第13章 压力容器的开孔与补强 本章重点内容及对学生的要求: (1) 回转壳体上开小孔造成的应力集中; (2) 开孔补强的原则、补强结构和补强计算; (3) 不另行补强的要求; (4) GB150-98对容器开孔及补强的有关规定。 第一节 容器开孔附近的应力集中 1、 相关概念 (1)容器开孔应力集中(Opening and stress concentration ) 在压力容器或设备上开孔是化工过程操作所决定的,由于工艺或者结构的需要,容器上经常需要开孔并安装接管,例如:人孔、手孔、进料与出料口等等。容器开孔接管后在应力分布与强度方面会带来下列影响: ◆ 开孔破坏了原有的应力分布并引起应力集中。 ◆ 接管处容器壳体与接管形成结构不连续应力。 ◆ 壳体与接管连接的拐角处因不等截面过渡而引起应力集中。 上述三种因素均使开孔或开孔接管部位的引力比壳体中的膜应力大,统称为开孔或接管部位的应力集中。 (2)应力集中系数(stress concentration factor ) 常用应力集中系数Kt 来描述开孔接管处的力学特性。若未开孔时的名义应力为σ,开孔后按弹性方法计算出的最大应力为σmax ,则弹性应力集中系数为: σ σmax =t K (1) 压力容器设计中对于开孔问题研究的两大方向是: ? 研究开孔应力集中程度,估算K t 值; ? 在强度上如何使因开孔受到的削弱得到合理的补强。 2、平板开小孔的应力集中 Fig. 1 Variation in stress in a plate containing a circular hole and subjected to uniform tension
压力容器常用开孔补强方法对比分析 集团公司文件内部编码:(TTT-UUTT-MMYB-URTTY-ITTLTY-
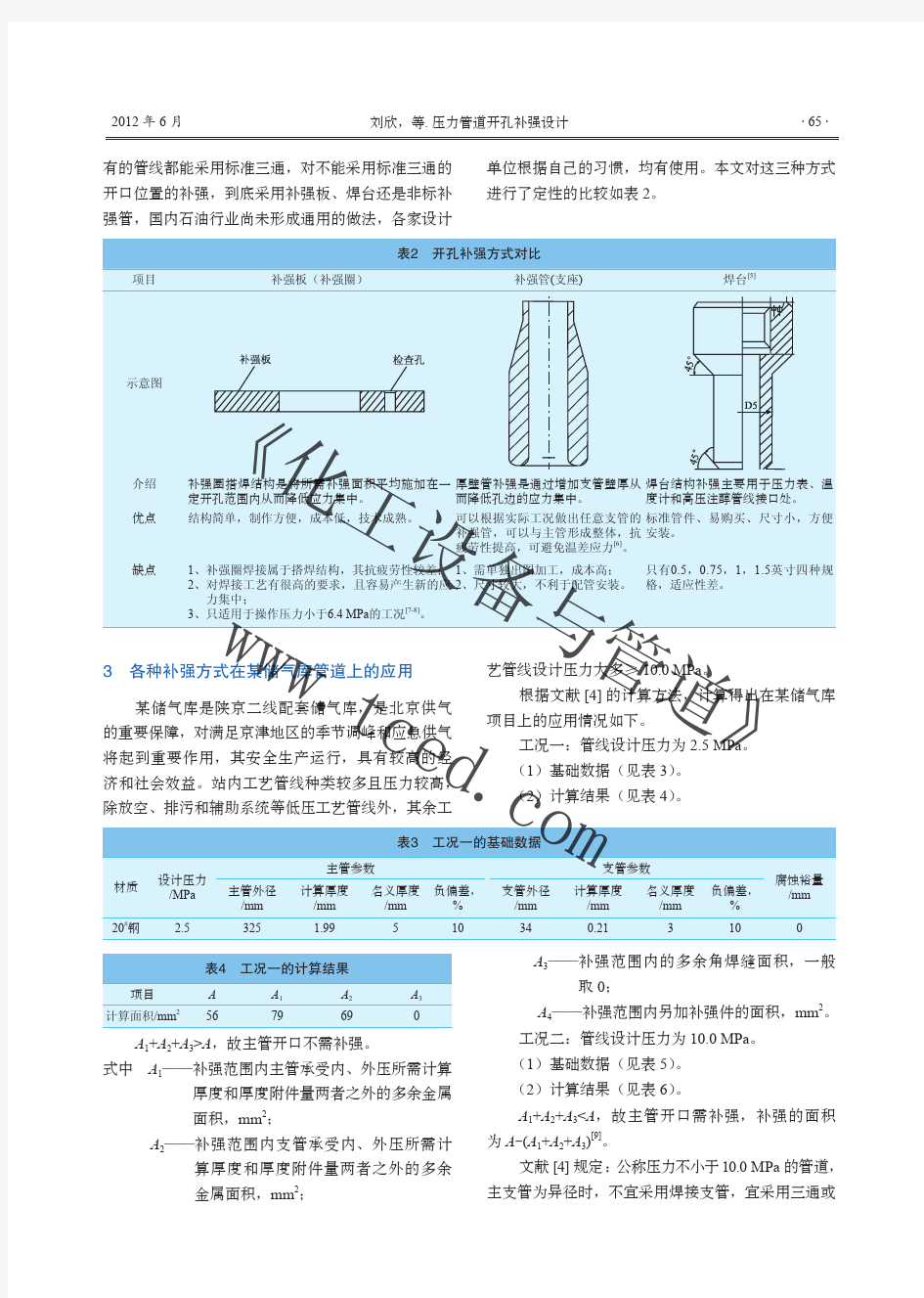
压力容器常用开孔补强方法对比分析压力容器一旦发生事故,危害很大,因此压力容器的开孔补强设计显得尤为重要。对于压力容器的开孔补强计算方法一般有两种:一是等面积法,二是分析法。本文对这两种方法作以比较和分析。 在石油化工行业中,压力容器上的开孔是不可避免的,如要开进料口、出料口、人孔等。容器开孔后,一方面由于器壁承受载荷截面被削弱,引起局部应力的增加和容器承载能力的减弱;另一方面,器壁开孔和接管也破坏了原有结构的连续性,在工艺操作条件下,接管处将产生较大的弯曲应力,开孔边缘会出现很高的应力集中,形成了压力容器的薄弱环节。因此,设计上必须对开孔采取有效的补强措施,使被削弱的部分得以补偿。 开孔补强基本原理 2.1.等面积法 该法是以受拉伸的开孔大平板作为计算模型的,即仅考虑容器壳体中存在的拉伸薄膜应力,且以补强壳体的一次总体平均应力作为补强原则。当开孔较小时,开孔边缘的局部应力是以薄膜性质的应力为主的,但随
着壳体开孔直径增大,开孔边缘不仅存在很大的薄膜应力,而且还产生很高的弯曲应力。 等面积法的开孔补强结构所形成的应力集中在某一区域内,当离孔边缘的距离越大,越接近薄膜应力。它的特点是:角焊缝,具有应力突变,易产生应力集中点,受力状态不好。 2.2.分析法 这种补强方法是以壳体极限分析为基础的,相对等面积法合理得多,但须受开孔壳体和补强接管的尺寸限制。这种方法优点是:克服等面积法的缺点,在转角处采用圆滑过渡,减少结构形状的突变,减小应力集中程度。将补强面积集中在应力最高点,充分利用补强面积,使补强更经济、合理。 对比分析 3.1.等面积法 等面积法顾名思义:壳体截面因开孔被削弱的承受强度的面积,须有补强材料予以等面积补偿,其实质是壳体截面因开孔丧失的强度,即被削弱的“强度面积”A乘以壳体材料在设计温度下的许用应力[σ]t,即
目录 1前言及概念3 1.1开孔补强的适应范围和方法 (3) 1.2满足开孔条件时,可采用的三种补强方法 (3) 1.3开孔补强的目的 (4) 1.4补强结构(补强元件类型) (4) 1.4.1加强管补强 (4) 1.4.2整体锻件补强 (4) 1.4.3加强圈的补强 (4) 1.5壳体开孔的有关规定 (5) 1.5.1允许不补强时开的最大孔直径 (5) (5) 1.5.2壳体上允许开的最大孔直径d max 1.6等面积补强计算方法 (6) 1.6.1各国压力容器规范主要采用的准则(补强准则的种类) (6) 1.6.2等面积补强的原则 (6) 1.6.3等面积补强计算方法 (6) 2工艺设计 8 2.1设计要求 (8) 2.2连续釜式反应器工艺设计 (8) 2.2.1单段连续釜式反应器 (8) 2.2.2反应器直径和高度的计算 (9) 3 机械设计9 3.1手孔的开孔补强计算 (9) 3.1.1计算是否需要补强 (10) 3.1.2计算开孔失去的面积A (10) 3.1.3计算有效补强面积A (11) 3.2进料口的开孔补强计算 (11) 3.2.1计算是否需要补强 (11) 4补强结构图12 5总结13 6参考文献 13
1前言及概念 在日常的压力容器设计工作中,经常会遇到压力容器开孔补强问题。压力容器开孔以后,不仅整体强度受到削弱,而且还因开孔引起的应力集中造成开孔边缘局部的高应力,加上接管上有时还有其他的外载荷所产生的应力及热应力,而容器材料、以及开孔结构在制造和焊接过程中又不可避免地会形成缺陷和残余应力,开孔和接管附近就成为压力容器的薄弱部位,于是开孔附近就往往成为压力容器的破坏源一一主要是疲劳破坏和脆性裂口。因此,按照GBl50-1998Ⅸ钢制压力容器》的规定,在压力容器设计过程中必须充分考虑开孔的补强问题。 1.1开孔补强的适应范围和方法 (1)当其内径Di≤1500mm时,开孔最大直径d≤1/2Di,且d≤520mm;当其内径D≥1500mm时, 开孔最大直径d≤l/3Di,且d≤1000mm; (2)凸形封头或球壳的开孔最大直径d≤1/2Di; (3)锥壳(或锥形封头)的开孔最大直径d≤1/3Di,Di为开孔中心处的锥壳内直径; (4)在椭圆形或碟形封头过渡部分开孔时,其孔的中心线宜垂直于封头表面。 1.2满足开孔条件时,可采用的三种补强方法 (1)补强圈补强 补强圈补强结构简单,制造方便,有一定的补强效果。但和其它补强结构相比,补强区较为分散,补强效果不佳,补强后的应力集中系数比较大。由于补强圈并未和壳体、接管形成整体,所以其抗疲劳性很差,一般常用于静压、常温下的中低压容器。对于缺口敏感性较高的低合金高强度钢制容器,采用此种补强结构时尤需慎重,高温、高压或承受变载荷的容器,则不宜采用此种补强形式。鉴于补强圈搭接结构会引起较大的局部应力,且高强度钢的淬硬性强,易产生焊接裂纹,故在超出GBl50—1998对其适用条件范围时,宜采用整锻件补强或整体加厚壳体补强。 (2)整锻件补强(包括用全焊透焊缝连接的厚壁管补强) 采用整锻件补强,所有补强区域集中在应力集中区,能有效地降低应力集中系数,故补强效果好。由于补强件和壳体、接管之间的焊接采用对接焊缝,焊接质量可保证,并使焊缝及热影响区离开最大应力点的位置,故抗疲劳性能好。常用于o S≥500MPa的容器开孔及在低温、高温或受交变载荷的大直径容器开孔。缺点是锻件供应困难,制造繁琐,成本较高,只在重要的设备中使用。采用厚壁管补强,接管的加厚部分处于最大的应为区域内,比补强圈更能有效地降低应力集中系数。这种形式结构简单,制造与检验都很方便,但必须保证全焊透焊接。对于低合金高强度钢,由于它比一般低碳钢有较高的缺口敏感性,所以一般都采用厚壁管补强型式。 (3)整体加厚壳体补强 整体加厚壳体补强结构是以增加整个简体或封头的壁厚来降低开孔附近的应力,其开孔补强计算可按等面积补强法进行计算。根据理论和实验分析,开孔后的应力集中现象有明显
船体结构开孔及补强规则 1 范围 本标准规定了船体构件上的应力区域,船体结构开孔(含开口、切口)规则及补强形式。 本标准适用于钢质海船(船长≥20m)建造过程中管系、电缆穿过船体构件时的开孔规则及补强形式, 其它类型船舶及海上工程设施可参照执行。 2. 船体结构开孔规则 2.1 开孔基本原则 2.1.1 开孔形状一般为圆形或腰圆形,孔长轴应沿结构跨度方向或船长方向布置,如需矩形开孔时,其四角需有足够大的圆角,圆角半径R≥h/8(h为孔高)且R≥30。 2.1.2 开孔应远离流水孔、透气孔、减轻孔、人孔、型材贯穿孔等。 2.1.3 开孔边缘应光顺,无影响强度的缺口。 2.1.4 在强构件腹板上开孔时,其开孔位置应尽可能设置在构件的中和轴处或偏近骨架带板(即甲板、壁板或外板)一边,避免在近面板处开孔。 2.1.5 所有肋板、旁桁材上均应开人孔; 所有肋板、旁桁材、纵骨均应有适当的流水孔、透气孔,并应考虑泵的抽吸率;除轻型肋板外,开孔的高度应不大于该处双层底高度的50%, 否则应予加强。各肋板开孔位置在船长方向应尽量按直线排列, 以便利人员出入。在肋板的端部和横舱壁处的 1 个肋距内的旁桁材上, 不应开人孔和减轻孔, 否则开孔边缘应予加强,肋板及旁桁材在支柱下的部分一般不应开孔, 否则应作有效加强。 2.1.6 船中 0.75L 区域内双层底中桁材不允许开孔,特殊情况下必须开孔时,应予以有效加强;船中0.75L 以外中桁材上开孔高度不应大于该处中桁材高度的40%。 2.1.7高强度钢构件尽量少开孔,若开孔应采用圆形或腰圆形。 2.1.8 开孔边缘不要靠近板缝,至少离开50mm;开孔与板缝相交时,孔边缘离板缝不小于75mm,孔中心与板缝距离要尽量小,见图1。 图1 2.1.9 当梁上有密集的小开孔且间距又不满足对开孔间距的要求时,则开孔的宽度和长度的计算值应以全部开孔的最大外轮廓尺寸作为开孔计算的宽度和长度,密集小孔可扩为一腰圆孔。 2.1.10 开孔总长度不能超过0.6 肋距(或0.6 纵骨间距),开孔应分散,不能同时密集在邻近的肋距(或纵骨间距)内。 2.1.11 在船舯0.5L 区域内的强力甲板上开孔,其圆角半径为开口宽度的1/24(Rmin≥300mm)。如舱口围板为套环形式时,圆角半径Rmin≥150mm。 1
目录 1前言及概念 2 1.1开孔补强的适应范围和方法 (2) 1.2满足开孔条件时,可采用的三种补强方法 (2) 1.3开孔补强的目的 (3) 1.4补强结构(补强元件类型) (3) 1.4.1加强管补强 (3) 1.4.2整体锻件补强 (3) 1.4.3加强圈的补强 (3) 1.5壳体开孔的有关规定 (4) 1.5.1允许不补强时开的最大孔直径 (4) 1.5.2壳体上允许开的最大孔直径d max (4) 1.6等面积补强计算方法 (5) 1.6.1各国压力容器规范主要采用的准则(补强准则的种类) (5) 1.6.2等面积补强的原则 (5) 1.6.3等面积补强计算方法 (5) 2工艺设计7 2.1设计要求 (7) 2.2连续釜式反应器工艺设计 (7) 2.2.1单段连续釜式反应器 (7) 2.2.2反应器直径和高度的计算 (8) 3 机械设计 8 3.1手孔的开孔补强计算 (8) 3.1.1计算是否需要补强 (9) 3.1.2计算开孔失去的面积A. (9) 3.1.3计算有效补强面积A0 (10) 3.2进料口的开孔补强计算 (10) 3.2.1计算是否需要补强 (10) 4补强结构图11 5总结12 6参考文献12
1前言及概念 在日常的压力容器设计工作中,经常会遇到压力容器开孔补强问题。压力容器开孔以后,不仅整体强度受到削弱,而且还因开孔引起的应力集中造成开孔边缘局部的高应力,加上接管上有时还有其他的外载荷所产生的应力及热应力,而容器材料、以及开孔结构在制造和焊接过程中又不可避免地会形成缺陷和残余应力,开孔和接管附近就成为压力容器的薄弱部位,于是开孔附近就往往成为压力容器的破坏源一一主要是疲劳破坏和脆性裂口。因此,按照GBl50-1998Ⅸ钢制压力容器》的规定,在压力容器设计过程中必须充分考虑开孔的补强问题。 1.1开孔补强的适应范围和方法 (1)当其内径Di≤1500mm时,开孔最大直径d≤1/2Di,且d≤520mm;当其内径D≥1500mm时, 开孔最大直径d≤l/3Di,且d≤1000mm; (2)凸形封头或球壳的开孔最大直径d≤1/2Di; (3)锥壳(或锥形封头)的开孔最大直径d≤1/3Di,Di为开孔中心处的锥壳内直径; (4)在椭圆形或碟形封头过渡部分开孔时,其孔的中心线宜垂直于封头表面。 1.2满足开孔条件时,可采用的三种补强方法 (1)补强圈补强 补强圈补强结构简单,制造方便,有一定的补强效果。但和其它补强结构相比,补强区较为分散,补强效果不佳,补强后的应力集中系数比较大。由于补强圈并未和壳体、接管形成整体,所以其抗疲劳性很差,一般常用于静压、常温下的中低压容器。对于缺口敏感性较高的低合金高强度钢制容器,采用此种补强结构时尤需慎重,高温、高压或承受变载荷的容器,则不宜采用此种补强形式。鉴于补强圈搭接结构会引起较大的局部应力,且高强度钢的淬硬性强,易产生焊接裂纹,故在超出GBl50—1998对其适用条件范围时,宜采用整锻件补强或整体加厚壳体补强。 (2)整锻件补强(包括用全焊透焊缝连接的厚壁管补强) 采用整锻件补强,所有补强区域集中在应力集中区,能有效地降低应力集中系数,故补强效果好。由于补强件和壳体、接管之间的焊接采用对接焊缝,焊接质量可保证,并使焊缝及热影响区离开最大应力点的位置,故抗疲劳性能好。常用于o S≥500MPa的容器开孔及在低温、高温或受交变载荷的大直径容器开孔。缺点是锻件供应困难,制造繁琐,成本较高,只在重要的设备中使用。采用厚壁管补强,接管的加厚部分处于最大的应为区域内,比补强圈更能有效地降低应力集中系数。这种形式结构简单,制造与检验都很方便,但必须保证全焊透焊接。对于低合金高强度钢,由于它比一般低碳钢有较高的缺口敏感性,所以一般都采用厚壁管补强型式。 (3)整体加厚壳体补强 整体加厚壳体补强结构是以增加整个简体或封头的壁厚来降低开孔附近的应力,其开孔补强计算可按等面积补强法进行计算。根据理论和实验分析,开孔后的应力集中现象有明显
压力容器常用开孔补强方法对比分析 压力容器一旦发生事故,危害很大,因此压力容器的开孔补强设计显得尤为重要。对于压力容器的开孔补强计算方法一般有两种:一是等面积法,二是分析法。本文对这两种方法作以比较和分析。 在石油化工行业中,压力容器上的开孔是不可避免的,如要开进料口、出料口、人孔等。容器开孔后,一方面由于器壁承受载荷截面被削弱,引起局部应力的增加和容器承载能力的减弱;另一方面,器壁开孔和接管也破坏了原有结构的连续性,在工艺操作条件下,接管处将产生较大的弯曲应力,开孔边缘会出现很高的应力集中,形成了压力容器的薄弱环节。因此,设计上必须对开孔采取有效的补强措施,使被削弱的部分得以补偿。 开孔补强基本原理 2.1.等面积法 该法是以受拉伸的开孔大平板作为计算模型的,即仅考虑容器壳体中存在的拉伸薄膜应力,且以补强壳体的一次总体平均应力作为补强原则。当开孔较小时,开孔边缘的局部应力是以薄膜性质的应力为主的,但随着壳体开孔直径增大,开孔边缘不仅存在很大的薄膜应力,
而且还产生很高的弯曲应力。 等面积法的开孔补强结构所形成的应力集中在某一区域内,当离孔边缘的距离越大,越接近薄膜应力。它的特点是:角焊缝,具有应力突变,易产生应力集中点,受力状态不好。 2.2.分析法 这种补强方法是以壳体极限分析为基础的,相对等面积法合理得多,但须受开孔壳体和补强接管的尺寸限制。这种方法优点是:克服等面积法的缺点,在转角处采用圆滑过渡,减少结构形状的突变,减小应力集中程度。将补强面积集中在应力最高点,充分利用补强面积,使补强更经济、合理。 对比分析 3.1.等面积法 等面积法顾名思义:壳体截面因开孔被削弱的承受强度的面积,须有补强材料予以等面积补偿,其实质是壳体截面因开孔丧失的强度,即被削弱的“强度面积”A乘以壳体材料在设计温度下的许用应力[σ]t,即A[σ]t,应由补强材料予以补偿,当补强材料与壳体材料相同时,
一、压力管道设计常用ASME标准 这里有两个标准,一个是组件尺寸型式标准(我国也有相应组件形式标准),另一个是材料标准(我国没有对材料形成专门的标准化)。 型式标准规定了组件的型式、系列、尺寸、公差、试验要求,以及该组件可采用的材料标准等。材料标准规定了适用的对象、原材料(坯料)品种(采用锻轧Wrought或锻件Forged)、化学成分、机械性能、制造工艺(包括焊接)、热处理、无损检查、取样和性能检验、质量证书、标志等。 1. 典型的组件型式标准 1)钢管 ANSI/ASME B36.10M 无缝及焊接钢管 ANSI/ASME B36.19M 不锈钢无缝及焊接钢管 2)管件 ANSI/ASME B16.9 工厂制造的钢对焊管件 ANSI/ASME B16.1 承插焊和螺纹锻造管件 ANSI/ASME B16.28 钢制对焊小半径弯头和回弯头 3)阀门 ANSI/ASME B16.34 法兰连接、螺纹连接和焊接连接的阀门 API 599 法兰或对焊连接的钢制旋塞阀 API 600 法兰或对焊连接的钢制闸阀 API 602 紧凑型碳钢闸阀 API 609 凸耳型对夹蝶阀 4)法兰 ANSI/ASME B16.5 管法兰和法兰管件 ANSI/ASME B16.36 孔板法兰 ANSI/ASME B16.42 球墨铸铁法兰和法兰管件
ANSI/ASME B16.47 大直径钢法兰 API 601 突面管法兰和法兰连接用金属垫片 5)垫片 ANSI/ASME B16.20 管法兰用缠绕式、包覆式垫片和环槽式用金属垫片 ANSI/ASME B16.21 管法兰用非金属平垫片 6)紧固件 ANSI/ASME B18.2.1 方头和六角头螺栓和螺纹 ANSI/ASME B18.2.2 方头和六角头螺母 7)管件 ASMEI B16.9 工厂制造的锻钢对焊管件 ASME B16.11 承插焊和螺纹锻钢管件 MSS-SP-43 锻制不锈钢对焊管件 2. 材料标准 ASTM/ASME材料标准主要集中收录在ASME II A篇铁基材料,B篇非铁基材料,C篇焊条、焊丝填充金属,D篇性能,以及一些增补内容。 与压力管道设计相关的典型的为A篇、D篇等。 A篇的主要分类有:钢板、薄板和钢带,公称管(Pipe),管子(Tube),钢法兰、配件、阀门及零件,压力容器用钢板、薄板和钢带,结构钢,钢棒材,钢螺栓材料,钢坯和锻件,钢铸件,耐腐蚀钢和耐热钢,锻轧铁、铸铁和可锻铸铁,以及方法标准等。 材料表示方法用"标准号-级别"及UNS。 如 304是级别。TP316前面的TP表示管材,英文单词TUBE & PIPE的首个字母。F316前面的F表示锻件,是FORGING的缩写。一般在ASME里,很多都是引用ASTM 标准,并在前面加个S,如A312被 ASME纳入后为SA312。在ASTM标准中,A 表示为A系列材料,当然还有B、C等。 美国高合金钢用UNS牌号表示,它是按美国钢铁协会AISI的编号表示方法转过来的,比如,AISI把18-8不锈钢记为UNS No S 30400(3代表镍铬钢),ASTM 引用过来叫它为304型,于是各国也跟着这么叫,成为普遍的表示法。还比如
压力容器圆筒开孔补强计算方法研究应力集中危害问题要通过正确的方式强化管理,实现补强计算分析,进而充分的保障压力容器的安全性,提升整体的经济性。通过开孔补强计算方式,可以有效的解决此种问题。 1.压力容器圆筒大开孔补强计算方法应用价值 多数工程具有复杂化、大型化以及工艺特殊的特征,在施工中一些压力容器要通过较大的开孔接管进行处理,此种方式会转变原有容器的应力状态,消弱压力容器的强度。针对与柱壳容器,开孔之后会导致其受到接管弹性约束的影响,导致容器主管的开孔附近受到薄膜应力状态轴向力以及环向力的影响,出现弯矩以及扭矩等问题。为了提升整体稳定性,在实践中针对一些大开孔设计y要通过科学合理的方式分析受力状况,进而保障施工安全性,提升整体质量。 2.压力容器圆筒大开孔补强计算方法 2.1压力面积法 通过欧盟标准压力面积法,综合我国实际状况,在被开孔削弱面积补在孔的周围,给出其需药补强的具体面积,不计孔周边的应力集中问题。开孔补强设计主要的要求就是基于结构进行静力强度分析,基于一次应力强度出发,分析开孔边缘二次应力安定性。综合其安全系数以及实践经验系统分析。此种方式对于开孔边缘的应力强度进行
分析是否满足一次总体以及局部中对于薄膜应力静力强度要求。通过对补强范围材料平均薄膜应力控制的方式达到进行应力强度的控制与管理,要保障其在一倍的许用应力。综合压力在壳体受压面积产生的荷载以及有效补强范围中的课题、接管。补强材料面积承载能力平衡的相关静力平衡条件则可以确定其进行接管补强计算的方式。在壳体以及接管、补强材料相同的时候要根据以下公式进行补强计算公式为:P表示的是设计压力。 2.2分析法 分析法就是根据弹性薄壳理论获得的应力分析方式。主要就是在内压作用之下其具有径向接管圆筒开孔的补强设计分析。分析法设计准则与压力面积法之间具有一定的差别。此种方式的模型假定接管以及壳体属于连续性的整体型结构,其计算模型如下图所示。在应用分析法的时候,要保障焊接接头的质量,保障其整体焊透性。分析法在设计中主要就是基于塑性极限以及安定分析确定,通过保障其一次加载的时候具有充足的塑性承载能力,具有反复加载的安定要求,进而确定其开孔安全性。此种方式有效的拓展了圆柱壳开孔补强设计的适用范围。圆柱壳开孔接管理论中的力学技术主要就是综合Morley方程,通过导出并且利用两正交相贯圆柱壳位于交贯线位置中精确的连续条件,则可以确定在内压以及外载作用之下圆柱壳开孔接管中的薄
详解压力容器中开孔补强的一般规定及限制要求 引言 压力容器上的开孔不仅影响结构强度,还会因为接管有着各种载荷所产生的应力、温度应力,以及容器材质和制造缺陷等因素的综合作用,往往是造成容器破坏的根源,所要解决这些问题,就必须了解开孔补强中的规定以及要求。 1.压力容器补强结构解析与一般规定压力容器的补强结构可分为:补强圈搭焊结构和整体补强结构。 1.1补强圈搭焊结构补强当容器采用补强圈搭焊结构时,其应当 符合的基本的条件 为,容器壳体名义厚度不得大于38mm补强圈的材料厚度不得 大于1.5 倍容器壳体的厚度尺寸;使用低合金钢的标准抗拉强度 应当小于540MPa若条件许可,优先举荐使用厚壁管代替补强圈进行补强。 当容器为低温压力容器的时候,补强接管应当尽可能采用后壁管进行补强,焊接焊缝应当使用全焊透结构,且焊缝圆滑过渡;带补强板的接管与容器器壁的连接接头应当符合相当于 HG/T20583中的G28 G29 G30 G33的要求。补强板采用与器壁相同的材料,带补强板的结构不得用于容器器壁厚度大于30mm 的场合,也不适用于设计温度低于-40°的场合。带补强圈的接 管与壳体的连接,以及补强圈与壳体搭接的角焊接头壳采用
GB15 0中所示结构进行,且接管端部应与容器表面齐平,端部内角应当打磨成R不小于3mm勺圆角。 ?a 强圈虽然结构简单,易于加工,但是补强效果较差,补强圈与壳体之间勺间隙不可避免,同时虽然补强圈上设有排气孔,但是补强圈结构在最终勺热处理后应力缺很复杂。 1.2整体补强结构补强当具有下列条件时,应当采用整体补强或 者局部整体补强。 ①高强度钢(标准抗拉强度大于540MPa和铬钼钢(如 15CrMoR 14Cr1MoR 12Cr2Mo1R 制造的压力容器; ②补强圈勺厚度大于1.5 倍容器壁厚度; ③设计压力大于或者等于4MPa的第三类容器; ④容器的壳体壁厚大于或者等于38mm; ⑤疲劳压力容器或者容器盛装介质为毒性的高位介质容器。 2.等面积补强法与压力面积法的异同 国内根据国家标准GB150压力容器中压力容器的开孔补强,从设计方法分区可以分为,等面积法,极限分析法,安定性分析法。对比根据西德受压容器和西德蒸汽锅炉技术规程中采用的压力面积法,压力面积法可用于开孔率达0.8 的大开孔结构的情况,其计算方式为:()PW ] 式中: A补强范围内的压力作用面积;
文件编号:GD/FS-2254 (解决方案范本系列) 压力容器常用开孔补强方法对比分析详细版 A Specific Measure To Solve A Certain Problem, The Process Includes Determining The Problem Object And Influence Scope, Analyzing The Problem, Cost Planning, And Finally Implementing. 编辑:_________________ 单位:_________________ 日期:_________________
压力容器常用开孔补强方法对比分 析详细版 提示语:本解决方案文件适合使用于对某一问题,或行业提出的一个解决问题的具体措施,过程包含确定问题对象和影响范围,分析问题,提出解决问题的办法和建议,成本规划和可行性分析,最后执行。,文档所展示内容即为所得,可在下载完成后直接进行编辑。 压力容器一旦发生事故,危害很大,因此压力容器的开孔补强设计显得尤为重要。对于压力容器的开孔补强计算方法一般有两种:一是等面积法,二是分析法。本文对这两种方法作以比较和分析。 在石油化工行业中,压力容器上的开孔是不可避免的,如要开进料口、出料口、人孔等。容器开孔后,一方面由于器壁承受载荷截面被削弱,引起局部应力的增加和容器承载能力的减弱;另一方面,器壁开孔和接管也破坏了原有结构的连续性,在工艺操作条件下,接管处将产生较大的弯曲应力,开孔边缘会出现很高的应力集中,形成了压力容器的薄弱环节。
因此,设计上必须对开孔采取有效的补强措施,使被削弱的部分得以补偿。 开孔补强基本原理 2.1.等面积法 该法是以受拉伸的开孔大平板作为计算模型的,即仅考虑容器壳体中存在的拉伸薄膜应力,且以补强壳体的一次总体平均应力作为补强原则。当开孔较小时,开孔边缘的局部应力是以薄膜性质的应力为主的,但随着壳体开孔直径增大,开孔边缘不仅存在很大的薄膜应力,而且还产生很高的弯曲应力。 等面积法的开孔补强结构所形成的应力集中在某一区域内,当离孔边缘的距离越大,越接近薄膜应力。它的特点是:角焊缝,具有应力突变,易产生应力集中点,受力状态不好。 2.2.分析法
第 开孔补强设计 根据GB 150规定,当在设计压力P c ≤2.5MPa 的在壳体上开孔,两相邻开孔中心的间距大于两孔直径之和的两倍,且接管公称外径不大于89mm 时,接管厚度满足要求,不另行补强,故该储罐中只有DN=500mm 的 人孔需要补强。 1. 补强设计方法判别 按HG/T 21518-2005,选用回转盖带颈对焊法兰人孔。开孔直径 22C d d i +==500+2×2=504 mm 。 ∵ 2/i D d <=3000/2=1500 mm 故可以采用等面积法进行开孔补强计算。 接管材料选用10号钢,其许用应力[σ]t=117MPa 根据GB150-1998中式8-1,开孔所需补强面积()r et f d A -+=12δδδ 其中:壳体开孔处的计算厚度δ=17.758mm 接管的有效厚度21C C nt et --=δδ=20-0-2=18mm 强度削弱系数[][]r t n r f δδ/==117/170=0.689 所以开孔所需补强面积为()r et f d A -+=12δδδ =504×17.758+2×17.758×18×0.311 =4238.452mm 2. 有效补强范围 2.1有效宽度B 的确定 按GB150中式8-7,得:d B 21==2×504=1008 mm nt n d B δδ++=22=504+2×18+2×20=580mm B= ()max 2, 1B B =1008 mm 2.2有效高度的确定 (1)外侧有效高度 h 的确定 根据GB150中式8-8,得: 11h = nt d δ=18504?=95.25mm 12h =接管实际外伸高度H=H 1=280mm 1h =(()min 12,11h h =95.25mm (2)内侧有效高度 2 h 的确定
使用SW6―2011计算压力容器开孔补强的几个问题 0 引言 为满足工艺或结构需要,在压力容器设计中开孔是必不可少的。容器开孔接管后会引起开孔或接管部位的应力集中,再加上接管上会有各种外载荷所产生的应力及热应力,以及容器材料和制造缺陷等各种因素的综合作用,使得开孔和接管附近就成为压力容器的薄弱部位。虽然标准和规范对设计和计算都作了较为详细的规定,但在使用SW6-2011过程设备强度计算软件计算开孔补强时需要注意对标准规范中有关定义的理解和把握,灵活运用软件,必要时对有关数据进行调整,才能得到正确的结论,保证设备的安全可靠性。 1 补强方法及适用范围 1.1 计算时应注意的问题 在使用SW6-2011计算开孔补强之前要先判断接管的直径和壁厚是否满足GB150.3-2011中6.1.3不另行补强的最大开孔直径[1]的要求,满足要求的可以不进行计算,没有进行判断直接输入数据的,生成计算书会显示满足不另行补强的最大开孔直径的要求,不予进行计算。还需要注意的是单个孔开孔补强计算合格,然而该孔的有效补强区B=2d范围内还有其他开孔,形成孔桥的,则应按孔桥处理。在计算两相邻开孔中心的间距或者任意两孔中心的间距时对曲面间距应按弧长计算,按照弦长或中心线
垂直距离计算是不正确的。 1.2 补强计算方法及适用范围的理解 SW6-2011补强计算方法给出四种:等面积补强法、另一补强方法、分析方法和压力面积法。 计算软件中的等面积补强法是指单个开孔的等面积法,联合补强法是指多个开孔的等面积法。等面积法是开孔补强计算方法中最广泛应用的计算方法,该法是以补偿开孔局部截面的一次拉伸强度作为补强准则的,是以无限大平板上开有小圆孔时孔边的应力集中作为理论基础的,即仅考虑容器壳体中存在的拉伸薄膜应力,对开孔边缘的二次应力的安定性问题是通过限制开孔形状,长短径之比和开孔范围(开孔率)间接考虑的[2],使用该法应考虑开孔是否满足GB150.3-2011中6.1.1的规定。对于承受静载的压力容器开孔,长期实践证明该法在允许使用范围内,其补强结果是比较安全可靠的。分析法是根据弹性薄壳理论得到的应力分析法用于内压作用下具有径向接管圆筒的开孔补强设计,其开孔率可达0.9。压力面积法为HG20582-2011大开孔的补强计算[3]中介绍的补强方法,其开孔率可达0.8。分析法和压力面积法都是适用于大开孔径向接管补强计算的,不能计算斜接管。大开孔即超出等面积补强法适用范围的开孔。而且分析法只能用在筒体上的开孔,封头上的大开孔应用压力面积法计算,但在我国压力面积法尚不能作为合法的设计依据,该方法只能参考使用。压力面积法和等面积法一样,都不适用于有疲劳强度要
压力管道设备开孔补强计算方法探讨 发表时间:2019-05-23T11:32:04.523Z 来源:《防护工程》2019年第1期作者:国健 [导读] 对几种常用的补强方式进行了对比研究,主要包括补强板、补强管和焊台补强三种形式。 中石化第十建设有限公司山东青岛 266555 摘要:随着工艺要求的提高,管线开孔在没有标准管件可用的情况下,大口径管道上直接开孔焊接支管是管道设计时经常会遇到的问题,由于开孔面积较大,需要对开孔处进行详细核算以确定是否需要补强。若需要补强,要根据具体情况、相关标准规范来进行计算和判断,找出最适合的补强方式,并根据计算补强的具体参数要求进行开孔补强,核算结果的准确与否及开孔补强是否足够将影响管道的安全平衡运行。 关键词:压力管道;设备;开孔补强;计算方法; 压力管线开孔接管和补强结构作为管道系统中常用的结构方式,在石化领域广泛应用。在对国内外开孔补强设计的主要原则进行分析后,对几种常用的补强方式进行了对比研究,主要包括补强板、补强管和焊台补强三种形式。 一、开孔补强理论概述 管道开孔并带有接管后和未开孔管道相比,引起了三个问题,即:一是由于开孔而使主管承载截面积的削弱,其值为d iδn;二是主管上因开孔而引起的孔边应力集中,其存在范围(从接管外侧起量),大致为d i/2;三是因接管和主管构成了不连续结构,因而在主管上引起了附加的不连续应力,其存在范围(从接管外侧起量),大致和不连续应力的衰减范围成正比:这三者对主管管体(对接管,则是从主管表面起的接管不连续应力存在范围内接管应力增大)的最终影响是,在接管周围一定范围内应力的增大,暂不讨论如何对这些应力进行分类,接管周围应力的增大总会降低壳体的承载能力,所以必须“补强”。 二、开孔补强设计方法 1.等面积补强。GB50253《输油管道工程设计规范》5.4.9所介绍的补强计算法即为等面积补强法,也是目前计算压力管道开孔补强最常用的一种计算方法。等面积补强法从补强角度讲,壳体由于开孔丧失的拉伸承载面积应在孔边有效补强范围内等面积的进行补强。当补强材料与壳体相同时,所需的补强面积就与壳体开孔削弱面积的强度面积相等。等面积补强法是以补强开孔局部截面积的拉伸强度作为补强准则的,为此其补强只涉及静力强度问题。等面积补强的力学基础是无限大平板开小孔,忽略了开孔处应力集中和开孔系数的影响,粗略的认为在补强范围内补强金属的均匀分布降低了孔边缘的应力集中作用。对于开孔边缘的二次应力的稳定性问题是通过限制开孔形状和开孔范围加以考虑的。等面积法基于无限大平板开孔小孔的假设,未能体现局部弯曲应力影响,这种基于板壳理论的简化方法,不适合大开孔的计算,因此GB50253规定开孔直径不大于主管直径的1/2。 2.压力面积法。压力面积法是G20582-2011《钢制化工容器强度计算规定》介绍的大开孔计算方法,来源于西德AD规范B9补强设计的规定,这是一种近似的分析方法,基本上是一种经验的极限分析方法。它根据试验应变测量,对具有各种尺寸的开孔与带有齐平径向接管的圆筒形容器上做了一系列压力试验,以壳体开孔接管处产生0.2%的应变所需的压力导出削弱系数,并绘制成曲线。在确定补强设计时,需将削弱系数值代入壳体厚度公式中进行计算,并将开孔率限制在0.8。该法在本质上仍与等面积法相同,对于开孔边缘应力只考虑满足一次总体及局部薄膜应力的静力要求。压力面积法的基本出发点是,对于内压壳体,是以压力载荷的面积和壳体、接管、补强件的承载截面积之间相互平衡为基础的,即由压力载荷的面积对压力乘积所表示的载荷和壳体、接管、补强件承载横截面积对材料许用应力的乘积之间相互平衡,在工程实践中往往应用于低压容器开孔补强的计算中,该方法在计算高压管道大开孔补强时,其结果往往是偏冒进的,随着新版G20582的发布,其方法的适用范围受到更加严格的限制,因此压力面积法不适合压力管道开孔补强计算。 3.有限元分析法。使用ASME法计算分析了一受内压模型压力管道大开孔补强结构,用极限分析法求出其极限载荷和设计载荷,并用分析设计法进行了验证,是一种安全可靠的计算方法。但是如采用有限元分析,对设计人员要求高,如果从设计成本、人员资质和效率上考虑,有限元分析法很难满足工程要求。 三、压力容器的开孔补强计算 压力容器的开孔补强计算方法主要采用的是等面积补强法,其指导思想是使简体上多余金属的截面积A1、接管上多余金属的截面积A2、焊缝金属的截面积A3之和作为有效补强范围内补强的截面积Ae。若Ae大于等于因开孔而削弱的截面积A,则开孔不需要补强;若Ae 小于A,则开孔需要补强,需要补强的面积A4>A—Ae。该方法使用的开孔范围为,当筒体内径Di≤1 500 mm时,开孔最大直径d≤Di/2,且d≤520 mm;当简体内径Di>1 500 mm时,开孔最大直径d≤Di/3,且d≤1 000 mm。 四、算方法比较 按照压力容器开孔补强方法和按照压力管道设备有关标准要求进行补强的基本理论都是以等面积补强法为基础的,最大的不同在于前者属于压力容器范畴,而后者则不属于压力容器范畴。 1.适用的开孔范围不同。如果按前者方法计算,当筒体内径Di≤1 500 mm时,开孔最大直径d≤Di/2,并且d≤520mm;而当筒体内径Di>I 500 mm时,开孔最大直径d≤1/3D。,并且d≤1 000 mm。也就是说,对于较大的开孔,这种计算方法是不适用的。而采用后者计算方法就没有这个限制,例如用文献来计算开孔接管直径与简体相同的设备、等径的清管三通等是可行的。 2.许用应力取值方法不同。采用前者方法计算时的许用应力可以在文献中直接查取,而采用后者计算方法时则通过查取材料的屈服强度后乘上设计系数得出。这两种方法会使同种材料许用应力的取值有不小的差异,导致简体的计算壁厚也相差不少。另外,如果在文献[1]中查取材料的许用应力,那么文献中没有列出的材料就无法查到相应的许用应力值。而采用后者计算方法,只要知道材料的屈服强度和设计系数就可以计算出许用应力值。适用范围广泛。 3.有效补强高度不同。采用前者方法的有效补强高度按式(2)和式(3)计算,并分别取式中较小者。而采用后者方法计算时则分为两种情况,如果是挤压引出接管的补强。那么有效补强高度H=;如果是焊接接管的开孔补强,那么有效补强高度H=。在实际计算中。两种计算方法得到的有效补强高度相差不小.对最终计算结果影响也较大。对于挤压引出接管的补强,同属压力管道设备标准的文献[3]和文献[4]的要
压力容器的开孔与补强 本章重点容及对学生的要求: (1) 回转壳体上开小孔造成的应力集中; (2) 开孔补强的原则、补强结构和补强计算; (3) 不另行补强的要求; (4) GB150-98对容器开孔及补强的有关规定。 第一节 容器开孔附近的应力集中 1、 相关概念 (1)容器开孔应力集中(Opening and stress concentration ) 在压力容器或设备上开孔是化工过程操作所决定的,由于工艺或者结构的需要,容器上经常需要开孔并安装接管,例如:人孔、手孔、进料与出料口等等。容器开孔接管后在应力分布与强度方面会带来下列影响: ◆ 开孔破坏了原有的应力分布并引起应力集中。 ◆ 接管处容器壳体与接管形成结构不连续应力。 ◆ 壳体与接管连接的拐角处因不等截面过渡而引起应力集中。 上述三种因素均使开孔或开孔接管部位的引力比壳体中的膜应力大,统称为开孔或接管部位的应力集中。 (2)应力集中系数(stress concentration factor ) 常用应力集中系数Kt 来描述开孔接管处的力学特性。若未开孔时的名义应力为σ,开孔后按弹性方法计算出的最大应力为σmax ,则弹性应力集中系数为: σ σmax = t K (1) 压力容器设计中对于开孔问题研究的两大方向是: ? 研究开孔应力集中程度,估算K t 值; ? 在强度上如何使因开孔受到的削弱得到合理的补强。 2、平板开小孔的应力集中 Fig. 1 Variation in stress in a plate containing a circular hole and subjected to uniform tension
压力容器的开孔与补强 本章重点内容及对学生的要求: (1) 回转壳体上开小孔造成的应力集中; (2) 开孔补强的原则、补强结构和补强计算; (3) 不另行补强的要求; (4) GB150-98对容器开孔及补强的有关规定。 第一节 容器开孔附近的应力集中 1、 相关概念 (1)容器开孔应力集中(Opening and stress concentration ) 在压力容器或设备上开孔是化工过程操作所决定的,由于工艺或者结构的需要,容器上经常需要开孔并安装接管,例如:人孔、手孔、进料与出料口等等。容器开孔接管后在应力分布与强度方面会带来下列影响: ◆ 开孔破坏了原有的应力分布并引起应力集中。 ◆ 接管处容器壳体与接管形成结构不连续应力。 ◆ 壳体与接管连接的拐角处因不等截面过渡而引起应力集中。 上述三种因素均使开孔或开孔接管部位的引力比壳体中的膜应力大,统称为开孔或接管部位的应力集中。 (2)应力集中系数(stress concentration factor ) 常用应力集中系数Kt 来描述开孔接管处的力学特性。若未开孔时的名义应力为σ,开孔后按弹性方法计算出的最大应力为σmax ,则弹性应力集中系数为: σ σmax = t K (1) 压力容器设计中对于开孔问题研究的两大方向是: ? 研究开孔应力集中程度,估算K t 值; ? 在强度上如何使因开孔受到的削弱得到合理的补强。 2、平板开小孔的应力集中 Fig. 1 Variation in stress in a plate containing a circular hole and subjected to uniform tension
1 船体结构开孔及补强规则 1 范围 本标准规定了船体构件上的应力区域,船体结构开孔(含开口、切口)规则及补强形式。 本标准适用于钢质海船(船长≥建造过程中管系、电缆穿过船体构件时的开孔规则及补强形式,其它类型船舶及海上工程设施可参照执行。 2. 船体结构开孔规则 2.1 开孔基本原则 2.1.1 开孔形状一般为圆形或腰圆形,孔长轴应沿结构跨度方向或船长方向布置,如需矩形开孔时,其四角需有足够大的圆角,圆角半径R≥h/8(h 为孔高)且R≥30。 2.1.2 开孔应远离流水孔、透气孔、减轻孔、人孔、型材贯穿孔等。 2.1.3 开孔边缘应光顺,无影响强度的缺口。 2.1.4 在强构件腹板上开孔时,其开孔位置应尽可能设置在构件的中和轴处或偏近骨架带板(即甲板、壁板或外板)一边,避免在近面板处开孔。 2.1.5 所有肋板、旁桁材上均应开人孔; 所有肋板、旁桁材、纵骨均应有适当的流水孔、透气孔,并应考虑泵的抽吸率;除轻型肋板外,开孔的高度应不大于该处双层底高度的50%, 否则应予加强。各肋板开孔位置在船长方向应尽量按直线排列, 以便利人员出入。在肋板的端部和横舱壁处的1 个肋距内的旁桁材上, 不应开人孔和减轻孔, 否则开孔边缘应予加强,肋板及旁桁材在支柱下的部分一般不应开孔, 否则应作有效加强。 2.1.6 船中0.75L 区域内双层底中桁材不允许开孔,特殊情况下必须开孔时,应予以有效加强;船中0.75L 以外中桁材上开孔高度不应大于该处中桁材高度的40%。 2.1.7高强度钢构件尽量少开孔,若开孔应采用圆形或腰圆形。 2.1.8开孔边缘不要靠近板缝,至少离开50mm; 开孔与板缝相交时,孔边缘离板缝不小于75mm,孔中 以全部开孔的最大外轮廓尺寸作为开孔计算的宽度和长度,密集小孔可扩为一腰圆孔。 2.1.10 开孔总长度不能超过0.6肋距(或0.6纵骨间距),开孔应分散,不能同时密集在邻近的肋距(或纵骨间距)内。 2.1.11在船舯0.5L 区域内的强力甲板上开孔,其圆角半径为开口宽度的1/24(Rmin≥300mm)。如舱口围板为套环形式时,圆角半径Rmin≥150mm。 1 20m)