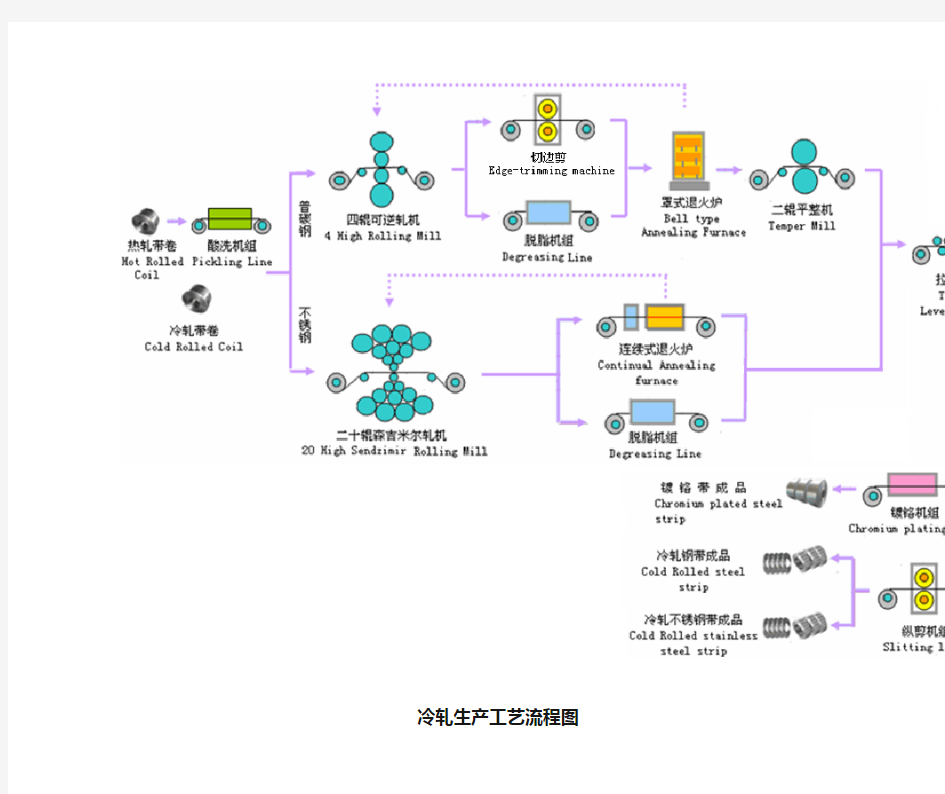
冷轧生产工艺流程图
钢铁生产工艺流程 炼焦生产流程:炼焦作业就是将焦煤经混合,破碎后加入炼焦炉内经干馏后产生热焦碳及粗焦炉气之制程。资源来源:台湾中钢公司网站。
烧结生产流程:烧结作业系将粉铁矿,各类助熔剂及细焦炭经由混拌、造粒后,经由布料系统加入烧结机,由点火炉点燃细焦炭,经由抽气风车抽风完成烧结反应,高热之烧结矿经破碎冷却、筛选后,送往高炉作为冶炼铁水之主要原料。资源来源:台湾中钢公司网站。
高炉生产流程:高炉作业就是将铁矿石、焦炭及助熔剂由高炉顶部加入炉内,再由炉下部鼓风嘴鼓入高温热风,产生还原气体,还原铁矿石,产生熔融铁水与熔渣之炼铁制程。资源来源:台湾中钢公司网站。
转炉生产流程:炼钢厂先将熔铣送前处理站作脱硫脱磷处理,经转炉吹炼后,再依订单钢种特性及品质需求,送二次精炼处理站(RH真空脱气处理站、Ladle Injection盛桶吹射处理站、VOD 真空吹氧脱碳处理站、STN搅拌站等)进行各种处理,调整钢液成份,最后送大钢胚及扁钢胚连续铸造机,浇铸成红热钢胚半成品,经检验、研磨或烧除表面缺陷,或直接送下游轧制成条钢、线材、钢板、钢卷及钢片等成品.资源来源:台湾中钢公司网站。
连铸生产流程:连续铸造作业乃就是将钢液转变成钢胚之过程.上游处理完成之钢液,以盛钢桶运送到转台,经由钢液分配器分成数股,分别注入特定形状之铸模内,开始冷却凝固成形,生成外为凝固壳、内为钢液之铸胚,接着铸胚被引拔到弧状铸道中,经二次冷却继续凝固到完全凝固。经矫直后再依订单长度切割成块,方块形即为大钢胚,板状形即为扁钢胚.此半成品视需要经钢胚表面处理后,再送轧钢厂轧延。资源来源:台湾中钢公司网站。
钢铁生产工艺流程 炼焦生产流程:炼焦作业是将焦煤经混合,破碎后加入炼焦炉内经干馏后产生热焦碳及粗焦炉气之制程。资源来源:台湾中钢公司网站。
烧结生产流程:烧结作业系将粉铁矿,各类助熔剂及细焦炭经由混拌、造粒后,经由布料系统加入烧结机,由点火炉点燃细焦炭,经由抽气风车抽风完成烧结反应,高热之烧结矿经破碎冷却、筛选后,送往高炉作为冶炼铁水之主要原料。资源来源:台湾中钢公司网站。
高炉生产流程:高炉作业是将铁矿石、焦炭及助熔剂由高炉顶部加入炉内,再由炉下部鼓风嘴鼓入高温热风,产生还原气体,还原铁矿石,产生熔融铁水与熔渣之炼铁制程。资源来源:台湾中钢公司网站。
转炉生产流程:炼钢厂先将熔铣送前处理站作脱硫脱磷处理,经转炉吹炼后,再依订单钢种特性及品质需求,送二次精炼处理站(RH真空脱气处理站、Ladle Injection盛桶吹射处理站、VOD真空吹氧脱碳处理站、STN搅拌站等)进行各种处理,调整钢液成份,最后送大钢胚及扁钢胚连续铸造机,浇铸成红热钢胚半成品,经检验、研磨或烧除表面缺陷,或直接送下游轧制成条钢、线材、钢板、钢卷及钢片等成品。资源来源:台湾中钢公司网站。
连铸生产流程:连续铸造作业乃是将钢液转变成钢胚之过程。上游处理完成之钢液,以盛钢桶运送到转台,经由钢液分配器分成数股,分别注入特定形状之铸模内,开始冷却凝固成形,生成外为凝固壳、内为钢液之铸胚,接着铸胚被引拔到弧状铸道中,经二次冷却继续凝固到完全凝固。经矫直后再依订单长度切割成块,方块形即为大钢胚,板状形即为扁钢胚。此半成品视需要经钢胚表面处理后,再送轧钢厂轧延。资源来源:台湾中钢公司网站。
钢丝 百科名片 钢丝是钢材的板、管、型、丝四大品种之一,是用热轧盘条经冷拉制成的再加工产品。 目录 钢丝 钢丝的生产 烘干处理 热处理 镀层处理 钢丝的分类 编辑本段 钢丝 From 中国食品百科全书 Jump to: navigation, search [中文]: 钢丝
[英文]: steel wire [说明]: 钢丝是钢材的板、管、型、丝四大品种之一,是用热轧盘条经冷拉 钢丝 制成的再加工产品。按断面形状分类,主要有圆、方、矩、三角、椭圆、扁、梯形、Z字形等;按尺寸分类,有特细<0.1毫米、较细0.1~0.5毫米、细0.5~1.5毫米、中等1.5~3.0毫米、粗3.0~6.0毫米、较粗6.0~8.0毫米,特粗>8.0毫米;按强度分类,有低强度<390兆帕、较低强度390~785兆帕、普通强度785~1225兆帕、较高强度1225~1960兆帕、高强度1960~3135兆帕、特高强度>3135兆帕;按用途分类有:普通质量钢丝包括焊条、制钉、制网、包装和印刷业用钢丝,冷顶锻用钢丝供冷镦铆钉、螺钉等,电工用钢包括生产架空通讯线、钢芯铝绞线等用专用钢丝,纺织工业用钢丝包括粗梳子、综013、针布和针用钢丝,制绳钢丝专供生产钢丝绳和辐条,弹簧钢丝包括弹簧和弹簧垫圈用、琴用及轮胎、帘布和运输胶带用钢丝,结构钢丝指钟表工业、滚珠、自动机易切削用钢丝,不锈钢丝包括上述各用途的不锈钢丝及外科植入物钢丝,电阻合金丝供加热器元件、电阻元件用,工具钢丝包括钢筋钢丝和制鞋钢丝。 编辑本段 钢丝的生产 钢丝生产的主要工序包括原料选择、清除氧化铁皮、烘干、涂层处理、热处理、拉丝、镀层处理等。 原料选择见钢丝原料。 清除氧化铁皮指去除盘条或中间线坯表面的氧化铁皮,目的是防止拉拔时氧化铁皮损伤模具和钢丝表面,为后继的涂或镀层处理准备良好的表面条件以及减小拉拔时的摩擦降低拉拔力。清除氧化铁皮的方法有化学法和机械法两大类,见盘条化学除鳞和盘条机械除鳞。 编辑本段
设备生产制造工艺流程图 主要部件制造要求和生产工艺见生产流程图: 1)箱形主梁工艺流程图 原材料预处理划线下料清理 材质单与喷涂划划数半剪清割坡 钢材上炉丸富出出控自除渣口 号批号一除锌拱外自动焊等打 一对应油底度形动气切区打磨 锈线线气割 割 校正对接拼焊无损探伤装配焊接清理 达度埋超X 确垂内工清焊到要弧声光保直部电除渣平求自波拍隔度先焊内杂直动片板用接腔物 焊手 检验装配点焊四条主缝焊接清理校正 内焊装成用Φ清磨修修振腔缝配箱埋HJ431 除光正正动检质下形弧直焊焊拱旁消验量盖主自流渣疤度弯除板梁动反应 焊接力自检打钢印专检待装配 操专质 作检量 者,控 代填制 号写表
2)小车架工艺流和 原材料预处理划线下料清理 材质单与喷涂划划数半剪清割坡 钢材上炉丸富出出控自除渣口 号批号一除锌拱外自动焊等打 一对应油底度形动气切区磨 锈线线气割 校正对接拼焊无损探伤装配焊接清理 达度埋超X 确垂内工清焊 到要弧声光保直部电除渣 平求自波拍隔度先焊内杂 直动片板用接腔物 焊手 检验装配点焊主缝焊接清理校正 内焊清磨修修振应腔缝除光正正动力检质焊焊拱旁消验量渣疤度弯除 自检划线整体加工清理 A表A表 行车行车 适用适用 自检打钢印专检待装配 操专质
作检量 者,控 代填制 号写表 3)车轮组装配工艺流程图 清洗检测润滑装配 煤清轮确尺轴部 油洗孔认寸承位 或轴等各及等加 洗承部种公工润 涤,位规差作滑 剂轴格剂 自检打钢印专检待装配 操 作 者 代 号 4)小车装配工艺流程图 准备清洗检测润滑 场按领煤清轴确尺轴加最注 地技取于油洗及认寸承油后油 清术各或轴孔各及内减 理文件洗承等件公、速件涤齿部规差齿箱 剂轮位格面内 装配自检空载运行检测标识入库 螺手起行噪 钉工升走音 松盘机机震 紧动构构动
钢铁行业 一.我国钢铁行业简介 我国是世界上最早进行钢铁冶炼的国家之一,在公元前6世纪前后,中国就发明了生铁冶炼技术,到春秋战国时期,基本掌握了块炼铁、铸铁和炼钢技术。 进入工业大革命时期以后,随着工业发展需要和电炉炼钢,连铸技术的发展,钢铁冶炼技术大大提高,全球钢铁产钢量大幅度提高。建国后,我国先后从西德和日本引进大量的先进的冶炼设备和工艺,从而改善了国内钢铁冶炼落后的形势,到20009年国内生产粗钢5.65亿吨,连续10年居世界之首。 我国有大小钢铁企业几百家,主要的钢铁企业有:宝钢、首钢、鞍本、武钢、河北钢铁、山东钢铁、沙钢、包钢、攀钢、马钢、太钢等等。 和分类 二. 钢铁的定义 钢铁的定义和分类 钢铁从本质上都是铁和碳的化合物,其中还有微量的磷、硫、硅和锰等元素。生铁、熟铁和钢的主要区别在于含碳量上,含碳量超过2%的铁,叫生铁;含碳量低于0.05%的铁,叫熟铁;含碳量在0.05%-2%当中的铁,称为钢。 钢铁的分类方式很多,常用分类如下。 (1) 按品质分类:普通钢(P≤0.045%,S≤0.050%);优质钢(P、S均≤0.035%);高级优质钢(P≤0.035%,S≤0.030%)。
(2)按化学成份分类:①碳素钢【低碳钢C≤0.25%)、中碳钢(C≤0.25~0.60%)、高碳钢(C≤0.60%)】②合金钢:【低合金钢(合金元素总含量≤5%)、中合金钢(合金元素总含量>5~10%)、高合金钢(合金元素总含量>10%)】。 (3)按成形方法分类:锻钢、 铸钢、 热轧钢、冷拉钢。 (4)按钢的用途分:结构钢、工具钢、特殊钢、专业用钢。 三. 钢铁的冶炼钢铁的冶炼流程流程流程和主要设备和主要设备 一般来说,钢铁的冶炼大致分为四个过程:炼铁、炼钢、热轧、冷轧。 宝钢钢铁产品冶炼工艺流程
哈尔滨商业大学德强商务学院毕业论文(设计) ***电机有限公司电机装配工艺流程改善 摘要 本文基于工业工程(IE)理论,综合运用工艺流程的相关知识和方法,通过系统的分析,对***电机股份有限公司电机装配车间的电机装配工艺流程进行了研究改善。本文论述了工业工程和工艺流程主要应用技术和理论。特别对当前工业工程的实际应用中涉及的重要理论进行了阐述,并对工艺流程改善的方法进行了系统论述。利用工业工程的知识对电机装配车间的改善过程进行了深入的分析和研究。 主要通过对装配车间的定子,转子各自的装配以及之后的组装进行工艺流程分析,充分的利用了5W1H,ECRS,动作经济原则等方法进行分析,同时,通过改善前后的装配车间线路图、工艺流程图、人型和物料流程程序图进行分析,电机装配的工艺流程中检验由改善前的5步简化为改善后的3步;等待由改善前的4步简化为改善后的2步;搬运由改善前的16步简化为改善后的13步;储存由改善前的4步简化为改善后的3步;物流的路线缩短了160米;达到了消除浪费作业,简短制造周期,综合提高该车间生产效率,降低生产成本,增强产品竞争力的目的。 关键词:工艺流程;路线图;工艺流程图;流程程序图 i
哈尔滨商业大学德强商务学院毕业论文(设计) The improvement of Motor assembly process which used in Jiamusi electrice co.,ltd Abstract In Industrial Engineering (IE) theory, the integrated use of knowledge and lean production methods, through systematic analysis, Jiamusi Electric Co., Ltd. Click the motor assembly plant has been studied to improve the assembly process; this article discusses the major industrial engineering and process technology and application of theory. In particular, the practical application of current industrial engineering major theories involved are described, and process improvement methods to the system discussed Use of industrial engineering knowledge of motor assembly plant in the improvement process conducted in-depth analysis and research. Mainly through the stator assembly plant, the rotor assembly and after their assembly to process analysis, Full use of the 5W1H, ECRS, the principle of action and other methods of economic analysis, the same time, before and after the assembly plant by improving route map, flow chart, one chart type and material flow analysis procedures, Motor assembly process inspection by improving the 5 steps before for improved 3 steps, By improving the waiting before four steps to improve the simplified after two step, By improving the 16 before handling for improved step 13 step, By improving the store before four steps to improve the simplified after three steps, Logistics routes shortened 160 meters, to achieve the elimination of waste operations, short manufacturing cycle, integrated to enhance the plant efficiency, reduce production costs, the purpose of enhancing the competitiveness of products Key words: process;circuit diagram;flow chart;process flow chart ii
电机制造工艺知识 一、工艺流程图 工艺流程图 ★特殊工序 ▲关键工序 1、Y2系列电机流程图; 2、Z4直流电机流程图; 3、YKK 高压电机流程图 二、关键工艺 (1)水压试验(2)磨削(3)校动平衡(4)转子铸铝(5)定子铁心压装 (6)绕组浸渍 1、校动平衡
(1)电机的转动部件(转子、风扇)由于结构不对称(如键槽、记号槽),材料质量不均匀或制造加工时的误差等原因,而造成转动体机械上的不平衡,就会使该转动体的重心对轴线产生偏移,转动时由于偏心的惯性作用,将产生不平衡的离心力或离心力偶,电机在离心力的作用下将产生振动。 (2)转子不平衡的影响 电机转子不平衡所产生的振动对电机的危害很大: 1)消耗能量,使电机效率降低; 2)直接伤害电机轴承,加速其磨损,缩短使用寿命; 3)影响安装基础和与电机配套设备的运转,使某些零件松动或疲劳损伤,造成事故; 4)直流电枢的不平衡引起的振动会使换向器产生火花; 5)产生机械噪声; (3)平衡精度等级有11种:G1、G2.5、G6.3 2、绕组浸渍 (1)绝缘浸渍是电机在制造过程中或制造后以及电机定子绕组或转子绕组在嵌线装配后,按一定的工艺方法浸渍绝缘漆,以提高绝缘的耐热性、耐潮性、耐化学腐蚀性,提高电机绝缘的各中电气性能,降低介质损耗,提高绝缘的力学性能,改善导热性,降低电机温升,延长电机绝缘寿命,延长电机使用寿命。绝缘浸渍是电机制造的关键工序。 (2)常用的浸渍方法:a、普通沉浸;b、连续沉浸;c、滚浸;d、浇漆;e、滴漆;f、真空浸漆;g、VPI真空压力浸漆; (3)绝缘分为七个等级:A(105℃)、E(120℃)、B(130℃80K) F(155℃100K)、H(180℃125K)、C(180℃以上) 4、VPI简介: V:Vacuum 真空 P:Pressure 压力 I:Impregnation 浸渍 真空压力浸渍(简称VPI)绝缘是50年代末始于美国西屋公司,60年代开始发展的绝缘处理技术。国内已采用VPI绝缘技术的电机生产厂大多采用中胶VPI绝缘技术。我国发展VPI是在70年代上海电机厂B级绝缘的中胶云母带工艺,此时,设备真空度不高,仅为KP级,后来设备真空度大大提高,小于100Pa的设备国产化,F级少胶带工艺发展流行。 5、电晕试验:产生电晕一是线圈内部有气隙,线圈发空;二是电机线圈槽电位过高。槽电位是槽内电机表面没有很好的与铁心贴紧,以致线圈在额定电压下有一定的剩余电位,如电位过高,就使线圈与槽壁之间的空气击穿。当电机运行时受力作用振动、受热作用产生位移线圈与槽壁之间的空气隙时大时小,空气游离击穿使绝缘腐蚀、烧毁。 一般6KV以上电机需防晕处理及无电晕检查。对高海拔地区、增安防爆的电机6KV也要防晕处理及无电晕检查。 防晕处理即在制作线圈时包防晕带或涂防晕漆,铁心槽部喷低电阻防晕漆,槽垫条用半导体层压板,VPI处理等等。 3、铁心压装 铁心压装有三个工艺参数:压力、铁心长度和铁心重量。在保证铁心长度的情况下,压力越大,压装的冲片数越多,铁心越紧,重量越大。因而电机工作时铁心中磁通密度低,激磁电流小,铁心损耗小,电动机的功率因数和效率高,温升低。但压力过大会破坏冲片的绝缘,使铁心损耗反而增加。所以压力过大是不适宜的。 压力过小,铁心压不紧,使激磁电流和铁心损耗增加,甚至在运行中会发生冲片松动。 叠压系数:定子0.955 转子0.935 (热轧) 定子0.985 转子0.965 (冷轧)
机组生产工艺流程 一、主机生产工艺流程图: 具体生产步骤: 1、原材料采购 公司原材料采购有严格执行的工作流程:专业采购人员首先收集原材料的消耗需求,将必备的原料质量标准和采购数量向《合格供应商名录》范围内的同类货品供应商广泛发出询价议价通知,然后将收集到的各供应商提交原材料样本送检,筛选出合格样本,再进行具体的询价议价后,提交采购决策人进行采购决策;组织安排与供应商的合同,并封存样本作为合同执行的辅助材料;货物到厂后,经过检测和化验合格后,组织入库,而对检验不合格的原材料一律不得使用,由采购人员安排退货。公司还在制度中严格规定,财务部门安排付款时,必须收到合格的检化验单,否则不得支付货款;生产部门必须取得合格的检化验单后,才能将相关货品投入生产使用。 2、进货检验
原材料到厂后,由厂内熟悉产品性能的技术人员对其进行严格检验,保证进厂的产品均为合格产品。 3、下料 根据生产要求合理安排人手,产线工人根据设计图纸要求,进行下料作业。4、焊接成型 由持有上岗证的技术工人对下料进行焊接。焊接要求:铜管之间的焊接使用铜焊丝,铜件与钢件、钢件与钢件的焊接使用高银焊丝,氧气与乙炔共同燃烧基础上,在150°高温下,使焊丝溶解成液态,在铜件与铜件及铜件与钢件或钢件与钢件的焊口处焊接,要求不出现焊眼,确保其气密性。 5、打压试漏 打压试漏:为确保空调主机的内循环系统的密闭性,需使用打压设备以氮气为媒介打压试漏。用压力表为测压工具,根据不同机型而达到不同的压力标准。在保压24小时后,应无降压情况。 6、抽真空 抽真空:在完全封闭,内部系统畅通的情况下,使用真空泵抽机组内空气,根据真空表指示,30分钟,30Pa以下, 确保主机内处于真空状态。 7、冷媒充注 冷媒充注:在作抽真空工序后,充注氟。在充注前确保主机各个阀门完全关闭。充注过程中,氟瓶高于主机机身,而且确保氟瓶、充注管、和主机的连接无漏气现象。 8、整机调试 8.1空负荷试车
电机制造工艺知识 电机制造工艺知识培训教材 一、工艺流程图 1、Y2系列电机流程图; 2、Z4直流电机流程图; 3、YKK高压电机流程图 二、关键工艺 (1)水压试验(2)磨削(3)校动平衡(4)转子铸铝(5)定子铁心压装 (6)绕组浸渍 1、校动平衡 (1)电机的转动部件(转子、风扇)由于结构不对称(如键槽、记号槽),材料质量不均匀或制造加工时的误差等原因,而造成转动体机械上的不平衡,就会使该转动体的重心对轴线产生偏移,转动时由于偏心的惯性作用,将产生不平衡的离心力或离心力偶,电机在离心力的作用下将产生振动。 (2)转子不平衡的影响 电机转子不平衡所产生的振动对电机的危害很大: 1)消耗能量,使电机效率降低; 2)直接伤害电机轴承,加速其磨损,缩短使用寿命; 3)影响安装基础和与电机配套设备的运转,使某些零件松动或疲劳损伤,造成事故; 4)直流电枢的不平衡引起的振动会使换向器产生火花; 5)产生机械噪声; (3)平衡精度等级有11种:G1、G2.5、G6.3 2、绕组浸渍 (1)绝缘浸渍是电机在制造过程中或制造后以及电机定子绕组或转子绕组在嵌线装配后,按一定的工艺方法浸渍绝缘漆,以提高绝缘的耐热性、耐潮性、耐化学
腐蚀性,提高电机绝缘的各中电气性能,降低介质损耗,提高绝缘的力学性能,改善导热性,降低电机温升,延长电机绝缘寿命,延长电机使用寿命。绝缘浸渍是电机制造的关键工序。 (2)常用的浸渍方法:a、普通沉浸;b、连续沉浸;c、滚浸;d、浇漆;e、滴漆;f、真空浸漆;g、VPI真空压力浸漆; (2)绝缘分为七个等级:A(105?)、E(120?)、B(130? 80K) F(155? 100K)、H(180? 125K)、C(180?以上) 4、VPI简介: V:Vacuum 真空 P: Pressure 压力 I: Impregnation 浸渍 真空压力浸渍(简称VPI)绝缘是50年代末始于美国西屋公司,60年代开始发展的绝缘处理技术。国内已采用VPI绝缘技术的电机生产厂大多采用中胶VPI绝缘技术。我国发展VPI是在70年代上海电机厂B级绝缘的中胶云母带工艺,此时,设备真空度不高,仅为KP级,后来设备真空度大大提高,小于100Pa的设备国产化,F级少胶带工艺发展流行。 5、电晕试验:产生电晕一是线圈内部有气隙,线圈发空;二是电机线圈槽电位过高。槽电位是槽内电机表面没有很好的与铁心贴紧,以致线圈在额定电压下有一定的剩余电位,如电位过高,就使线圈与槽壁之间的空气击穿。当电机运行时受力作用振动、受热作用产生位移线圈与槽壁之间的空气隙时大时小,空气游离击穿使绝缘腐蚀、烧毁。 一般6KV以上电机需防晕处理及无电晕检查。对高海拔地区、增安防爆的电机6KV也要防晕处理及无电晕检查。 防晕处理即在制作线圈时包防晕带或涂防晕漆,铁心槽部喷低电阻防晕漆,槽垫条用半导体层压板,VPI处理等等。 3、铁心压装
钢铁企业工艺流程 钢铁生产的工艺流程大致分为:选矿,烧结,焦化,炼铁,炼钢,连铸,轧钢等过程;辅助系统有:制氧/制氮,循环水系统,烟气除尘及煤气回收等。 原煤 粉状含 铁原料 铁矿原料 物料 流线 能源 流线钢成品 1选矿 1.1工艺介绍 选矿是冶炼前的准备工作,从矿山开采下来矿石以后,首先需要将含铁、铜、铝、锰等金属元素高的矿石甄选出来,为下一步的冶炼活动做准备。 1.2工艺流程 选矿一般分为破碎、磨矿、选别三部分。其中,破碎又分为:粗破、中破和细破;选别依方式不同也可分为:磁选、重选、浮选等。
1.3原料 原矿石。 1.4产物 铁精矿。 1.5设备 矿石破碎设备:颚式破碎机、锤式破碎机。 磨矿工艺设备:球磨机、螺旋分级机。 选别工艺设备:浮选机、磁选机。 2烧结 2.1工艺介绍 为了保证供给高炉的铁矿石中铁含量均匀,并且保证高炉的透气性,需要把选矿工艺产出的铁精矿制成10-25mm的块状原料。 铁矿粉造块目前主要有两种方法:烧结法和球团法。 铁矿粉造块的目的: ◆去除有害杂质,回收有益元素,保护环境; ◆综合利用资源,扩大炼铁用的原料种类; ◆改善矿石的冶金性能,适应高炉冶炼对铁矿石的质量要求。 2.2工艺流程 2.2.1烧结法 烧结是钢铁生产工艺中的一个重要环节,它是将铁矿粉、粉(无烟煤)和石灰、高炉炉尘、轧钢皮、钢渣按一定配比混匀。经烧结而成的有足够强度和粒度的烧结矿可作为炼铁的熟料。 烧结矿生产流程:烧结料的准备,配料与混合,烧结和产品处理。
精矿粉石灰石碎焦高炉灰结矿 热烧结矿 电
2.2.2 球团法 球团是把细磨铁精矿粉或其他含铁粉料添加少量添加剂混合后,在加水润湿的条件下,通过造球机滚动成球,再经过干燥焙烧,固结成为具有一定强度和冶金性能的球型含铁原料。 球团矿生产流程:原料准备、配料、混合、造球、干燥和焙烧、冷却、成品和返矿处理 铁精粉精矿粉膨润土 电
钢铁生产工艺主要包括:炼铁、炼钢、轧钢等流程。 (1)炼铁:就是把烧结矿和块矿中的铁还原出来的过程。焦炭、烧结矿、块矿连同少量的石灰石、一起送入高炉中冶炼成液态生铁(铁水),然后送往炼钢厂作为炼钢的原料。 炼铁是还原反应。先是利用氧把矿石中铁及其他物质氧化为三氧化二铁、硫、磷的氧化物等。硫的氧化物经过处理后排放,磷的氧化物还要加入石灰后转化为矿渣后排出。主要反应为利用 C 把铁的氧化物还原 2 Fe2O3+ 3 C=4 Fe+ 3 CO2. (2)炼钢:是把原料(铁水和废钢等)里过多的碳及硫、磷等杂质去掉并加入适量的合金成分。 炼钢是氧化反应,是炼铁后的进一步加工。 主要是除去Fe中多余的 C ,因为 C 的含量太高影响钢的韧性。反应式为: C+O2 = CO2 。 (3)连铸:将钢水经中间罐连续注入用水冷却的结晶器里,凝成坯壳后,从结晶器以稳定的速度拉出,再经喷水冷却,待全部凝固后,切成指定长度的连铸坯。 (4)轧钢:连铸出来的钢锭和连铸坯以热轧方式在不同的轧钢机轧制成各类 钢材,形成产品。 炼钢工艺总流程图
炼焦生产流程:炼焦作业是将焦煤经混合,破碎后加入炼焦炉内经干馏后产生热焦碳及粗焦炉气之制程。 烧结生产流程:烧结作业系将粉铁矿,各类助熔剂及细焦炭经由混拌、造粒后,经由布料系统加入烧结机,由点火炉点燃细焦炭,经由抽气风车抽风完成烧结反应,高热之烧结矿经破碎冷却、筛选后,送往高炉作为冶炼铁水之主要原料。
还原气体,还原铁矿石,产生熔融铁水与熔渣之炼铁制程。 转炉生产流程:炼钢厂先将熔铣送前处理站作脱硫脱磷处理,经转炉吹炼后,再依订单钢种特性及品质需求,送二次精炼处理站(RH真空脱气处理站、Ladle Injection盛桶吹射处理站、VOD真空吹氧脱碳处理站、STN搅拌站等)进行各种处理,调整钢液成份,最后送大钢胚及扁钢胚连续铸造机,浇铸成红热钢胚半成品,经检验、研磨或烧除 表面缺陷,或直接送下游轧制成条钢、线材、钢板、钢卷及钢片等成品。
电机生产工艺简述及工艺流程图 电机制造是整个机器制造业中的一个重要部门,电机除了具有和一般机器类似的结构部分之外,还具有特殊的导电、导磁和绝缘部分,因此,在电机制造的工艺过程中,除了具有一般机械制造中所共有的锻、铸、焊、金工加工和装配之外,还有电机制造所特有的工艺,如铁心的冲制和压装、换向器的制造以及绕组的制造(绕线、成形、绝缘、嵌线、浸漆和烘干)等. 在电机制造业中,为了完成这些特殊的工艺过程,除了金属切削机床以外,还要具备大量的非标设备(专用设备),例如铁心冲片涂漆和干燥(或铁心冲片的氧化处理)所用的专用设备;转子铸铝所用的熔铝炉、预热炉及压铸机(或离心铸铝机)、转子铜条(鼠龙结构)中频焊机;防爆电机壳体(即型腔)耐压试验设备;绕组制造中所用的绕线机、胀形机、包绝缘机、浸渍、烘干设备等,这些设备的制造质量和操作工艺过程的工作质量对电机的性能及工作的可靠性有着很大的影响. 不但电机制造工艺具有多样性,而且所使用材料的种类也多样化,电机制造中不但要用到一般的金属材料,还要用到有色金属及其合金,以及各种绝缘材料. 根据电机结构以及零部件的种类,可分为如下制造工艺过程: 1电机零部件的金工加工: 1.1转轴和转子的加工 1.2端盖、油盖、出线盒的加工
1.3机座的加工 2定子、转子铁心制造 2.1铁心冲片的冲制加工 2.2冲片的绝缘处理 2.3铁心的压装制造 3电机的绕组制造 3.1散嵌绕组的制造 3.2绕组的绝缘处理 3.3高压定子绕组的制造 3.4绕线转子绕组的制造 4笼型转子制造 4.1离心铸铝 4.2压力铸铝 4.3铜端环与铜导条的中频焊接(或钎焊) 5电机装配 5.1转子铁心与转轴装配及动平衡 5.2轴承装配 5.3定子装配 5.4电机的检验试验 电机制造的另一个特点则是品种、规格多;电机的容量、电压、转速、几何尺寸等变化范围很大,其用途、安装方式、冷却方式、防护形式多种
钢铁生产工艺(附流程图) 1、碳素钢的定义及钢中五元素 含碳2%以下的铁碳合金称为钢。 碳素钢中的五元素是指化学-成份中的主要组成物,即 C、Si、Mn、S、P(碳、硅、锰、硫、磷)。其次是在炼钢过程中不可避免地会混入气体,含O、H、N(氧、氢、氮)。此外,用铝—硅脱氧镇静工艺中,必然在钢水中含有 Al,当Als(酸溶铝)≥0。020%时,还有细化晶粒的作用。 2、钢铁是怎样炼成的? 炼钢的主要任务是按所炼钢种的质量要求,调整钢中碳和合金元素含量到规定范围之内,并使P、S、H、O、N等杂质的含量降至允许限量之下。炼钢过程实质上是一个氧化过程,炉料中过剩的碳被氧化,燃烧成CO气体逸出,其它Si、P、Mn 等氧化后进入炉渣中。S部份进入炼渣中,部份则生成SO2排出。当钢水成份和温度达到工艺要求后,即可出钢。为了除去钢中过剩的氧及调整化学成份,可以添加脱氧剂和铁合金或合金元素。 3、转炉炼钢简介 从鱼雷车运来的铁水经过脱硫、挡渣等处理后即可倒入转炉中作为主要炉料,另加10% 以下的废钢。然后,向转炉内吹氧燃烧,铁水中的过量碳被氧化并放出大量热量,当探头测得达到预定的低碳含量时,即停止吹氧并出钢。一般在钢包中需进行脱氧及调整成份操作;然后在钢液表面抛上碳化稻壳防止钢水被氧化,即可送往连铸或模铸工区。对要求高的钢种可增加底吹氩、RH真空处理、喷粉处理(喷SI—CA粉及变性石灰)可以有效降低钢中的气体与夹杂,并有进一步降碳及降硫的作用。在这些炉外精炼措施后还可以最终微调成份,满足优质钢材的需求。 4、初轧 模铸钢锭采取热装、热送新工艺,进入均热炉加热,然后通过初轧机及钢坯连轧机轧成板坯、管坯、小方坯等初轧产品,经过切头、切尾、表面清理,(火焰清理、打磨)高品质产品则还需对初轧坯进行扒皮和探伤,检验合格后入库。目前初轧厂的产品有初轧板坯、轧制方坯、氧气瓶用钢坯、齿轮用圆管坯、铁路车辆用车轴坯及塑模用钢等。初轧板坯主要供应热轧厂作为原料;轧制方坯除部份外供,主要送往高速线材轧机作原料。由于连铸板坯的先进性,初轧板坯的需求量大为削减,因此转向上述其它产品了。 5、热连轧 用连铸板坯或初轧板坯作原料,经步进式加热炉加热,高压水除鳞后进入粗轧机,粗轧料经切头、尾、再进入精轧机,实施计算机控制轧制,终轧后即经过层流冷却(计算机控制冷却速率)和卷取机卷取、成为直发卷。直发卷的头、尾往往呈舌状及鱼尾状,厚度、宽度精度较差,边部常存在浪形、折边、塔形等缺陷。其卷重较重、钢卷内径为760mm。(一般制管行业喜欢使用。)将直发卷经切头、切尾、切边及多道次的矫直、平整等精整线处理后,再切板或重卷,即成为:热轧钢板、平整热轧钢卷、纵切带等产品。热轧精整卷若经酸洗去除氧化皮并涂油后即成热轧酸洗板卷。该产品有局部替代冷轧板的趋向,价格适中,深受广大用户喜爱。宝钢新投资的一条热轧酸洗线正在紧张建设中。 6、冷连轧 用热轧钢卷为原料,经酸洗去除氧化皮后进行冷连轧,其成品为轧硬卷,由于连续冷变形引起的冷作硬化使轧硬卷的强度、硬度上升、韧塑指标下降,因此冲压性能将恶化,只能用于简单变形的零件。轧硬卷可作为热镀锌厂的原料,因为热镀锌机组均设置有退火线。轧硬卷重一般在6~13.5吨,钢卷内径为610mm。 一般冷连轧板、卷均应经过连续退火(CAPL机组)或罩式炉退火消除冷作硬化及轧制应力,达到相应标准规定的力学性能指标。 冷轧钢板的表面质量、外观、尺寸精度均优于热轧板,且其产品厚度右轧薄至0.18mm左右,因此深受广大用户青睐。以冷轧钢卷为基板进行产品的深加工,成为高附加值产品。如电镀锌、热镀锌、耐指纹电镀锌、彩涂钢板卷及减振复合钢板、PVC 复膜钢板等,使这些产品具有美观、高抗腐蚀等优良品质,得到了广泛应用。冷轧钢卷经退火后必须进行精整,包括切头、尾、切边、矫平、平整、重卷、或纵剪切板等。冷轧产品广泛应用于汽车制造、家电产品、仪表开关、建筑、办公家具等行业。钢板捆包后的每包重量为3~5吨。平整分卷重一般为3~10吨/卷。钢卷内径610mm。
电动机生产工艺流程图
————————————————————————————————作者:————————————————————————————————日期: 2
3 电动机工艺流程图 压 装 接 放 安 试 放 放 放 安后 检 验 不合格 包 罩 喷 浸 嵌 烘
产品型号Y90L-2 产品名称电动机另件号 每台件数下料方式共 3 页第 1 页工艺卡片材料毛坯尺寸责任车间第车间 工序安 装 工 步 工序内容加工 车间设备 工艺装备名称与编号工时定额(分) 工夹具刃具量具准备操作 1 1 嵌线 装配 车间一字螺丝刀 把漆包线嵌入定子中,根据需要放绝缘纸 2 浸漆 将带线的定子在绝缘漆中浸30±5分钟后吊出吊车 3 烘干烘箱 把吊出后的整框送入烘箱,于90±10℃烘90±30分钟 4 压铜压模 用压模把线卷压入外壳中 5 接线 把线放入接线柱相应孔内,拧紧带平垫和螺帽压线的螺丝 6 装前盖 用3枚6×30标准六角螺丝将前盖装好螺丝刀 7 放转子 将转子放进里面 8 放轴承 把轴承放在转子上 入 4
9 放后盖 用3枚6×30标准六角螺丝将前盖装好 更改内容 编制审核批准 产品型号Y90L-2 产品名称电动机另件号 每台件数下料方式共 3 页第 2 页工艺卡片材料毛坯尺寸责任车间第车间 工序安 装 工 步 工序内容加工 车间设备 工艺装备名称与编号工时定额(分) 工夹具刃具量具准备操作 1 10 试机 把三相电接入电机相应的相线,打开电机开关,听声音 看电流、电压 11 罩线盒 用4枚5×14圆头螺丝将线盒固定好 12 安风叶 用一字螺丝刀和郎头把风叶固定在转子上 13 安后风罩 用3枚5×6圆头一字螺丝将后风罩固定好 14 放销子 用1枚8×30的销子置入销子套中 15 喷漆 用喷枪把油漆均匀喷于电机外壳壳体上,自然晾干90±30气泵 分钟。 16 检验检测 5
钢铁生产工艺流程及设备 目录 1.钢铁生产工艺流程示意图A (2) 2. 钢铁生产工艺流程示意图B (4) 3.钢铁生产工艺流程示意图C (6) 3.1钢铁生产工艺流程示详解C1 (8) 3.1.1炼焦生产流程 (8) 3.1.2烧结生产流程 (8) 3.1.3高炉生产流程 (9) 3.1.4转炉生产流程 (10) 3.1.5连铸生产流程 (10) 3.1.6热轧生产流程 (11) 3.2钢铁生产工艺流程示详解C2 (12) 3.2.1热轧生产流程>第一热轧钢带生产流程 (12) 3.2.2热轧生产流程>热轧厚板剪切线布置图 (12) 3.2.3热轧生产流程>热轧薄板剪切线布置图 (13) 3.2.4热轧生产流程>一号调质重卷线布置图 (13) 3.2.5热轧生产流程>二号调质重卷线布置图 (14) 3.2.6热轧生产流程>酸洗涂油线设备布置图 (14) 3.2.7热轧生产流程>第二热轧钢带生产流程 (15) 3.2.8热轧生产流程>三号调质重卷线布置图 (15) 3.2.9热轧生产流程>四号调质重卷线布置图 (16) 3.3钢铁生产工艺流程示详解C3 (16) 3.3.1小钢胚生产流程 (16) 3.3.2条钢一场生产流程 (17) 3.3.3条钢二场生产流程 (17) 3.3.4线材生产流程 (18) 3.3.5钢板生产流程 (18) 3.4钢铁生产工艺流程示详解C4 (19) 3.4.1第一酸洗冷轧线 (19) 3.4.2第二酸洗冷轧线 (20) 3.4.3热轧生产流程>热轧厚板剪切线布置图 (20) 3.4.4连续热浸镀锌线 (21) 3.4.5第一连续退火线 (21) 3.4.6第二连续退火线 (22) 3.4.7封盒退火炉 (22) 3.4.8电解清洗线 (23) 3.5钢铁生产工艺流程示详解C5 (23) 3.5.1连续涂覆线 (23) 3.5.2电磁钢片涂覆线 (24) 3.5.3电气镀锌线 (24) 3.5.4调质线 (25) 3.5.5重卷线 (25) 3.5.6往复式冷轧机 (26) 3.5.7水平式退火涂覆线 (26) 3.5.8张力整平线(TLL) (27)
产品生产流程图
3.6焊接 3.6.1焊接操作的基本步骤: (1)、准备施焊;左手拿焊丝,右手握烙铁,进入备焊状态。要求烙铁头保持干净,无焊渣等氧化物,并在表面镀有一层焊锡。 (2)、加热焊件;烙铁头靠在两焊件的连接处,加热整个焊件全体,时间大约1~2秒钟。对于在印制板上焊接件来说,要注意使烙铁同时接触焊盘的元器件的引线。 (3)、送入焊丝;焊接的焊接面被加热到一定温度时,焊锡丝从烙铁对面接触焊件。 (4)、移开焊丝;当焊锡丝熔化一定量后,立即向左上450 方向移开焊锡丝。
3.6.3正确的防静电操作 1操作E S D 元件时必须始终配戴不良好的接地的手带,手带须与人的皮肤相触。 2必须用保护罩运送和储存静电敏感元件。 3清点元器件时尽可能不将其从保护套中取出来。 4只有在无静电工作台才可以将元件从保护套中取出来。 5在无防静电设备时,不准将静电敏感元件用手传递。 6避免衣服和其它纺织品与元件接触。 7最好是穿棉布衣服和混棉料的短袖衣。 8将元件装入或拿出保护套时,保护套要与抗静电面接触。 9保护工作台或无保护的器件远离所有绝缘材料。 10当工作完成后将元件放回保护套中。 11必须要用的文件图纸要放入防静电套中,纸会产生静电。 12不可让没带手带者触摸元件,对参观者要留意这点。 13不可在有静电敏感的地方更换衣服。 14取元件时只可拿元件的主体。 15不可将元件在任何表面滑动。 16每日测试手带 3.7组装 组装流程 3.8功能检测 将阅读器通过RS-232或USB 连接PC ,在PC 上向阅读器发送操作指令,把阅读距离测试模拟卡放在阅读器上 方3mm~10mm 之间,阅读器对操作指令进行应答,并把结果返回PC 。 3.9产品包装 3.9.1码放规格: 1、检查托盘上的产品,确保每格只放一个成品,同时核对数量及型号,不应有多料、少料或混料的情况。 2、检查纸箱及TRAY 是否清洁,每箱20层,层与层之间加粉色泡沫。 3、当托盘数量码放致整箱时,由班长检查后再加一层空托盘,将最上层的成品盖住以防遗漏。 4、良品和维修品需进行区分纳品,并在维修品的包装外面注明“修理品”。 3.9.2装箱规格: 1、用封箱胶带将码放的成品托盘缠好(注意不要用力过大将托盘缠变形),放入包装箱。
机组生产工艺流程 一、主机生产工艺流程图: 原材料采购 抽真空进货检验下料焊接成型打压试漏冷媒充注整机调试包装入库出厂具体生产步骤: 1、原材料采购 公司原材料采购有xx的工作流程: 专业采购人员首先收集原材料的消耗需求,将必备的原料质量标准和采购数量向《合格供应商名录》范围内的同类货品供应商广泛发出询价议价通知,然后将收集到的各供应商提交原材料样本送检,筛选出合格样本,再进行具体的询价议价后,提交采购决策人进行采购决策;组织安排与供应商的合同,并封存样本作为合同执行的辅助材料;货物到厂后,经过检测和化验合格后,组织入库,而对检验不合格的原材料一律不得使用,由采购人员安排退货。公司还在制度中严格规定,财务部门安排付款时,必须收到合格的检化验单,否则不得支付货款;生产部门必须取得合格的检化验单后,才能将相关货品投入生产使用。 2、进货检验 原材料到厂后,由厂内熟悉产品性能的技术人员对其进行严格检验,保证进厂的产品均为合格产品。 3、下料 根据生产要求合理安排人手,产线工人根据设计图纸要求,进行下料作业。 4、焊接成型 由持有上岗证的技术工人对下料进行焊接。焊接要求:
铜管之间的焊接使用铜焊丝,铜件与钢件、钢件与钢件的焊接使用高银焊丝,氧气与乙炔共同燃烧基础上,在150°高温下,使焊丝溶解成液态,在铜件与铜件及铜件与钢件或钢件与钢件的焊口处焊接,要求不出现焊眼,确保其气密性。 5、打压试漏 打压试漏: 为确保空调主机的内循环系统的密闭性,需使用打压设备以氮气为媒介打压试漏。用压力表为测压工具,根据不同机型而达到不同的压力标准。 在保压24小时后,应无降压情况。 6、抽真空 抽真空: 在完全封闭,内部系统畅通的情况下,使用真空泵抽机组内空气,根据真空表指示,30分钟,30Pa以下,确保主机内处于真空状态。 7、冷媒充注 冷媒充注: 在作抽真空工序后,充注氟。在充注前确保主机各个阀门完全关闭。 充注过程中,氟瓶高于主机机身,而且确保氟瓶、充注管、和主机的连接无漏气现象。 8、整机调试 8.1空负荷试车进行空负荷试车以检查主电机的转向和各附件动作是否正确,以及机组的机械运转是否良好。试车程序如下: ①将压缩机吸气口的导向叶片或进气阀关闭,拆除冷凝器及蒸发器的检视口等,使压缩机排气口与大气相通;
焦化厂生产工序及工艺流程 焦化厂的生产车间由备煤筛焦车间、炼焦车间、煤气净化车间及相配套的公用工程组成。产品焦炭和副产品煤焦油、硫膏、硫铵、粗苯等外售。焦炉煤气经净化后,部分返回焦炉和化产系统作为燃料气,剩余煤气全部外供发电用燃料气。 焦化厂主要生产工序包括:备煤,炼焦、熄焦,筛贮焦,冷鼓、电捕、脱硫及硫回收、蒸氨、硫铵、洗脱苯等工序。 洗精煤—备配煤—炼焦—熄焦—筛贮焦—煤气净化及化产回收—煤气外送。生产工序如下图所示: 外供燃料气
1. 备配煤工序 备配煤是焦化工程的第一道工序,主要是负责洗精煤的贮运、配煤、粉碎、输送,为焦炉提供合格原料。 备配煤工序主要由储煤场及地下配煤槽、粉碎机楼和胶带机通廊及转运站等组成。 2. 炼焦、熄焦工序 炼焦、熄焦是焦化工程的第二步工序,也是最核心的工艺,主要负责将合格的配合精煤采用高温干馏工艺炼成焦炭,并采用湿法熄焦工艺将焦炭熄火降温。炼焦过程副产荒煤气。 焦化厂炼焦、熄焦工序包括1#、2#焦炉、煤塔、间台、端台、炉门修理站、推焦杆及煤槽底板更换站、装煤出焦除尘地面站、熄焦系统、熄焦塔、晾焦台、粉焦沉淀池、熄焦泵房、烟囱及相应配套焦炉机械。 3. 筛贮焦工序 筛贮焦是焦化工程的第三步工序,筛贮焦工序主要负责将炼焦工序熄火的焦炭进行筛分、输送、储存。焦炭筛分为>35mm、35-15mm、<15mm三个级别外售。 4. 冷凝鼓风工序 冷凝鼓风工序的主要任务是对来自焦炉的荒煤气进行冷凝冷却、加压,脱除煤气中的萘及焦油雾,焦油与氨水的分离贮存及焦油、循环氨水、剩余氨水的输送等。 5. 脱硫及硫回收工序
脱硫及硫回收工序的任务是将来自冷凝鼓风工序焦炉煤气中所含各种硫化物和氰化物脱除,使煤气中的硫化氢含量脱至200mg/Nm3以下送出。浮选出的硫泡沫经熔硫釜连续熔硫,副产硫磺外售。 6. 蒸氨工序 蒸氨工序的任务是将冷鼓来的剩余氨水在蒸氨塔中用蒸汽蒸出,蒸出的氨汽经氨分缩器冷却,冷凝下来的液体入蒸氨塔顶作回流,未冷凝的氨汽用循环水冷凝成浓氨水送脱硫工序作为脱硫补充液。 7. 硫铵工序 硫铵工序的任务是将来自冷鼓工序的煤气进入硫铵饱和器与硫酸接触吸收煤气中的氨,并生成硫铵,可将煤气中的氨含量降至不大于0.05g/Nm3,同时生成含量大于98%,粒度约为0.5mm的硫铵产品。 8. 终冷、洗脱苯工序 本工序包括终冷、洗苯、脱苯三部分。终冷为焦炉煤气的最终冷却,主要是将硫铵工序来的煤气冷却到25~27℃后去洗苯塔,温度低有利于苯的吸收。洗苯主要是采用焦油洗油吸收煤气中的苯,洗苯后煤气含苯量为2g/Nm3~5g/Nm3。脱苯是将洗苯后的含苯富油加热回收粗苯,采用管式炉加热富油,一塔脱苯工艺生产粗苯,脱苯后的贫油返回洗苯塔循环使用。煤气经洗苯后部分返回焦炉和化产工序自用,剩余煤气外供发电燃料气。