水泥生产预分解窑的统一操作的意义 0、前言 在现代化水泥生产中,预分解窑具有窑温高、窑速快、产量高、熟料结粒细小、负荷重、系统工艺复杂、自动化程度高等特点,因此其操作控制应该是根据预分解窑的工艺特点、装备水平,制定相应的操作规程,正确处理系统关系,统一操作。 1、统一操作的必要性 预分解窑操作要求操作人员具有丰富的理论知识和一定的实践经验,通工艺、懂机电,熟悉现场环境,具有协调指挥能力,随时掌握系统状态,熟练掌握窑系统各点参数的变化情况,对每一个参数发生偏离都要进行分析,找出变化的原因,并及时采取措施处理,使系统尽快恢复到新的平衡状态,在三班统一操作的基础上,稳定窑系统热工制度,提高运转率,达到优质、高产、低消耗和长期、安全、连续运转的目的。 操作上的随意性是预分解窑热工制度不稳定的突出问题,因此必须强化统一操作的系统性,统一操作标准,规范程序控制。思想决定行动,行动决定结果, 思想是行动的先导和动力,人们无论做任何事,都是先有思想,后有行动。有正确的思想才有正确的行动,有积极的思想才有积极的行动,有统一的思想才有统一的行动。 统一思想是第一位的,只有在统一思想的前提下,统一指挥,统一行动,才能得到希望的结果。具体到窑系统的生产操作,应以窑为纲,
实现三统一,即:统一思想、统一指挥、统一操作。统一思想使操作认识一致化,有明确的方向;统一指挥使操作规范化、有序化;统一操作使行动连续化,避免随意性。 2、怎样实现统一操作 窑系统操作是整体操作,要求集中思想统一操作。就像汽车上路必须遵守交通规则一样,不能乱行,否则就要出事故。要稳定窑系统热工制度,统一操作是一个很好的方法,特别是在系统有问题、不稳定的时候,有助于尽早发现问题的原因,及时解决问题。要做到统一操作,首先,要有领导上的统一,在意见繁杂的时候,有人来管理队伍,和行军打仗一样,整齐划一才能形成共振的合力,可以有不同意见,但最终还必须遵章守纪,统一操作;其次,人员的统一,特别是相关操作岗位人员,必须高度统一,认识不同是技术层面上的事,统一操作则是管理层面的内容,窑系统工艺复杂,操作上涉及到的方面、单位、事务多,必须有统一的管理,特别是在困难、有问题的情况下,高度统一的队伍才能打硬仗、打赢仗,才能够使生产稳定运行;第三,统一操作是管理上的需要,也是技术上的需要,其最大好处就是不论方法的对与错,都能够容易得出结论。 3、统一操作的特性 3.1 统一操作具有连续性 窑操作是典型的体力劳动和脑力劳动相结合的岗位,要求集中思想、行动快捷;是一个应具有广泛理论知识与丰富的实践经验、复杂的操作技术与高科技知识相结合的特殊工种,稳定窑况、优化参
目录 一、设计题目_________________ 1 二、设计依据_________________ 1 三、设计要求_________________ 1第1节:物料衡算、热量衡算 ____________________________________________ 1 1.精馏塔物料衡算 ______________________________________________________________ 1 2.冷凝器物料衡算及热量衡算 ___________________________________________________ 10 3.产品冷却器物料衡算及热量衡算 _______________________________________________ 12 4.原料预热器(1)的物料衡算及热量衡算________________________________________ 13 5.原料预热器(2)的物料衡算及热量衡算________________________________________ 14 6.再沸器的物料衡算及热量衡算 _________________________________________________ 15 7.物料衡算汇总表 _____________________________________________________________ 16 8.热量衡算及换热器要求汇总表 _________________________________________________ 17第2节:列管式换热器选型及校核(原料预热器①)________________________ 18 1.初选原料预热器(1)规格 ____________________________________________________ 18 2.核算总传热系数 _____________________________________________________________ 25第3节:所选固定管板式换热器的结构说明_______________________________ 27 1.管程结构 ___________________________________________________________________ 27 2.壳体结构 ___________________________________________________________________ 28 3.其他主要附件 _______________________________________________________________ 29第4节:换热器的主要结构和计算结果___________________________________ 29第5节:参考文献及资料 _______________________________________________ 30附___________________________ 31
预分解窑的规格 《新世纪水泥导报》2000年第3期 成都建材设计研究院(610051)杜秀光 内容提要:本文通过对预分解窑规格的分析,并结合生产实践提出了几个新的计算方法,这对指导新型干法窑的选型和降低新型干法窑的投资具有一定意义。关键词:单位截面积热负荷、断面风速、停留时间、斜度、转速 前言 目前的预分解窑设计中,窑规格的确定一直沿用早期设计的一些生产线的平均水平进行统计回归得到的计算公式进行的。由于回归公式受到这些生产线水平比较低等因素的影响,采用这些公式进行计算所得到的结果也必然是低水平上的重复,造成有些指标甚至远远低于湿法窑,这就造成了窑和分解炉及预热器的匹配不和理,使窑的能力没有得到充分发挥,也造成了窑的能力的浪费。因此,有必要根据预分解窑的发展状况,对预分解窑规格的计算公式进行重新分析,确定更加准确合理的计算方法,以适应预分解窑技术发展的要求。 1.窑直径的确定 窑的直径主要影响窑的单位截面积热负荷和断面风速,这也是预分解窑与其它窑型具有可比性的两个指标。单位截面积热负荷是衡量窑的发热能力和热力强度的最主要的指标,这一指标的高低从一定意义上决定了窑的产量;而窑内断面风速的高低主要影响窑内传热效率的高低,过高的断面风速回带走窑内过多的物料、削弱传导传热、增大阻力、破坏窑内正常工况。根据目前国内外比较典型的几种窑型中不同规格的窑的设计和生产水平计算的单位截面积热负荷和断面风速列于表1,其中预分解窑的窑头用煤量按40%计算,燃料燃烧生成的废气量按0.335Nm3/1000kJ计算。
注:表中带“*”的数据为国外某公司最新的设计资料,带“**”的数据为日本住友公司赤穗厂生产数据,带“***”的数据为拉法基北京兴发水泥有限公司1998年的生产数据,该公司计划1999年将产量提高到50-55t/h,这样一来,该窑的单位截面积热负荷和断面风速将分别达到15.5-17.05和1.32-1.45。 从表中可以看出,无论是单位截面积热负荷还是断面风速,都是湿法窑最高,预热器窑次之,预分解窑最低,而湿法窑的历史最长,技术也是最成熟的,湿法窑的这两个指标才是窑的热力强度的真实反映,从表中带“*”和“**”的两个数据也证明了这一点。这表明,我们过去在预分解窑的设计过程中,由于当时的水平所限,对窑的发热能力估计不足,造成了很大的浪费。从表中的两个先进数据可以看出,经过努力和对预热器及分解炉的优化设计,预分解窑的指标是可以得到提高的,达到湿法窑的水平是完全能够办到的。因此,我们认为,过去的一些预分解窑的回归计算公式已经不能适应新的技术水平的要求了。笔者根据分析对预分解窑的直径计算提出以下公式: D i=6.325(Qlq/πq f)1/2 (1)式中:D i--窑内径(m); Q --设计系统产量(t/h); l --设计窑头燃料比例(%); q --设计单位热耗(kJ/kg.cl); q f--单位截面积热负荷(kJ/m2.h),可取16-19kJ/m2.h,小规模的取低值,规模大的取高值。 计算出窑的直径后,可根据具体情况乘以1.05-1.10的富余系数,以保证系统的生产能力,避免给操作造成困难。然后再核算窑内的断面风速,窑内的断面风速一般可取1.4-1.8 Nm/s,且不宜超过2.0Nm/s,小规模的取低值,规模大的取高值。 2.窑的斜度和转速 目前,无论是干法窑还是湿法窑,窑的斜度一般均为3.5-4%,预分解窑的转速一般运行在2.5-3.2r/min范围内。这两个参数主要影响物料在窑内的运动速度,目前几种典型的预分解窑的物料运动速度列于表2,其中窑的斜度按3.5%计算,转速按2.8r/min计算。窑的斜度越高,物料流速越快,物料在窑内的翻滚次数越少,物料与气流的接触次数和时间也就越少,因此,过快的窑速引起热交换效率降低;窑的转速不仅影响物料的运动速度,还影响了物料被带起的高度,窑速越高,物料被带起越高,它与窑内热气流的接触越好,传热效率也就越高。因此,我们认为,在保证物料运动速度的情况下,适当降低窑的斜度,提高窑的转速,可以提高物料的翻滚次数和被带起的高度,这对于提高窑内的热交换效率是有益的。我们推荐窑的斜度为2.5-3.0%,窑转速为3.0-4.0r/min. 窑的长度主要影响物料在窑内的停留时间。在窑内物料运动速度一定的情况下,窑的长度越长,物料的停留时间也就越长。保证窑内足够的停留时间,也
预分解窑中控操作员精细操作讨论(讲课精简版) 讨论的背景与目的 预分解窑发展迅速,经济指标相差较大,操作员水平参差不齐。运转水平高者不多,带病运转者不少。与国际平均水平有差距。 新型干法企业之间的竞争日趋激烈。操作技术相互封闭,缺乏培训与交流机会。 企业重发展,疏管理。认为是都已掌握的…下里巴人?技术,无潜力可挖。实际存在不少误区。企业技术力量不足,员工培训质量不高。 (谢:中国的水泥产量在世界排名第一,年产水泥约大于14亿吨,第二名是印度,年产约4、5亿吨,但评价一下我们水泥技术的实际情况,在成本消耗和环保上还是与世界水平存在一定的差距,国外5000吨生产线每公斤熟料消耗700大卡,国内普遍在750~800大卡,大水是770大卡、110公斤标煤,要把能耗降下去,这是降成本的最重要的一条,要把经济指标搞得最好。 降能耗不是降员工的工资,反而要想办法提高员工的待遇,目的是提高员工的素质。人是第一位的,能够节能降耗的员工是我们企业最需要的!很多企业都缺少搞技术的人。) 序:用什么衡量运转水平 (谢:江西亚泥一条生产线转400多天,窑砖没换,运转率几乎月月100%,个别的时候也在99%以上。我们要客观地区分差别,我们要提前判断窑现在存在什么问题,就像人要定期体检一样。我们只有区分了现状生产水平之后,明确了差距,才会找到努力的目标,措施才有针对性,而且采取措施越早越有效。)
(一)、提高运转水平的意义 1、企业提高效益的途径:充分利用国家政策;增加生产规模;挖掘企业内涵。 挖掘企业内涵就是提高运转水平:与增加生产规模应当是企业腾飞的两只翅膀。 (谢:企业要想在社会上生存就得挣钱,挣钱有几个方法,所有的企业家对于“利用国家政策”都会,这没多大潜力。最大的潜力不是增加生产规模,) 2、我国新型干法生产线现状 目前,全国预分解窑生产线的运行状态大致分为三类:精细运转(<10%)、正常运转(60%)、带病运转(>30%)。 差距产生在何处: 国内水平国际水平 设计方面相差不大 装备方面仪表及个别设备依靠进口 施工质量相差不大 企业管理刚起步高 现场操作深受其它窑型影响成熟 带病运转的产生原因: (1)投产后就带病运转:多属设计、设备、施工质量; (2)运转一年后带病运转:多属资金或人员培训不足所致; (3)运转数年后带病运转:多属管理与操作不善造成。 (二)、衡量运转水平的指标 1、能耗指标的实现水平; 2、环保治理的水平; 3、劳动生产率水平;(上述具体指标后续分解) (三)、什么是精细运转
目录
设计任务书 一、 设计题目:乙醇水精馏系统换热器设计 二、 设计依据: 1、产量:7万吨 2、年工作时间:330天 3、原料乙醇:浓度50%(质量),出库温度25℃ 4、产品乙醇:浓度95%(质量),入库温度≤45℃ 5、乙醇回收率:% 6、原料乙醇泡点进料,回流比R= 7、循环冷却水进口温度:30℃ 8、再沸器饱和水蒸气温度:150℃ 9、系统散热损失:不考虑系统散热损失 10、换热器KA 值裕度:20~40% 11、原料预热器(2)设计 三、设计要求: 第1节:物料衡算、热量衡算 1.精馏塔物料衡算 乙醇、水的相对分子质量为M 乙醇=mol ,M 水=mol 由原料乙醇质量浓度为50%得原料乙醇的摩尔分率为:
F= 50%/M X 50%/M M 50%/46.07 =50%/46.07+50%/18.02=0.2812乙醇 乙醇水 +50%/ 由产品乙醇质量浓度为95%得产品乙醇的摩尔分率为: D 95%/X = 95%/95%/46.07 95%/46.075%/18.020.8814M M = +=乙醇 乙醇水 +5%/M 原料F 、塔顶馏出液D 的平均相对分子质量: F X M /F F M X g mol =?M +??46.07+?18.02=25.91乙醇水(1-)=0.2812(1-0.2812) D D D X M 8814881442.74/M X g mol =?M +??46.07+?18.02=乙醇水(1-)=0.(1-0.) 塔顶产品流率D : (33024)D M D M h = ?? ()7 371042.7433024206.79/8.83810/h kmol h kg h ?= ??==? 由乙醇回收率99.5%D F DX FX η= =得:
预分解窑操作中常见的问题及原因 (1)窑尾和预分解系统温度偏高 1)检查是否生料KH、SM值偏高,熔融相(A1203和Fe203)含量偏低;生料中是否f-Si02含量比较高和生料细度偏粗。如若干项情况属实,则由于生料易烧性差,熟料难 烧结,上述温度偏高属正常现象。但应注意极限温度和窑尾O2含量的控制。 2)窑内通风不好,窑尾空气过剩系数控制偏低,系统漏风产生二次燃烧。 3)排灰阀配重太轻或因为怕堵塞,窑尾岗位工把排灰阀阀杆吊起来,致使旋风筒收尘效率降低,物料循环量增加,预分解系统温度升高。 4)供料不足或来料不均匀。 5)旋风筒堵塞使系统温度升高。 6)燃烧器外流风太大、火焰太长,致使窑尾温度偏高。 7)烧成带温度太低,煤粉后燃。 8)窑尾负压太高,窑内抽力太大,高温带后移。 (2)窑尾和预分解系统温度偏低 1)对于一定的喂料量来说,用煤量偏少。 2)排灰阀工作不灵活,局部堆料或塌料。由于物料分散不好,热交换差,致使预热 器C1出口温度升高,但窑尾温度下降。 3)预热器系统漏风,增加了废气量和烧成热耗,废气温度下降。 (3)烧成带温度太低 1)风、煤、料配合不好。对于一定喂料量,热耗控制偏低或火焰太长,高温带不集中。 2)在一定的燃烧条件下,窑速太快。 3)预热器系统的塌料以及温度低、分解率低的生料窜入窑前。 4)窑尾来料多或垮窑皮时,用煤量没有及时增加。 5)在窑内通风不良的情况下,又增加窑头用煤量,结果窑尾温度升高,烧成带温度反 而下降。 6)冷却机一室篦板上的熟料料层太薄,二次风温度太低。 (4)烧成带温度太高 1)来料少而用煤量没有及时减少。 2)燃烧器内流风太大,致使火焰太短,高温带太集中。 3)一二次风温度太高,黑火头短,火点位置前移。 (5)二次风温度太高 1)火焰太散,粗粒煤粉掺入熟料,入冷却机后继续燃烧。 2)熟料结粒太细致使料层阻力增加,二次风量减少,风温升高;大量细粒熟料随二次 风一起返回窑内。 3)熟料结粒良好,但冷却机一室料层太厚。 4)火焰太短,高温带前移,出窑熟料温度太高。 5)垮窑皮、垮前圈或后圈,使某段时间出窑熟料量增加。 (6)冷却机废气温度太高 1)冷却机篦板运行速度太快,熟料没有充分冷却就进入冷却机中部或后部。 2)熟料冷却风量不足,出冷却机熟料温度高,废气温度自然升高。 3)熟料层阻力太大(料层太厚或熟料颗粒细)或料层太容易穿透(料层太薄或熟料颗粒 太粗),这样熟料冷却不好,出口废气温度升高。
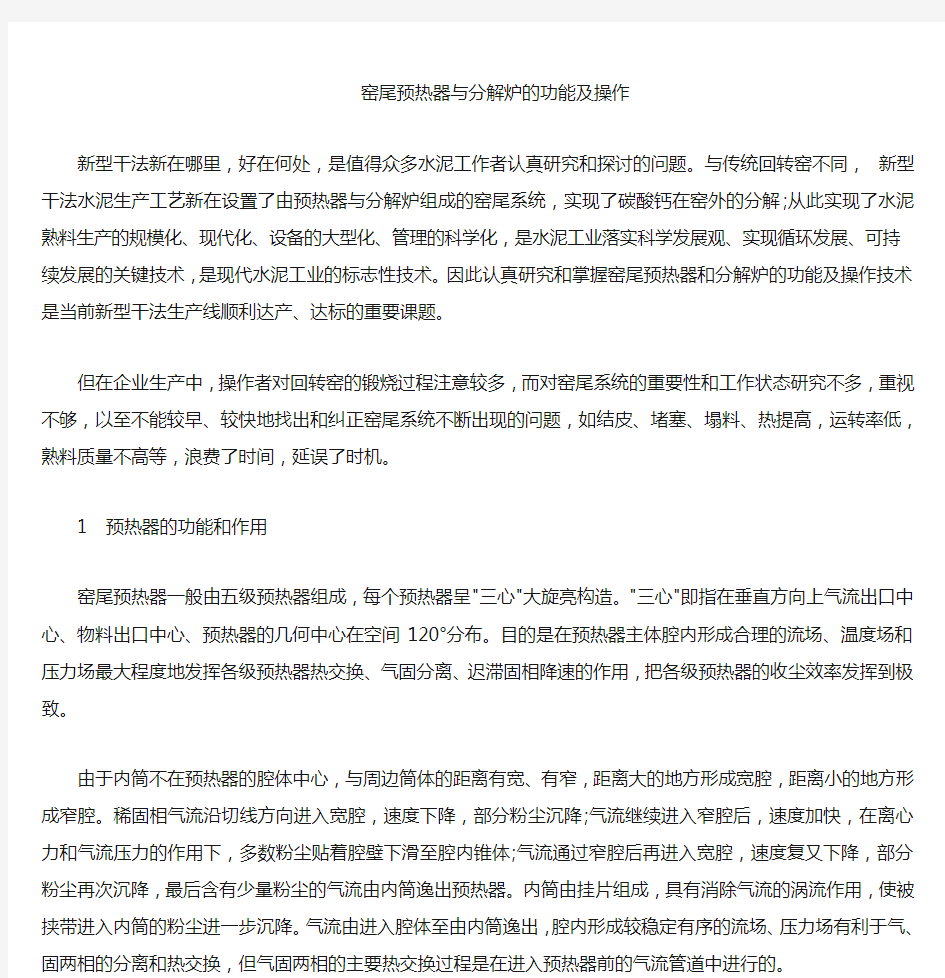
预热器的结构及工作原理 授课人: 时间: 一、预热器的结构 预热器主要由旋风筒、风管、下料溜管、锁风阀,撒料板、内筒挂片等部分组成。 旋风筒与连接管道组成预热器的换热单元功能如下图所示: 旋风筒换热单元功能结构示意图物料落入旋风筒上升管道后运动轨迹示意图 二、预热器的工作原理 1、预热器的换热功能 预热器的主要功能就是充分利用回转窑与分解炉排出的废气余热加热生料,使生料预热及部分碳酸盐分解。为了最大限度提高气固间的换热效率,实现整个煅烧系统的优质、高产、低消耗,必需具备气固分散均匀、换热迅速与高效分离三个功能。 2、物料分散 喂入预热器管道中的生料,在与高速上升气流的冲击下,物料折转向上随气流运动,同时被分散。物料下落点到转向处
的距离(悬浮距离)及物料被分散的程度取决于气流速度、物料性质、气固比、设备结构等。因此,为使物料在上升管道内均匀迅速地分散、悬浮,应注意下列问题: (1)选择合理的喂料位置为了充分利用上升管道的长度,延长物料与气体的热交换时间,喂料点应选择靠近进风管的起始端,即下一级旋风筒出风内筒的起始端。但必须以加入的物料能够充分悬浮、不直接落入下一级预热器(短路)为前提。 (2)选择适当的管道风速要保证物料能够悬浮于气流中,必须有足够的风速,一般要求料粉悬浮区的风速为16~22m/s。为加强气流的冲击悬浮能力,可在悬浮区局部缩小管径或加插板(扬料板),使气体局部加速,增大气体动能。 (3)合理控制生料细度 (4)喂料的均匀性要保证喂料均匀,要求来料管的翻板阀(一般采用重锤阀)灵活、严密;来料多时,它能起到一定的阻滞缓冲作用;来料少时,它能起到密封作用,防止系统内部漏风。 (5)旋风筒的结构旋风筒的结构对物料的分散程度也有很大影响,如旋风筒的锥体角度、布置高度等对来料落差及来料均匀性有很大影响。 (6)在喂料口加装撒料装置早期设计的预热器下料管无撒料装置,物料分散差,热效率低,经常发生物料短路,热损失增加,热耗高。 3、撒料板 为了提高物料分散效果,在预热器下料管口下部的适当位置设置撒料板,当物料喂入上升管道下冲时,首先撞击在撒料板上被冲散并折向,再由气流进一步冲散悬浮。 4、锁风阀 锁风阀(又称翻板阀)的作用既保持下料均匀畅通,又起密封作用。它装在上级旋风筒下料管与下级旋风筒出口的换热管道入料口之间的适当部位。锁风阀必须结构合理,轻便灵活。 对锁风阀的结构要求 (1) 阀体及内部零件坚固、耐热,避免过热引起变形损坏。 (2) 阀板摆动轻巧灵活,重锤易于调整,既要避免阀板开,闭动作过大,又要防止料流发生脉冲,做到下料均匀。一般阀板前
课程设计说明书 日产2500吨水泥熟料预分解窑生产线C1级预热器设计 院、部:材料与化学工程学院 课程名称:材料工艺设计概论 学生姓名:程想 指导教师:袁龙华 专业:无机非金属材料工程 班级:材料1301 完成时间:201 6年12月
目录 设计任务书 (3) 摘要 (4) 引言 (5) 1.配料计算 (8) 1.1、原始数据 (8) 1.2、标定熟料化学成分 (8) 1.3、生料配合量计算 (9) 1.4、率值检验 (10) 2、生料消耗定额计算 (11) 2.1、实际消耗定额计算 (2) 2.2、各物料的湿消耗定额 (3) 2.3、烧成用干煤消耗定额 (4) 3、年产熟料计算 (5) 3.1、窑尺寸标定 (6) 3.2、熟料日产量 (1) 3.3、熟料年产量 (2) 3.4、窑台数 (3) 4、窑尾预热器系统废气量 (1) 4.1、窑尾排出废气量 (2) 4.2、分解炉内废气量 (3) 4.3、 C5废气量 (4) 4.4、 C4废气量 (5) 4.5、 C3废气量 (1) 4.6、 C2废气量 (2) 4.7、 C1废气量 (3)
任务书 一、设计题目 日产2500吨水泥熟料预分解窑生产线C1级预热器设计。 二、原始资料 1、原材料化学成份 (1)石灰质、粘土质、铁质原料(%) 名称Loss SiO 2Al 2 O 3 Fe 2 O 3 CaO MgO SO 3 Σ 石灰石39.58 3.39 1.43 0.69 51.30 1.21 97.54 粘土 5.43 66.36 15.41 7.11 2.34 2.72 98.37 铁粉 2.45 36.12 2.72 54.03 0.72 96.04 (2)煤的工业分析(%)及发热量 Mt Mad Aad Vad Fcad Qnetad Qnetar 7.0 1.08 27.94 13.32 57.66 5599 5232 (3)煤灰的化学成份(%) SiO 2Al 2 O 3 Fe 2 O 3 CaO MgO SO 3 其它Σ 43.42 28.99 8.35 6.12 1.06 7.10 4.96 100 2、料耗及热耗 实际料耗:生产损失为2-6%(具体自行拟定); 烧成热耗:3100-3170KJ/kg熟料(具体自行拟定); 3、原、燃料水份(%) 煤石灰石粘土铁粉 8.5 2 11 12 4、当地自然条件
五级旋风预热器施工技术方案 一、概述 二、预热器安装工程特点 三、安装工艺流程 四、安装技术要求 五、施工验收 六、安全措施
一、概述 窑尾预热系统采用的是五级旋风预热器,主要由喂料室、分解炉、五级旋风筒、风管、多级下料管等部件组成,分层座落在框架的各层平面上,预热器内砌筑耐火材料。其功能是从生料均化库来的物料与窑尾来的热量通过五级旋风预热器进行热交换,对物料预热并使部分物料分解,是物料人窑锻烧的前道工序。 窑层预热器的施工过程,突出特点是高、大、重。 二、预热器安装工程特点 1、技术要求高,施工质量要求达到JCJ03-90水泥机械设备安装工程施工及验收规范。 2、属于高空作业,除部分设备在地面组对外,其余均为高空作业,设备吊装难度大。 3、交叉作业多,上下层间的设备安装、钢结构架安装与设备安装一直是处在交叉作业中。 4、施工占地大。预热器的地面组对吊装、下料管的浇筑、耐火材料停放、倒运都需要占用大量的场地。 5、不安全因素多。 三、安装工艺流程: (见工艺流程方框图)
预热器安装工艺流程方框图 四、安装技术要求 1、喂料室安装
a、以回转窑中心线为基准进行安装,喂料室端面中心线与回转窑中心线同轴度公差为Φ2mm。 b、喂料室端面与窑体端面必须平行倾斜度一致,两端面距离必须符合设计要求,允许偏差±2mm。 c、喂料室中心标高允许偏差±2mm。 2、旋风筒与风管安装 a、以回转窑中心线为基准进行安装,允许偏差为±3.5mm。 b、旋风筒的找平以顶盖为基准,水平度为±0.5mm/m。 c、按设计要求提拉旋风筒顶盖,提拉高度允许偏差±1mm。 d、两旋风筒中心中距允许偏差为±5mm。 e、旋风筒、风管的同轴度为Φ5mm。 f、旋风筒安装内筒时应保证内外筒中心轴线一致。 3、膨胀节安装 膨胀节与上、下联接部件的同轴度为Φ4mm。 4、有外保温处,焊缝必须经过检查,合格后才能进行保温工作。 5、筒体组对时的错边量不大钢板厚度的0.5,但最大不超过2mm。 6、凡是设备上的混凝土浇筑孔盖,必须在砌筑烘干后方可焊于筒体。 7、焊接要求。 a、按图纸要求选择焊条,如无特殊殊规定,可按下列要求进行烘干和保存:酸性焊条,视受潮情况,在75-150℃范围内烘干1-2小时; 低氢型焊条在350-450℃范围内烘干1-2小时,烘干后放在
日产7000吨熟料预分解窑的分解炉设计 1 原料配比计算 1.1煤的低位发热量计算 1.1.1燃料煤的原始资料 1.1.2低位发热量计算 . 3391030109()25 =33962.59+1030 4.20-109-0.31-25 1.01=24667.5(kJ/kg-) net ad ad ad ad ad ad Q C H O S M =+---????(8.12)煤 1.2煤灰掺入量计算 根据参考文献[1]中p175相关知识,取水泥熟料的实际形成热q = 2900kJ/kg -熟料,取煤灰沉落率%100 =S ,可知: 100290022.61100 10024667.5 2.66% ad A net ad qA S G Q =??=?=, 1.3配料方案原始数据 1.3.1率值、热耗预设 查阅参考文献[1] 中p174相关信息,预设:KH = 0.90,SM = 2.30,IM = 1.70,∑=97.5% 1.3.2熟料成分预算 23 100% (2.81)(1) 2.65 1.35 97.50 100%(2.80.901)(1.701) 2.30 2.65 1.7 1.35 3.52%Fe O KH IM SM IM ∑ =?++++=??+?+?+?+=
2323 () 1.7 3.52% 5.98% Al O IM Fe O ==?= 22323 () 2.2(5.98% 3.52%) 21.85% SiO SM Al O Fe O =+=?+= 22323 () 97.50%(21.85%+5.98%+3.52%) 66.15% CaO SiO Al O Fe O =∑-++=-= 1.4递减试凑求配合比过程 1.4.1原料的原始资料 1.4.2递减试凑过程及核算熟料化学成分与率值 根据参考文献[1]中176页的相关知识,利用递减配料计算如下: 表1-3 递减法配料计算表(以100kg 熟料为基准)
中国预分解窑(旋窑)的发展与机立窑的淘汰 一、世界水泥行业概况 水泥生产是物理化学过程,最重要的化学反应是在水泥窑中完成的。 水泥从1824年投入工业生产以来,水泥窑的发展经历了立窑、干法中空窑、湿法窑、悬浮预热器窑、预分解窑五个阶段。我国所说的新型干法窑是对悬浮预热器窑和预分解窑的总称。 二、中国水泥工业概况 中国的第一袋水泥是1892年由唐山启新洋灰公司生产出来的,中国是 亚洲最早生产水泥的国家之一。 新中国成立以后,水泥工业的发展可分为两个历史时期。第一个历史时期是1949~1995年,这是个高速发展时期,45年间年均增长速度达17.5%,创世界水泥发展速度之最。在这个时期内,按投资性质分类,大致又可分三个阶段: 1950~1979年为第一阶段,主要特点是依靠中央投资为主,以引进东欧设备为主,以行政区域布局为主,以发展湿法回转窑为主,建设了一批中型水泥厂,成为我国国有水泥企业的主体。1979年末全国旋窑水泥的产量占60%。 1980~1992年为第二个阶段,主要特点是国民经济快速发展,乡镇企业异军突起,水泥供求矛盾十分突出,各行各业、各级政府、民间集资办水泥厂的积极性空前高涨,立窑得以爆炸性的发展,中央投资只是围绕确保国家重点工程所需水泥的目的,建设了几个大中型水泥厂。 1993~1995年为第三个阶段,即从小平南巡讲话到亚洲金融风暴,是外商来华直接投资建设水泥厂的最活跃时期。在这期间由中央批准建设的大中型水泥项目中,90%以上是“三资”企业。
1995年末,全国有水泥企业8435个,水泥窑9093座,其中立窑占89 %,预分解窑只有86座,仅占1%;水泥生产能力5.93亿吨,产量4.76 亿吨,立窑水泥占81%,500号及以上水泥仅占9%。 1996年,中国水泥工业进入了第二个历史时期,即结构调整时期,或稳定发展时期。6年来,年均增长速度5.6%;累计淘汰小水泥窑4894 座,淘汰生产能力9450万吨,新增预分解窑生产线84条,熟料生产总能力已经达到7790万吨,全行业规模以上水泥企业4507家,总生产能力7. 18亿吨,产量6.4亿吨。 中国是水泥生产大国,也是消费大国,但是并没有获得相应的国际地位和应有的市场份额,突出问题表现在以下几个方面: 一是生产集中度太低2000年世界水泥产量16.5亿吨(含中国2亿吨),1470家水泥厂(含中国1 50家),150家粉磨站,其中前5名企业Lafarge、Holcim、Cemex、Heidelberg、It alcementi的产能占世界产能的37%。 日本水泥年产量8330万吨,只有19家企业,太平洋公司就占40%左右。印度水泥年产量10400万吨,前五家企业的产量占总量的47.6%。泰国水泥年产量4780万吨,只有6家企业,平均规模是800万吨。韩国水泥年产量5990万吨,只有10家企业,“东洋”与“双龙”两家企业的生产能力占总量的48%。台湾岛内水泥年生产能力已经达到2300万吨,而消费市场的容量只有1800万吨左右,目前尚有两条7000t/d生产线正在建设,年内投产。中国水泥行业前10名企业的年产能只占全行业的6%,占预分解窑产能的50%。由此可见,我国水泥行业的集中度不要说与发达国家比,就是与世界平均水平比,与周边国家比,均存在较大的差距。二是低标号水泥比重过大2001年我国按新标准42.5号及以上和特种水泥的产量只占总量的15%,其中还有20%出口了,这不仅反映了我国建筑材
预热器工作原理 -标准化文件发布号:(9556-EUATWK-MWUB-WUNN-INNUL-DDQTY-KII
预热器的结构及工作原理 授课人:时间: 一、预热器的结构 预热器主要由旋风筒、风管、下料溜管、锁风阀,撒料板、内筒挂片等部分组成。 旋风筒和连接管道组成预热器的换热单元功能如下图所示: 旋风筒换热单元功能结构示意图物料落入旋风筒上升管道后运动轨迹示意图 二、预热器的工作原理 1、预热器的换热功能 预热器的主要功能是充分利用回转窑和分解炉排出的废气余热加热生料,使生料预热及部分碳酸盐分解。为了最大限度提高气固间的换热效率,实现整个煅烧系统的优质、高产、低消耗,必需具备气固分散均匀、换热迅速和高效分离三个功能。 2、物料分散
喂入预热器管道中的生料,在与高速上升气流的冲击下,物料折转向上随气流运动,同时被分散。物料下落点到转向处的距离(悬浮距离)及物料被分散的程度取决于气流速度、物料性质、气固比、设备结构等。因此,为使物料在上升管道内均匀迅速地分散、悬浮,应注意下列问题: (1)选择合理的喂料位置为了充分利用上升管道的长度,延长物料与气体的热交换时间,喂料点应选择靠近进风管的起始端,即下一级旋风筒出风内筒的起始端。但必须以加入的物料能够充分悬浮、不直接落入下一级预热器(短路)为前提。 (2)选择适当的管道风速要保证物料能够悬浮于气流中,必须有足够的风速,一般要求料粉悬浮区的风速为16~22m/s。为加强气流的冲击悬浮能力,可在悬浮区局部缩小管径或加插板(扬料板),使气体局部加速,增大气体动能。 (3)合理控制生料细度 (4)喂料的均匀性要保证喂料均匀,要求来料管的翻板阀(一般采用重锤阀)灵活、严密;来料多时,它能起到一定的阻滞缓冲作用;来料少时,它能起到密封作用,防止系统内部漏风。 (5)旋风筒的结构旋风筒的结构对物料的分散程度也有很大影响,如旋风筒的锥体角度、布置高度等对来料落差及来料均匀性有很大影响。 (6)在喂料口加装撒料装置早期设计的预热器下料管无撒料装置,物料分散差,热效率低,经常发生物料短路,热损失增加,热耗高。 3、撒料板 为了提高物料分散效果,在预热器下料管口下部的适当位置设置撒料板,当物料喂入上升管道下冲时,首先撞击在撒料板上被冲散并折向,再由气流进一步冲散悬浮。 4、锁风阀 锁风阀(又称翻板阀)的作用既保持下料均匀畅通,又起密封作用。它装在上级旋风筒下料管与下级旋风筒出口的换热管道入料口之间的适当部位。锁风阀必须结构合理,轻便灵活。
1200t/d 预分解窑操作用风控制的体会 2008-11-6 作者: 向安斌,青松建化集团 我厂1200t/d 熟料新型干 法水泥生产线,生料采用石 灰石、砂岩、粉煤灰、河泥、 风积沙和硫酸渣六组分进 行工艺配料,熟料烧成系统 采用成都院带CDC 分解炉 的单列五级低压损预热器 窑、回转窑规格为Φ3.3m ×52m ,设计熟料生产能力为1200t/d ,熟料冷却系统采用LBTF1400型第三代控制流篦冷机。现结合生产实际,对RF5/1200预分解系统、LBTF1400篦冷机和Φ3.3m ×52m 窑在生产过程中的操作用风控制的体会介绍如下: 1 主要工艺设备配置 主要工艺设备配置见下表1。 表1 主要工艺设备配置 序号设 备 名 称 及 主 要 技 术 参 数 单位 数量 1 中卸式生料磨机 型号: Ф3.5m×10m 台产:90t/h 功率:1250Kw 台 1 2 生料磨系统风机 型号:M6-29No.26.5F 处理风量:150000m3 /h 全压:8000Pa 功率:450Kw 台 1 3 回转窑 台 1
2 预分解窑系统总风量的操作控制和要求 2.1 系统总风量的操作控制主要依据窑炉耗煤量的大小和熟料产量的高低 系统总风量的操作控制主要依据窑炉耗煤量的大小和预分解窑熟料产量的高低。在实际生产中,注意以下要点:
1)在投料初期或熟料产量低于设计能力阶段,为保证预热器各点风速高于最低允许值,用风控制要求适当加大空气过剩系数,提高气固比(1.8Nm3/Kg生料以上),此时不要过分追求风、煤、料的配合比例关系。 2)投料前将C1级筒出口负压拉到3300~3500Pa,即采取大风量投料操作的用风控制方法,初始投料量为95t/h,在投料正常之后不需要对用风进行过多的调整、便可以满足用风要求。 3)在熟料产量达到或超过设计值时,由于上升烟道缩口(有效内径Φ1140mm)、三次风管内径(有效内径Φ1300mm)在设计时均以固定,预分解窑系统用风控制,主要以头尾煤完全燃烧所需要空气量为标准,这时候过剩空气量不要太大。 2.2 系统总风量的操作控制主要采取以下方法 1)提高头尾两煤的燃尽率,尽可能降低C1级筒出口废气温度。2)根据各级旋风筒进出口的温度、负压值以及锥体的温度、负压值,并结合窑尾高温风机进口温度来综合分析和判断风量是否匹配,以此来调节系统总风量和窑头篦冷机的用风量。 3)通过高温风机的电流值,计算拉风量,再计算出单位熟料产生的废气量,由此判断用风操作的合理性。 3 窑头操作用风及一次风量的控制 窑头操作用风控制的好与否在很大程度上影响到窑系统能否长期稳定安全运转,为了灵活调节窑内火焰的形状、强度、长度及规整性,适当减少窑头一次风的用量,应重点控制好一次风量、
1前言 1.1水泥产业发展概述 我国是水泥生产大国,水泥工业是我国国民经济建设的重要基础材料产业,在国民经济可持续发展中具有举足轻重的地位。随着现代化建设的持续、稳定发展,我国水泥工业正面临着更好更快地发展、完善自身、节能环保的重任[1]。 水泥生产过程中,最重要的工艺环节是将化学成分合格的生料煅烧成既定矿物组成的熟料的过程[2]。此过程所使用的设备包括旋风筒预热器、分解炉、回转窑和篦冷机等,这些设备即为构成窑尾系统的主要设备。伴随着水泥工业生产技术的发展,熟料煅烧设备经历了立窑、干法中空窑、湿法窑、立波尔窑、预热器窑以及预分解窑的变化。对于水泥工业窑炉,国内外主要研究机构均依据水泥熟料形成热、动力学机制,研究水泥窑炉工艺过程,并对各设备子系统工作机理和料气运动、换热规律进行探讨[3]。通过建立单级和多级粉体悬浮热交换器热力学理论模型和分解炉系统热稳定性理论模型,建立全系统的热效率模型,系统研究了悬浮预热器和分解炉的热效率及其影响因素、悬浮预热器系统特性组合流程、流场、温度场、浓度场的合理分布和碳酸盐分解及固液相反应动力学特性,并以此为理论指导,开发出新型干法水泥熟料生产技术装备[4]。 1.2国内外研究现状 天津水泥工业设计研究院有限公司开发的TDF分解炉,具有三喷腾和碰顶效应、湍流回流作用强、固气停留时间比大、温度场及浓度场均匀、物料分散及换热效果好、阻力系数低等特点[5]。交叉料流型预分解法在保证全系统固气比不变的前提下,可使每级预热器单体的固气比提高,从而提高系统的热效率。采用这种生产方法可提高生料入窑分解率,降低预热器出口气体温度及分解炉操作温度[6]。整个系统在相对低温下操作可以减少钾、钠、氯盐及一些低熔点矿物形成,有利于系统稳定操作,减少预热器及分解炉结皮堵塞。如西安建筑科技大学徐德龙院士团队发明的悬浮态高固气比预热分解技术[7]。以Prepol和Pyro?clon型炉[8]为代表的管道式分解炉,主要依靠“悬浮效应”加强气固换热,炉内湍流强度较小,一般以增大炉容为主要措施,保证分解炉的功效发挥,故其单位容积热负荷及单位容积产量相对其他炉型来说,都是比较小的。三菱公司设计的N一MFC预分解系统所用的旋风筒则采用了出口内筒加装导向叶片的方式,以减少循环气体量,从而在不降低收尘效率的前提下降低旋风筒阻力损失。由于采用了这种低阻旋风筒,其五级旋风预热器的阻力损失相当于或略低于四级旋风预热器的水平[9]。
课程设计说明书 日产2500吨熟料预分解窑生产线C1级预热器设计 学院:材料与化学工程学院 课程名称:材料工艺设计课程设计 学生姓名:刘帅聪 专业:无机非金属材料工程 班级:材料1301班 学号: 1360140113 指导教师:袁龙华 完成时间: 2016年12月
材料工艺设计概论课程设计任务书 一设计题目 日产2500吨水泥熟料预分解窑生产线C1预热器设计 二原始资料 1.原材料化学成分 (1)石灰石、粘土质、铁质原料(%) 表1原材料化学成分(%) 名称烧失量SiO2Al2O3Fe2O3CaO MgO 总和石灰石39.58 3.33 1.43 0.69 51.30 1.21 97.54 粘土 5.43 66.36 15.41 7.11 2.34 2.72 99.37 烟煤煤灰 2.45 36.12 2.72 54.03 0.72 96.04 (2)煤的工业分析成分(%) 表2煤的工业成分分析(%) Mt Mad Aad Vad Fcad Qnetad Qnetar 7.0 1.0827.9413.3257.6655995232 (3)煤灰的化学成份(%) 表3煤灰的化学成分(%) SiO2Al2O3Fe2O3CaO MgO SO3其它Σ43.42 28.99 8.35 6.12 1.06 7.10 4.96 100 (4)原、燃料水份(%) 表4原、燃料水分(%) 煤石灰石粘土铁粉 8.5 2 11 12 2.料耗及热耗 实际料耗:生产损失为2-6%(本设计选定2%) 烧成热耗:3130-3230KJ/kg熟料(本次选定3150KJ/kg熟料)
3.当地自然条件 历年平均气温:18.5℃;相对湿度:73%; 绝对最高气温:40.3℃;平均湿度:79%; 绝对最低气温:-8℃;常年主导风向:东南风; 平均气压:99660Pa。 三设计内容及设计原则 1、设计内容 日产2500吨水泥熟料预分解窑生产线C1级预热器设计。 2、设计基本原则 (1)在满足工艺要求,确保工艺畅通; (2)充分考虑安全因素,确保安全生产。 四设计成果 1、完成设计说明书一份 (1)设计方案与设计指导思想 (2)设计计算部分 1)配料计算(率值自行拟定); 2)生料消耗定额(理论料耗与实际料耗)计算; 3)年产熟料计算(窑年运转率自行拟定)85%; 4)要求窑尾预热器系统废气量计算 依据窑年产量、燃煤等计算系统及各级预热器需处理气体量。 5)各级预热器主要结构参数计算 依据要求各级预热器要求处理废气量及相关参数,计算各级预热器直径、排气管直径等主要结构参数。 6)计算本组设计预热器级数的其他参数:如预热器直筒高度、锥体结构参数、进口型式与高宽参数、内筒深度等。 2、绘制图纸 (1)C1级旋风预热器结构图,烧成车间平面布置图; (2)要求:以全面、准确反映自己所设计部分的内容为准。
预热器及分解炉系统 P R E H E A T E R A N D P R E C A L C I N E R S Y S T E M概述CDI在消化、吸收引进的预分解系统(特别是山西水泥厂的FR系统)技术基础上,通过对引进技术的理论研究、冷模试验,经过多年的努力,开发出由CNC预热器和CDC分解炉组成的预热预分解系统,形成了从700 t/d、1000 t/d 、1500 t/d 、2000 t/d 、2500 t/d 、3500 t/d 、4000 t/d 、5000 t/d等规模和高海拔型、无烟煤型、湿磨干烧型的系列预分解系统。 CDC分解炉以旋流和喷腾结合的C-SF分解炉技术为核心,并结合了其它炉型的优点,合理匹配和优化窑尾上升管道、分解炉、旋风预热器、联结风管和翻板阀、撒料板等子系统,注重物料在系统中停留时间、分离效率和系统阻力之间的最优化,强化系统对燃料变化的适应性,确保系统的达产达标。 通过青海水泥厂2000 t/d 、双马水泥厂1500 t/d 、金昌水泥厂1000 t/d等近年来一系列工程项目投产达产,表明了CDI开发的预热器及分解炉系统生产稳定可靠、技术合理先进。 CDI继续致力于窑外分解技术研究和发展,密切关注国内外窑外分解技术的发展动向,在总结提高的基础上不断推出更多新型的CDI窑外分解系统,满足顾客的不同需求,服务于社会。 主要指标系统阻力≤4500P a C1分离效率≥95% C a C O3表观分解率≥93% 主要规格参数规模(t/d)70015001000200025003500 40005000C1(m m)Φ3500Φ6200Φ39002-Φ39002-Φ43002-Φ55302-Φ43002-Φ4300 C2(m m)Φ4000Φ6700Φ4600Φ5900Φ6500Φ85002-Φ58002-Φ6400 C3(m m)Φ4000Φ6700Φ4600Φ5900Φ6500Φ85002-Φ58002-Φ6400 C4(m m)Φ4300--------Φ5000Φ6400Φ7100Φ85002-Φ63002-Φ6900 C5(m m)Φ4300--------Φ5000Φ6400Φ7100Φ85002-Φ63002-Φ6900 C a l.(m m)Φ3900Φ6100Φ4500Φ5700Φ6300Φ7480Φ7700Φ7700 C D C分解炉特点旋流(三次风)与喷腾流(窑气)形成的复合流,兼备旋流与喷腾流的特点,二者强度的合理配合,强化了物料的分散。 炉体的结构特征是“径出戴帽加缩口”,即径向出风,柱体设缩口,出风口与炉顶部预留物料返混的空间,料气停留时间比大,并具有低阻特性。 分解炉流场合理,炉容大,物料停留绝对时间长,适合煅烧低挥发分煤,煤粉燃烧完全。 C4料从炉锥部和窑尾上升烟道两处加入,降低了烟道处的温度,减少了此处结皮堵塞的危险。