第35卷 第1期2010年1
月
HEAT T RE AT ME NT OF MET ALS
Vol 135No 11
January 2010
ML20M nT iB 冷镦钢开裂原因分析
华 蔚(宝钢股份研究院,上海 201900)
摘要:ML20MnTi B 冷镦钢丝在镦制内六角螺栓时发生了开裂现象。用光学显微镜、扫描电子显微镜和洛氏硬度计对ML20MnTi B 高强度螺栓开裂的显微组织、硬度和合金元素分布状态进行分析。结果表明,导致ML20M nTi B 盘条镦制螺栓开裂的原因是盘条组织异常和表面缺陷。
关键词:冷镦钢;盘条;螺栓;裂纹
中图分类号:TG163183 文献标志码:B 文章编号:025426051(2010)0120117204
Crack ana lysis of ML 20M nT iB cold head i n g steel
HUA W ei
(Baosteel Research I nsitute,Baoshan Ir on and Steel Co .,L td .,Shanghai 201900,China )
Abstract:Cracks occurred in hexagon s ocket head bolts of ML20M nTi B cold heading steel wire 1The m icr ostructure,hardness and all oying element distributi on of high strength bolt made of ML20M nTi B were analyzed by op tical m icr oscopy,scanning electr on m icr oscopy and Rock well hardness res pectively 1The results show that the cracking cause are structural heter ogenity and surface defects on the wire r od 1Key words:cold heading steel;wire r od;bolt;crack
收稿日期:2008208219
作者简介:华 蔚(1963—),女,江苏无锡人,高级工程师,主要从事金属材料研发工作,发表论文7篇。联系电话:021*********,E 2mail:hua wei@baosteel 1com
冷镦钢广泛用于制造螺栓、螺母、螺钉、自攻螺钉等各类紧固件和各种冷镦成形的零配件[122]
,在冷镦钢加工过程中,变形量很大(60%~70%),所承受的变形速度很高,因此要求冷镦钢具有良好的加工性能和
力学性能。最近研究[3]
表明,冷镦钢尤其是优质冷镦钢与进口冷镦钢相比主要差别体现在材料性能和冷镦技术上。主要问题是钢中杂质元素的控制和盘条的表面缺陷。宝钢开发、专用于加工1019级强度的内六角螺栓的ML20MnTi B 冷镦钢。在产品试制过程中,出现
了一些质量问题,影响镦制螺栓的成材率。本文针对ML20MnTi B 钢<18mm 盘条经拉拔成<15mm 钢棒
后,再冷镦成螺栓时出现的表面开裂进行了分析。
1 试验材料及方法
对镦制螺栓开裂的材料,在<18mm 热轧盘条和<15mm 冷拔钢丝随机抽样。采用ARL4460型化学直
读光谱仪对试样进行了化学成分分析,见表1。
其生产工艺流程为:150t 电弧炉冶炼→LF 精炼
表1 ML20M nT i B 冷镦钢化学成分(质量分数,%)
Table 1 Che m i ca l co m positi on of ML20M nT i B cold head i n g steel(wt%)
试样号C Si Mn P S Ti B H O Fe
盘条0122012311410101601006010690100101000101003余量钢丝
01220123
1146
01016
01006
01066
010*********
010025
余量Q /BQB 517—2003
0117~0124
≤01301130~1160≤01030≤010300104~0110010005~010035
——
余量
→VD 真空脱气处理→连铸小方坯→钢坯探伤、修磨→加热炉→高线机组轧制→斯泰尔摩冷却→冷镦钢盘条成品→检验合格→出厂。
由表1可知,钢中硫、磷、氧、氢含量较低,钢质纯净度较高。其它合金元素的化学成分都符合宝山钢铁
股份有限公司企业标准Q /BQB 517—2003《冷镦钢盘条》的要求。
2 试验结果
211 宏观观察
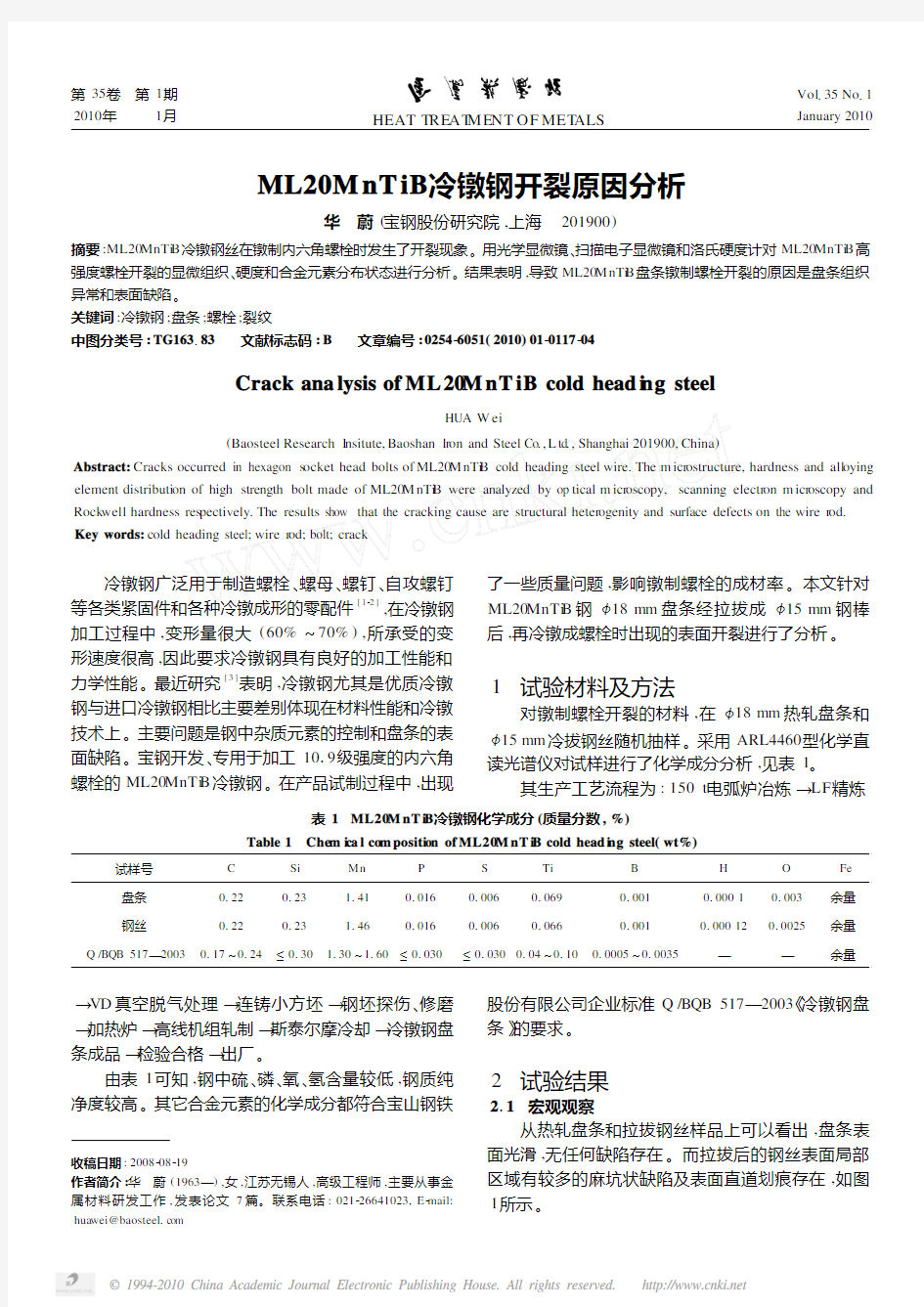
从热轧盘条和拉拔钢丝样品上可以看出,盘条表面光滑,无任何缺陷存在。而拉拔后的钢丝表面局部区域有较多的麻坑状缺陷及表面直道划痕存在,如图1所示。
118
第35
卷
图1 ML20MnTi B 钢拉拔后钢丝表面缺陷
(a )麻坑状缺陷;(b )直道划痕缺陷
Fig 11 Surface defects ofML20M nTi B steel wire after dra wing
(a )p it defects;(b )nick defects
212 微观分析
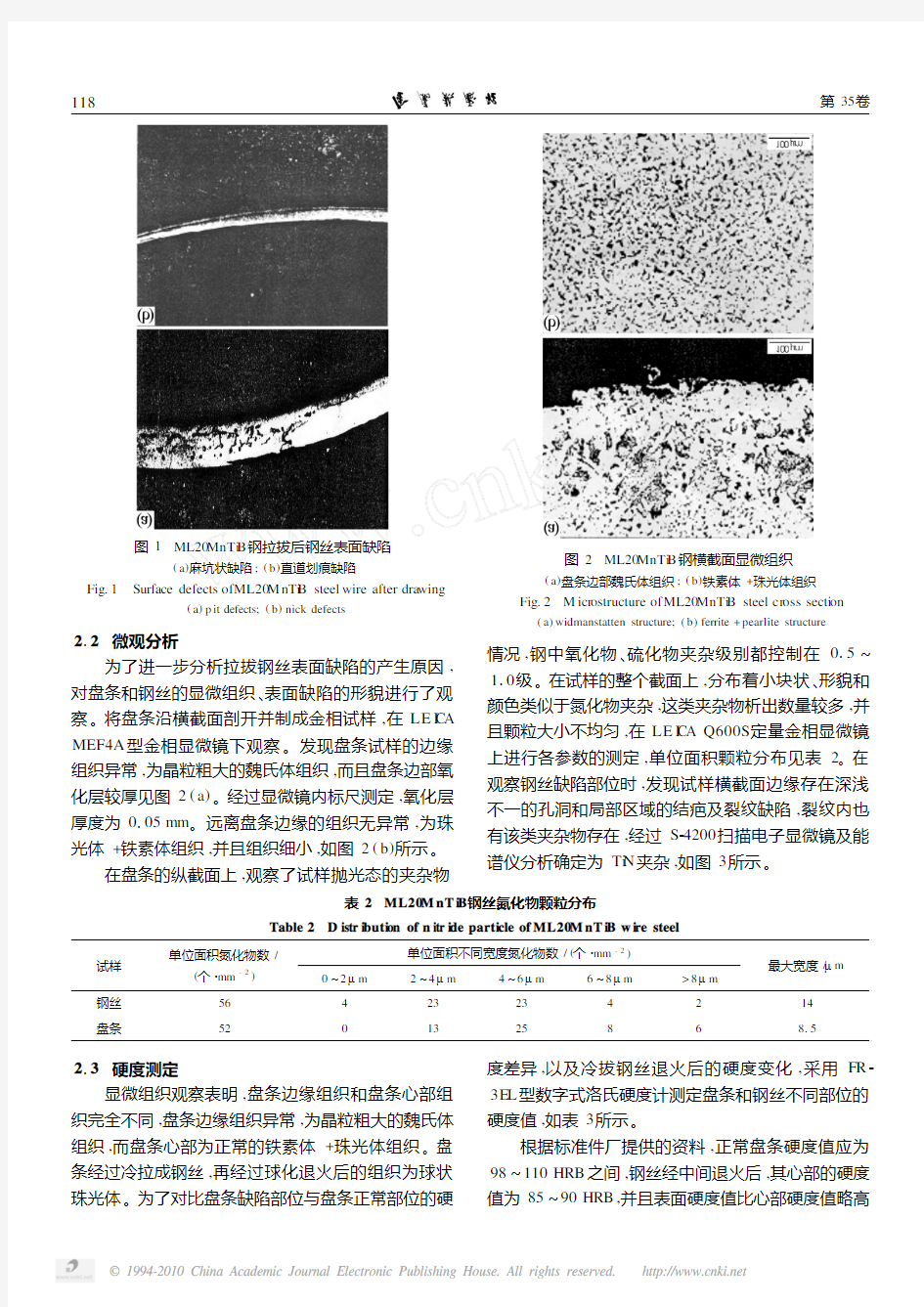
为了进一步分析拉拔钢丝表面缺陷的产生原因,对盘条和钢丝的显微组织、表面缺陷的形貌进行了观察。将盘条沿横截面剖开并制成金相试样,在LE I CA MEF4A 型金相显微镜下观察。发现盘条试样的边缘
组织异常,为晶粒粗大的魏氏体组织,而且盘条边部氧化层较厚见图2(a )。经过显微镜内标尺测定,氧化层厚度为0105mm 。远离盘条边缘的组织无异常,为珠光体+铁素体组织,并且组织细小,如图2(b )所示。
在盘条的纵截面上,
观察了试样抛光态的夹杂物
图2 ML20MnTi B 钢横截面显微组织
(a )盘条边部魏氏体组织;(b )铁素体+珠光体组织
Fig 12 M icr ostructure of ML20MnTi B steel cr oss secti on
(a )widmanstatten structure;(b )ferrite +pearlite structure
情况,钢中氧化物、硫化物夹杂级别都控制在015~110级。在试样的整个截面上,分布着小块状、形貌和
颜色类似于氮化物夹杂,这类夹杂物析出数量较多,并且颗粒大小不均匀,在LE I CA Q600S 定量金相显微镜上进行各参数的测定,单位面积颗粒分布见表2。在观察钢丝缺陷部位时,发现试样横截面边缘存在深浅不一的孔洞和局部区域的结疤及裂纹缺陷,裂纹内也有该类夹杂物存在,经过S 24200扫描电子显微镜及能谱仪分析确定为Ti N 夹杂,如图3所示。
表2 ML20M nT i B 钢丝氮化物颗粒分布
Table 2 D istr i buti on of n itr i de parti cle of ML20M nT i B w i re steel
试样单位面积氮化物数/
(个?mm -2)
单位面积不同宽度氮化物数/(个?mm -2)
0~2μm
2~4μm 4~6μm 6~8μm
>8μm 最大宽度/μm
钢丝56423234214盘条
52
13
25
8
6
815
213 硬度测定
显微组织观察表明,盘条边缘组织和盘条心部组织完全不同,盘条边缘组织异常,为晶粒粗大的魏氏体组织,而盘条心部为正常的铁素体+珠光体组织。盘条经过冷拉成钢丝,再经过球化退火后的组织为球状珠光体。为了对比盘条缺陷部位与盘条正常部位的硬
度差异,以及冷拔钢丝退火后的硬度变化,采用FR 23E L 型数字式洛氏硬度计测定盘条和钢丝不同部位的
硬度值,如表3所示。
根据标准件厂提供的资料,正常盘条硬度值应为98~110HRB 之间,钢丝经中间退火后,其心部的硬度
值为85~90HRB ,并且表面硬度值比心部硬度值略高
第1期华 蔚:ML20M nTi B 冷镦钢开裂原因分析
119
表3 ML20M nT i B 钢盘条不同部位的硬度值
Table 3 Hardness a t d i fferen t positi on s of
ML20M nT i B steel rod
测定部位硬度/HRB
平均硬度/HRB
盘条边缘75796673盘条心部85817982拉拔钢丝边缘50505853拉拔钢丝心部
81
81
81
81
图3 ML20M nTi B 钢拉拔钢丝裂纹内夹杂物能谱图
Fig 13 Eenergy s pectru m of the cracking inclusi on of
ML20M nTi B wire steel after cold dra wing
1~2HRB 。然而从盘条、钢丝硬度值上分析,盘条边
缘和心部的硬度值偏低,盘条边缘硬度在66~79HRB ,盘条心部硬度在79~85HRB ,盘条边缘硬度
低于盘条心部硬度,这与标准件厂所要求的正常盘条硬度值变化规律相违背。进一步分析拉拔钢丝边缘和心部硬度的变化情况,可以看出,钢丝边缘硬度只有50~58HRB ,而钢丝心部硬度则为81HRB 。钢丝硬
度数据表明,盘条边缘组织异常不仅对盘条冷拔性能有影响,而且对最终成品钢丝硬度也有影响。
3 分析讨论
分析钢丝表面麻坑缺陷处的形貌和组织可以看出,麻坑处表面氧化皮经酸洗后已全部剥落,沿缺陷部位剖开后观察,靠近试样表面有较多的结疤状缺陷,而且存在较多的氧化皮,这说明钢丝麻坑处的缺陷在钢
丝拉拔前就已存在,即盘条在轧制过程中,由于辊环、导卫表面粘钢或表面粗糙致使盘条表面产生结疤现象。结疤处的氧化物在钢丝酸洗过程中剥落,从而导致钢丝表面出现大量的麻坑缺陷并使钢丝在冷拔时发生开裂。
分析盘条直道划痕缺陷处的显微形貌可以看出,横截面直道周围有大量深浅不一的氧化孔洞,孔洞周围无裂纹存在。由于生产高强度螺栓的工艺流程较复
杂,即高线盘条→酸洗→拉拔(油拉)→中间退火→二次拉拔(石灰干拉)→冷镦成形→热处理→发黑→包装等工序。通过对直道划痕冷拔并经过中间退火钢丝试样的组织分析,钢丝的基体组织为球状珠光体,为正常的球化退火组织。根据标准件厂提供的资料,中间退火工艺为:加热温度在700℃以上,保温时间≥3h,然后随炉冷却到500℃,出炉空冷。由于钢丝在拉拔过程中经过球化退火,从组织上无法判定直道缺陷处的脱碳情况,但是盘条组织和硬度的异常会加剧钢丝在后道拉拔过程中表面缺陷的产生,并影响钢丝的冷拔性能。盘条组织异常和心部硬度偏低,与钢坯的加热温度过高和加热时间过长有关,致使钢坯表层氧化脱碳严重和奥氏体晶粒吞并长大,盘条热加工后,如果冷却速度控制不好,过冷奥氏体转变成晶粒较粗大的魏氏组织,形成这类组织对盘条的综合性能不利,造成盘条总体硬度值偏低和严重不均匀,并产生了盘条表面硬度低于心部硬度的反常现象。
ML20MnTi B 钢中钛作为微合金化元素加入,其目
的是细化奥氏体晶粒,提高钢的强韧性。如果钢中氮化钛颗粒的析出数量较多、颗粒尺寸较大,它对阻止晶粒粗化和析出强化没有作用
[425]
,而对钢材的加工性能
和最终成品的韧性产生不利影响。通过控制钢中的氮钛溶度积、控制钢液成分和冷却速度以控制Ti N 析出相的尺寸与数量,是ML20MnTi B 钢生产中的一项重要任务。
4 结论
1)高速线材轧机的辊环、导卫装置状态对盘条表
面质量的控制极其关键。如果盘条轧制时,轧机辊环、导卫表面没有处理干净或导卫表面比较粗糙,则盘条表面容易产生结疤缺陷,最终引起钢丝冷镦开裂。
2)钢坯加热温度过高和保温时间过长,不仅使ML20MnTi B 盘条表面出现了异常、晶粒粗大的魏氏体
组织,而且使盘条表面和心部的硬度值都偏低,硬度值低于标准件厂提出的硬度值范围。这一现象对盘条后
第35卷 第1期
2010年
1
月
HEAT T RE AT ME NT OF MET ALS
Vol 135No 11
January 2010
4Cr13钢棒热处理裂纹分析
张彦文
1,2
,王继辉1,陈 宇
2
(11武汉理工大学材料科学与工程学院,湖北武汉 430070;21武钢研究院,湖北武汉 430080)
摘要:4Cr13钢棒料(<190mm )淬火后出现纵向裂纹,通过宏观和微观分析对4Cr13钢棒料淬火后出现纵向裂纹的原因进行分析。结果表明,4Cr13钢原材料颗粒夹杂物较多、网状碳化物和淬火应力导致了纵向开裂。关键词:4Cr13钢;淬火裂纹;夹杂物;网状碳化物
中图分类号:TG156135 文献标志码:B 文章编号:025426051(2010)0120120203
Crack ana lysis of 4Cr13steel bar after hea t trea t m en t
ZHANG Yan 2wen
1,2
,WANG J i 2hui 1,CHE N Yu
2
(11School of Materials Science and Engineering,W uhan University of Science and Technol ogy,W uhan Hubei 430070,China,
21Research and Devel opment Center of W uhan Ir on and Steel Company,W uhan Hubei 430080,China )
Abstract:Longitudinal cracks of 4Cr13steel bar (<190mm )were found after quenching and the cracking reas ons were studied by macr o 2m icr ostructural metall ography analysis 1The results show that the granular inclusi ons,net w ork carbide and quenching stress lead t o l ongitudinal cracks 1
Key words:4Cr13steel;quenching crack;inclusi on;net w ork carbide
收稿日期:2009206202
作者简介:张彦文(1972—),男,湖北孝感人,高级工程师,博士在读,主要从事金属材料失效分析的研究,发表论文9篇。联系电话:027*********,E 2mail:zy w8372@1631com
一件<190mm ×2370mm 的4Cr13棒料热处理油淬后出现两条裂纹。热处理方式为常规热处理(1050~1100℃淬火,N32淬冷+200~300℃回火),硬度要求为30~33HRC 。出现裂纹的棒料回火后硬度检验为3211、3118、3213、3116HRC,符合技术要求范围。
1 宏观检验
裂纹分布见图1。AB 裂纹长2300mm ,由A 向B 开裂,起始端裂纹宽约2mm ,然后逐渐变细,裂纹呈不规则的锯齿状;CD 裂纹长290mm ,由C 向D 开裂,裂纹最宽处约1mm 。两裂纹相距约10mm
。
图1 4Cr13钢裂纹分布图
Fig 11 Sche matic of cracks distributi on of 4Cr13steel
为了弄清试样开裂原因,选取较大裂纹进行分析。试样经垂直棒料长度方向切割后,用体积比1∶1盐酸水溶液煮沸后浸泡30m in 观察,可见横截面上裂纹由圆钢表层沿径向扩展到中心,深度约115mm ,裂纹平直无分支,在径向磨面上除有一条裂纹外,未发现其它较严重低倍组织缺陷,见图2。
2 扫描电镜观察
沿较粗大裂纹起始端局部截取试样,露出裂纹面,
序拉拔或钢丝的冷镦性能极其不利,最终将会导致拉拔钢丝表面缺陷产生。
3)ML20MnTi B 钢中钛作为微合金化元素加入,其目的是细化奥氏体晶粒,提高钢的强韧性。如果钢中氮化钛颗粒的析出数量较多、颗粒尺寸较大,不仅不起作用,反而会对钢材的加工性能和最终成品的韧性产生不利影响。
参考文献:
[1]殷瑞钰.钢的质量现代进展[M ].北京:冶金工业出版社,1995.[2]宋维锡.金属学[M ].北京:冶金工业出版社,1984.
[3]姜亚飞.我国紧固件行业现状及发展趋势[J ].金属制品,2005,31
(1):26.
[4]刘嘉禾.钒钛铌等微合金化元素在低合金钢中的基础研究[M ].北
京:科学技术出版社,1992.
[5]雍歧龙.钢铁材料中的第二相[M ].北京:冶金工业出版社,2006:
4302460.
综述 管线钢指用于输送石油、天然气等的大口径焊接钢管用热轧卷板或宽厚板。管线钢在使用过程中,除要求具有较高的耐压强度外,还要求具有较高的低温韧性和优良的焊接性能。随着石油、天然气消费量的增长,其输送的重要性显越发突出,尤其是长距离输送。而提高输送效率,提高输送的经济效益就要通过加大输送管道口径,提高输送压力来解决。从而提高了对高级别、高性能管线钢的需求。 国外高级别管线钢呈现强劲的发展趋势,从20世纪70年代初期X65管线钢开始投入使用,80年代X70级管线钢逐渐被引入工程建设,1985年API标准中增加了X80钢级,随后X80开始部分在一些管线工程中使用,并很快就投入到X100和X120管线钢的开发试制工作。有关X100最早的研究报告发表于1988年,通过大量工作已形成很好的技术体系。高级别管线钢概述我国管道建设正处于大力发展阶段,因此管线钢的发展也非常迅速。20世纪50~70年代管线钢主要采用A3钢和16Mn钢;70年代后期和80年代采用从日本进口的TS52K钢(相当于X52级钢);90年代,管线钢主要采用的X52、X60、X65级热轧板卷主要由宝钢和武钢生产供应。“八五”期间成功研制和开发了X52~X70级高韧性管线钢,并逐步得到广泛应用。西气东输工程采用了X70级管线钢并逐渐向X80过度。国内管线钢生产技术现状分析由于市场要求单管输气量不断提高。我国早期四川、西北地区的天然气管道采用X52及以下钢级、426mm以下管径的管线钢管,设计年输气量在10亿m3/a以下;陕京一线第一次采用了X60钢级、
D660mm管线钢管设计年输量提高到33亿m3/a;西气东输一线采用X70钢级、D1016mm管线钢管,设计年输量提高到170亿m3/a;最近建设的西气东输二线管道,采用X80钢级、D1219 mm管线钢管,设计年输量提高到300亿m3/a。 这种单管输气量不断提高的趋势仍在持续。当前国际上新一轮巨型天然气长输管道,单管输气量将达到450亿-500亿m3/a的水平。干线一般采用X80钢级,具有输送距离长、采用更高工作压力和大管径输送的特点。 一个具有代表性的项目是正在建设的俄罗斯巴甫年科沃-乌恰天然气管道。管线长度1100km,采用1420mm管径和K65(类似于X80)钢级,输送压力11.8MPa,单管设计输气量约500亿m3/a,计划于2012年第三季度进行系统调试。 另一个有代表性的项目是拟在北美建设的阿拉斯加北坡天然气外输管道,管道的输送能力约465亿m3/a,管线长度2737km,采用1219mm管径和X80钢级,将阿拉斯加北坡丰富的天然气资源输送到加拿大和北美市场。 我国也已在规划研究未来多条西气东输管道(西三线~西八线)的方案。包括将单管输气量提高到400亿~500亿m3/a的多种方案都在研究之中。 由于西气东输二线采用的X80钢级、管径1219mm,12MPa工作压力的方案只能达到300亿m3/a的输气能力,要将输气能力进一步提高到400亿-500亿m3/a,只能进一步提高输送压力和管径。
铸钢件缺陷产生的原因分析 铸钢阀门由于其成本的经济性和设计的灵活性,因而得到广泛的运用。由于阀门铸件的基本结构属于中空结构,形状比较复杂,铸造工艺受到铸件尺寸、壁厚、气候、原材料和施工操作的种种制约,因此,铸钢件常常会出现砂眼、气孔、裂纹、缩松、缩孔和夹杂物等各种铸造缺陷, 生产控制有一定难度,尤以砂型铸造的合金钢铸件为多。因为钢中合金元素越多钢液的流动性越差,铸造缺陷就更容易产生。 一、铸钢的铸造工艺特点 铸钢的熔点较高,钢液易氧化、钢水的流动性差、收缩性大,其体收缩率为10~14%,线收缩为1.8~2.5%。为防止铸钢件产生浇不足、冷隔、缩孔和缩松、裂纹及粘砂等缺陷,必须采取较为复杂的工艺措施: 1、由于钢液的流动性差,为防止铸钢件产生冷隔和浇不足,铸钢件的壁厚不能小于8mm;浇注系统的结构力求简单;采用干铸型或热铸型;适当提高浇注温度,一般为1520°~1600℃,因为浇注温度高,钢水的过热度大、保持液态的时间长,流动性可得到改善。但是浇温过高,会引起晶粒粗大、热裂、气孔和粘砂等缺陷。因此一般小型、薄壁及形状复杂的铸件,其浇注温度约为钢的熔点温度+150℃;大型、厚壁铸件的浇注温度比其熔点高出100℃左右。 2、由于铸钢的收缩量较大,为防止铸件出现缩孔、缩松缺陷,在铸造工艺上大都采用冒口、冷铁和补贴等措施,以实现顺序凝固。
3、为防止铸钢件产生缩孔、缩松、气孔和裂纹缺陷,应使其壁厚均匀、避免尖角和直角结构、在铸型用型砂中加锯末、在型芯中加焦炭、以及采用空心型芯和油砂芯等来改善砂型或型芯的退让性和透气性。 4、铸钢的熔点高,相应的其浇注温度也高。高温下钢水与铸型材料相互作用,极易产生粘砂缺陷。因此,应采用耐火度较高的人造石英砂做铸型,并在铸型表面刷由石英粉或锆砂粉制得的涂料。为减少气体来源、提高钢水流动性及铸型强度,大多铸钢件用干型或快干型来铸造,如采用CO2硬化的水玻璃石英砂型。 二、铸钢件常见的铸造缺陷 铸钢件在生产过程中经常会发生各种不同的铸造缺陷,常见的缺陷形式有:砂眼、粘砂、气孔、缩孔、缩松、夹砂、结疤、裂纹等。 A )砂眼缺陷 砂眼是由于金属液从砂型型腔表面冲下来的砂粒(块),或者在造型、合箱操作中落入型腔中的砂粒(块)来不及浮入浇冒系统,留在铸件内部或表面而造成的。砂眼缺陷处内部或表面有充塞着型(芯)砂的小孔,是一种常见的铸造缺陷。 B)粘砂缺陷 在铸件表面上,全部或部分覆盖着一层金属(或金属氧化物)与砂(或涂料)的混(化)合物或一层烧结构的型砂,致使铸件表面粗糙,难于清理。粘砂多发生在型、芯表面受热作用强烈的部位,分机械粘砂和化学粘砂两种。机械粘砂是由金属液渗入铸型表面的微孔中形成的,当渗入深度小于砂粒半径时,铸件不形成粘砂,只是表面粗糙,当渗入深度
超高频强度钢的疲劳断裂行为 J. Mater. Sci. Technol., Vol.24 No.5, 2008 1) 国家重点实验室的先进加工钢材和产品,北京100081,中国 2) 国家工程研究中心,北京100081钢铁技术先进,中国 3) ,燕山大学,秦皇岛,中国 ⑷对金属的中国社会,北京100711,中国 疲劳断裂行为的超高强度钢与不同熔化过程,研究了夹杂物尺寸不同通过用在旋转弯曲疲劳机上多达107循环加载。观察骨折面发射扫描电子显微镜(FESEM。当它被发现时已经尺寸的夹杂物对疲劳行为未清除。对钢在AISI 4340夹杂物尺寸小于5.5微米,所有的疲劳裂纹除的确做到了包含但不引发的地表和传统从标本的s - n曲线的存在。对65Si2MnW在100和Aermet钢平均12.2和14.9米,疲劳裂纹在较低的夹杂物引发的s - n曲线应力幅值和逐步进行观测。弯曲疲劳 强度的s - n曲线显示一个不断下降和疲劳失效的大型氧化物夹杂源于对60Si2CrVA 钢平均夹杂物的尺寸44.4米。在案件的内部骨折在周期超越约1X 106 65Si2MnWI?60Si2CrVA钢、夹杂物sh-eye经常发现里面和颗粒状明亮的方面(GBF)进行了观察附近约夹杂。GB尺寸的增加这个循环数的增加对失败的长寿命的政权。结构应力强度因子的价值范围内裂纹萌生施工现场对GBI与Nf几乎不变, 几乎是相等的表面夹杂物和内部包含在周期低于约1X 106。既不sh-eye GBF也 没有观察到100 Aermet钢在目前的研究中。 关键词:High-cycle超高强度钢疲劳,夹杂物s - n曲线,鱼眼骨折 1、介绍 High-cycle疲劳(HCF)失败是普通的实用的建筑工程项目的土石方作业。因此,广泛的研究已进行多年了令人满意的理解和解决方案尚未达成。众所周知,有一个很好的旋转弯曲疲劳强度之间的关系,如光滑的标本和抗拉强度、维氏 硬度、高压、或低或中等强度。对于低或中等强度钢如下 (T w 心 0.5Rm (T w 心 1.6HV (1) 在这种情况下,从疲劳裂纹倾向于表面,因此被称为表面的结构。然而,在较高 的拉伸强度范围或维氏硬度、线性相关性没发生,有了更多的散射或甚至星体疲劳强度值。疲劳断裂的起源的高强度钢的表面并不总是,但经常还有一定距离尤其是forhigh-cycle 疲劳,因此被称为内部断裂。断裂表面经常展现一个小光滑斑裂纹起
概况描述:生产上的齿轮轴在使用两个星期后,突然发生断齿,给生产造成了很大的损失。为了弄清楚产生断裂的原因, 1、化学成份分析 从成份上看,大有材料为38 Cr Mo Al ,小的材料为20 Cr MnMo 2、宏观形貌 大:断口处晶粒粗大稍发亮,为脆性断裂。小:断口处晶粒细小,瓷性灰色断口,为韧性断裂。(如图示) 3、金相组织分析 (1)大的金相组织 100X 40X 200X 齿轮表面的渗氮层厚:0.30mm ,渗层硬度801HV 1,表面有数条垂直于表面的微裂纹,裂纹周围组织无脱碳,裂纹长度稍长于渗层。 200X 断裂处的显微组织形貌
200X 中心组织:回火索氏体加屈氏体加条状及半网状铁素体。 (2)小的金相组织 200X 40X 齿轮渗碳层厚1.5 mm,有效硬化层厚0.8 mm,表面有数条细小的裂纹沿晶向里延伸,渗层硬度637HV1。 200X 表面渗碳和过渡区组织,表面为高碳马氏体和细小的颗粒状碳化物,往里为马氏体组织。500X 中心组织:低碳板条马氏体组织。 4、原因分析 (1)大的材料为氮化钢,小的材料为渗碳钢,符合材料的牌号。(2)从金相组织上分析 大的心部组织为回火索氏体加屈氏体加条状、半网状的铁素体,为非正常的调质组织,这是因为淬火时,由于加热温度太低或保温时间太短,使铁素体未能完全溶解,经过淬火、回火后,仍存在于基体中。调质后出现这种组织,属于不良的显微组织。齿轮表面有数条微小的细裂纹,这些裂纹的产生是氮化时,由于氮在铁素体中的扩散速度较大,氮化后铁素体中的氮浓度较高,易形成须状氮化物从而从使氮化层脆性较大。因此渗层组织不均匀(?),致使在使用过程中齿根部受到拉应力的作用而导致脆性断裂。
二级齿轮轴齿面开裂原因分析报告 一、 情况简述:二级齿轮轴经试机运行后开箱检查发现齿面上存在裂纹缺陷,如1图所示:裂纹出现在分度圆与齿根之间沿着轴向伸长,其外观已呈开放型并以相同的形式分布在多个轮齿的同一侧齿面上。 该零件采用20CrMnTiH材料制造、模数m n=12,滚齿后经渗碳淬火热处理要求为:⑴ 磨齿 前硬化层深度 2.5~2.8mm(界限值550HV1),齿面经磨削加工后成品有效硬化层深度2.0~2.2mm(界限值550HV1);⑵ 齿表面硬度58~62HRC,心部硬度33~48HRC;⑶ 金相按JB/T6141.3《重载 齿轮渗碳金相检 验》,表层组织:马 氏体、残留奥氏体 1~4级合格,碳化 物1~3级合格;心 部组织1~4级合 格。为分析齿面裂 纹形成原因,在图 1所示多个白色印 记处割取试样检 查,结果报告如下: 二、金相分析及显 微硬度检查:从多 处切割试样观察裂 纹断面均呈现如图 2所示弧线形态, 图示裂纹环绕经过 齿面表层 1.60mm 深度范围,裂隙内 部及附近无夹杂 物、无疏松等材料 缺陷,浸蚀检查:⑴ 表层组织:多段查看裂纹及附近最表面层显现出断面为月牙状白色区域,如图3所示为其中较小的一处可窥见其全貌,是典型的磨削产生二次淬火组织,图4显示一条裂纹穿过二次淬火层的情形,图5为二次淬火层较深的部位:白色区域深度达到0.27mm,紧邻的次表层为深色过度回火组织(测得该处最低显微硬度值仅451HV1),此处测得复合型总变质层
深度接近1.6mm;检查渗碳淬火表层金相组织,马氏体及残留奥氏体2级,如图6所示为齿顶部位同时存在断续点状和细条状碳化物,呈不均匀的网状分布综合评定为4级;经磨削后的齿面表面碳化物级别为3级。⑵ 心部组织:如图7所示心部铁素体评为5级。 三、宏观硬度及硬化层深度检查:⑴ 表面硬度:从齿顶测量59.5,60.5,60HRC;⑵ 硬度梯度及硬化层深度:在齿分度圆处测量数据见表1,绘制硬度梯度曲线如图7,由此测得该齿轮轴成品齿面分度圆处有效硬化层深度:1.93mm (界限值550HV 1);由图可见因磨削烧伤从0.7mm 深度起,向 外硬度呈下降状态最表层硬度值低于400HV 1;⑶心部硬度:26.5,28,27HRC。 四、分析与结论:(1)以上检查显示齿轮轴齿面开裂处无原材料缺陷,齿面裂纹的产生明显由磨削引起。因磨削工艺控制不当使磨齿加工表面温度急剧上升,形成较深的二次淬火层和过度回火组织,随着组织改变材料的硬度、强度下降并带来表面比容变化产生较大应力,以及瞬间激烈热胀冷缩应力和切削加工力结合,超过此处材料仅有的强度极限,形成了与热处理淬火开裂状态相似的表面裂纹。(2)从检查中发现该零件自身存在热处理质量缺陷:a、表面碳化物呈网状分布,会加大材料开裂倾向;b、心部硬度偏低与心部组织不符合要求,降低轮齿抗弯曲疲劳能力。 五、改进措施与建议:(1)磨削烧伤区分布在分度圆下近齿根1/3带上,客观上表明该处磨削加工余量最大,使之成为磨削缺陷易产生部位,应考虑适当减少此处热后磨削量;(2)查找磨削工序上的原因,从机器、磨具、操作、冷却效果等方面降低磨削发热现象、抑制磨削热的过多产生;(3)加强对热处理零件内在质量的监察,同时加强对产品外观缺陷的检查,防止不合格品甚至废品混入最后工序。 XXXX有限公司 生产中心 工艺组 钢 件 部 质量组 2009-10-10 表1 齿面裂纹处硬度梯度测量数据 至表面距离mm 0.05 0.1 0.2 0.3 0.40.50.60.8 1.0 1.2 1.6 1.9 2.0 2.2 心部硬化层深度硬度值 HV 1 347 458 507 546 583 602 652 699 699 675 647 559 531 505 287 1.93mm
管线钢综述 欧阳高凤 摘要:本文对管线钢的大概发展历程、成分冶金、显微组织、力学性能、轧制工艺、焊接性及焊接工艺进行了论述,从而能够了解管线钢的发展,为课题研究打下基础。 关键词:管线钢成分显微组织力学性能生产工艺焊接工艺发展 1 管线钢的大概发展历程 半个多世纪以来,随着石油和天然气的开发和需求量的增加,从而带动了管线钢的发展。由于管道运输具有经济、方便、安全等特点,进入二十一世纪以来,管线钢呈现蓬勃发展的趋势。我国管线钢的应用和起步较晚,过去已铺设的油、气管线大部分采用Q235和16Mn钢。我国开始按照API标准研制X60、X65管线钢,并成功地与进口钢管一起用于管线铺设。90年代初宝钢、武钢又相继开发了高强高韧性的X70管线钢,随后成功研制了X80管线钢,X70和X80管线钢已大量应用于油气管道运输中。近几年开发的高强韧的X100和X120管线钢还处在试验阶段,应用方面还比较少。 在我国,石油、天然气的运输基本上已经实现了管道运输。但是与世界上工业发达国家相比,国内的管道运输在质量上和数量上都存在很大差距。中国虽然为世界的主要石油出产国之一,但输油输气的管道不足世界管线总长度的百分之一,而且普遍存在输送压力低、管径小的缺点。随着我国油气资源的进一步开发利用,西气东输的工程实施,油气管线向长距离、大口径发展是必然趋势。下面从管线钢的冶金成分、显微组织、力学性能、生产工艺及焊接工艺等方面,进一步较详细的介绍管线钢的发展。 2 管线钢的冶金成分的发展 管线钢和其他的微合金钢一样,都是在传统的C-Mn钢的基础上加上合金元素。合金元素主要以Nb、Ti、V或少量的Mo、Cu、Ni、Cr及B为主,以这些合金元素来对管线钢进行合金设计,以达到不同的强度等级及性能要求。 管线钢的冶金成分的发展大致经历三个阶段。第一阶段为1950年以前,是以C-Mn和C-Mn-Si钢为主的普通碳钢,强度级别在X52以下。第二阶段为1950-1972年,在C-Mn钢的基础上引入微量的Nb、Ti、V,通过相应的热轧和轧后处理工艺,提高了钢的综合性能,生产出X60及X65级别的钢。第三阶段为1972年至今,这一阶段合金化的发展特点为微合金的多元化,相继又加入少量的Mo、Cu、Ni、Cr及B,结合控轧控冷的新工艺,生产出综合性能优异的管线钢,主要以X70和X80管线钢为主,X100和X120管线钢在试验研究阶段。 下面具体论述以下管线钢中这些合金元素或微合金元素的作用及添加量。2.1 碳 碳是最传统的合金元素、强化元素,而且也是最经济的元素,但它对钢的可焊性影响很大。碳是影响焊接性能最敏感的一个元素,所以20多年来管线钢的碳含量是逐步趋向于低碳或超低碳方向发展。而且随着含碳量的增加,韧性下降,偏析加剧,抗HIC和SSC的能力下降。因此,随着管线钢级别的提高,碳含量应逐渐降低。管线钢的含碳量从开始的1.0%左右逐步降低,最低可达到0.01%。
常见外观缺陷的预防及处理方法 外观缺陷,顾名思义,就是存在于构件表面,目视可见的表面质量问题。大致可归纳为:不连续、不规则、不彻底。 不连续:这里所说的不连续是指均匀连续物体中的中断,比如:存在于焊缝中的裂纹、咬边、气孔、夹杂、未熔合、未焊透等等;也有存在于构件母材中的,夹层、重皮、麻点、压痕等。这些不连续有的存在于内部,有的存在于表面。在此我们只讨论存在于焊缝或母材表面的不连续。当这些不连续的尺寸或密集度超过了标准的限值,那么它就是缺陷。就必须对这些缺陷进行修补或加强。因为存在缺陷的构件会影响构件的使用性能,部分缺陷甚至存在安全隐患。 不规则:这里所说的不规则就是指与理想形态存在偏差。如:焊瘤、未焊满等不规则的焊缝成型状态;母材因焊接变形而存在的形状偏差。部分不规则同样会危害构件的使用,如:焊缝上的焊瘤会在焊缝与母材间形成尖锐的缺口,从而产生应力集中,危害焊缝连接的可靠性;工字梁的腹板弯曲变形,会影响工字梁的受力性能,使其承载强度下降。所以超标的不规则必须按规范处理。 不彻底:这里所说的不彻底是指要求清除、清理的焊渣、飞溅、毛刺等未处理或处理不彻底。这些质量问题对构件的危害程度虽不如不连续那么严重,但这些存在于构件表面,直观可见的问题,直接影响产品的质量形象。而且这些毛毛刺刺也不只是影响构件的美观形象,它同样存在潜在危害,如:要对构件表面进行防腐处理时,油漆很难在尖锐的毛刺、锐边上形成漆膜。焊渣及飞溅也会使漆膜存在断裂或与构件表面分离。这也使漆膜存在露点,使漆膜保护失效。 这些外观缺陷存在于构件各个表面,而且形态各异。检查及处理费时费工,而且部分缺陷处理非常困难,对于较复杂的结构件更为明显。不光是费时费工,还很难取得理想的效果。思考一下,你会发现:其实这些缺陷大多因不规范的施工造成。因为在施工时不按工艺要求而产生的,也有生产施工时不仔细对构件造成损伤。这些看似为了施工省时省工,但岂不知最后要花几倍的时间及人工去处理!;另外在生产处理这些外观缺陷时,常常会遗漏大量典型的外观缺陷未处理、有的缺陷也是多次处理未达标、还有的处理旧缺陷又造成新的缺陷、也有处理过度,造成浪费。所以对于这些外观缺陷,一定要在施工时注意预防,尽量减少这些外观缺陷的发生,在处理这些缺陷时,掌握一定的检查方法、了解各类缺陷的形态及修补的方法,针对处理、一步到位。这样才能真真做到省时省工,事半功倍。为此整理这出这份文档。对常见的缺陷进行描述及图片展示,让大家了解什么样的才是必须处理的缺陷。也会对各类缺陷的产生原因进行分析,从而在生产施工时注意预防。还有就是缺陷的修补处理方法,参考相关标准,让大家了解正确的缺陷处理方法,知道处理的具体要求。
45钢齿轮开裂原因分析 周维兴 (无锡宝露重工有限公司,江苏214000) 摘要:通过宏观形貌观察、低倍组织、金相检验等,分析得出45钢齿轮开裂的原因是材料组织缺陷和加热工艺不合理。 关键词:45钢齿轮;开裂;金相分析中图分类号:TG115 文献标志码:B Analysis of Fraction Cause for 45Steel Gear Zhou Weixing Abstract :By adopting means of macro appearance observation ,macro structure and metallurgical test ,fraction cause of 45steel gear has been analyzed ,which was structural defect of material and unreasonable heating process. Key words :45steel gear ;fraction ;metallurgical analysis 某公司生产的45钢齿轮出现开裂。齿轮大 致规格为 130mm ?30mm ,加工过程为:从圆钢棒上切锯坯料,经调质处理后进行机加工和滚齿,然后进行高频表面淬火(水冷,具体温度未明)和中低温回火。约有5%的齿轮在水冷淬火时出现开裂。开裂情况如图1所示。对齿轮开裂原因进行了分析。1 化学成分分析 从齿轮上取样进行化学成分检测,用Spectro MAXx 型直读光谱仪分析化学成分,检测结果见表1。 从分析结果可见,试样成分符合GB /T699中 45钢各种元素的范围要求。2金相和硬度检验2.1 夹杂物检验 在齿轮开裂处取试样,经磨制、抛光后按GB /T10561—2005进行非金属夹杂物级别评定,结果见表2。夹杂物在试样中的分布如图2所示。 图1齿轮开裂宏观形貌 Figure 1Macro appearance of cracked gear 表1试样化学成分分析(质量分数, %)Table 1 Chemical composition analysis of test specimen (mass fraction ,%) 元素C Si Mn S P Cr Ni Cu 标准值表面试样 0.42 0.50 0.47 0.17 0.37 0.28 0.50 0.80 0.61 ≤0.0300.025 ≤0.0300.020 ≤0.250.055 ≤0.250.023 ≤0.250.011 收稿日期:2013—05—23 3 4《中国重型装备》 No.4 CHINA HEAVY EQUIPMENT December 2013
材料系统说明01-SAMSS-022 1997年2月26日管线管断裂韧性试验方法 Saudi Aramco 案头标准 目录 1范围 2 2冲突与分歧 2 3参考文献 2 4管线管等级 2 5测试方法 3 6夏氏冲击功测试方法 3 7重力落锤冲击试验 4 8重新测试 4 9报告 4 10标准 4 1/4
文件范围:01-SAMSS-022 出版日期:年月日 计划再版:年月日 1 范围 本规范规定了适用API 5L管线管的冲击测试方法,当Saudi Aramco工程标准有要求时,名义直径大于或等于6英寸,壁厚为6.3mm到3.8mm(0.25到1.5英寸),对于野外铺设的管线管、流管、干线管,工作条件在0℃以上,应符合本规范要求。 本规范是01-SAMSS-033和01-SAMSS-035的增补要求,并且应附加于相关要求,引用要求和订单之兵团。本说明不适用于平端管线管。 2 冲突与分歧 2.1 当本说明与其它适用的Saudi Aramco材料系统说明(SAMSSs)、工程标准 (SAESs)、标准图样(SASDs),或工业标准、代号和形式菜任何冲突时,应 由公司或习方代理人写书面材料,通过Saudi Aramco咨询服务部的主管 人来解决。 2.2 将与本规范有偏差的全部要求用书面材料交给公司或买方代理代,他将按 公司内部程序SAEP-302处理并将这些要求转交给Dhahram市的Saudi Aramco咨询服务部的主管人。 3 参考文献 本规范所涉及的材料、设备、设计、结构、维护和设备及修理的选择应遵从下列参考文献的最新版本,除非人其它通知或这些文件指定的章节有变动。 3.1 Saudi Aramco参考文献 Saudi Aramco工程程序 SEAP-302 为获得一项Saudi Aramco强制的设计要求的指导 Saudi Aramco材料系统说明 01-SAMSS-033,API 5L 电焊管线管 01-SAMSS-035,API 管线管 3.2 工业代号和标准 美国石油学会 API 5L-SR 5&6 管线管说明,附加要求5(SR5)和附加要求6(SR6) 4 流体管分类 符合本说明范围的流体管,在这里根据在不同类型流的条件下服役所要求的冲击强度来分类。 2/4
高强度紧固件失效实例分析 ⅰ疲劳断裂的实例 一.疲劳断裂的特征 1.疲劳与断裂的概念: 疲劳是机械零件常见的失效形式,据统计资料分析,在不同类型的零件失效中,有50%—80%是属于疲劳失效。疲劳断裂在破坏前,零件往往不会产生明显的变形和预先的征兆,但破坏却往往是致命的,会酿成重大事故。疲劳损坏产生及发展有其特点,最终形成为疲劳断裂。 疲劳问题的探索,最早是在1839年,法国人彭赛列提出材料和结构件的疲劳概念,德国人A·沃勒在1855年研究了代表疲劳性能的应力应变与震动次数的理论(S—N曲线),并且提出了疲劳极限的概念,因此,沃勒被称为材料疲劳理论的奠基人。 疲劳与断裂的力学理论经过一百多年的发展,各行业具体疲劳断裂事例不断涌现,经过科学家及工程师不间断地研究和探索,目前,疲劳断裂科学理论不断地充实和发展,从而在本质上了解了疲劳破坏的机理。 疲劳概念的论述:金属材料在应力或应变的反复作用下发生的性能变化称为疲劳; 疲劳断裂:材料承受交变循环应力或应变时,引起的局部结构变化和内部缺陷的不断地发展,使材料的力学性能下降,最终导致产品或材料的完全断裂,这个过程称为疲劳断裂。也可简称为金属的疲劳。引起疲劳断裂的应力一般很低,疲劳断裂的发生,往往具有突发性、高度局部性及对各种缺陷的敏感性等特点。 2.疲劳的分类: (1)高周疲劳与低周疲劳 10的疲劳,如果作用在零件或构件的应力水平较低,破坏的循环次数高于5 称为高周疲劳,弹簧、传动轴、紧固件等类产品一般以高周疲劳见多。 10的疲作用在零件构件的应力水平较高,破坏的循环次数较低,一般低于4
劳,称为低周疲劳。例如压力容器,汽轮机零件的疲劳损坏属于低周疲劳。 (2)应力和应变来分: 应变疲劳——高应力,循环次数较低,称为低周疲劳; 应力疲劳——低应力,循环次数较高,称为高周疲劳。 复合疲劳,但在实际中,往往很难区分应力与应变类型,一般情况下二种类 型兼而有之,这样称为复合疲劳。 (3)按照载荷类型 弯曲疲劳 扭转疲劳 拉拉疲劳与拉压疲劳 接触疲劳 振动疲劳 随着断裂力学的不断发展,行业内广大的技术人员逐渐认识疲劳裂纹的产生 及其发展的规律,为控制和减少疲劳引起损害奠定了基础。 3.疲劳断裂的特征: 宏观:裂纹源—→扩展区—→瞬断区。 裂纹源:表面有凹槽、缺陷,或者应力集中的区域是产生裂纹源的前提条件。 疲劳扩展区:断面较平坦,疲劳扩展与应力方向相垂直,产生明显疲劳弧线,又 称为海滩纹或贝纹线。 瞬断区:是疲劳裂纹迅速扩展到瞬间断裂的区域,断口有金属滑移痕迹,有些产 品瞬断区有放射性条纹并具有剪切唇区。 微观:疲劳断裂典型的特征是出现疲劳辉纹。 一些微观试样中还会出现解理与准解理现象(晶体学上的名称,在微观显 象上出现的小平面),以及韧窝等微观区域特征。 4.疲劳断裂的特征: (1)断裂时没有明显的宏观塑性变形,断裂前没有明显的预兆,往往是突然性 的产生,使机械零件产生的破坏或断裂的现象,危害十分严重。 (2)引起疲劳断裂的应力很低,往往低于静载时屈服强度的应力负荷。 (3 )疲劳破坏后,一般能够在断口处能清楚地显示出裂纹的发生、扩展和最后这前三种疲劳,往往二种或二种以上交错进行或出现。 前三种类型一般在机械运动中经常出现,是疲劳损坏的主要形式。
热处理缺陷裂纹产生原因的分析 -------------------------------------------------------------------------------- 作者:张丽更新时间:2008-2-13 江苏盐城纺织职业技术学院 摘要:主要分析各种热处理方法及其他因素使金属零件产生裂纹的原因 关键词:热处理缺陷裂纹因素 热处理是通过加热和冷却,使零件获得适应工作条件需要的使用性能,达到充分发挥材料潜力,提高产品使用寿命和提高效能的重要的工艺方法。如果出现热处理缺陷,热处理就无法达到预期的目的,零件将成为不合格品或废品,从而造成经济损失。热处理缺陷一般按缺陷性质分类,主要包括裂纹、变形、残余应力、组织不合格、性能不合格、脆性及其他缺陷等七类。其中最危险的热处理缺陷是裂纹,一般将之称为第一类热处理缺陷,它属于不可挽救的缺陷;最常见的热处理缺陷是变形,一般称之为第二类热处理缺陷;其余缺陷如残余应力,组织不合格等属于第三类,一般统称为第三类热处理缺陷。 下面着重讨论有关热处理第一类热处理缺陷――裂纹。 一、金属零件的淬火裂纹 影响钢件淬火裂纹形成的因素众多,主要包括冶金因素、结构因素、工艺因素等。掌握各种因素作用,各因素对淬火裂纹影响的规律,对防止淬火裂纹的发生,提高成品率有重要的意义。 (1)钢件的冶金质量与化学成分的影响 钢件可用锻件、铸件、冷拉钢材、热轧钢材等加工而成,各种毛坯或材料生产过程中均可能产生冶金缺陷,或者将原料的冶金缺陷遗留给下道工序,最后这些缺陷在淬火时可扩展成淬火裂纹,或导致裂纹的发生。如铸钢件在热加工工艺过程中因加工工艺不当,在内部或表面可能形成气孔、疏松、砂眼、偏析、裂痕等缺陷;在锻件毛坯中,有可能形成缩孔、偏析、白点、夹杂物、裂纹等。这些缺陷对钢的淬火裂纹有很大的影响。一般说来,原始缺陷越严重,其淬火裂纹的倾向性越大。 钢的含碳量和合金元素对钢的淬裂倾向有重要影响。一般说来,随着马氏体中含碳量的增加,增大了马氏体的脆性,降低了钢的脆断强度,增大了淬火裂纹倾向。在含碳量增加时,热应力影响减弱,组织应力影响增强。水中淬火时,工件的表面压应力变小,而中间的拉应力极大值向表面靠近。油中淬火时,表面拉应力变大。所有这些都增加了淬火开裂倾向。而合金元素对淬裂的影响是复杂的,合金元素增多时,钢的导热性降低,增大了相变的不同时性;同时合金含量增大,又强化了奥氏体,难以通过塑性变形来松弛应力,因而增大热处理内应力,有增加淬裂的倾向。然而合金元素含量增加,提高了钢的淬透性,可用较缓和的淬火介质淬火,可以减少淬裂倾向。此外有些合金元素如钒、铌、钛等有细化奥氏体晶粒的作用,减少钢的过热倾向,因而减少了淬裂倾向。 (2)原始组织的影响 淬火前钢件的原始组织状态和原始组织对淬裂的影响很大。片状珠光体,在加热温度偏高时易引起奥氏体晶粒长大,容易过热,所以对原始组织为片状珠光体的钢件,必须严格控制淬火加热温度和保温时间。否则,将因钢件过热导致淬火开裂。具有球状珠光体原始组织的钢件,在淬火加热时,因为球状碳化物比较稳定,在向奥氏体转变的过程中,碳化物的溶解,
20CrMnTiH 齿轮轴断裂原因分析 刘 健, 陈宏豫, 寇志贤, 李春玉 (承德建龙特殊钢有限公司技术处,河北 兴隆067201) 摘要:采取宏观形貌分析、化学成分分析、金相分析等手段对20CrMnTi 齿轮轴断裂 原因分析,结果表明,热处理后基体强度偏低和相对于承载能力而言工作应力较大是导致齿轮轴发生快速脆性断裂的主要原因。 关键词:齿轮轴、断裂分析、组织 20CrMnTiH Gear Axle Break Analysis of Causes LIUJian,CHENHongyu,KOUZhixin,LiChunyu (Chengde long special steel co., Ltd.Technical Department, Hebei Xinglong 067201) Abstract: In this article use macro-morphology analysis, chemical analysis, microstructure analysis by means of the gear shaft 20CrMnTi Failure Analysis ,Last show the matrix strength after heat treatment relative to the carrying capacity of low and work stress in terms of larger gear shaft leading to the main reason of rapid brittle fracture. Key words: Gear shaft Fracture Analysis Organization 某公司用20CrMnTiH 作为农用三轮车变速箱上的四轮曲轴齿轮主选材,安装该批齿轮轴的三轮车发生多起断轴现象,断轴时行使时间大约100小时。 齿轮轴加工工艺:圆钢(直径为φ45mm )经冷剪下料 反射炉加热模锻 正火 机加工 渗碳淬火 180-200℃回火 喷砂 磨加工(花键外圆) 尺寸检验合格发货。设计齿轮轴渗碳硬化层厚度0.6-1.0mm,齿面硬度58-64HRC ,心部组织硬度33-40HRC 。 1试样的制备及试验方法 对发生断裂的齿轮轴线切割取样,宏观检测端口表面形状,进行力学性能、化学成分和金相组织分析,找出发生断裂的原因。 2试验结果分析 2.1断裂齿轮轴成分分析 化学成分见表1 表1 材料化学成分分析结果及标准规定对照(W/%) 由表1看出:断裂齿轮轴的化学成份符合GB/T5216-2004中对20CrMnTiH 钢的规范要求。 2.2断裂齿轮轴力学性能
弹簧失效的原因分析 弹簧失效的原因分析 一、佛山弹簧分解弹簧永久变形及其影响因素 弹簧的永久变形是弹簧失效的主要原因之一 弹簧的永久变形,会使弹簧的变形或负荷超出公差范围,而影响机器设备的正常工作。 检查弹簧永久变形的方法 1.快速高温强压处理检查弹簧永久变形:是把弹簧压缩到一定高度或全部并紧,然后放在开水中或温箱保持10~60分钟,再拿出来卸载,检查其自由高度和给定工作高度下的工作载荷。 2.长时间的室温强压处理检查弹簧永久变形:是在室温下,将弹簧压缩或压并若干天,然后卸载,检查其自由高度和给定工作高度下的工作载荷。 二、弹簧断裂及其影响因素 弹簧的断裂破坏也是弹簧的主要失效形式之一 弹簧断裂形式可分为;疲劳断裂,环境破坏(氢脆或应力腐蚀断裂)及过载断裂。 弹簧的疲劳断裂: 弹簧的疲劳断裂原因:属于设计错误,材料缺陷,制造不当及工作环境恶劣等因素。 疲劳裂纹往往起源于弹簧的高应力区,如拉伸弹簧的钩环、压缩弹簧的内表面、压缩弹簧(两端面加工的压缩弹簧)的两端面。 受力状态对疲劳寿命的影响 (a)恒定载荷状态下工作的弹簧比恒定位移条件下工作的弹簧,其疲劳寿命短得多。 (b)受单向载荷的弹簧比受双向载荷的弹簧的疲劳寿命要长得多。 (c)载荷振幅较大的弹簧比载荷振幅较少的弹簧的疲劳寿命要短得多。 腐蚀疲劳和摩擦疲劳 腐蚀疲劳:在腐蚀条件下,弹簧材料的疲劳强度显著降低,弹簧的疲劳寿命也大大缩短。 摩擦疲劳:由于摩擦磨损产生细微的裂纹而导致破坏的现象叫摩擦疲劳。 弹簧过载断裂 弹簧的外加载荷超过弹簧危险截面所有承受的极限应力时,弹簧将发生断裂,这种断裂称为过载断裂。 过载断裂的形式 (a)强裂弯曲引起的断裂; (b)冲击载荷引起的断裂; (c)偏心载荷引起的断裂 佛山弹簧后处理的缺陷原因及防止措施 缺陷一:脱碳 对弹簧性能影响:疲劳寿命低 缺陷产生原因:1、空气炉加热淬火未保护气2、盐浴脱氧不彻底 防止措施:1、空气炉加热淬火应通保护气或滴有机溶液保护:盐浴炉加热时,盐浴应脱氧,杂质BAO质量分数小于0.2%。2、加强对原材料表面质量检查 缺陷二:淬火后硬度不足
齿轮失效分析实例 齿轮是传递运动和动力的一种机械零件。齿轮的类型以及特点不仅可决定齿轮的运转特性,并且也决定了它是否会过早地失效。 齿轮失效的类型可划分为四种: (1)磨损失效,是指轮齿接触表面的材料损耗; (2)表面疲劳失效,是指接触表面或表面下应力超过材料疲劳极限所引起的材料失效。进一步又可分为初始点蚀、毁坏性点蚀和剥落。 (3)塑性变形失效,是指在重载荷作用下表面金属屈服所造成的表面变形。它又可进一步分为压塌和飞边变形、波纹变形和沟条变形。 (4)折断失效,是指整个轮齿或轮齿相当大的一部分发生断裂。可以进一步分为疲劳折断、磨损折断、过载折断、淬火或磨削裂纹引起的折断等。 本章主要介绍变速箱齿轮及被动齿轮的失效分析实例,供读者参考。 变速箱齿轮失效分析 1.45号钢齿坯裂纹分析 45号钢齿坯,由φ80mm圆钢落料后直接粗车成外径为φ78mm的柱体形状。其化学成分为:C:0.49%,Mn: 0.68%,Cr<0.2%。热处理工艺过程:在X—45箱式电炉中加热,到温度(820℃)装炉,装炉量109只,保温时间为一小时(工件达到温度后计算时间),工件用盐水冷却(冷却液不循环),水温20~30℃。回火温度为520~530℃(零件淬火后隔天回火)。经车削后,发现零件内孔平面和内孔上有较多裂纹,如图1和2所示。 图1 OPI 图象说明: 零件实物经SM-3R型渗透剂着色探伤后宏观形貌。经肉眼与放大镜观察,在齿坯内孔平面与内孔中有距离大致相等的5~6处较长的裂纹,裂纹均由内孔之平面与孔交界处为起始分别向内孔壁与平面扩展;内孔平面上和内孔交界处加工纹路明显且尖锐。
图象说明: 内孔平面试样作金相观察,有 数条裂纹交叉分布,其内充满氧化皮 夹杂。其微观裂纹长度不等,分别为 0.63mm,0.29mm,0.23mm及0.19等。 图2 OMI 200× 2.汽车变速箱齿轮失效 失效齿轮为载重汽车变速箱一挡齿轮,由渗碳钢制造,在进行台架试验时,未达到设计要求就发生断齿现象。 根据断口的形貌可断定该齿轮的断裂为高应力作用下引起的快速断裂。主动齿轮心部断口基本为韧窝,被动齿轮具有准解理断裂形貌,说明主动齿轮韧性较好,但强度较低。显微硬度证实了主动齿轮硬度较被动齿轮低。两只齿轮渗碳层中均有网状渗碳体析出,这将使表层韧性较低,致使在运转过程经受不了启动冲击应力的作用。本次断裂事故是由主动齿轮先断裂,进而引起被动齿轮崩齿,故在被动齿轮上还能看到碰伤的痕迹。因此,可以认为齿轮失效的原因为渗碳工艺控制不当(热处理不当)而引起断齿。 变速箱一挡齿轮发生断齿后的宏观实物如图3所示。主动齿轮及被动齿轮断齿后的宏观断口形貌见图4所示。 图象说明: 变速箱齿轮发生断齿后的宏观 实物形貌。 图3 OPI
1 5.1疲劳断裂失效的基本形式和特征 5.2疲劳断口形貌及其特征 5.3疲劳断裂失效类型与鉴别 5.4疲劳断裂失效的原因与预防 第5章疲劳断裂失效分析 2?按应力循环次数 当Nf>105时为低应力高周疲劳(通常所指) 当Nf<10 4时为高应力低周疲劳?按服役的温度及介质条件 机械疲劳、高温疲劳、低温疲劳 冷热疲劳、腐蚀疲劳?基本形式 切断疲劳:面心立方在单向压缩、拉伸及扭转条件下多以切断形式破坏 正断疲劳:大多数的金属构件的疲劳失效都是以此形式进行的,特别是体心立方金属 3 ?疲劳断裂的突发性?疲劳断裂应力很低 ?疲劳断裂是一个损伤积累的过程?疲劳断裂对材料缺陷的敏感性?疲劳断裂对腐蚀介质的敏感性 4 典型的疲劳断口一般有三个区,即疲劳源区、疲劳裂纹扩展区和瞬时破断区。疲劳断口的宏观特征与静载破坏的脆性断口相似,无明显的宏观塑性变形。 5 ?疲劳核心是疲劳破坏的起点,它总是位于零件强度最低或应力最高的地方。 ?零件承受弯曲、扭转疲劳负荷时,最大应力区是在零件的表面。 ?零件表面的加工刀痕、凹槽、尖角、台肩等处由于应力集中往往成为疲劳源。 ?如果零件内部存在缺陷,如脆性夹杂物、白点、空洞、化学成分的偏析等,则可能在零件内部产生疲劳源。 1、疲劳核心(或称疲劳源) 6 ù疲劳源的数目可以不止一个,在名义应力较高或是应力集中较为严重时,在高应力区域就可能产生几个疲劳源。 ù疲劳源的位置用肉眼或低倍放大镜就能判断,一般在疲劳区中磨得最光亮的地方。 ù在断口表面同时存在几个疲劳源的情况下,可按疲劳线的密度来确定疲劳源产生的次序,疲劳线的密度越大,表示起源的时间越早。
7 疲劳断口上最重要的特征区域 该区域上常有疲劳断裂独特的宏观标志,如贝纹状、蛤壳状、海滩波纹等。 贝纹线以疲劳源为中心,向四周推进呈弧形线条,垂直于 裂纹扩展方向。 对于光滑试样,疲劳弧线的圆心一般指向疲劳源区。扩展到一定程度时,也可能出现疲劳弧线的转向现象 当试样表面有尖锐缺口时,疲劳弧线的圆心指向疲劳源区的相反方向。 在低周疲劳断口上一般也不常能观察到贝壳状条纹线。 8 $疲劳裂纹达到临界尺寸后发生的快速破断,它的特征与 静拉伸断口中快速破坏的放射区及剪切唇相同,但有时仅出现剪切唇而无放射区。$对于非常脆的材料,此区为结晶状断口,即使是塑性良好的合金钢或铝合金,疲劳断件断口附近通常也观察不到宏观的塑性变形。 9 10 6与静载拉伸断裂时不同,拉压疲劳断裂的疲劳核心多源于表面而不是内部。缺口试样由于缺口根部有应力集中故靠近表面裂纹扩展快,结果形成波浪形的疲劳弧线。高应力导致疲劳稳定扩展区较小,而最终断裂区所占比例较大。 6旋转弯曲的疲劳源区一般出现在表面,但无固定地点,疲劳源可 以为多个。疲劳源区和最后断裂区相对位置一般总是相对于轴的旋转方向而逆转一个角度。而高应力集中时,最终撕裂面移向中心,呈现棘轮花样。交变扭转载荷也出现这种花样 6双向弯曲的疲劳源区可能在零件的两侧表面,最后断裂区在截面内部。在高名义应力下,光滑的和有缺口的零件瞬断区的面积都大于扩展区,且位于中心部位,形状似腰鼓形。随着载荷和应力程度的提高,瞬断区的形状逐渐变形成为椭圆形。在低名义应力下,两个疲劳核心并非同时产生,扩展速度也不一样,所以断口上的疲劳断裂区一般不完全对称,瞬断区偏离中心位置。 11 D第一阶段为切向扩展阶段。在交变应力作用下,使滑移形成的裂纹源扩展形成可观察的裂纹,裂纹尖端将沿着与拉伸轴呈45°角方向的滑移面扩展。该阶段中裂纹扩展范围较 小,一般在2~5个晶粒之内。 D第二阶段为正向扩展阶段。裂纹从原来与拉伸轴呈45 °的滑移面,发展到与拉伸轴呈90 °,该阶段的断口具有引人注目的独特形态-疲劳辉纹。 D第三阶段是由于裂纹扩展到一定长度后,使构件的有效截面减少而造成的一次性快速断裂,断口特征常为韧窝型撕裂。 12疲劳辉纹的一般特点 (1)疲劳裂纹是一系列基本上相平行的条纹,略带弯曲呈波浪形,并与裂纹局部扩展方向相垂直,其凸弧面指向裂纹扩展方向。 (2)在疲劳裂纹稳定扩展阶段,所形成的每一条辉纹相当于一次载荷循环。辉纹确定了裂纹前沿线在前进时的位置。(3)疲劳辉纹的间距随应力场强度因子而变化,应力越大,间距越宽;反之应力越小,则间距越窄。 (4)疲劳断口的微观范围内,通常由许多大小不同、高低不一的小断块组成,每一小断块上的疲劳辉纹连续且平行,而相邻小断块上的疲劳辉纹不一定连续和平行。(5)断口的两匹配面上的辉纹基本对应。
钢板常见质量缺陷j及原因分析 一、热轧钢板1辊印:是一组具有周期性、大小形状基本一致的凹凸缺陷,并且外观形状不规则。原因:1)一方面由于辊子疲劳或硬度不够使辊面一部分掉肉边凹;另一方面可能是辊子表面粘有异物,使表面部分呈凸出状;2)轧钢或精整加工时,压入钢板表面形成凹凸缺陷。 2表面夹杂:在钢板表面有不规则的点状块状或车条状的非金属夹杂物,其颜色一般呈红棕色、黄褐色、灰白色或灰黑色。原因:1)板坯皮下夹杂轧后暴露,或板坯原有的表面夹杂轧后残留在钢板表面上;2)加热炉耐火材料及泥沙等非金属物落在板坯表面上,轧制时压入板面。 3氧化铁皮:氧化铁皮一般粘附在钢板表面,分布于板面的局部或全部,呈黑色或红棕色;铁皮有的疏松脱落,有的压入板面不易脱落;根据外观形状不同有:红铁皮、块状铁皮、条状铁皮、线状铁皮、木纹状铁皮、流星状铁皮、纺锤状铁皮、拖曳状铁皮和散状铁皮等,其压入深度有深有浅。原因:1)压入氧化铁皮的生成取决于板坯加热条件,加热时间逾长,加热温度愈高,氧化气氛愈强,生成氧化铁皮就愈多,而且不容易脱落,产生一次铁皮难于除尽,轧制时被压入钢板表面上;2)大立辊设定不合理,铁皮未挤松,难于除掉;3)由于高压除鳞水管的水压低,水咀堵塞,水咀角度不对及使用不当等原因,使钢板表面的铁皮没有除尽,轧制后被压入到钢板表面;4)氧化铁皮在沸腾钢中发生较多,在含硅较高的钢中容易产生红铁皮。 4厚薄不均:钢板各部分厚度不一致称厚薄不均,凡厚度不均匀的钢板,一般为偏差过大,局部钢板厚度超过规定的允许偏差。原因:1)辊缝的调整和辊型的配置不当;2)轧辊和轧辊两侧的轴瓦磨损不一样;3)板坯加热温度不均。