
塑性加工技术新进展
王仲仁 滕步刚 汤泽军
哈尔滨工业大学,哈尔滨,150001
摘要:综述了塑性加工技术的当前进展。分别介绍了薄坯铸轧、高强度钢板冷冲压、镁合金板材热态成形、内高压成形、单点数控增量成形、薄板热冲压-淬火、多点三明治成形及多尺度数值模拟等塑性加工新技术的特点及应用情况,如通过边凝固边轧制目前可得到约1~3m m 厚的铸轧坯,可大幅度降低后续轧板的变形量与能耗,新研发的强度超过1000M Pa 的高强度钢的延伸率已可达60%。指出了塑性加工领域未来的发展趋势。
关键词:塑性加工;温成形;增量成形;多点三明治成形
中图分类号:T G306 文章编号:1004 132X(2009)01 0108 05
New Development on Technology of Plasticity Wang Zhongren T eng Bug ang Tang Zejun H arbin Institute of T echno logy ,H arbin,150001
Abstract :The new technolo gies of plastical form ing w ere intro duced,and they w ere continuo us casting-rolling thin billet,cold stamping o f hig h streng th steel sheet,ho t sheet forming of magnesi um alloy,tube high pressur e hy dro-forming,single numerical incremental fo rming ,sheet hot stam ping -qunching,multipoint sandw ich form ing and multi-scale numerical simulation,their character istics and application.By casting -rolling the billet thickness w ith 1~3m m can be reached,so now the defo rmatio n and ener gy consum mation can be reduced greatly fo r subsequent sheet ro lling.The streng th of new ly dev elo ped high streng th steels ex ceeds 1000MPa,sim ultaneously the elong ation can be r eached 60%.The developing tendency o f plastical fo rming is analyzed separately.
Key words :technolog y of plasticity;w arm fo rming;incr em ental for ming ;m ulti-point sandw ich fo rming
收稿日期:2008 10 20
基金项目:国家自然科学基金资助项目(50435010,50875060)
0 引言
塑性加工既是材料制备的主要手段,又是装备制造的重要环节,前者如轧制及挤压,可生产板材、管材、棒材和型材,后者如锻造与冲压,可生产各种锻件和冲压件。在欧、美及日本等发达国家,塑性加工主要是围绕汽车构件的生产而不断发展的,汽车覆盖件用冷轧板的性能标志着钢铁厂的水平,汽车覆盖件的尺寸控制精度则代表了汽车业制造大型冲压件的水平。近年来,我国在这两方面已有长足的进步,其重要标志是部分进口车型的覆盖件已由国外进口转为用国产钢板在国内汽车厂冲压生产。但是,在塑性加工方面,我国目前的水平与发达国家相比仍有一定差距,如汽车结构件的生产目前国内仍是采用用强度较低的钢板冷冲压后再焊接组装的工艺路线,尚未采用热冲压-淬火技术及内高压成形技术。本文重点针对上述有关方面说明塑性加工技术的新进展。
1 薄坯铸轧技术
连铸连轧是轧钢生产中的一项重大技术革
新,其突出优点是节能和生产连续化。据统计,每吨钢的熔化需要消耗约2000~5000kW h 的电能,钢锭与钢坯的加热能量折合为电能每吨约消耗400~700kW h,轧制钢材时每吨耗电约120~140kW h 。采用连铸连轧技术不仅省去了钢锭和钢坯的加热环节,还由于取消了大直径的初轧机而使轧制力大幅下降,变形也很均匀。由于结晶技术的限制,1980年以前所能获得的连续铸造钢坯的厚度一般在250m m 左右,需要通过大量后续的热轧和冷轧工序才能获得1mm 左右厚的薄板。直到1980年,一种新的连续铸造工艺使连铸坯的厚度减至40~100mm,才缩短了整条热轧生产线。
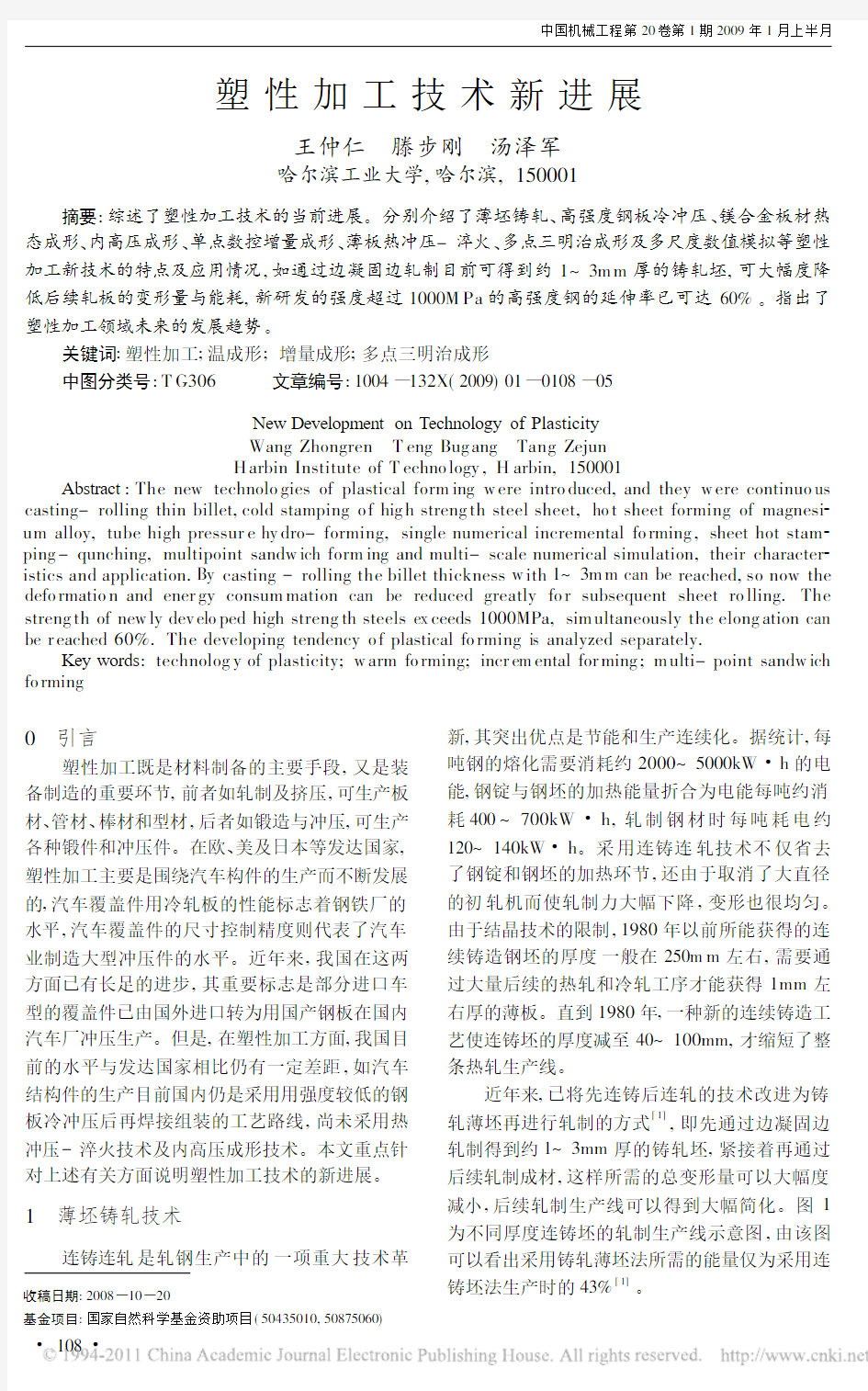
近年来,已将先连铸后连轧的技术改进为铸轧薄坯再进行轧制的方式[1]
,即先通过边凝固边轧制得到约1~3mm 厚的铸轧坯,紧接着再通过后续轧制成材,这样所需的总变形量可以大幅度减小,后续轧制生产线可以得到大幅简化。图1为不同厚度连铸坯的轧制生产线示意图,由该图可以看出采用铸轧薄坯法所需的能量仅为采用连铸坯法生产时的43%[1]。
108
图1 轧制用不同厚度坯料时的能耗对比
2 高强度钢板冷冲压
近年来,有关高强度钢板的研究有较快的发展,传统高强度钢的强度与延伸率的乘积 b 很难超过200MPa,而目前新研发的高强钢的强度超过1000M Pa,延伸率也很高,有的可达60%,如图2所示。图2中,TWIP 、SB-T RIP 和M -TRIP 是韩国浦项钢厂所开发的新一代汽车用钢板。其中,TW IP 表示孪生诱发塑性钢,它具有很高的强度和延伸率,是通过在变形过程中形成孪晶而生成的一种高M n 含量的奥氏体钢;SB-TRIP 和M -TRIP 均是介于AH SS(先进高强度钢)和U ltra-AH SS(超高强度钢)的特殊高强度钢,SB-T RIP 表示超细贝氏体相变诱导塑性钢,它是由纳米尺度的贝氏体基体和残留奥氏体组成的双向钢,M -T RIP 表示马氏体相变诱导塑性钢,它是由马氏体基体及其上的残留奥氏体组成的双向钢[2]
。
图2 新一代汽车用钢[2]
由于高强度钢的强度是普通钢板强度的2~3倍,所需的成形力极大,成形时往往会因此而导致模具损坏、设备振动以及工件被撕裂,所以关于高强度钢的冲压工艺设计理念应有所更新,概括起来必须遵循以下几点:!工件各处尽量保持均匀变形,否则变形量大的地方由于加工硬化严重而容易开裂;?模具设计不仅应考虑强度,还应按等刚度原则使各处弹性位移相近;#受力分布应
遵循平衡原则,以免引起设备不对称变形和振动。
3 镁合金板材热态成形
镁合金的密度仅为钢的1/4,铝合金的2/3,而其强度与铝合金相近,抗振性能好,且具有很好屏蔽作用和良好的可重复利用特性,因此被广泛地应用于汽车零部件以及各种电子类产品。然而由于具有密排六方的晶体结构,室温下滑移系少,所以镁合金在室温下的成形性能差,通常采用热
态成形方式。
目前,大多数镁合金零件是通过模铸法及触融压铸法制得的。采用这种铸造方法虽然能够成形许多复杂形状的镁合金零部件,但也存在不少的局限性,例如,结构件的壁厚不能小于0 6mm,材料利用率低,零件微观缺陷(如组织稀疏、气孔、缩孔、杂质及多孔)难以消除等。采用塑性成形工艺(如锻造、轧制、挤压及内高压成形等)可以有效解决上述问题。在板材成形领域,尤其在电子类产品及汽车零部件等薄壳制造领域,可以采用塑性成形工艺替代铸造工艺。图3所示是采用热态成形方法制造的镁合金零件。图4所示是采用热态充液拉深的办法一次成形的数码相机外壳,充液室中液体被加热到200?以上,所用装置如图5所示[3]
,板坯与模具通过嵌入在凹模和压边圈上
的加热棒得到加热。
(a)0.4mm 厚AZ31B 镁合金热态成形零件(b)在170?下以0.7mm/s
速度成形的
盒形件
(c)热态成形的M P3外壳
(d)热态成形的手机壳
图3
热态成形零件
图4 热态充液拉深成形数码相机外壳
图5 充液拉深加温成形装置
109
4 内高压成形
内高压成形技术主要用于管材的成形,其原理是通过在管材的内表面施加液体介质的高压载荷,使坯料贴靠到模具内表面从而得到具有特定形状的零件。为了避免管壁在胀形时过度减薄,左右两冲头同时实现进给,自左冲头向工件内注入高压液体,其压力大小取决于工件最小半径与厚度的比值和材料的强度,有时可达400MPa 。采用内高压成形技术可以大大减轻结构零件的重量,在20世纪90年代,德国即已陆续将其应用于各种型号汽车结构件的生产。在我国,于21世纪初哈尔滨工业大学率先在汽车结构件内高压成形方面开展了研发工作[4 8]。近年来,内高压成形已经应用于铝合金及镁合金等材料的成形。图6是
实现双台阶变径管的内高压成形原理图。
(a)
成形前
(b)贴模后
图6 三通管内高压成形装置[9]
5 单点数控增量成形
增量成形实质是以连续的微小区域变形代替工件整体的成形,由于工件与工具的接触面积小,所以载荷并不大。从广义角度看,很多回转成形如旋压、摆动碾压以及横轧也都是增量成形。近年来兴起的数控单点增量成形(sing le point in crement for ming ,SPIF)的很多研究工作就是在数控铣床上进行的,也就是将铣刀换成小冲头(顶部为球面)逐点连续压下,实现在工件上产生局部塑性变形,累积起来实现工件整体上的成形。图7是单点增量成形的示意图
[10]
。
图7 单点数控增量成形[10]
应当指出的是:单点塑性成形与切削过程差别很大,后者是一个剥离的过程,而前者则是%牵一发而动全身&,其变形的局部必然波及其相邻的部分,因此必须对回弹进行补偿。近年来对加载轨迹的优化有很多研究
[11 12]
。
6薄板热冲压-淬火技术
将板材热冲压与随即淬火相结合是一种充分利用材料潜力的新工艺,汽车的防撞件如前挡、门内加强梁和车身侧梁等就是用热冲压-淬火成形的。图8所示的汽车顶梁及侧梁的成形现在也逐渐采用热冲压-淬火技术。应该指出的是:采用热冲压的钢是极易淬火的含少量硼的低碳钢,例如USIBOR 1500型高强度钢(其化学成分见表1,强度指标见表2)。热冲压前其抗拉强度为575M Pa,热冲压后的抗拉强度可达1500MPa 。强度大幅度提高的原因在于将热冲压与随后的淬火相结合。图9为板材热冲压-淬火工艺的示意图。图10所示为钢的热处理曲线,图中,A 为奥氏体,M 为马氏体,B 为贝氏体,P 为珠光体,F 为铁素体,由图可见,冷却速度较高时,通过淬火使组织变成马氏体,
因此材料的强度有很大提高。
图8 热冲压-淬火成形的汽车顶梁和侧梁表1 USIBOR 1500型高强度钢化学成分
w (C )w (M n )w (Si)w (Cr )w (Ti)w (B)0.25
1.4
0.35
0.3
0.05
0.005
表2 热冲压前后材料的强度指标
屈服强度(M Pa)
抗拉强度(M Pa)
热冲压前400575热冲压后
1100
1500
7多点三明治成形
图11为多点三明治成形的模具示意图。下
模是由很多可以单独调节的冲头组成的,其间有
一定的间隙,冲头上有一钢板,它的作用是避免冲头压入工件,使离散的下冲头构成一个连续的模板,由于该钢板较薄且强度较低,因而可以随小冲
110
(a)奥氏体转变
(b)
坯料送入压力机
(c)热变形(d)淬火(e)成形零件
图9 板材热冲压-淬火工艺示
意图
图10 USIBOR 1500型高强度钢热处
理曲线
图11 多点三明治成形模具示意图[13]
头的不同组合而变形成不同的形状,且可重复使用。上模是聚氨酯弹性材料,工件两侧均有聚氨酯护板,目的是避免在工件上产生压痕。
8 全过程、多尺度数值模拟
数值模拟的发展总体趋势是快速与准确。目前,数值模拟多用于单工序分析,近来通过多尺度数值模拟的方式可以对多工序生产过程实现全过程模拟,含加热、各成形工序和其间冷却与随后热处理的组织与性能的模拟。通过这种所谓的多尺
度模拟方式,可以得到加工、处理全过程的宏观尺寸与微观组织的信息。模拟所需的边界条件(如流动应力、摩擦因数及热交换数据)通过精确的实验获得。最终通过代入少数物理常数(如焓、堆垛层错能、界面能及相变能),可以不用再借助实验直接通过模拟计算得到有关结果。图12表示的是包含典型体单元的综合有限元模型的示意图,
其中 、 B 、!和 ?表示各种组成成分,其前面的百分数表示该组分的体积分数,RVE 表示典型的包
含各组分综合后的体单元。
55% +35% B +5%!+5% ?=RVE
图12 包含典型体单元的综合模型[1]
9 其他成形技术
除了上述几方面以外,近来在以下各个方面也开展了很多研究工作[14 15]
:微纳米成形已在助听器
及微电机领域得到应用[1]
;拼焊板成形则已经实用化[1],它的优点是可以根据使用功能的需求将不同厚度、不同材质的板料拼焊后再冲压成零件;壳体无模液压胀形[16]]
对于小批量大尺寸球形工件制造而言,无疑是一种先进而实用的方法。
10展望
随着新材料的出现及成形要求的不断提高,
塑性加工技术面临很多挑战与机遇,其总的发展趋势是:
(1)构件轻量化成形。构件轻量化成形有两个主要途径:一是从材料角度,可采用高强度钢、铝合金和镁合金;二是从结构角度采用管件内高
压成形和拼焊板成形。前一成形方法是%以空代实&,在减轻重量的同时,保持构件有很高的刚度,后一成形方法是%按需配料,物尽其用&。应当指出:构件轻量化成形不仅仅是为了减轻产品的重量,而且还可以带来运行过程中显著的节能效果。
(2)柔性化成形。柔性化是制造业的总趋势,即迅速适应产品与构件多变的一种制造方式,这不仅是市场竞争的要求,也应是成形技术发展的趋势,不应再指望一套模具长期用下去的%几十年一贯制&。减少装备(包括模具的数量)无疑会增加制造的柔性,利用可调节的离散化模具成形将
111
会越来越受到重视。软模成形(含液压成形、聚氨酯成形及气压成形)可省去凸模或凹模,该技术目前已经得到应用。
(3)低载荷、节能化成形。塑性加工往往需要很大的成形力,消耗很多能量,因此如何省力与节能是塑性加工界倍受关注的问题。降低变形力的主要途径有三:一是减小流动应力(如半固态成形);二是减小接触面积(如单点成形);三是减小摩擦(如液力成形)。
(4)复合成形技术。例如热成形与淬火结合、激光加热与成形结合,以及焊接与成形结合等复合成形技术正得到重视,搅拌摩擦焊即是焊接与成形复合的实例,它将两块金属板沿界面用高速旋转棒产生高温大塑性变形而焊合在一起。
纵观国际塑性加工界,新技术仍层出不穷,科研机构与相关制造企业及产品用户之间的密切合作将有助于加快塑性加工技术的创新步伐,有助于研究成果迅速得到产业化。
参考文献:
[1] K opp R.Innov atio ns in M etal F orm ing in the W or ld
[C]//T he9th Internatio nal Co nfer ence on T echno l
og y of Plasticity.Gy eongju,Ko rea,2008:5 21. [2] Chung J Y,Kw on O.Development o f H igh P er
for mance A uto Steels and EV I Activities A t PO SCO
[C]//T he9th Internatio nal Co nfer ence on T echno l
og y of Plasticity.Gy eongju,Ko rea,2008:1 2. [3] Z hang S H,Wang Z T,Zheng L,et al.Dev elo p
ment o f War m Sheet F or ming o f M ag nesium A llo ys
[C]//T he9th Internatio nal Co nfer ence on T echno l
og y of Plasticity.Gy eongju,K or ea,2008:1604
1616.
[4] 苑世剑,王小松.内高压成形机理研究及其应用
[J].机械工程学报,2002,38(12):1 15.
[5] 何祝斌,王小松,苑世剑,等.A Z31B镁合金挤压
管材的内高压成形性能[J].金属学报,2007,43
(5):534 538.
[6] Y uan Shijian,He Z hubin,W ang Xiao song,et al.
M ater ial Characterization and Fo rmability Evalua
tio n o f A Z31B M g A lloy T ube fo r W arm T ube H y
dr ofo rming[C]//T he9th Internatio nal Conference
on T echnolog y o f P lasticity.Gyeo ng ju,Ko rea,
2008:1274 1279.
[7] L in J F,Yuan S J.Influence of Internal Pr essure on
H ydro form ing of Double H andles Crankshaft[J].
M ater ials Science and Engineering:A,2009,499
(1/2):208 211.[8] Y uan S J,L iu G,Huang X R,et al.H ydrof orming
of T ypical H o llo w Co mpo nents[J].Journal of M a
terials Pr ocessing T echnolog y,2004,151(1/3):
203 207.
[9] 郎利辉,苑世剑,王仲仁,等.管件内高压成形及其
在汽车工业中的应用现状[J].中国机械工程,
2004,15(3):268 272.
[10] Cao J,Huan Y,R eddy N V,et al.Incr emental
Sheet M etal Fo rming:A dv ances and Challeng es
[C]//T he9th Int er national Conference o n T ech
no lo gy o f Plasticity.G yeong ju,K or ea,2008:
1971 1982.
[11] Skjoedt M,Silv a M B,M art ins P A F,et al.
Stra in Paths and F racture in M ulti Stag e Single
Po int Incrementa l F orming[C]//T he9th Interna
tio nal Conference o n T echnolog y of Plasticity.
G yeongju,K orea,2008:502 507.
[12] Iseki H.A St rain Distributio n A nalysis in M ulti
stage Incremental Fo rming o f Cy lindrical Cup w ith
F lange[C]//T he9th International Co nfer ence on
T echno lo gy of Plasticity.G yeo ng ju,K orea,
2008:1765 1770.
[13] W ang Z R,Zhang Q,T eng B G,et al.N umerical
Simulat ion and Experimental Study of M anufac
turing Saddle Shape Sheet Wor kpiece U sing M ulti
-Po int Sandw ich F or ming[C]//T he9th Interna
tio nal Conference o n T echnolog y of Plasticity.
G yeongju,K orea,2008:285 294.
[14] Gei?d(o fer S,Eng el U,Geig er M.M D1-5A N o
vel A ppr oach for In-Situ O bserv ation o f L ocal
Defor matio n Behav iour at M icro Scale[C]//T he
9t h Internatio nal Conference on T echno log y o f
P lasticity.G yeong ju,K or ea,2008:199 244. [15] Shim izu T,Ito K,M ur ashige Y,et al.Sur face T o
po gr aphy Effect in M icro Deep Dr awing P rocess
[C]//T he9th Int er national Conference o n T ech
no lo gy o f Plasticity.G yeong ju,K or ea,2008:
193 198.
[16] 王仲仁,苑世剑,曾元松,等.无模胀球的原理与
研究进展[J].机械工程学报,1999,35(4):64
66.
(编辑 卢湘帆)
作者简介:王仲仁,男,1934年生。哈尔滨工业大学材料科学与工程学院教授、博士研究生导师。主要研究方向为成形新工艺及塑性理论。曾获国家科学技术进步二等奖2项、国家发明奖1项。出版专著3部,发表论文300余篇。滕步刚,男,1969年生。哈尔滨工业大学材料科学与工程学院副教授、博士。汤泽军,男, 1981年生。哈尔滨工业大学材料科学与工程学院博士研究生。
112
精密塑性加工技术精密塑性加工技术的分类、原理和特点 学院:材料科学与工程学院 专业:材料加工工程 姓名:张春丽 学号:2013432116 2013 年7月5日
一精密塑性加工概述 1.1 精密塑性加工技术的概念 精密塑性加工是金属材料通过精密塑性加工的方法获得精化毛坯或最终产品零件的加工工艺,过去称为少/无切削工艺,近年来称为近/净加工,习惯上统称为精密塑性加工。 精密塑性加工技术是新材料技术、现代模具技术、计算机技术和精密测量技术与传统的锻造、冲压、挤压等工艺方法相结合的产物。它使加工的制品达到或接近最终零件产品的形状和尺寸,实现质量与性能的优化,缩短制造周期和降低成本。 1.2 精密塑性加工的特点 (1)材料利用率高采用精密塑性加工工艺生产的制件表面仅留少量的机械切屑加工余量或不留余量。 (2)零件产品性能好采用精密塑性加工工艺生产的零件,其金属纤维沿零件轮廓形状分布,且连续致密。 (3)零件产品尺寸规格的一致性好精密塑性加工一般都通过精锻模、挤压模、精冲模和其他精密模具来实现相应精密零件或制品的生产。同一副模具生产成千上万件、数十万件乃至上百万件的零件产品,仍使产品形状和尺寸精度保持一致。 (4)可实现零件产品质量的有效控制采用数值模拟仿真如体积金属塑性加工的有限元模拟和板料金属塑性加工的有限元技术,选择合适的模拟软件并建立起合理的有限元模型。通过模拟可以获得变形金属在模具型腔中的流动方向和流动速度场、应力场、应变场、温度场和内部损伤等详细信息和加工规律;预测缺陷部位及原因;优化工艺参数,获得所需要的组织结构,实现零件产品的有效控制,提高产品的安全性、可靠性与使用寿命。 (5)生产效率高采用精密塑性加工工艺生产,一是多数精密塑性加工的工序比传统塑性加工工序少;二是多采用数控技术和数控设备来实现生产工艺流程,与传统相比,生产效率可提高数十倍甚至上百倍。 (6)存在的主要问题一是一部分精密塑性加工工具,如精模锻、挤压模的使用寿命有待提高;二是高精度高效专用设备和机械手与机器人的研制与应用。
1.材料加工: 金属坯料在外力作用下产生塑性变形,从而获得具有一定几何形状,尺寸和精度,以及服役性能的材料、毛坯或零件的加工方法。 2.适用范围: 钢、铝、铜、钛等及其合金。 3.主要加工方法: (1) 轧制:金属通过旋转的轧辊受到压缩,横断面积减小,长度增加的过程。(可实现连续轧制)纵轧、横轧、斜轧。 举例:汽车车身板、烟箔等; 其它:多辊轧制(24辊)、孔型轧制等。 (2) 挤压:金属在挤压筒中受推力作用从模孔中流出而制取各种断面金属材料的加工方法。
定义:金属材料在挤压模内受压被挤出模孔而变形的加工方法。挤压法非常适合于生产品种、规格、批数繁多的有色金属管、棒、型材及线坯。 正挤压——坯料流动方向与凸模运动方向一致。 反挤压——坯料流动方向与凸模运动方向相反。 正挤反挤 举例:管、棒、型; 其它:异型截面。 卧式挤压机 特点: ①具有比轧制更为强烈的三向压应力状态图,金属可以发挥其最大的塑性,获得大变形量。 可加工用轧制或锻造加工有困难甚至无法加工的金属材料。 ②可生产断面极其复杂的,变断面的管材和型材。
③ 灵活性很大,只需更换模具,即可生产出很多产品。 ④ 产品尺寸精确,表面质量好。 (3) 锻造:锻锤锤击工件产生压缩变形 ? 定义 :借助锻锤、压力机等设备对坯料施加压力,使其产生塑性变形,获得所需形状、尺寸和一定组织性能的锻件。垂直方向(Z 向)受力,水平方向(X 、Y 向)自由变形。 A.自由锻:金属在上下铁锤及铁砧间受到冲击力或压力而产生塑性变形的加工 B.模锻:金属在具有一定形状的锻模膛内受冲 击力或压力而产生塑性变形的加工。 举例:飞机大梁,火箭捆挷环等。 我国自行研制的万吨级水压机 万吨级水压机模锻的飞机大梁、火箭捆挷环
1.人类历史的5次材料技术革命是什么?简述材料设计时代的特点。 答:1)石器时代---青铜器时代---铁器时代---合金化时代---合成材料时代---新材料设计与制备加工工艺时代。 2)材料设计时代的特点:资源-材料-制品界限的弱化与消失-按照使用要求来设计材料的性能;性能设计与工艺设计一体化要求-同时设计出可以获得其性能的可行的制备加工工艺。 2.简述材料加工技术的总体发展趋势以及主要发展方向。 答:发展趋势:概括为过程综合、技术综合、学科综合三个综合。过程综合包括两个方面:一是材料设计、制备、成形与加工的一体化;二是多个过程(如凝固与成形)的综合化。技术综合是指材料加工技术与计算机技术、信息技术、各种先进控制技术的综合。学科综合体现为三级学科(铸造、塑性加工、热处理)之间的综合、与材料物化、材料学等二级学科的综合,与计算机、信息环境过程工程等一级学科的综合。主要发展方向:常规材料加工工艺的短流程化和高效化;发展先进的成形加工技术,实现组织与性能的精确控制;材料设计、制备与成形加工一体化;开发新型设备与成形加工技术,发展新材料和新制品;发展计算机数值模拟与过程仿真技术,构筑完善的材料数据库;材料的智能制备和成形加工。 3.简述快速凝固的概念及用途。实现快速凝固的两种方法以及金属快速凝固的组织特征。答:快速凝固是指由液相到固相的相变过程进行得非常快,从而获得普通铸件和铸锭无法获得的成分、相结构和显微结构的过程。用途:获得新的凝固组织,开发新材料;制备难加工材料薄带、细小线材和块体材料;简化制备工序,实现近终形成形;提高产品质量,降低生产成本。实现方法:快速冷却和深过冷。组织特征:偏析形成倾向减小;形成非平衡相;细化凝固组织;析出相的结构发生变化;形成非晶态。 4.简述定向凝固的概念和现有工艺。简述连续定向凝固的基本原理。 答:定向凝固是指在凝固过程中采用强制手段,在凝固金属和未凝固金属熔体中建立起特定方向的温度梯度,从而使熔体沿着与热流相反的方向凝固,最终的到具有特定取向柱状晶的技术。现有工艺:发热剂法、功率降低法、高速凝固法、液态金属冷却法和连续定向凝固。连续定向凝固的基本原理:在连续定向凝固过程中对铸型进行加热,使它的温度高于被铸金属的凝固温度,并通过在铸型出口附近的强制冷却,或同时进行分区加热与控制,在凝固金属和未凝固熔体中建立起沿拉环方向的温度梯度,从而使熔体形核后沿着与热流(拉坯方向)相反的方向,按单一的结晶取向进行凝固,获得连续定向结晶组织(连续柱状晶),甚至单晶组织。 5.简述半固态加工的概念和特点;何谓触变成形?何谓流变成形? 答:半固态加工就是在金属凝固的过程中对其施以剧烈的搅拌作用,充分破碎树枝状的初生固相,得到一种液态金属母液中均匀地悬浮着一定球状初生固相的固液混合浆料,即流变浆料,利用流变浆料直接进行成形加工的方法称为半固态金属的流变成形。如果将流变凝固成锭,按需要将此金属锭切成一定大小,然后重新加热至金属的半固态温度区,利用金属的半固态坯料进行成形加工的方法称为触变成形。上述两种方法合称为半固态加工。特点:黏度比液态金属高,容易控制;流动应力比固态金属低;应用范围广,具有固液两相区的合金均可实现半固态加工。 6.连续驻扎的概念和工艺特点,列出3种目前咋生产的金属材料。影响铸轧过程稳定性的主要因素有哪些?保证铸轧正常进行的两个条件是什么?答:连续铸轧是直接将金属熔体“轧制”成半成品带坯或成品带材的工艺。显著的特点是:其结晶器为两个带水冷系统的旋转铸轧辊;熔体在辊缝间完成凝固和热轧两个过程;而且在很短的时间内(2~3s)完成。例子为铝带铸轧、硅钢、普碳钢、不锈钢。影响稳定性的因素:钢水的流动性;凝固行为;铸轧速度;侧封;铸轧力和辊缝;二次冷却和拉坯系统的影响。两个条件:1.基本条件:浇注系统预热温度、金属液面高度;热平衡条件:铸轧温度、铸轧速度、冷却强度。
有色金属塑性加工趋势 冶金 金属塑性成形工艺有着悠久的历史,4000多年前(青铜器时代),金属的塑性加工与金属的熔炼与铸造同时出现,可加工铜、铁、银、金、铅、锌、锡等,所采用的工艺包括热锻、冷锻、板材加工、旋压、箔材和丝材拉拨。 近代第一次技术革命开始于18世纪中叶,以蒸汽机的发明和广泛使用为标志,从而实现了手工工具到机械工具的转变。塑性加工也从手工自由锻向机械压力机(蒸汽锤、自由锻锤及蒸汽轧钢机)进步。 近代第二次技术革命以电力技术为主导,电磁理论的建立,为电力取代蒸汽动力的革命奠定了基础。金属塑性加工设备以蒸汽向电力驱动进步。机械制造业的进一步发展,提高了塑性加工设备的制造水平,出现了轧钢机、挤压机、锻造机、拉拨机和压力机。 现代科技革命开始于上世纪40年代,其主要标志为电子技术的发展,电控和电子计算机的应用,塑性加工设备和技术向全流程自动化进步。现在可以做到配料、熔炼、铸造、轧制及随后处理全线自动化。 目前,金属材料在日常生活和高科技中占有相当大的比例,其加工技术是其它加工的基础。材料加工成形工艺通常有液态金属成形、塑性成形、连接成形等。塑性成形主要是利用金属在塑性状态下的体积转移因而材料的利用率高流线分布合理高了制品的强度, 可以达到较高的精度, 具有较高的生产率. 坯料在热变形过程中可能发生了再结晶或部分再结晶,粗大的树枝晶组织被打破,疏松和孔隙被压实、焊合,内部组织和性能得到了较大的改善和提高。有色金属塑性加工的基本方法:轧制、挤压、拉拔、锻造、冲压等。 近年来,随着科学技术整体的飞速进步,金属塑性加工技术也取得了迅速发展。人们充分认识到随着科学技术整体的飞速进步,金属塑性加工技术也取得了迅速发展。人们充分认识到最终决定材料及产品结构和控制性能的关键是合成与加工。因此,材料科学与材料工程学紧密结合成为开发新材料和提高传统材料性能的必然途径。有色金属材料加工技术向高精度、高性能、低消耗、低成本、优化生产过程和自动化方向发展。最终决定材料及产品结构和控制性能的关键是合成与加工。因此,材料科学与材料工程学紧密结合成为开发新材料和提高传统材料性能的必然途径。有色金属材料加工技术向高精度、高性能、低消耗、低成本、优化生产过程和自动化方向发展。目前金属塑性加工技术现状与总的发展趋势是主要体现在以下一些方面:(1)生产方法、工艺技术向着节能降耗、综合连续、优化精简、高速高效的方向发展。如实行冶炼、铸造与加工的综合一体化,采用连铸连轧,连续铸轧、连续铸挤,半固态加工等新工艺技术;尽量生产最终和接近最终形状产品;利用余热变形、热变形与温变形配合,冷加工与热加工变形量之间的优化匹配,变形与热处理的配合,省略或减少加热与中间退火次数等。(2)工艺装备更新换代加快,设备更趋大型、精密、成套、连续,自动化水平更加提高。生产线更趋大型化、专业化。产品单重大大增加。(3)产品向多品种、高质量、高精度发展,产品结构不断调整,新材料新产品不断被开发。轻型薄壁材料、复合材料、镀层涂层材料等不断发展,产品注重深度加工,有色材料的产品综合性能和使用效能大大提高。(4)工模具结构、材质,加工工艺、热处理工艺和表面处理工艺不断改进和完善。模具的质量和使用效果、寿命得到极大的提高。(5)在加工辅助工序和其他环节,开发新型辅助设备,采取先进技术和多种
特种加工技术的应用及发展趋势 摘要:现阶段,先进制造技术不断发展,作为先进制造技术中的重要的一部分,特种加工对制造业的作用日益突显。对什么是特种加工、特种加工的方法、种类以及发展趋势等作了描述。阐述了特种加工在现代社会发展过程中的重要地位,大力发展特种加工的必要性。 一、概述 传统的机械加工技术对推动人类的进步和社会的发展起到了重大的作用随着科学技术的迅速发展,新型工程材料不断涌现和被采用,工件的复杂程度以及加工精度的要求越来越高,对机械制造工艺技术提出了更高的要求。 二、特种加工技术的特点 加工范围上不受材料强度"硬度等限制,特种加工技术主要不依靠机械力和机械能去除材料,而是主要用其他能量(如电"化学"光"声"热等)去除金属和非金属材料,完成工件的加工*故可以加工各种超强硬材料"高脆性及热敏材料以及特殊的金属和非金属 材料 以柔克刚。特种加工不一定需要工具,有的虽使用工具,但与工件不接触,加工 过程中工具和工件间不存在明显的强大机械切削力,所以加工时不受工件的强度和硬度的制约,在加工超硬脆材料和精密微细零件"薄壁元件"弹性元件时,工具硬度可以低于被加工材料的硬度。 加工方法日新月异,向精密加工方向发展,当前已出现了精密特种加工,许多特种加工方法同时又是精密加工方法"微细加工方法,如电子束加工"离子束加工"激光束加工等就是精密特种加工;精密电火花加工加工精密度可达微米级,表面粗糙度可达镜面。 容易获得良好的表面质量,由于在加工过程中不产生宏观切屑,工件表面不会产生强烈的弹"塑性变形,故可以获得良好的表面粗糙度*残余应力"热应力"冷作硬化"热影响区及毛刺等表面缺陷均比机械切割表面小,尺寸稳定性好,不存在加工中的机械应变或大面积的热应变。 三、特种加工技术的主要应用领域 特种加工技术主要应用以下几个方面. ()l难加工材料的加工,如:金刚石、硬质合金等高硬度材料;陶瓷、玻璃、石英、玛瑙等高脆性材料的加工。 (2)各种模具的制造.冲模、挤压模、粉末冶金模等。 (3)可用于表面加工、装饰、尺寸加工,超精、光整加工、镜面加工等。 (4)以激光等高能量束流实现打孔、切割、焊接、热处理、刻蚀加工。 四、特种加工技术的种类 特种加工技术所包含的范围非常广,随着科学技术的发展,特种加工技术的内容也不断丰富 一般按能量来源"作用形式和加工原理可分为电火花加工"电化学加工"激光加工"电子束加工"等离子弧加工"超声加工"化学加工"快速成型等。 电火花加工 电火花加工又称作电蚀加工或放电加工,是将工具电极和工件置于绝缘的工作液中,工件和工具分别接直流脉冲电源正极和负极,加上电压,利用工具电极和工件电极间脉冲放电时产生的电蚀现象对材料毛坯进行加工,火花放电时,在放电区域能量高度集中,瞬时温度高达 1000度左右,足以使陶瓷材料局部融化而被蚀除,加工时工具与工件不接触,作用力极小因而可用于加工型腔模(锻模"压铸模"注塑模等)和型腔零件;加工冲模"粉末冶金模"挤压模"型孔零件"小异型孔"小深孔等。 电化学加工
第一章塑性加工概论 1.金属塑性加工的特点有哪些 1)力学性能好;2) 材料利用率高;3) 生产率高;4) 产品尺寸稳定,互换性好; 5)能生产形状复杂的零件;6)操作简单,便于生产的机械化和自动化。 2.最小阻力定律、体积不变定律、薄板材成形时的平面应力假设、板材拉深成 形时的面积不变假设 1)最小阻力定律:金属受外力作用发生塑性变形时,如果金属颗粒在几个方向上都可 以移动,那么金属颗粒就沿着阻力最小的方向移动。 2)体积不变假设(定律):金属弹性变形时,体积变化与形状变化比例相当,必须考 虑体积变化对变形的影响。但在塑性变形时,由于金属材料连续而且致密,体积变 化很微小,与形状变化相比可以忽略,因此假设体积不变。即塑性变形时,变形前 金属的体积等于变形后的体积。(可表达为:?+?+?=0) 3)薄板材成形时的平面应力假设:在薄板材冲压成形的过程中,由于板平面的尺寸远 大于板厚尺寸,即使在板厚方向受到较大的压力(如压边力、凸模作用力等),但其应力值却远远小于板平面内的主应力值,其绝对值也很小。因此,在分析板材冲 压成形时的受力状态时,一般按平面应力处理,即板厚方向的应力应为零。但厚板 弯曲成形时,板厚方向的应力对变形有较大影响,故不能作平面应力处理。 4)板材拉深成形时的面积不变假设:在板材拉深成形时,由于不同部位的应力状态不 同,必然会存在有的部位板厚增加,而有的部位板厚减小,但这种板厚的变化所引 起的板平面面积的变化却非常小。因此,在拉深成形时,一般假设板材在拉深成形 之前毛坯的面积等于拉深成形之后拉深件的表面积。 第二章锻造用坯料及加热 1、钢锭与型材常见缺陷分别有哪些 钢锭的常见缺陷:偏析、夹杂、气体、气泡、缩孔、疏松、裂纹等。 型材的常见缺陷:划痕、折叠、发裂、结疤、碳化物偏析、白点、非金属夹杂、铝合 金的氧化膜、粗晶环。 2、锻造用原材料的下料方法及特点。 下料:在进行锻造前必须把型材切断成所需长度的坯料,称为下料。 1)剪切法特点:效率高,操作简单,断口无金属损耗,模具费用低等。 2)锯切法特点:生产率低,锯口损耗较大,但下料长度准确,锯割端面平整, 特别用在精锻工艺中,是一种主要的下料方法。 3)砂轮片切割法特点:适于切割小截面棒料、管料和异形截面材料。优点是 设备简单,操作方便,下料长度准确,端面平整。但砂轮片耗量大,易崩碎, 噪声大。 4)折断法特点:生产效率高,断口金属损耗小,所用工具简单,无需专用设 备,但折断和剪切下料长度尺寸精度比较差,误差达到数毫米。折断法尤其适 用于硬度较高的钢,如高碳钢和合金钢,不过这类钢在折断之前应预热至 300~400℃。 5)气割法特点:所用设备简单,便于野外作业,可切割各种截面材料,尤其 适用于对厚板材料进行曲线切割。主要缺点是切割面不平整,精度差,断口金 属损耗大,生产效率低,劳动条件差,而且对操作技术要求较高。 还有冷折法、车削法和剁断法等。
特种加工技术特点与发展应用 摘要:进入二十世纪以来,制造技术,特别是先进制造技术不断发展,特种加工成为传统加工工艺方法的重要补充和发展,在模具制造业中不可缺少的一种加工方法。同时,作为先进制造技术中的重要的一部分,特种加工在我国的许多关键的制造业中发挥着重要的、不可替代的作用。本文概要描述了特种加工技术的工艺特点以及该技术在各个领域上的发展应用和发展趋势。 关键词:先进制造技术;特种加工;特点;发展 引言:20 世纪以来,航空科学技术迅速发展。为保证在高温、高压、高速、重载和强腐蚀等苛刻条件下的工作可靠性,在飞机、发动机和机载设备上大量采用了新结构、新材料和复杂形状的精密零件。鉴于对有特殊要求的零件用传统机械加工方法很难完成, 难于达到经济性要求,各种异于传统切削加工方法的新型特种加工方法应运而生。目前,特种加工技术已成为航空产品制造技术群中不可缺少的分支, 在难切削材料、复杂型面、精细表面、低刚度零件及模具加工等领域中已成为重要的工艺方法。特种加工技术采用电磁声光等无形的能量,是科技进步的最大表现,在未来的科技发展过程中,我们要不断认识特种加工的优缺,更好的利用好特种加工技术,为未来的生产发展做出更大的贡献。 特种加工技术概况 特种加工技术的发展 特种加工是第二次世界大战后发展起来的一类有区别于传统切削和磨削的加工方法。特别是自20世纪50年代以来,由于材料科学、高新技术的发展和激烈的市场竞争、发展尖端国防及科学研究的急需,不仅新产品更新换
代日益加快,而且产品要求具有很高的强度重量比和性能价格比,并正朝着高速度、高精度、高可靠性、耐腐蚀、高温高压、大功率、尺寸大小两极分化的方向发展。为此,各种新材料、新结构、形状复杂的精密机械零件大量涌现,对机械制造业提出了一系列迫切需要解决的新问题。例如,各种难切削材料的加工;各种结构形状复杂、尺寸或微小或特大、精密零件的加工;薄壁、弹性元件等刚度、特殊零件的加工等。对此,采用传统加工方法十分困难,甚至无法加工。对此,人们冲破传统加工方法的束缚,不断地探索、寻求新的加工方法,于是一种本质上区别于传统加工的特种加工便应运而生,并不断获得发展。后来,由于新颖制造技术的进一步发展,人们就从广义上来定义特种加工,即将电、磁、声、光、化学等能量或其组合施加在工件的被加工部位上,从而实现材料被去除、变形、改变性能或被镀覆等。特种加工可以实现传统加工方法难以实现的加工,如高强度、高硬度、高脆性、高韧性、工程陶瓷、磁性材料和耐高温材料等难以加工的材料以及高紧密,特殊复杂表面和外形等零件的加工等。对于精密微细的特殊零件,特种加工有很大的适用性和发展潜力,在模具、量具、刀具、仪器仪表、飞机、航天器和微电子原件等制造中得到越来越广泛的应用。 特种加工的特点 1.不用机械能,与加工对象的机械性能无关,有些加工方法,如激光加工、电火花加工、等离子弧加工、电化学加工等,是利用热能、化学能、电化学能等,这些加工方法与工件的硬度强度等机械性能无关,故可加工各种硬、软、脆、热敏、耐腐蚀、高熔点、高强度、特殊性能的金属和非金属材料。 2.非接触加工,不一定需要工具,有的虽使用工具,但与工件不接触,因此,
1. 快速凝固 快速凝固技术的发展,把液态成型加工推进到远离平衡的状态,极大地推动了非晶、细晶、微晶等非平衡新材料的发展。传统的快速凝固追求高的冷却速度而限于低维材料的制备,非晶丝材、箔材的制备。近年来快速凝固技术主要在两个方面得到发展:①利用喷射成型、超高压、深过冷,结合适当的成分设计,发展体材料直接成型的快速凝固技术;②在近快速凝固条件下,制备具有特殊取向和组织结构的新材料。目前快速凝固技术被广泛地用于非晶或超细组织的线材、带材和体材料的制备与成型。 2. 半固态成型 半固态成型是利用凝固组织控制的技术.20世纪70年代初期,美国麻省理工学院的Flemings 教授等首先提出了半固态加工技术,打破了传统的枝晶凝固式,开辟了强制均匀凝固的先河。半固态成型包括半固态流变成型和半固态触变成形两类:前者是将制备的半固态浆料直接成型,如压铸成型(称为半固态流变压铸);后者是对制备好的半固态坯料进行重新加热,使其达到半熔融状态,然后进行成型,如挤压成型(称为半固态触变挤压) 3. 无模成型 为了解决复杂形状或深壳件产品冲压、拉深成型设备规模大、模具成本高、生产工艺复杂、灵活度低等缺点,满足社会发展对产品多样性(多品种、小规模)的需求,20世纪80年代以来,柔性加工技术的开发受到工业发达国家的重视。典型的无模成型技术有增量成型、无摸拉拔、无模多点成型、激光冲击成型等。 4.超塑性成型技术 超塑性成型加工技术具有成型压力低、产品尺寸与形状精度高等特点,近年来发展方向主要包括两个方面:一是大型结构件、复杂结构件、精密薄壁件的超塑性成型,如铝合金汽车覆盖件、大型球罐结构、飞机舱门,与盥洗盆等;二是难加工材料的精确成形加工,如钛合金、镁合金、高温合金结构件的成形加工等。 5. 金属粉末材料成型加工 粉末材料的成型加工是一种典型的近终形、短流程制备加工技术,可以实现材料设计、制备预成型一体化;可自由组装材料结构从而精确调控材料性能;既可用于制备陶瓷、金属材料,也可制备各种复合材料。它是近20年来材料先进制备与成型加工技术的热点与主要发展方向之一。自1990年以来,世界粉末冶金年销售量增加了近2倍。2003年北美铁基粉末。相关的模具、工艺设备和最终零件产品的销售额已达到91亿美元,其中粉末冶金零件的销售为64亿美元。美国企业生产的粉末冶金产品占全球市场的一半以上。可以预见,在较长一段时间内,粉末冶金工业仍将保持较高的增长速率。粉末材料成型加工技术的研究重点包括粉末注射成型胶态成型、温压成型及微波、等离子辅助低温强化烧结等。 6. 陶瓷胶态成型 20世纪80年代中期,为了避免在注射成型工艺中使用大量的有机体所造成的脱脂排胶困难以及引发环境问题,传统的注浆成型因其几乎不需要添加有机物、工艺成本低、易于操作制等特点而再度受到重视,但由于其胚体密度低、强度差等原因,他并不适合制备高性能的陶瓷材料。进入90年代之后,围绕着提高陶瓷胚体均匀性和解决陶瓷材料可靠性的问题,开发了多种原位凝固成型工艺,凝胶注模成型工艺、温度诱导絮凝成形、胶态振动注模成形、直接凝固注模成形等相继出现,受到严重重视。原位凝固成形工艺被认为是提高胚体的均匀性,进而提高陶瓷材料可靠性的唯一途径,得到了迅速的发展,已逐步获得实际应用。 7. 激光快速成型 激光快速成形技术,是20实际90年代中期由现代材料技术、激光技术和快速原型制造术相结合的近终形快速制备新技术。采用该技术的成形件完全致密且具有细小均匀的内部组
第三篇金属塑性加工 一、填空题 1.金属的可锻性就金属的本身来说主要取决于金属的塑性和变形抗力。 2.冲模可分为简单冲模、__连续冲模___和复合冲模三种。 3.落料时, 4.冲孔时,凹 凸 模刃口尺寸等于工件尺寸。 模刃口尺寸等于工件尺寸。 5.金属塑性变形的基本方式是热变形和冷变形。 6.模锻不能锻出通孔,中间一般会有冲孔连皮。 7.金属的塑性越好,变形抗力越小,则金属的可锻性越好。 8.对于形状较复杂的毛坯一般采用 9.冷变形后金属的强度增加,塑性铸造 降低 加工方法。。 10.锻压是__锻造___和____冲压____的总称。 11.按锻造的加工方式不同,锻造可分为自由锻、_模锻___等类型 12.自由锻造的基本工序主要有镦粗、拔长、冲孔、弯曲、切 断等,自由锻造按使用设备不同,又可分为手工锻造和机器锻造。 13.冲压的基本工序可分为两大类,一是分离工序,二是成型工序。 14.根据胎模的结构特点,胎模可分为扣模、筒模和合模等。 15.分离工序是指使冲压件与板料沿一定的轮廓线相互分离的冲压工序,主要 有切断、冲孔、落料、切口等。 16.改善金属可锻性的有效措施是提高金属变形时的温度。 17.纤维组织的明显程度与金属的变形程度有关。变形程度越大,纤维组织 越__明显 18.模锻件上垂直于锤击方向的表面必需具有斜度,以便于从模膛中取出锻件。 19.分模面最好是一个平面,以便于锻模的安装与调试,并防止锻造过程 中上下锻模错动。 20.再结晶温度以上的塑性变形叫____热变形___。 21.再结晶温度以下的塑性变形叫____冷变形___。 22.锻造完成的螺钉比切削出来的螺钉质量__要好___。 23.冷挤压与热挤压相比,坯料氧化脱碳少,表面粗糙度值较低,产品 尺寸精度24.拉深系数 较高 越小 。 ,表明拉深件直径越小,变形程度越大,坯料被拉
塑性成形新技术的发展趋势 班级:机制学号:姓名:周祯 张涛 朱越 一、历史沿革 从人类社会的发展和历史进程的宏观来看,材料是人类赖以生存和发展的物质基础,也是社会现代化的物质基础和先导。而材料和材料技术的进步和发展,首先应归功于金属材料制备和成型加工技术的发展。人类从漫长的石器时代进化到青铜时代(有学者称之为“第一次材料技术革命”),首先得益于铜的熔炼以及铸造技术进步和发展,而由铜器时代进入到铁器时代,得益于铁的规模冶炼技术、锻造技术的进步和发展(所谓“第二次材料技术革命”)。直到世纪中叶,冶金(金属材料的制备与成型加工)才由“技艺”逐渐发展成为“冶金学”,人类开始注重从“科学”的角度来研究金属材料的组成、制备与加工工艺、性能之间的关系,迎来了所谓的“第三次材料技术革命”——人类从较为单一的青铜、铸铁时代进入到合金化时代,催生了人类历史的第一次工业革命,推动了近代工业的快速发展。 进入世纪以后,材料合成技术、符合技术的出现和发展,推动了现代工业的快速发展,而电子信息、航天航空等尖端技术的发展,反过来对高性能先进材料的研究开发提出了更高的要求,起到了强大的促进作用,促成了一系列新材料和新材料技术的出现和发展。 一般而言,材料需要经历制备、成型加工、零件或结构的后处理等工序才能进入实际应用,因此,材料制备与成型加工技术,与材料的成分和结构、材料的性质一起,构成了决定材料使用性能的最基本的三大要素。 先进工业国家对材料制备与成型加工技术的研究开发十分重视。美国制定了“为了工业材料发展计划”,其核心是开放先进的制备与成型加工技术,提高材料性能,降低生产成本,满足未来工业发展对材料的需求。德国开展的“世纪新材料研究计划”将材料制备与成型加工技术列为六个重点内容之一。在欧盟的“第六框架”计划中,先进制备技术时新材料领域的研究重点之一。日本在世纪年代后期,先后实施了“超级金属”、“超钢铁”计划,重点是发展先进的制备加工技术,精确控制组织,大幅度提高材料的性能,达到减少材料用量、节省资源和能源的目的。 新材料的研究、开发与应用,综合反应了一个国家的科学技术与工业化水平,而先进制备与成型加工技术的发展,对于新材料的研制、应用和产业化具有决定性的作用。先进制备与成型加工技术的出现与应用,加上了新材料的研究开发、生产和应用进程,促成了诸如微电子和生物医用材料等新兴产业的形成,促进了现代航天航空,交通运输,能源环保等高技术产业的发展。 传统结构材料向高性能“,复合化,结构功能一体化发展,尤其需要先进制备与成型加工技术及装备,可使材料的生产过程更加高效,节能和洁净,从而提高传统材料产业的国际竞争力。 另一方面,开展本科学领域色前沿和基础研究,并综合利用相关学科基础理论和科技发展成果,提供预备新材料的新原理新方法,也是材料科学与工程学科自身发展的需求。 因此,材料先进制备与成型加工技术发展,对提高国家综合实力,突破先进工业国家的技术
轧制理论某些思考题 1.简朴轧制过程条件,变形区及重要参数有哪些? 答:简朴轧制过程:轧制过程上下辊直径相等,转速相似,且均为积极辊、轧制过程对两个轧辊完全对称、轧辊为刚性、轧件除受轧辊作用外,不受其她任何外力作用、轧件在入辊处和出辊处速度均匀、轧件自身力学性质均匀。变形区:(1)几何变形区:入口和出口截面之间区域、(2)物理变形区:发生塑性变形区域变形区参数:(1)咬入弧:轧件与轧辊相接触圆弧。(2)咬入角α:咬入弧所相应圆心角称为咬入角。(3)变形区长:咬入弧水平投影。(4)轧辊半径R。(5)轧件轧前、后厚度H、h。(6)平均厚度。(7)轧件轧前、后宽度B、b。(8)平均宽度。(9)压下量 2.改进咬入条件途径。 答:由α≦β应使α↓,β↑ 1.减小α办法:由α=arccos(1-△h/D) 1)减小压下量。 2)增大D。生产中惯用办法:3)采用开始小压下或采用带有楔形端钢坯进行轧制办法 2.提高β办法:轧制中摩擦系数重要与轧辊和轧件表面状态、轧制时轧件对轧辊变形抗力以及轧辊线速度大小关于1)变化表面状态,如清除氧化皮。2)合理调节轧制速度,随轧制速度提高摩擦系数减少,采用低速咬入。3)变化润滑状况等。 3.宽展构成及分类。 答:构成:滑动宽展△B1、翻平宽展△B2、鼓形宽展△B3 分类:自由宽展、限制宽展、强制宽展 4.先后滑区、中性角定义。
答:(1)前滑区:摩擦力方向与带钢运营方向相反,在变形区出口处,金属速度不不大于轧辊圆周速度,相对轧辊向前运动。 (2)后滑区:摩擦力方向与带钢运营方向相似,在变形区入口处,金属速度不大于轧辊圆周速度,相对轧辊向后运动。 (3)中性角:前滑区与后滑区别界面相应圆心角叫中性角,金属速度与轧辊圆周速度相等,相对轧辊没有运动。 5.拟定平均单位压力办法,阐明。 答:(1)理论计算法:它是建立在理论分析基本上,用计算公式拟定单位压力。普通,都要一方面拟定变形区内单位压力分布形式及大小,然后再计算平均单位压力。 (2)实测法:即在轧钢机上放置专门设计压力传感器,将压力信号转换成电信号,通过放大或直接送往测量仪表将其记录下来,获得实测轧制压力资料。用实测轧制压力除以接触面积,便求出平均单位压力。 (3)经验公式和图表法:依照大量实测记录资料,进行一定数学解决,抓住某些重要影响因素,建立经验公式或图表。 6.卡尔曼微分方程:条件、作图、推到建立,M.D斯通公式轧制力、轧制力矩计算。(P50) 7.轧材按断面形状特性分类及重要用途。 答:依照轧材断面形状特性,分为型材、线材、板材、带材、管材和特殊类型等。依照加工方式,轧制产品分为热轧材和冷轧材两大类。 (1)型材中工字钢、槽钢、角钢广泛应用于工业建筑和金属构造,扁钢重要用作桥梁、房架、栅栏、输电、船舶、车辆等。圆钢、方钢用作各种机械零件、农
材料成形设备小论文 塑性成形新技术概况 系名 专 学号 学生姓名 指导教师 2016年 4 月12 日
摘要:文章介绍了当前塑性成形加工中的微成形、超塑成型、柔性加工、半固态加工等各种新技术,并分别阐述了各新技术的相关概念、特点、发展趋势等。这些相关介绍及发展概况对理解塑性成形技术及推广和运用高新技术,推动塑性成形的进一步发展具有一定参考意义。 关键词:塑性成形;新技术;发展概况 1 引言 塑性成形就是利用材料的塑性,在工具及模具的外力作用下来加工制件的少切削或无切削的工艺方法。塑性成形技术可分为板材成形和体积成形两大类。板材成形是使用成型设备通过模具对金属板料在室温下加压以获得所需形状和尺寸零件的成形方法,习惯上也称为冲压或冷冲压。板料成形可分为分离工序和成形工序。分离工序俗称冲裁,包括落料、冲孔、修边等。成形工序包括弯曲、拉伸、胀形、翻边等。体积成形是指对金属块料、棒料或厚板在高温或室温下进行成形加工的方法,主要包括锻造、轧制、挤压或拉拔等。 塑性成形技术具有高产、优质、低耗等显著特点,已成为当今先进制造技术的重要发展方向。据国际生产技术协会预测,到21世纪,机械制造工业零件粗加工的75%和精加工的50%都采用塑性成形的方式实现。工业部门的广泛需求为塑性成形新技术的发展提供了原动力和空前的机遇。[1] 2 塑性成形新技术 随着科学技术的迅速发展,通过与计算机的紧密结合,数控加工、激光成型、人工智能、材料科学和集成制造等一系列与塑性成形相关联的技术发展速度之快,学科领域交叉之广泛是过去任何时代无法比拟的,塑性成形新工艺和新设备不断地涌现,出现了高速高能成形、少无切削、超塑成型、柔性加工、半固态加工等多种塑性加工新技术。掌握塑性成形技术的现状和发展趋势,有助于及时研究、推广和应用高新技术,推动塑性成形技术的持续发展。 3.1 高速高能成形 高速高能成形是一种在极短时间内释放高能量而使金属变形的成形方法。 高速高能成形的历史可追溯到一百多年前。但由于成本太高及当时工业发展的局限,该工艺并未得到应用。随着航空及导弹技术的发展,高速高能成形方法才进入到实际应用。 与常规成形方法相比,高速高能成形具有以下特点: 1)模具简单:仅需要凹模即可成形。可节省模具材料,缩短模具制造周期,
特种加工技术的现状发展及其应用 一、特种加工技术的现状发展 特种加工是各种利用物理的、化学的能量去除或添加材料以达到零件设计要求的加工方法的总称。由于这些加工方法的加工机理以溶解、熔化、气化、剥离为主,且多数为非接触加工,因此对于高硬度、高韧性材料和复杂形面、低刚度零件是无法替代的加工方法,也是对传统机械加工方法的有力补充和延伸,并已成为机械制造领域中不可缺少的技术内容。目前,这一技术正向着自动化、柔性化、精密化、集成化、智能化和最优化方向发展,在已有的工艺不断完善和定型的同时,新的特种加工技术不断涌现,如快速原形制造技术、等离子体熔射成形工艺技术、在线电解修整砂轮镜面磨削技术、实变场控制电化学机械加工技术、三维型腔简单电极数控电火花仿铣技术、电火花混粉大面积镜面加工技术、磁力研磨技术和电铸技术等。新的特种加工技术是在传统的特种加工技术的基础上,紧密结合材料、控制和微电子技术而发展起来的,并随着产品应快速响应市场需求,正在形成面向快速制造的特种加工技术新体系。 1、特种加工技术的构成 近二三十年来,特种加工技术发展迅速,其内涵已十分广泛而丰富。包括:.溶解加工、熔化加工、复合加工、综合加工、特种机械加工等多种加工形式。 2、人工智能技术为特种加工工艺规律建模奠定了基础 特种加工的微观物理过程非常复杂,往往涉及电磁场、热力学、流体力学、电化学等诸多领域,其加工机理的理论研究极其困难,通常很难用简单的解析式来表达。近年来,虽然各国学者采用各种理论对不同的特种加工技术进行了深入的研究,并取得了卓越的理论成就,但离定量的实际应用尚有一定的距离。然而采用每一种特种加工方法所获得的加工精度和表面质量与加工条件参数间都有其规律。 因此,目前常采用研究传统切削加工机理的实验统计方法来了解特种加工的工艺规律,以便实际应用,但还缺乏系统性。受其限制,目前特种加工的工艺参数只能凭经验选取,还难以实现最优化和自动化,例如,电火花成形电极的沉入式加工工艺,它在占电火花成形机床总数95%以上的非数控电火花成形加工机床和较大尺寸的模具型腔加工中得到广泛应用。 虽然已有学者对其cad、capp和cam原理开展了一些研究,并取得了一些成果,但由于工艺数据的缺乏,仍未有成熟的商品化的cad/cam系统问世。通常只能采用手工的方法或部分借助于cad造型、部分生成复杂电极的三维型面数据。随着模糊数学、神经元网络及专家系统等多种人工智能技术的成熟发展,人们开始尝试利用这一技术来建立加工效果和加工条件之间的定量化的精度、效率、经济性等实验模型,并得到了初步的成果。因此,通过实验建模,将典型加工实例和加工经验作为知识存储起来,建立描述特种加工工艺规律的可扩展性开放系统的条件已经成熟。并为进一步开展特种加工加工工艺过程的计算机模拟,应用人工智能选择零件的工艺规程和虚拟加工奠定基础。 3、智能控制将成为特种加工领域主要的控制策略 加工过程和加工设备的稳定、可靠、高效地运行是特种加工工艺技术适应快速制造体系的必不可少的条件。但由于多数特种加工方法采用“以柔克刚”的非接触式加工机制,加工是伴随着物理、化学过程进行的,其加工的微观过程非常复杂,迄今为止仍不能用一个确定的数学模型来描述。而且随着加工过程的进行,加工条件有时还会发生较大的变化,引起加工特性随时间而变化。因此在控制理论中属于典型的模型不确定非线性时变系统,很难用经典的控制理论和现代控制理论的方法获得理想的控制效果。多年来人们尝试过很多种自适应控制策略,取得了很大进展。但在加工条件大幅度变化的情况下仍难以达到满意的性能。
1.简单轧制过程的条件,变形区及主要参数有哪些?P5-7 答:简单轧制过程:轧制过程上下辊直径相等,转速相同,且均为主动辊、轧制过程对两个轧辊完全对称、轧辊为刚性、轧件除受轧辊作用外,不受其他任何外力作用、轧件在入辊处和出辊处速度均匀、轧件本身的力学性质均匀。 变形区:(1)几何变形区:入口和出口截面之间的区域、(2)物理变形区:发生塑性变形的区域 变形区参数:(1)咬入弧:轧件与轧辊相接触的圆弧。(2)咬入角α:咬入弧所对应的圆心角称为咬入角。(3)变形区长:咬入弧的水平投影。(4)轧辊半径R。(5)轧件轧前、后的厚度H、h。(6)平均厚度。(7)轧件轧前、后宽度B、b。(8)平均宽度。(9)压下量 2.改善咬入条件的途径。P17 答:由α≦β应使α↓,β↑ 1.减小α方法:由α=arccos(1-△h/D) 1)减小压下量。2)增大D。生产中常用方法:3)采用开始小压下或采用带有楔形端的钢坯进行轧制的方法 2.提高β的方法:轧制中摩擦系数主要与轧辊和轧件的表面状态、轧制时轧件对轧辊的变形抗力以及轧辊线速度的大小有关1)改变表面状态,如清除氧化皮。2)合理调节轧制速度,随轧制速度提高摩擦系数降低,采取低速咬入。3)改变润滑情况等。 3.宽展的组成及分类。P19 答:组成:滑动宽展△B1、翻平宽展△B2、鼓形宽展△B3 分类:自由宽展、限制宽展、强制宽展 4.前、后滑区、中性角的定义。P37-40 答:(1)前滑区:摩擦力方向与带钢运行方向相反,在变形区出口处,金属速度大于轧辊圆周速度,相对轧辊向前运动。 (2)后滑区:摩擦力方向与带钢运行方向相同,在变形区入口处,金属速度小于轧辊圆周速度,相对轧辊向后运动。 (3)中性角:前滑区与后滑区的分界面对应的圆心角叫中性角,金属速度与轧辊圆周速度相等,相对轧辊没有运动。 5.确定平均单位压力的方法、说明。P50 答:(1)理论计算法:它是建立在理论分析基础上,用计算公式确定单位压力。通常,都要首先确定变形区内单位压力分布形式及大小,然后再计算平均单位压力。 (2)实测法:即在轧钢机上放置专门设计的压力传感器,将压力信号转换成电信号,通过放大或直接送往测量仪表将其记录下来,获得实测的轧制压力资料。用实测的轧制压力除以接触面积,便求出平均单位压力。 (3)经验公式和图表法:根据大量的实测统计资料,进行一定的数学处理,抓住一些主要影响因素,建立经验公式或图表。 6.卡尔曼微分方程:条件、作图、推导建立。M.D斯通公式轧制力、轧制力矩计算。P50 7.轧材按断面形状特征的分类及主要用途。P100 答:根据轧材的断面形状的特征,分为型材、线材、板材、带材、管材和特殊类型等。根据加工方式,轧制产品分为热轧材和冷轧材两大类。 (1)型材中的工字钢、槽钢、角钢广泛应用于工业建筑和金属结构,扁钢主要
一、绪论 1)材料与新材料的概念,生产特点及分类 材料:人类用以制造用于生活和生产的物品、器件、构件、机器以及其他产品的物质,也可简单定义为:材料是可以制造有用器件的物质。 新材料:新出现或正在发展之中的具有优异性能或特定功能的材料,或在传统材料基础上通过新技术处理获得性能明显提高或产生了新功能的材料。 2)材料的作用与地位 1,自20世纪70年代,人们就把信息、能源和材料誉为人类文明的三大支柱,把材料的重要性提高到一个前所未有的高度。2,20世纪80年代又把新材料技术与信息技术、生物技术一起列为高新技术革命的重要标志;事实上,新材料的研究、开发与应用反映着一个国家的科学技术与工业化水平。3,几乎所有的高新技术的发展与进步,都以新材料和新材料技术的发展和突破为前提。 3)材料技术的概念及其分类 材料技术:可以理解为是关于材料的制备、成形与加工、表征与评价,以及材料的使用和保护的知识、经验和诀窍;从学科的观点来考虑,将材料科学和其他相关学科(如计算机、机械、自动控制)的知识应
用于材料(制备)生产和使用的实际,以获得所需的材料产品、提高材料的使用效能的技艺。分类:(1)制备技术;(2)成形与加工技术;(3)改质改性技术;(4)防护技术;(5)评价表征技术;(6)模拟仿真技术;(7)检测与监控技术。 4)材料加工技术的分类及材料科学与工程要素 按照传统的三级学科进行分类,材料加工技术(方法)包括机加工(车钻刨铣磨等)、凝固加工(铸造)、粉末冶金、塑性加工(压力加工)、焊接(连接)、热处理等。 按照被加工材料在加工时所处的相态不同进行分类,材料加工技术包括气态加工、液态加工(凝固成形)、半固态加工、固态加工。 一般认为,现代材料科学与工程由四个基本要素组成:即材料的成分与结构、性质、制备与加工工艺、使用性能,它们之间形成所谓的四面体关系;材料的制备与加工与材料的成分和结构、材料的性质一起,构成决定材料使用性能的最基本的一大要素,也充分反映了材料制备与加工技术的重要作用和地位 发展趋势:过程综台、技术综合、学科综台。 主要特征:(1)性能设计与工艺设计的一体化;(2)在材料设计、制备、成形与加工处理的全过程中对材料的组织性能和形状尺寸进行精确控制 发展方向:(1)常规材料加工工艺的短流程化和高效化;(2)发展先进
第五节其它塑性成形方法 随着工业的不断发展,人们对金属塑性成形加工生产提出了越来越高的要求,不仅要求生产各种毛坯,而且要求能直接生产出更多的具有较高精度与质量的成品零件。其它塑性成形方法在生产实践中也得到了迅速发展和广泛的应用,例如挤压、拉拔、辊轧、精密模锻、精密冲裁等。 一、挤压 挤压:指对挤压模具中的金属锭坯施加强大的压力作用,使其发生塑性变形从挤压模具的模口中流出,或充满凸、凹模型腔,而获得所需形状与尺寸制品的塑性成形方法。 挤压法的特点: (1)三向压应力状态,能充分提高金属坯料的塑性,不仅有铜、铝等塑性好的非铁金属,而且碳钢、合金结构钢、不锈钢及工业纯铁等也可以采用挤压工艺成形。在一定变形量下,某些高碳钢、轴承钢、甚至高速钢等也可以进行挤压成形。对于要进行轧制或锻造的塑性较差的材料,如钨和钼等,为了改善其组织和性能,也可采用挤压法对锭坯进行开坯。 (2)挤压法可以生产出断面极其复杂的或具有深孔、薄壁以及变断面的零件。 (3)可以实现少、无屑加工,一般尺寸精度为IT8~IT9,表面粗糙度为Ra3.2~0.4μ m,从而 (4)挤压变形后零件内部的纤维组织连续,基本沿零件外形分布而不被切断,从而提高了金属的力学性能。 (5)材料利用率、生产率高;生产方便灵活,易于实现生产过程的自动化。 挤压方法的分类: 1.根据金属流动方向和凸模运动方向的不同可分为以下四种方式:
(1)正挤压金属流动方向与凸模运动方向相同,如图2-69所示。 (2)反挤压金属流动方向与凸模运动方向相反,如图2-70所示。 (3)复合挤压金属坯料的一部分流动方向与凸模运动方向相同,另一部分流动方向与凸模运动方向相反,如图2-71所示。 (4)径向挤压金属流动方向与凸模运动方向成90°角,如图2-72所示。 图2-69 正挤压 图2-70 反挤压