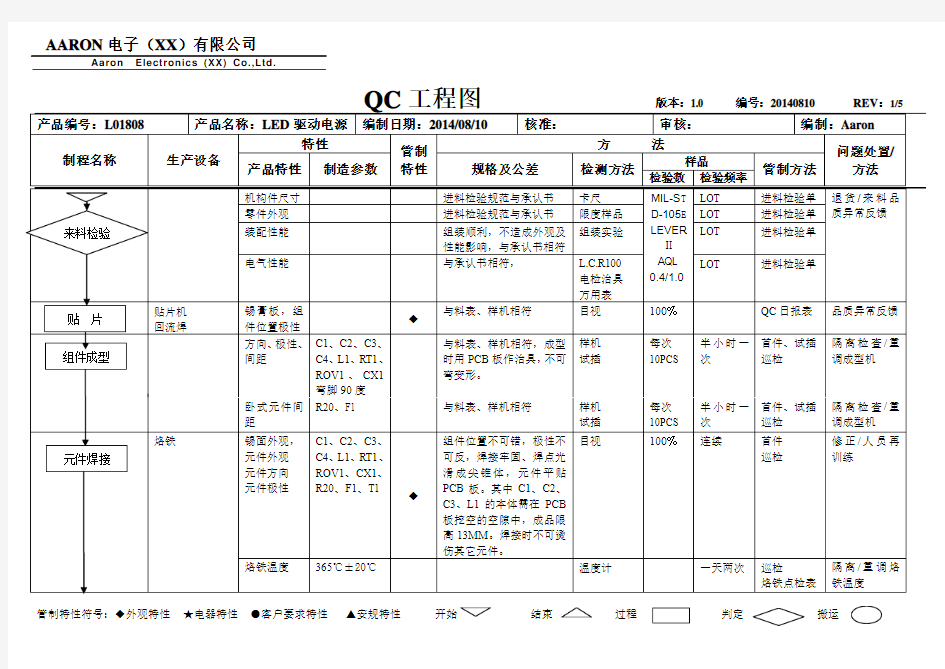
QC工程图版本:1.0 编号:20140810 REV:1/5产品编号:L01808 产品名称:LED驱动电源编制日期:2014/08/10 核准:审核:编制:Aaron
制程名称生产设备
特性
管制
特性
方法
问题处置/
方法
产品特性制造参数规格及公差检测方法
样品
管制方法
检验数检验频率
机构件尺寸进料检验规范与承认书卡尺MIL-S T
D-105E
LEVER
Ⅱ
AQL
0.4/1.0
LOT 进料检验单退货/来料品
质异常反馈
零件外观进料检验规范与承认书限度样品LOT 进料检验单
装配性能组装顺利,不造成外观及
性能影响,与承认书相符
组装实验LOT 进料检验单
电气性能与承认书相符,L.C.R100
电检治具
万用表
LOT 进料检验单
贴片机
回流焊
锡膏板,组
件位置极性
◆
与料表、样机相符目视100﹪QC日报表品质异常反馈
方向、极性、
间距
C1、C2、C3、
C4、L1、RT1、
ROV1、CX1
弯脚90度
与料表、样机相符,成型
时用PCB板作治具,不可
弯变形。
样机
试插
每次
10PCS
半小时一
次
首件、试插
巡检
隔离检查/重
调成型机
卧式元件间
距
R20、F1 与料表、样机相符样机
试插
每次
10PCS
半小时一
次
首件、试插
巡检
隔离检查/重
调成型机烙铁锡面外观,
元件外观
元件方向
元件极性
C1、C2、C3、
C4、L1、RT1、
ROV1、CX1、
R20、F1、T1
◆
组件位置不可错,极性不
可反,焊接牢固、焊点光
滑成尖锥体,元件平贴
PCB板。其中C1、C2、
C3、L1的本体需在PCB
板挖空的空隙中,成品限
高13MM。焊接时不可烫
伤其它元件。
目视100﹪连续首件
巡检
修正/人员再
训练
烙铁温度365℃±20℃温度计一天两次巡检
烙铁点检表
隔离/重调烙
铁温度来料检验
贴片
组件成型
元件焊接
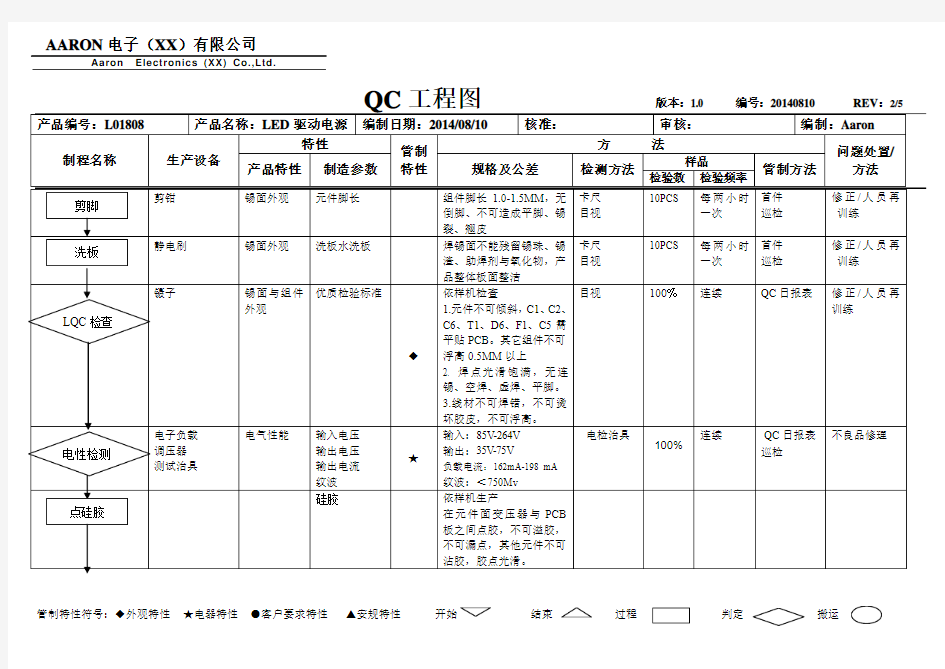
QC工程图版本:1.0 编号:20140810 REV:2/5产品编号:L01808 产品名称:LED驱动电源编制日期:2014/08/10 核准:审核:编制:Aaron
制程名称生产设备
特性
管制
特性
方法
问题处置/
方法
产品特性制造参数规格及公差检测方法
样品
管制方法
检验数检验频率
剪钳锡面外观元件脚长组件脚长1.0-1.5MM,无
倒脚、不可造成平脚、锡
裂、翘皮
卡尺
目视
10PCS 每两小时
一次
首件
巡检
修正/人员再
训练
静电刷锡面外观洗板水洗板焊锡面不能残留锡珠、锡
渣、助焊剂与氧化物,产
品整体板面整洁
卡尺
目视
10PCS 每两小时
一次
首件
巡检
修正/人员再
训练
镊子锡面与组件
外观
优质检验标准
◆
依样机检查
1.元件不可倾斜,C1、C2、
C6、T1、D6、F1、C5需
平贴PCB。其它组件不可
浮高0.5MM以上
2. 焊点光滑饱满,无连
锡、空焊、虚焊、平脚。
3.线材不可焊错,不可烫
坏胶皮,不可浮高。
目视100﹪连续QC日报表修正/人员再
训练
电子负载
调压器
测试治具
电气性能输入电压
输出电压
输出电流
纹波
★
输入:85V-264V
输出:35V-75V
负载电流:162mA-198 mA
纹波:<750Mv
电检治具
100%
连续QC日报表
巡检
不良品修理
硅胶依样机生产
在元件面变压器与PCB
板之间点胶,不可溢胶,
不可漏点,其他元件不可
沾胶,胶点光滑。
剪脚
洗板
LQC检查
电性检测
点硅胶
QC工程图版本:1.0 编号:20140810 REV:3/5产品编号:L01808 产品名称:LED驱动电源编制日期:2014/08/10 核准:审核:编制:Aaron
制程名称生产设备
特性
管制
特性
方法
问题处置/
方法
产品特性制造参数规格及公差检测方法
样品
管制方法
检验数检验频率
老化架使用寿命输出接水泥电
阻负载老化
输入AC220V,输出接水
泥电阻500Ω。第一批老
化4小时,无问题老化2
小时。
老化房
100%
连续巡检
老化记录
品质异常反馈
电子负载
调压器
测试治具
电气性能输入电压
输出电压
输出电流
纹波
★
输入:85V-264V
输出:36V-40V
负载电流:162mA-198 mA
纹波:<750Mv
电检治具
100%
连续QC日报表
巡检
不良品修理
锡面与组件
外观
优质检验标准
◆
依样机检查
1.元件不可倾斜,C1、C2、
C6、T1、D6、F1、C5需
平贴PCB。其它组件不可
浮高0.5MM以上
2. 焊点光滑饱满,无连
锡、空焊、虚焊、平脚。
3.线材不可焊错,不可烫
坏胶皮,不可浮高。
4.检查合格在X电容上面
贴QC PASS标签
目视100﹪每两小时
一次
首件
巡检
修正/人员再
训练老化
电性检测
外观总检
装套管
QC工程图版本:1.0 编号:20140810 REV:4/5产品编号:L01808 产品名称:LED驱动电源编制日期:2014/08/10 核准:审核:编制:Aaron
制程名称生产设备
特性
管制
特性
方法
问题处置/
方法
产品特性制造参数规格及公差检测方法
样品
管制方法
检验数检验频率
每箱數量每箱數量
240PCS,每
箱三层,每层
30格,每格
2PCS
1.统一包装,并排摆放
整齐,PE袋对折竖
放。每个防静电袋装
2PCS
2.清楚规范填写麦头
目视100﹪每两小时
一次
首件
巡检
修正/人员再
训练
电子负载
调压器
测试治具
數量
电气性能
外观
包装
优质检验标准
规格书及样品
目视
电检
IL-S T D-
105E
LEVER
Ⅱ
AQL
0.4/1.0
LOT 成品检验单重工/品质异
常反馈
数量成品检验合格秤重,误差小于1/2块产
品重量
电子秤
100%
连续入库单包装
入库
成品检验