基本参
数。
由铸坯凝固坯壳厚度的计算公式(2-1)可知,若铸坯的厚度为D(m),当凝固坯壳的厚度δ等于坯厚的一半时,铸坯已完全凝固。即:设拉坯速度为V(m/min),则铸坯的液芯长度L液为:
1 前言 1.1 编制依据 1.1.1 国家和冶金行业颁发的施工及验收规范、工程质量检验评定标准; 1.1.2 2X110t电炉、连铸工程的图纸及相关技术文件资料。; 1.1.3 中冶华天工程技术有限公司提供的设计图纸 1.1.4 《管理手册》《质量、职业健康安全、环境管理体系》程序文件及相关支持文件; 1.1.5 施工现场调查情况 1.2 目的 1.2.1 科学管理,信守承诺,精心施工,保证质量,为用户提供满意的建筑产品和服务。 1.2.2 严格按照建设公司《质量管理手册》 1.3 本项目的目标 1.3.1 质量目标 分项工程一次验收合格率达到100%,工程质量达到合格标准。 1.3.2 工期目标 2009年3 月开工,2009年6 月竣工,总工期104 天。 1.3.3 安全目标 1.3.3.1 杜绝重大安全事故; 1.3.3.2 月千人负伤率控制在千分之零点五四以下。 1.3.4 文明施工目标 达到市级“文明工地”和“标准化工地”及环保的要求。 2 工程概况 2.1.1工程名称: 2X110t电炉、连铸安装工程 建设单位: 设计单位:中冶华天工程技术有限公司 制造单位:国产设备及Concast公司 监理单位:金设监理公司 承建单位:中国建设有限公司 2#、3#六流连铸机设计年产230万吨钢;产品规格为:2#机浇注断面分别为:150mm×150mm 方钢;φ150mm、φ200mm圆钢;长度:6000mm-12000mm;3#机浇注断面分别为160mm×160mm 圆钢;φ210mm、φ270~φ310mm圆钢,长度:6000mm-12000mm;主要生产钢种类为:碳素结构钢、低合金结构钢、冷镦钢、焊丝钢、硬线钢、弹簧钢、管钢、轴承钢和易切削钢;连铸机的弧型 1
二炼钢板坯连铸点检作业标准培训试题 姓名:得分:日期: 一.填空题:(共30空,每空1分,共30分) 1.大包回转臂为短连杆蝶式结构,具有回转和事故回转、升降、称量和钢水罐加盖功能。工作时中位接受钢水罐、高位旋转、高位时装长水口,低位时浇铸。 2. 中间罐车主要由走行车架、升降框架、中间包鞍座、防溅保护板、走行驱动装置、中间包升降装置、中间包对中装置、电子称重装置、操作平台、能源介质拖链、介质配管、长水口操作器等组成。 3. 中间罐预热装置包括烧嘴、烧嘴倾动机构、鼓风机及浸入式水口预热装置(非下抽式)、阀台、管道及支架。 4.结晶器振动装置的结构为机械四偏心式+板弹簧。该装置向结晶器提供必需的运动动力,使结晶器沿垂直方向上、下振动,以防止坯壳粘结在结晶器铜板上。振动波形为正弦曲线,振幅和振动频率均可调。 5.结晶器振动装置由驱动装置、振动发生装置、振动台、振动台导向及缓冲弹簧、振动框架、冷却水管连接装置组成。 6.支承导向段配置在结晶器与1#扇形段之间,支承和引导铸坯,并经连续弯曲,将铸坯称量到二冷段的圆弧段;同时也使铸坯内部未凝固钢液中的夹杂物有充分的机会上浮,以提高铸坯质量。 7.扇形段位于支承导向段之后,是促使铸坯坯壳继续增长,直至完全凝固的设备。其功能是抑制由于钢水静压力引起的铸坯变形;通过喷水或气雾冷却使铸坯液芯完全凝固;利用驱动机构对铸坯进行拉坯和矫直;引导和夹送引锭杆。 二.选择题:(共20题,每题2分,共20分) 1.进行设备点检时应充分利用(C.耳,鼻,眼)等感官功能判断上否有异常声音,气味,振动等现象. A.眼,手,耳; B.眼,手,脚; C.耳,鼻,眼;
Equipment Name设备名称TEEMING FACILITY铸造设备 Casting ladle 浇铸钢包 Ladle slag detector 钢渣探测器 Ladle cover钢包盖 Skull box (20 ton capacity)废料箱(20t容量) Refractory 耐火材料 Ladle sliding nozzle system钢包滑动水口系统 Sliding nozzle facilities滑动水口装置 Nozzle attaching & detaching tools 水口装拆装置 Brick draw out device拆耐火砖装置 Ladle slide gate repair deck钢包滑动水口维修平台 Ladle slide gate cylinder suspension钢包滑动水口液压系统 Refractory耐火材料 CASTING FACILITIES连铸机 Steel structure钢结构 Steel structure钢结构 Casting Platform, removable covers连铸平台,移动包盖 Rail track for tundish car in casting platform中间包车在浇铸平台上的轨道Ladle Operator Platform with cabin钢包操作室 Ladle Slide Gate Connecting Platform滑动水口连接平台 Emergency Ladle support guiding plates事故钢包支撑面 Stairs and Access Platforms楼梯及入口平台 Guides for Segment Exchange扇形段调换导向装置 Support structure for Guides for Segment Exchange扇形段调换导向装置支撑机构Embedded steel parts for Oscillator unit结晶器浸入式滑动水口 Embedded steel parts for Guides for Segment exchange扇形段调换导向装置嵌入水口Erection suspension (for erection of LT by bay cranes)立杆(LT的直立电葫芦) Embedded steel parts for cooling chamber Cooling chamber (Tunnel type)冷却室(管道类型) Carbon steel and hot galvanized gratings, stairs碳钢与镀锌门窗的栅栏及楼梯? stainless steel wall不锈钢挡板 Ladle turret with cover handling带钢包盖的大包回转台 Ladle turret 大包回转台 Mechanical Equipment机械设备 Manufactured Parts 制造用零件? Foundation frame with foundation anchors 带立柱的基础结构 Machine attached Piping附带管道的机械 Machine attached Cabling附带电缆的机械 Assembly Parts装配部件 Turning Bearing 旋转轴承 Radial Bearing线性轴承 Ball and socket joint球状物及其插座 Turning Drive with Hydraulic Motor and Overload Coupling带液压马达及过载离合的旋转驱动器Lifting Plunger回程柱塞
21 连铸设备安装 本章适用于板坯连续铸钢工程,其他方坯连铸等可参照。 21.1 材料要求 21.1.1…本工程所用材料及设备应有出厂合格证。… 21.2 主要机具 21.2.1…吊装机具:卷扬、导链、滑车;吊车根据情况选用。… 1.2.2…管道安装机具:电焊机、氩弧焊机、坡口机、试压泵、探伤机。… 1.2.3…设备安装机具:…塞尺、水准仪、经纬仪、方水平、平尺。 21.3施工准备 21.3.1…基础验收:在安装开始前应进行土建和机械安装专业之间的中间交接,土建单位应提交如下资料: 基础强度试验报告; 基础外形各部尺寸检查资料; 基础沉降观测记录; 基础底座基准点、标高基准点及其检查记录。 安装单位应对上述b、c、d作验收检查。并以此作为安装基准。 21.3.2…检查设备型号是否设计相符合,在运输过程中是否有磕碰现象。… 21.4作业条件 21.4.1…基础工程完工,并经检查合格。… 21.4.2…车间基本封闭完毕,保证清洁施工环境。 21.4.3…设备和材料按计划进入现场,并检验合格。 21.5操作工艺 21.5.1工艺流程:
21.5.2 工艺文字说明 1、基准线和基准点的确定: (1) 每台连铸机安装前都应先定出纵、横向基准线(见下图),并设置永久中心标板。 a. 纵向基准线Ⅰx ,设于冷却室外,与连铸机中心线平行。 b. 纵向基准线Ⅱx ,即每台连铸机的中心线。 c. 横向基准线Ⅰy ,即拉矫机切点辊的轴线。 d. 其水平 e. 弧形连铸机基准线 Ⅰx 、Ⅱx ——纵向基准线;Ⅰy 、Ⅱy 、Ⅲy ——横向基准线 1—冷却室;2—铸流外弧;3—拉矫机切点辊;4—输送辊道起始辊 (2) 每台连铸机基础的各层高度均应设置一个永久基准点。 2、连铸机安装 (1)水平底座安装 水平底座是所有安装工作的基准,必须首先找正水平底座,才能向前找弧形段底座,向后找除磷机底座。 水平段底座上的中心标高基准是定位销轴拉矫机切点辊。在辊顶面上测量设备标高,中心测量销轴侧面。整体底座的水平度在水平底座上的扇形段定位块A 、B 、C 、D 四点来测 Ⅰx Ⅱx Ⅱy Ⅰy Ⅲy
炼钢厂连铸作业区基本工艺操作规程 1总则 1.1本规程规定了连铸生产准备、拉坯生产工艺、安全生产管理等工作。 1.2本规程适用于连铸各规格、钢种的连铸生产。 2 中间包准备 2.1 中间包修砌 2.1.1绝热层(保温层)砌筑 2.1.1.1在砌筑前应对中间包钢壳进行检查(探伤检查,耳轴、焊口),有无变形,确保钢壳的完好性,符合砌筑及使用要求。 2.1.1.2将中间包钢壳在换衬台上定位。 2.1.1.3清理钢壳内垃圾,钢壳内外残钢渣清理干净。 2.1.1.4在钢壳内涂抹高温泥,要求厚薄均匀。 2.1.1.5平铺一层耐火纤维毡,拚接缝要用胶泥粘好。 2.1.2浇注料的准备 2.1.2.1投入搅拌机的搅拌量不应超过搅拌机定量的50%。 2.1.2.2干料加入搅拌机内,应干混1~2分钟,按重量比加入8~10%的水,继续搅拌2~3分钟,混匀成水泥浆状即可出料。 2.1.2.3搅拌好的料应尽快使用,以在15分钟内用完为宜。 2.1.3中间包永久层浇注 2.1. 3.1在浇注永久层前,将残留在包底的杂物清理干净。 2.1. 3.2在浇注前根据中间包换衬台上的水口对中装置放准水口座砖,并根据设计要求放好上、下冲击板。 2.1. 3.3先浇注包底,浇注时,用插入式振动棒捣,振动以泥料充分泛浆无大的气泡冒出为宜,然后用泥刀将表面抹平。 2.1. 3.4从浇注料中取出振动棒时,不宜过快,防止造成空洞。 2.1. 3.5浇注完中间包底,待自然干燥2小时后方可支胎具,胎具与绝热层间距为150mm。安放前胎具四周先涂上防粘油,胎具安放要求中心定位,保证浇注后包墙厚度均匀。 2.1. 3.6一次性浇注包墙,并用插入式振动棒捣,同时要求表面泛浆。
前言 本工程名称为首钢京唐炼钢联合有限公司钢铁厂扩建的4#板坯连铸机工程,主要生产板坯;为生产板坯服务的土建内容包括在线设备基础,机械检修基础(离线设备基础),电气控制及液压控制的小房子(包括电缆隧道,主控楼,电气室,切割电气室,液压站,板坯电气室)水循环系统的管廊。 针对该工程跨度大,施工区域分布零散,组织施工必须严谨,这就要求在编制了施工组织设计上要求更周详,通过对设计意图的充分了解,我单位人员花费大量的精力编制了合理的施工组织设计,相信会使设计创新化,质量优质化,工程合理化三体合一,更高一层次的打造的曹妃甸又一精品工程。 第一章:编制说明 第一节:编制依据 1、国家法律、法规依据 《中华人民共和国建筑法》 《中华人民共和国合同法》 《中华人民共和国招投标法》 《建设工程质量管理条理》(国务院279号令) 2、所依据的主要规范、规程
3、参考文献资料 《建筑施工手册》(中国建筑工业出版社.1998)《技术交底记录》(北京建筑土木协会) 《建筑工程质量通病防治手册》(中国建筑工业出版社.2000)《建筑分项工程施工工艺标准》(中国建筑工业出版社.1997) 标准图集和首钢设计院设计图纸 第二节:厂址位置及自然条件概况 1.厂址位置 曹妃甸位于唐山市南部的渤海海湾,距唐山市80km、距首钢矿业公司120km、距京唐港60km、距秦皇岛170km、距天津新港70km、距北 2
4#连铸机设备基础施工组织设计京市220km、距最近的县城唐海县城40km。 2.地理条件 曹妃甸岛以西宽3~4km的高潮坪和狭窄的低潮坪构成。北侧与陆地之间为浅滩,水深在0.0~0.5m之间,一般在1.0m左右,人工吹填方式形成建设用地。场地覆盖层厚度大于50m,土层主要为粉、细沙,局部淤泥质土,属建筑抗震不利地段。地下水与海水对混凝土具有中等腐蚀性。 厂址区地震基本烈度为7度。 3.自然条件 气候基本属于暖温带半湿润大陆性季风气候,其气候特征是:四季分明,冬季寒冷干燥,春季干旱多风,夏季高温多雨,秋季天高气爽。主要气象要素如下: 3.1 气温: 年平均温度: 11.3℃ 年最热月平均最高温度: 27.6℃ 年最冷月平均最低温度: -8.6℃ 极端最高温度: 34.1℃ 极端最低温度: -16.2℃ 3.2 降水: 年平均降水量: 608.1mm 其中:夏季占:75% 春季占:10% 3
连铸车间安全操作规程 连铸工通则 1 必须认真贯彻执行“安全第一、预防为主”的方针,坚持安全生产,以预防为主、以自防为主、以安全确认为主。班前班中严禁饮酒。 2 全体职工进入车间前必须穿戴好各种劳保用品,系好安全帽带。 3 各岗位配备的消防器材,任何人不得随意动用,统一由岗位消防员管理。 4 车间应配备足够的照明,若有坏要及时更换。 5 各操作室严禁非操作人员入内,非本操作室人员不得随意开闭各种开关。 6 严禁戴油污的手套接触氧气、煤气,严禁在燃气、氧气、高压容器及管道等危险源附近停留或休息。 7 进入二冷室必须二人以上,作业时必须站稳;上下同时作业时,须设专人看护,指挥协调。 8 停机检修或处理机坑时,除挂牌设有明显标志外,必须有专人负责监护。 9 连铸车间内使用的电风扇必须有安全可靠的防护罩。 10 岗位生产使用的氧气、介质气、煤气、割把、烘烤器的胶带及接头必须完好,无破损、无漏气;严禁在非作业时间向大气排放氧气、介质气、煤气,并按规定装好
安全阀门。 11 吊运中间包的专用吊具,在使用前要认真检查,发现问题及时处理。 12 铸机的水温表、水压表、流量计及报警系统必须安全可靠。 13 切割枪、烧氧管不得对着人,以防烧伤。 14 指挥天车吊运物品时,必须认真检查吊具,确保完好无损,并注意周围环境,通知周围人员避开,且手势明确清楚。 连铸机长 1 严格遵守安全生产的各项规章制度,认真执行安全生产“五同时’制度,对事故坚持“三不过放”的原则。 2 指挥天车吊运物品时,严禁在煤气烘烤设备及操作人员上方通过。 3 在浇钢前,应对水系统、油系统、电系统、自动化系统的各种仪表、开关以及各种机械设备进行检查,确认各系统完好后才能浇钢。 4 当钢包刺钢、钢包水口无法关闭、中间包溢钢等事故发生时,及时启动回转台事故旋转,并将有关人员疏散到安全地方。 5 因故造成中间包满包时,应等待4 小时以上,并且安全确认后,通知周围人员避开,方能指挥天车将中间包
连铸主控工岗位作业制度 岗位职责 1 职责 1.1 负责连铸工艺生产与检修维护整个过程的上、下级协调和信息联系。 1.2 负责向作业长传达有关调度室的生产指令,以及向调度室汇报连铸生产过程、检修组织准备进度情况。 1.3 负责向作业长提供开浇准确数据和传达开浇准确信息。 1.4 负责浇钢过程中结晶器水、二冷水、设备水、事故水及结晶器水报警系统的全过程的监控,发现异常,立即通知当班机长及有关人员处理。 1.5 负责连铸结晶器水、二冷水、设备水系统的供水、停水的对外联系。 1.6 负责主控室内的各设备系统操作牌的领用登记与追回。检修时将脱坯辊全部压下。 1.7 负责作业区域环境的治理与维护和区域灭火器材的管理。 1.8 负责对外来人员进入主控室的管理、监督,并有权拒绝外来人员进入主控室。 2 权限 制止违章作业,维护环境卫生 质量、安全、环保作业指导书 1 目的 为确保作业人员正确操作,保证人员、设备安全有效运行,消除或减少对环境的影响,控制产品质量在控制环节造成的影响,保护环境卫生,特制定本岗位作业指导书。 2 适用范围 适用于炼钢厂连铸主控工岗位。 3 工作程序 3.1 作业前准备 3.1.1参加班前会,作业前了解危害、环境因素和控制措施,并做好《班组安全活动记录本》的签名。
3.1.2 严格执行交接班制度,查记录,向上班询问生产或检修过程情况。 3.1.3 核实操作牌是否在位,查记录,对不在位的操作牌要查清去向,做好记录。3.1.4 生产过程中,发现异常情况,将准确的信息及时地通知有关人员处理。 3.1.5 烟雾报警器正常,室内各操台电缆无老化,接头无裸露,开关无损坏。照明正常。 3.1.6 主控室内灭火器4瓶。由白班主控工负责(通知当班机长安排人员)更换,做好记录,确保灭火器完好,随时可用。 3.1.7 结晶器事故水手动阀、电动阀系统正常。 3.1.8 打开结晶器水,查看各工艺参数是否符合要求(标准参见技术规程之结晶器水参数标准)。检查结晶器水报警系统是否正常,否则通知有关人员处理。 3.1.9 送引锭杆时,一定要确认操作牌是否在主控室内,有无检修人员,液压是否正常;极限是否正常,正常方可送引锭杆。 3.1.10 检查各能源介质的情况。 3.1.11 填写在线结晶器跟踪记录。 3.1.12 加强与调度联系,了解所拉钢种、定尺要求,及时通知相应岗位人员,并按技术规程将二冷水配方改至下浇次开浇钢种配方,电搅调至相对应的参数。 3.1.13 准备好原始工艺记录纸和相应工具。 3.2.作业过程 3.2.1 确认浇铸条件是否具备。 3.2.1.1 旋流井电脑自动操作是否正常。 3.2.1.2 主机、出坯液压站运行是否正常。 3.2.1.3 各联锁点是否处于受控状态,电脑显示的各点信号是否到位。 3.2.1.4 AC2台电脑画面操作按钮打到送引锭杆位。 3.2.1.5 当班主控工操作送引锭杆。 3.2.1.6 监护主浇手把引锭杆送到位后,AC9打到就地。 3.2.1.7 监护主浇手把引锭送入结晶器,并监护主浇手将AC9的操作选择开关至于“就地位”。 3.2.1.8 大包开浇前必须确认三水(结晶器、设备水、二冷水)结晶器水流量不小于100t/h,压力不低于0.8Mpa,确认无误后才可通知机长开浇。 3.2.1.9 设备检修,严格履行操作牌领用手续。对不履行手续人员,拒绝发放操作牌。
连铸大包工岗位作业制度 岗位职责 1 职责 1.1 负责大包上下回转台、滑动水口油缸装卸、大包开浇、中包测温取样、中包钢水液面控制等与之相关的整个生产工艺操作控制。 1.2 负责对大包回转台进行试车检查、点巡检,并做好记录。 1.3 负责风动送样设备及送样筒日常维护使用与设备清洁。 1.4 负责执行连铸工艺操作规程,保证工序质量。 1.5 负责在保证产品质量的前提下进行生产,正确处理产量与质量的关系。 1.6 负责在浇钢过程中,时刻注意大包包壁和滑动水口运行情况,使大包穿膛、滑板漏钢等重大事故得以超前控制,杜绝重大生产事故、人身伤害事故、火灾事故的发生。 1.7 负责大包烧氧引流作业过程控制。 1.8 负责作业环境的治理与维护。 2 权限 制止违章作业,维护环境卫生。 质量、安全、环保作业指导书 1 目的 为确保作业人员正确操作,保证人员、设备安全有效运行,控制产品质量在大包浇钢环节造成的影响,保护环境卫生,特制定本岗位作业指导书。 2 适用范围 适用于炼钢厂连铸大包工岗位。 3 工作程序 3.1 作业前准备 3.1.1 班长组织召开班前会,进行作业前对危害、环境因素和控制措施的交底,并做好《班组安全活动记录本》的记录。
3.1.2 两人配合,做好互保。按规定穿好帆布工作服,佩戴好个人防护用品,身上不得携带打火机之类的易燃易爆物品。 3.1.3检查大包回转台各方向转动,动作是否正常,信号是否准确,出现信号错误时,通知有关人员处理。 3.1.4启动液压站,检查滑动水口油缸的开、关,紧关动作是否正确可靠。 3.1.5检查大包回转台事故状态下的运行及联锁动作是否正常。 3.1.5.1中包事故运行,浇注位油缸的动作是否正常。 3.1.5.2液压站掉电时,浇注位油缸关的动作是否正常。 3.1.5.3操作紧关按钮,油缸关的动作是否正常。 3.1.6认真检查大包回转台各底座固定螺栓,确保大包回转台底座固定螺栓连接牢固可靠,运行系统正常(做到有点巡检记录可查)。谨防回转台倾翻事故。 3.1.7确保大包各液压系统开启、关闭和事故运行系统正常,回转台电缆竖井内电缆线无绞乱,做到有点巡检记录可查。谨防大包滑动水口漏钢不能自动关闭和大包穿膛回转台不能正常运转而造成的烫伤事故和火灾事故发生。 3.1.8清理大包回转台挡墙内及电缆竖井内的废弃油布,清理出的废弃物排放到回收桶内,杜绝火灾事故的发生。 3.1.9清理上油缸车路径障碍物和梯子上的油垢,确保小车运行轨道畅通。上油缸车防坠装置完好,防护栏杆完好。 3.1.10上长水口机构手转动灵活,架臂无残钢。将上大包回转台爬梯上的油污物清理干净。 3.1.11 检查油缸的行程,丝杆连接部位必须完好。 3.1.12检查烧氧平台牢固可靠,无油污。 3.1.13准备好大包浇钢所需各种工具和材料,包括吹氧管、测温枪、测温热电偶、连续测温、中包覆盖剂等。吹氧管弯曲长度(进入大包水口长度)>800mm。 3.1.14检查连续测温装置是否完好,工具是否齐全。 3.1.15 检查各能源介质管道接点,确保各接点无漏气,各能源介质阀门开启自如。 3.1.16 开浇前,必须对加盖设备进行试车,发现问题,及时向当班机长反映,由机长负责在第一时间内向当班作业长汇报并协调、组织抢修。 3.1.17 清理中包盖板上的砂子,确保作业面无障碍物。准备石棉毡,提前铺在中包盖板上。 3.1.18大包作业区应时刻保持干燥,大包事故罐内、座坑内、中包排渣罐内不得有密闭容器和易燃易爆物品。 3.1.19点大包长水口烘烤器时,应“先点火,后送气”。 3.1.20认真检查各阀门及接点部位,确保各阀门开启灵活,无漏气,确保各接点牢固可靠无漏气,发现漏气,立即通知有关人员处理。 3.1.21认真检查氧气管和胶管,发现有漏气洞眼时,必须更换。检验吹氧管与胶管密合是否合度,过于松动或胶管头前端有毛边,应切去胶管前端,直到合适。 3.1.22清理作业场地,防止滑跌伤害。
仅供参考[整理] 安全管理文书 连铸工安全操作规程 日期:__________________ 单位:__________________
仅供参考[整理] 连铸工安全操作规程 1、接班后认真检查设备工具是否完好,吊链、吊钩、夹子是否牢固,不能保证安全不准使用。吊链、吊钩、夹子应由专业电焊工焊接,禁止浇钢工自己焊接。.... 2、连铸场地必须保持清洁,物品摆放整齐,连铸平台内外干燥,安全通道畅通无阻。 3、凡接触钢水、渣子的工具容器必须干燥,发生跑钢时不准用潮湿的材料堵塞,以防止爆炸。 4、出钢时,应了解钢种、温度、钢包情况,有权制止出钢过满和外溢现象。吊钢水包时要专人负责指挥天车,指挥信号有明确规范,及时通知周围人员离开。 5、开动中间包车时要先检查道轨是否有人或障碍物,具备开车条件方可开车。 6、拉钢前,一定要对好下水口与结晶器中心的距离,保证下水口正冲结晶器中心。 7、拉钢时,要专人操作,通知周围人员保持距离,防止钢水飞溅或烫人,操作者必须戴防护眼镜,穿好劳保服和劳保鞋。 8、取成品样时,样勺和样模必须干燥,钢水流要调整适当,方可取样,严禁大流量取样。 9、拉钢过程中如出现溢钢、漏钢事故时要及时打事故摆槽。 10、使用各类工具时要严格执行《通用工具及设备安全使用规程》中相关规定。 11、指挥天车吊装时要严格执行《起重作业安全操作规程》中《地面配合人员安全操作规程》的相关规定。 第 2 页共 3 页
仅供参考[整理] 安全管理文书 整理范文,仅供参考! 日期:__________________ 单位:__________________
连铸机设备基础单项工程施工组织设计本工程施工组织设计是福建三宝特钢有限公司高强度钢工程R9M四机四流方坯连铸机设备基础在施工过程中的指导性技术文件,是福建三宝特钢有限公司高强度钢土建工程施工总组织设计的一部分,是对总施工组织设计的补充和完善,各施工队应充分领会设计意图,按本单项工程施工组织设计施工。 一、施工依据 二、工程概况 福建三宝特钢有限公司位于福建省漳州市芗城区浦南镇店仔圩经济开发区,拟新建连铸机设备基础工程就在该公司厂区内,大包回转台设备基础、拉轿机基础及钢平台基础持力层均为冲击成孔灌注桩桩基,部分设备基础座落在粉质粘土
层上,地基承载力160Kpa。 本工程共设两道伸缩缝,施工组织暂按伸缩缝将设备基础分为三个区分别施工,其中伸缩缝中间段为II区,冷床设备基础为I区,伸缩缝设3mm厚镀锌钢板止水带。 三、工程做法 1、混凝土:本工程垫层砼为C10、,其它如下表: 2、砼保护层厚度:基础底板35mm厚,桩基基础底板75mm,侧壁、梁、柱25mm,板15mm。 3、所有外露金属预埋件均涂刷防锈漆二遍,面漆采色灰色调和漆,漆膜总厚度为150um; 4、大包回转台基础侧砌耐火砖范围内的砼侧壁预留梅花状插筋φ10@500,锚入砼内350mm。 四、施工准备工作 在工程进场之前办理现场中交手续,具备施工条件,即组织施工机具、人员、材料进场。为及时地与使用单位和建设单位联系,必须在进场前充分做好施工准备工作,确保进场后各分项工程能顺利展开。 1、机具准备
(1)根据施工需要及施工进度计划,有组织地提前做好各种机械、器具及有关周转材料的进场。该工程所有混凝土在业主提供地点设集中搅拌站,采用2台10m3砼罐车运至施工现场后用地泵或汽车泵配合进行输送浇注,以满足优质、高效的施工生产需要。 (2)搅拌站布臵: 为满足本工程短期内完成所有工艺线上的土建工作量,保证在2007年3月底达到设备安装条件,我公司在施工现场建立大型自动化搅拌站集中搅拌工程所需砼,搅拌机每小时可供应50m3,配2台10m3砼罐车从搅拌站运至施工现场24小时满足现场砼输送要求。 主要施工物质机具及方案用料计划(见附表一) 2、技术准备 开工前组织技术人员认真熟悉施工图纸,充分领会设计意图,会同设计院、建设单位做好图纸会审工作,了解、掌握施工程序,并进行单位工程技术交底。 做好现场交接准备,建立测量控制网,认真做好轴线及标高控制,绘制建筑物的测量定位图,报建设单位项目办核定认可。 收到图纸后,及时对工程所需的配合比下达见证送样、取样委托,确定初凝时间,降低水化热。 3、材料准备 根据施工进度计划,提出施工及工程所需的材料,注明规格、数量及进场时间;材料员按施工进场时间要求将所需材料进场,并按国家规范及监理的规定抽样送检,做好各类原材料的质量检验工作,严把质量关。 4、劳动力准备
11.连铸结晶器结构有哪几种型式? 按连铸机型式不同,结晶器可分为直的和弧形的两大类。按铸坯规格和形状来分,有小方坯、大方坯、板坯和异形坯结晶器。按结晶器本身结构来说,可分为3种类型: 管式结晶器:它是用壁厚为6~12mm的铜管制成所需要的断面,在铜管外面,套有套管以形成5~7mm的冷却水通路,保证冷却水流速为每分钟6~10m。这种结晶器结构简单,制造方便,广泛用于小方坯连铸机上。 整体式结晶器:它是用整块铜锭刨削制成的,在其内腔四周钻有许多小孔用以通冷却水。这种结晶器刚性好,易维护,寿命较长,但制造成本高,耗铜多,近几年已不采用。 组合结晶器:它是由4块铜板组合成所需要的内腔。在20~50㎜的钢板上刨槽,并与一块钢板联结起来,冷却水在槽中通过。大方坯和板坯连铸机都用这种形式的结晶器。 37.连铸坯的矫直有几种方式? 连铸坯的矫直按矫直时铸坯凝固状态分有全凝固矫直和带液芯矫直,如按矫直辊布置方式分有一点矫直、多点矫直和连续矫直。 铸坯厚度较薄,如小方坯、小矩形坯等,由于铸坯厚度较薄,凝固较快,液芯长度较短,在进入矫直区时已全部凝固,在这种情况下矫直称全凝固矫直(或固相矫直)。由于铸坯已全部凝固,强度较高,能承受较大的应变,所以皆采取一点矫直。 铸坯厚度较大,如板坯、大方坯等,铸坯全部凝固时间较长,液芯长度也较长,如仍采用固相一点矫直,其铸机半径很大。为了减小铸机半径,而采取仍有液芯的情况下进行矫直,由于铸坯两相区强度很低,为了防止一点矫直时应变过大而产生内裂,而采取多点矫直(两点以上称多点),即带液芯多点矫直。 带液芯矫直还可采取连续矫直的方式,所谓连续矫直就是在矫直区内铸坯连续矫直变形,因此其应变和应变率都很低,可极大地改善铸坯受力状态,有利于提高铸坯质量。 45.什么叫压缩铸造? 在高速拉坯时,会出现带液芯矫直,为防止内裂,办法之一就是压缩铸造。 压缩铸造本质是在矫直区段对铸坯施加一个压缩力,让坯壳产生压应力,以抵消由于矫直在坯壳中产生的拉应力σSB。 压缩铸造原理如图2-26所示。图中有两条曲线:坯壳强度限σT和坯壳在矫直弯曲产生的拉应力σSB,当坯壳强度限σT小于由矫直弯曲而产生的拉应力σSB时会出现内裂,该区间为内裂区,为此对铸坯给予一个压缩力C0,使其在坯壳中产生压应力并让其等于σSB,这样在坯壳的两相区合成应力等于零,如图中虚线所示,这样就可以防止由于矫直在坯壳两相区产生内裂了。 48.为什么设置引锭杆,引锭杆安装方式有几种? 引锭杆的作用是在开浇时堵住结晶器下口,使钢水不会漏下。钢水在结晶器中和引锭杆上端的引锭头凝结在一起,通过拉辊的牵引,使铸坯向下运行,当引锭杆拉出拉矫机后,完成了引锭的工作,就把引锭杆脱去,进入正常拉坯状态。 按引锭杆装入方式分为两种:下装式和上装式。对下装式,引锭杆必须通过拉矫机、二次冷却区再由结晶器下口装入,而上装式则由结晶器上口装入。因此对下装式,必须使前一炉铸坯拉出拉矫机后才能进行装引锭杆的操作。而上装式则不然,只要上炉铸坯的尾部离开结晶器一定距离就可
连铸发坯工岗位作业制度 岗位职责 1 职责 1.1 负责室内各电器设备正常。 1.2 负责台下设备检查。 1.3 执行连铸操作规程及本岗位技术操作标准,按标准化作业,确保工序质量,对不合格品实行隔离和标识。 1.4 负责台下区域的文明卫生及环保工作, 1.5 负责连铸坯的辊道热送。 1.6负责依据《按炉送钢工艺卡》进行数坯和隔号信息传递。 2 权限 2.1 对生产过程中的违规行为有制止权。 2.2 有权参与班组质量管理工作并提出改进意见。 质量、安全、环保作业指导书 1 目的 为确保冷床出坯过程中人身和设备安全,消除或减少对环境的影响,特制定本岗位作业指导书。 2 适用范围 适用于炼钢厂连铸发坯工岗位。 3 作业程序 3.1 作业前准备 3.1.1 班长组织召开班前会,进行作业前对危害、环境因素和控制措施的交底,并做好《班组安全活动记录本》的记录。 3.1.2 严格执行交接班制度,查记录,向上班询问生产或检修过程情况。交接班问题
说明并做好记录。 3.1.3确认设备运行情况,发现异常,及时通知有关人员处理。 3.1.4检查室内灭火器作用情况,中夜班使用完后,由白班班组负责通知当班机长安排人员更换。确认灭火器按数量交接班,确保灭火器完好,随时可用,有记录。 3.1.5室内各操台电缆无老化,接头无裸露,开关无损坏。 3.1.6室内照明完好,电器开关无损坏,玻璃抹灰确保视线好。室内各降温设备完好。 3.1.7进入现场应走安全通道,上下楼梯,抓稳扶手。 3.1.8操作台不得摆放水杯和其它杂物,不得将操作台当饭桌使用。室内地面和所有电器应保持干净整洁。 3.1.9打扫卫生时不得向地面洒水,不得用湿抹布擦带电的设备,以防触电伤人。擦洗操作的玻璃,应两人作业,做好互保。使用爬梯时,应放牢固,谨防滑跌。 3.1.10操作室为重点防火单位,任何人不得在操作室内吸烟。操作室内不得存放易燃易爆物品。 3.1.11严禁打盹,不得做与本岗位无关的事情,不得擅离岗位。 3.1.12关停或启动电器设备开关时,戴好干燥手套,身体侧向开关位置,谨防电器短路放炮,电弧灼伤。 3.2作业过程: 3.2.1冷床操作 3.2.1.1辊道 3.2.1.1.1将各流出坯状态的选择开关打到“手动”位。 3.2.1.1.2从S1至S5逐流将出坯辊道的选择开关打到“进”位和“退”位,每流出坯辊道“进”“退”连续转动各1分钟,检查出坯辊道“进”“退”是否转动灵活。 3.2.1.2移坯车 3.2.1.2.1将移坯车的状态选择开关打到“手动”位。 3.2.1.2.2将移坯车的动作选择开关先打到“移坯”位,让移坯车走到尽头,检查移坯车行走是否连续平稳。 3.2.1.2.3再将移坯车的动作选择开关打到“返回”位,让移坯车从尽头返回初始位,检查移坯车行走是否连续平稳。 3.2.1.2.4让移坯车再重复1.2.2和1.2.3各一次,在行走中将动作选择开关打至“空格”位一次,检查移坯车停车是否及时。 3.2.1.3翻钢机 3.2.1.3.1启动液压泵。 3.2.1.3.2将出坯状态选择开关打到“手动”位。 3.2.1.3.3将翻钢机选择开关先打到“翻上”位,检查翻钢机是否能完全翻到位。 3.2.1.3.4再将翻钢机选择开关打到“返回”位,检查翻钢机能否落到位。
连铸系统安全操作规程 大包浇钢安全操作规程 1 浇钢前认真检查各种工器具是否完好,否则禁止使用。检查确认液压系统、事故旋转系统的正常。 2 浇钢前检查中间包与大包平台之间的缝隙是否覆盖好,防止钢水飞溅伤人。大包开浇前应通知周围人员闪开。 3 上大包平台工作,必须戴好面罩或防护镜。大包平台防护栏杆要经常检查,防止在浇钢操作时的坠落。 4 往平台上吊大包时: (1)必须专人指挥,信号明确,确认龙门钩挂好钢包耳轴后再指挥起吊,如发现钢包包壁有发红之处,严禁吊往平台,并通知调度处理。(2)小钩上不准挂有链条或其它吊具。对吊往回转台的钢包要仔细检查,发现有轻微悬挂的冷钢或渣块,一定要处理掉再吊上回转台。(3)要提醒周围人员躲避,按照指定的吊运路线运行,将大包平稳、准确的坐在大包回转台上,严禁撞击回转臂,防止意外事故的发生。 5 大包开浇时,钢流应由小到大,严禁开浇过猛,钢水飞溅伤人。 6 测量钢水温度时,注意力要集中,热电偶要干燥,必须一人测温,严禁其他人员在钢包周围。 7 放渣时,要通知周围人员闪开,并注意中间包液面高度,防止钢渣从非溢流口处流出伤人。 8 往中间包内加入的一切物料必须干燥。 9 大包水口关不住或发生漏包、穿水口事故无法继续浇注时,应通
知周围人员闪开,迅速开动回转台将大包转到事故包(斗)上方或指挥行车迅速把大包吊到事故包(斗)上方。 10 事故包(斗)在使用前要垫一层干沙,使用前必须保持干燥;吊事故包(斗)时,必须挂牢,指挥行车必须信号明确。 11 使用氧气处理事故时,必须严格按使用氧气处理冷渣钢有关规定执行。 12 严格执行氧气使用安全操作规程,严禁使用氧气吹扫现场及设备卫生,严禁吹扫衣服上的灰尘。 13 开动大包回转台及动作长水口把持器时,应通知周围人员躲避并注意钢包的情况。大包回转台非本岗位人员禁止操作。 15 回转台旋转及包盖动作时,旋转区域严禁站人。 16 大包回转台内部设备、设施检修时,必须提醒检修人员在操作台(控制箱)上挂警示牌,检修人员检修完毕摘掉警示牌后,确认无人检修后,方能操作。 中间包浇钢安全操作规程 1 工作前要认真检查中间包吊具、中间包吊耳、支撑架及使用的各种吊具是否完好,如有问题及时更换维修,否则严禁使用。 2 操作箱上各种开关、按钮等非本岗位人员不准乱动,岗位操作人员不准擅自拆卸,不准擅自接线。 3 配水所用仪表、指示灯、报警器、阀门必须保持良好状态。冬季生产为防止冻坏配水管及各种阀门,不拉钢时要定期及时检查配水系统,采取必要防冻措施。
首钢京唐钢铁厂炼钢连铸工程 连铸设备、电气、仪表安装工程 施工方案 编码:Q R_50 编号:2006年第号 中国十三冶 2006年8月10日
7.7主要工艺设备安装与单体试运转 7.7.1工程概况 7.7.1.1工程简介 连铸车间是炼钢系统的一个重要组成部分,该车间由浇注跨、切割跨、板坯横移跨、第一出坯跨及第二出坯跨组成,布置有两台2180mm双流连铸机、两台1750mm双流连铸机和车间各跨天车等主要工艺设备,年产合格铸坯970万吨。 1)浇注跨 浇注跨(E—F)厂房全长524米,宽33米,分三个区域,1~7号柱间为1750连铸机中间罐维修区,7~18号柱间有1750连铸机和2180连铸机浇注平台,18~22柱间为2180连铸机中间罐维修区。 浇注跨配备2台160/80t桥式起重机(轨面标高+30m),主要用于连铸机更换中间罐及结晶器扇形段等设备;此外连铸机两侧维修区内还配备2台低轨面(+16m)80/20t桥式起重机,分别用于中间罐维修区及设备维修区维修作业操作。 浇注平台为连铸生产主操作平台,其上有大包回转台、中间罐车等设备,平台下有连铸机二冷室、液压站、配水室等设施。 2)切割跨 切割跨(D—E)厂房全长524米,宽40米,跨间内有引锭杆提升装置、出坯辊道、切割机等在线设备;此外还布置有设备维修台架等离线设施。 切割跨配备3台80/20t桥式起重机,主要用于连铸机设备存放及辅助维修作业。 切割操作室也布置在该跨。 3)板坯横移跨 铸坯横移跨(C—D)厂房全长524米,宽40米,跨间内有出坯辊道、铸坯横移装置、铸坯称重装置、喷号机等在线设备。 铸坯横移跨配备2台80/20t桥式起重机,主要用于铸坯事故下线及辅助维修作业。 4)出坯跨一、二 出坯跨厂房全长524米,两跨宽度均为42米,跨间内有出坯辊道、推钢机、垛板台、卸垛台等在线设备。
版本:1.0连铸火切工岗位作业制度 连铸火切工岗位作业制度 岗位职责 1 职责 1.1 负责室内各电器设备正常。 1.2 负责台下设备检查。 1.3 负责定尺的调整及按定尺进行切割。 1.4 执行连铸操作规程,确保工序质量。 1.5负责铸坯质量确认、监督、质量信息反馈以及废坯标识。 1.6负责《钢水流动工艺平衡卡》浇出支数的确认。 1.7 负责台下区域的文明卫生及环保工作。 1.8负责台下金火焰外协人员监督管理。 2 权限 2.1对生产过程中的违规行为有制止权及考核建议权。 2.2 有权参与班组质量管理工作并提出改进意见。 质量、安全、环保作业指导书 1 目的 为确保火切操作作业过程中人身和设备安全,消除或减少对环境的影响,特制定本岗位作业指导书。 2 适用范围 本作业指导书适用于炼钢厂连铸火切工岗位。 3 作业程序 3.1 作业前准备 3.1.1参加班前会,作业前了解危害、环境因素和控制措施,并做好《班组安全活动记录本》的签名。
3.1.2 检查室内灭火器作用情况,确保灭火器完好,随时可用,有记录。 3.1.3 室内各操台电缆无老化,接头无裸露,开关无损坏。 3.1.4 进入现场应走安全通道,上下楼梯,抓稳扶手。 3.1.5 打扫卫生时不得向地面洒水,不得用湿抹布擦带电的设备,以防触电伤人。擦洗操作室的玻璃,应两人作业,做好互保。使用爬梯时,应放牢固,谨防滑跌。 3.1.6 各管缆沟盖板和平台盖板盖好,确保无漏洞。 3.1.7 检查人体风机、现场照明、电源开关,确认无损坏,安全可靠。人体风机安全网牢固可靠接地可靠,电缆线无裸露、无损坏。 3.1.8 关停或启动电器设备开关时,戴好干燥手套,身体侧向开关位置,谨防电器短路放炮,电弧灼伤。 3.1.9 移动人体风机时,必须先关掉电源,待风机完全停止转动后,方可移动。 3.1.10操作台不得摆放水杯和其它杂物,不得将操作台当饭桌使用。室内地面和所有电器应保持干净整洁。 3.1.11操作台不得摆放水杯和其它杂物,不得将操作台当饭桌使用。室内地面和所有电器应保持干净整洁。 3.2 火切操作室操作 3.2.1.1 确认的操作台各开关、按钮、灯光显示是否正常。 3.2.1.2 检查火焰切割机及能源介质箱上各气阀,管道是否灵活,可靠。 3.2.1.3 检查火焰切割机夹紧气缸是否正常。 3.2.1.4 检查夹送辊是否好用,运转是否正常。 3.2.1.5 检查定尺是否准确。 3.2.1.6 能源介质箱各阀门是否好用,管道是否畅通。氧气、丙烷气压力是否正常。3.2.1.7 台下各设备冷却水是否正常。检查各泵是否正常。各辊道上是否有残钢和杂物,有残钢和杂物及时清理。 3.2.1.8 检查定尺系统是否正常,根据钢种定尺要求对定尺参数进行调整。 3.2.1. 9 火切枪枪咀到铸坯的距离控制在80~100mm。 3.2.1.10 火焰切割时,煤气压力调至>0.1MPa,切割氧调至>1.0MPA。 3.2.1.11 火切机不能自动返回,采用手动操作,如还不能返回时,通知有关人员及时处理。 3.2.1.12 开浇后,检查设备冷却水,切割枪冷却水正常。 3.2.1.13 “火焰切割枪”操作和驱动选择开关拧到“自动”位。
连铸设备主要技术参数
2010连铸设备及岗位职能 love 2010-1-5
1.设备主要技术参数 1.1.设备主要技术参数: 连铸机型式弧形小方坯连铸机 弧形半径 R=6000mm 流数三机三流 流间距 1200mm 铸坯断面 120×120mm 150×150mm Φ110-Φ160mm 铸坯定尺长度 3.7-12米 钢水罐支撑方式钢包回转台 中间罐车台数 2台 中间罐型式、容量电动缸自动控制塞棒开闭式,容量12t 结晶器结构形式铜管水套组合式 铸坯导向装置上段为活动段下段为固定段 拉矫机拉速范围 0.6-6.0m/min 铸坯切断方式火焰切割机 出坯方式轨道,双层翻转冷床,翻缸机,移缸机和推钢机 轨道速度 32m/min 移钢能力 3.2t 钢结构平台 上层平台面标高 +6.700m(轨道面标高+0.60m) 上层平台面长宽 23800×13100mm 下层平台面标高 +4.05mm 连铸机长度(基准线至固定挡板面) 39680mm 1.2 主要设备技术性能 1.2.1钢包回转台 承载能力 2×80t(钢水重40t,钢包重40t) 回转半径 3500mm 旋转速度正常1r/min,启、制动0.1r/min
旋转角度±180°;故障时±360° 旋转用电机 YZR160MB-6 AC 8.5KW 930r/min 单轴伸 IM1001 380V H级绝缘 IP54 事故旋转速度 0.5rpm 事故旋转角度 180° 事故旋转油马达斜轴式轴向柱塞马达A2F63W2P1 P=10-13MPa 471r/min N=5.2-6.8KW 放钢包时冲击系数 2 干油润滑系统: 1.2.1.1齿轮润滑系统 多点干油泵 ZB-2型 N=18KW 工作压力 31.5MPa 贮油容积 30L 给油量 3.2立方厘米/min DC24V 喷射嘴 GPZ-135型(JB/ZQ4538-86) 空气压力 0.45-0.6MPa 喷射直径 135mm 喷嘴与润滑表面距离 200mm 气动三联件 398.263 二位二通电磁阀 DF-10 DC24V 润滑介质连铸机专用脂 空气工作压力 0.45-0.6MPa 1.2.1.2 轴承圈润滑系统 电动干油泵 DRB4-M120Z 换向阀 24EJF-M(JB/ZQ4584-86) 压差开关 YCK-M5 (JB/ZQ4585-86) 双线分配器 4SSP2-M1.5(JB/ZQ4583-86) 2SSP2-M1.5(JB/ZQ4583-86)